| GEnx-1B SERVICE BULLETIN - 72-0113 R01 | Revised: 02/15/2013 | |
| SB 72-0113 R01 ENGINE - Mid Fan Shaft (72-58-00) - Repair of Engines to Replace or Repair the Mid Fan Shaft | Issued: 12/28/2012 | |
| GEnx-1B SERVICE BULLETIN - 72-0113 R01 | Revised: 02/15/2013 | |
| SB 72-0113 R01 ENGINE - Mid Fan Shaft (72-58-00) - Repair of Engines to Replace or Repair the Mid Fan Shaft | Issued: 12/28/2012 | |
| TRANSMITTAL INFORMATION |
| REVISION 1 TO SERVICE BULLETIN 72-0113 |
| Revision 1 is issued to update paragraph 2., MATERIAL INFORMATION. |
| The original was issued December 28, 2012. Revision bars in the left margin identify changes. |
| 1. | PLANNING INFORMATION |
| A. | Effectivity |
|
| This Service Bulletin is applicable to all GEnx-1B engines. |
| B. | Description |
| This Service Bulletin provides a quick turn (Q/T) method to remove and replace the mid fan shaft. |
| C. | Compliance |
| Category 7 |
| GE recommends that you do this Service Bulletin at customer's convenience. |
| NOTE: |
|
| D. | Concurrent Requirements |
| None. |
| E. | Reason |
| (1) | Objective: |
| To enhance shop turn around time. |
| (2) | Condition: |
| Some engines in service are being removed at low cycles since new (CSN) for mid fan shaft repair. |
| (3) | Cause: |
| Replacement of the mid fan shaft. |
| (4) | Improvement: |
| The procedures defined within this Service Bulletin are optimized for repair of the mid fan shaft and verification of the modular serviceability. |
| (5) | Substantiation: |
| Substantiation is by analysis. |
| F. | Approval |
| This Service Bulletin has been reviewed by the FAA and the repair(s) and modification(s) herein comply with the applicable Federal Aviation Regulations and are FAA APPROVED for installation in the model(s) listed in this Service Bulletin. |
| G. | Manpower |
| After you get access to the engine, you will need approximately 465 man-hours for each engine. |
| H. | Weight and Balance |
| Weight and balance are not changed. |
| I. | References (Use the latest version of these documents) |
| GEK 9250, Commercial Engine Standard Practices Manual (SPM) |
| GEK 112851, GEnx-1B Engine Manual (EM) |
| GEK 112862, GEnx-1B Cleaning, Inspection, and Repair Manual (CIR) |
| GEK 112864, GEnx-1B Engine Illustrated Parts Catalog (EIPC) |
| GEK 112866, GEnx-1B Illustrated Tool and Equipment Manual (ITEM) |
| Boeing 787 Aircraft Maintenance Manual (AMM) |
| GEnx-1B S/B 72-0114, ENGINE - Mid Fan Shaft Assembly (72-58-00) - Introduction of the New Mid Fan Shaft and Forward Lock Nut |
| J. | Publications Affected |
| None. |
| K. | Interchangeability |
| Replace the forward lock nut and mid fan shaft, from the old part numbers to the new part numbers. The old part numbers are not to be reinstalled. New parts are introduced by S/B 72-0114. |
| L. | Software Accomplishment Summary |
| Not applicable. |
| 2. | MATERIAL INFORMATION |
| A. | Material - Price and Availability |
| (1) | Parts necessary to do this Service Bulletin: |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| NOTE: |
|
| (2) | Other Spare Parts: |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| NOTE: |
|
| (3) | Consumables: |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| B. | Industry Support Information |
| None. |
| C. | Configuration Chart |
| None. |
| D. | Parts Disposition |
| Keep the forward lock nut and mid fan shaft for possible rework. |
| E. | Tooling - Price and Availability |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| F. | Standard Tools and Equipment |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. | ACCOMPLISHMENT INSTRUCTIONS |
| A. | General |
| (1) | The engine disassembly procedure will start from either one of the actions that follow: |
| (a) | The engine removed from wing as a full engine with the fan case installed (M10 configuration). |
| (b) | The fan case removed as a propulsor (M20 configuration). |
| (c) | The LPT module removed (M60 configuration). |
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
| B. | Removal |
| (1) | Remove and disassemble the M10 engine as follows: |
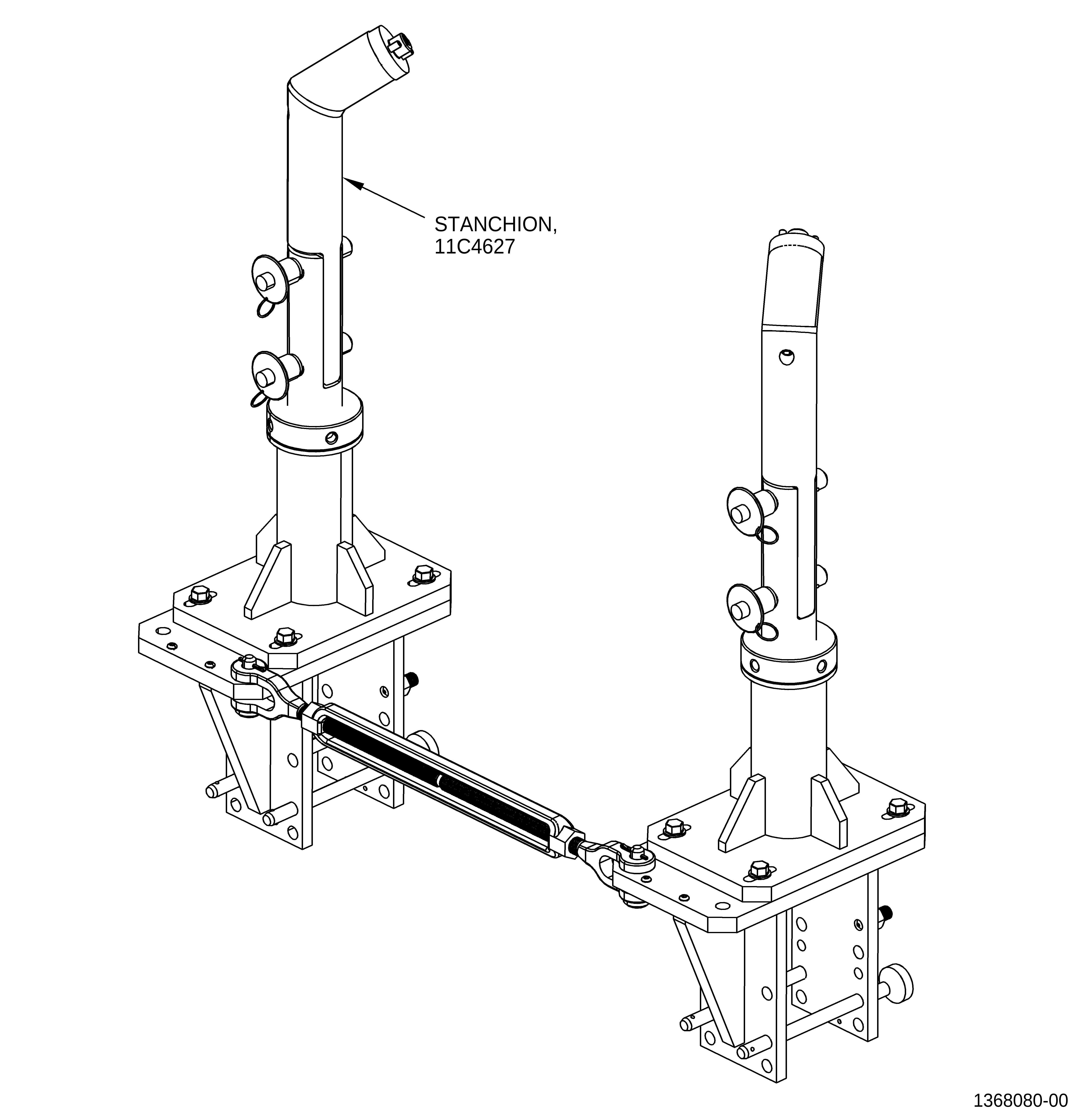
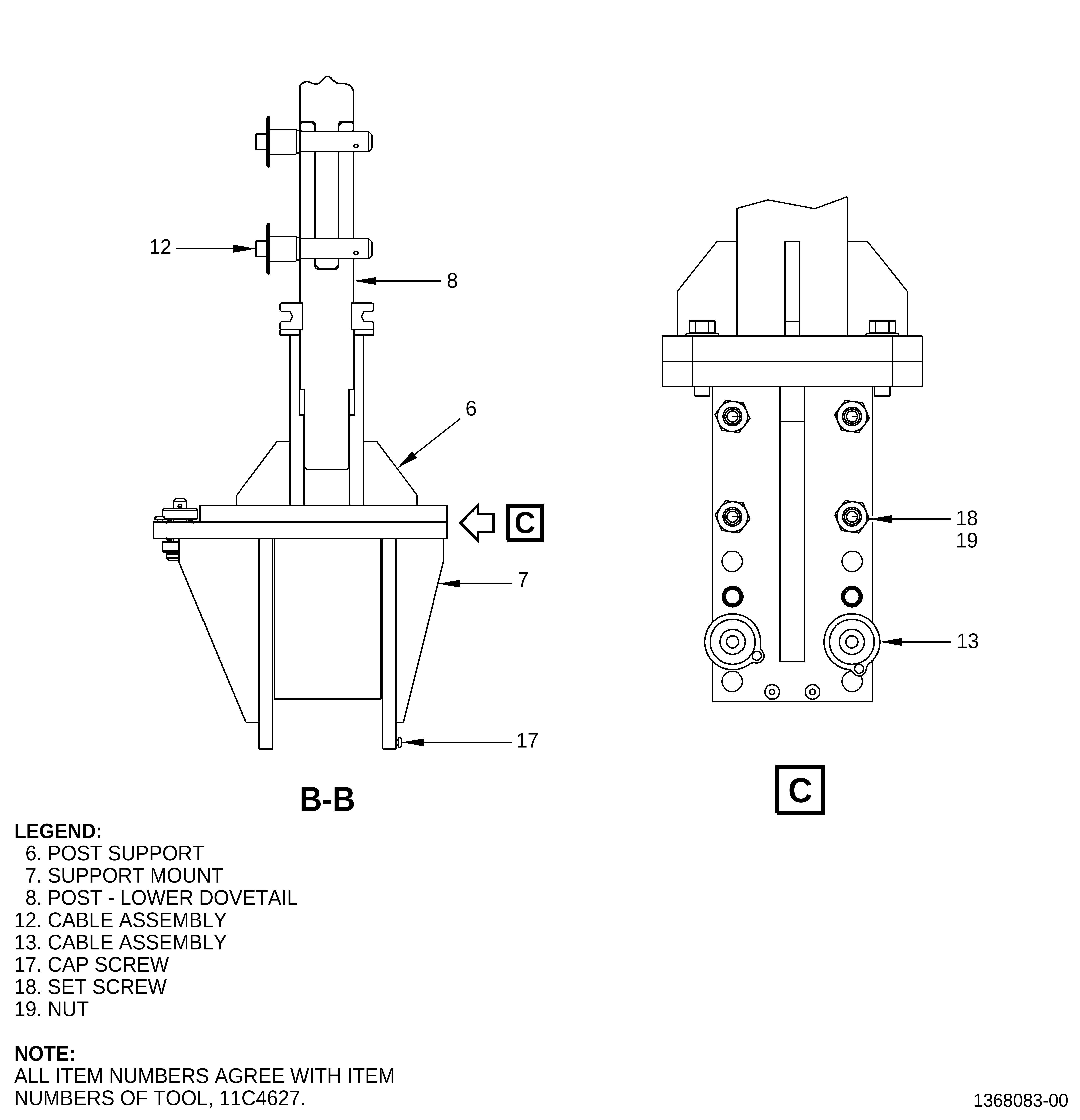
| (a) | Put the engine in pedestals set or overhead gantry system. Refer to the GEnx-1B EM, 72-00-00, SPECIAL PROCEDURE 003. Alternatively, the LPT can be removed when the engine is in the shipping stands 11C3003, 11C3443, 11C4487, or 11C4576 with the 11C4627 stanchions installed on the stand to support the TCF. Refer to Figure 1 and Figure 2. |
| (b) | Remove the aft mount and thrust links. Refer to the GEnx-1B, Boeing 787 AMM, B787-A-G71-21-04-00A-520A-A. |
| (c) | Remove the spinner, platforms, and fan blades. Refer to the GEnx-1B EM, 72-00-01, REMOVAL 001. |
| (d) | Remove the low pressure turbine (LPT) module from the engine. Refer to the GEnx-1B EM, 72-00-04, REMOVAL 001 and do as follows: |
| 1 | Calculate the LPT rotor axial setting before removal of the LPT module as follows: |
| a | Rotate the LPT one time and measure the dimension R (LPT axial setting) and make a record for later comparison. Refer to the GEnx-1B EM, 72-00-04, INSTALLATION 001, Subtask 72-00-04-220-028. |
| 2 | Remove the LPT module from the engine. |
| 3 | Wipe the residual assembly C02-058 graphite and loose dry graphite film with an oil wetted C10-182 cloth when the LPT retaining nut is removed and before the pusher tool is installed. |
| WARNING: |
|
| 4 | Do a final wipe with a clean C10-182 cloth soaked in C04-003 acetone. Refer to the SPM 70-21-23, CLEANING METHOD 23 - HAND-WIPE DEGREASING. |
| (2) | Remove the mid fan shaft as follows: |
| (a) | Remove the air extension duct (extension duct) from the LPT cone shaft. Refer to the GEnx-1B EM, 72-00-04, DISASSEMBLY 001, Subtask 72-00-04-030-027. |
| (b) | Remove the No. 4 bearing aft rotating seal (aft rotating seal) from the mid fan shaft assembly. Refer to the GEnx-1B EM, 72-00-04, DISASSEMBLY 001, Subtask 72-00-04-030-001. |
| (c) | Remove the mid fan shaft assembly from the LPT module assembly. Refer to the GEnx-1B EM, 72-00-04, DISASSEMBLY 001, Subtask 72-00-04-030-004. |
| (d) | Install the mid fan shaft assembly on the 11C3605 mid fan shaft truck storage (or alternative cradle/support). Refer to the GEnx-1B EM, 72-00-04, DISASSEMBLY 001, Subtask 72-00-04-440-002. |
| (e) | Remove and discard the seal ring from the center vent duct. Refer to the GEnx-1B EM, 72-00-04, DISASSEMBLY 001, Subtask 72-00-04-030-028. |
| C. | Inspection |
| NOTE: |
|
| (1) | Visually inspect the LPT/TRF module as follows: |
| (a) | Stage 1 LPT blade: |
| 1 | Looseness - any amount is permitted. |
| 2 | Blade corrosion - any amount is permitted. |
| (b) | Stage 7 LPT blade: |
| 1 | Looseness - any amount is permitted. |
| (c) | Stage 1 LPT shroud: |
| 1 | Stage 1 shroud meets the inspection criteria of the GEnx-1B CIR, 72-00-04, INSPECTION 001, Subtask 72-00-04-220-034. |
| (d) | TRF: |
| 1 | FPI of the TRF case at the rear mount lug location is not required for Q/T engines as stated in the GEnx-1B CIR, 72-00-04, INSPECTION 001, Subtask 72-00-04-230-001. |
| (2) | Visually inspect the turbine center frame (TCF) module as follows: |
| (a) | Stage 1 LPT nozzle: |
| 1 | Corrosion - any amount is permitted. |
| 2 | Dents/impact damage - any amount is permitted if there is no missing material or cracking. |
| (b) | Stage 1 nozzle retainer: |
| 1 | Cracking - any amount is permitted. |
| 2 | Distortion - any amount less than 0.25 inch (6.4 mm) from the TCF aft flange is permitted. |
| (c) | Forward brush seal: |
| 1 | Damper panel rivets for looseness - any amount is permitted. |
| 2 | Damper panel missing rivets - none permitted. |
| 3 | Damper panel cracks - none permitted. |
| 4 | Brush seal bristles - general visual inspection (GVI), visibly worn bristles - none permitted. |
| D. | Installation |
| (1) | Install the mid fan shaft to the LPT as follows: |
| (a) | Install the seal ring on the center vent duct of the mid fan shaft assembly. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-066. |
| (b) | Install the mid fan shaft assembly to the LPT module assembly. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-066. |
| (c) | Install the 11C4565 torque adapter on the mid fan shaft assembly. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-068. |
| (d) | Torque the main shaft nuts with the 9446M66 torque reaction fixture. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-113. |
| (e) | Use a 0.001 inch (0.03 mm) feeler stock as a no-go gage at a minimum of eight locations to make sure that the mid fan shaft assembly is against the LPT cone shaft. Refer to the GEnx- 1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-084. |
| (f) | Remove the 11C4565 torque adapter with an overhead hoist. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-085. |
| WARNING: |
|
| (g) | Remove the unwanted C02-058 graphite from the main shaft nuts and the D-head bolts with C04-002 Stoddard solvent, C04-035 isopropyl alcohol, or a 50-50 blend of alcohol. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-086. |
| (h) | Apply a minimum of three coats of C03-039 coating to the bare surfaces around the main shaft nuts on the forward face of the mid fan shaft assembly flange. Refer to the SPM 70-43-05, INORGANIC ALUMINUM PROTECTIVE COATING and GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-380-002. |
| (i) | Install the aft rotating seal on the mid fan shaft assembly. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-087. |
| (j) | Prepare the extension duct for installation. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-116. |
| (k) | Install the extension duct into the LPT cone shaft. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-430-119. |
| (l) | Do a seating check of the extension duct. Refer to the GEnx-1B EM, 72-00-04, ASSEMBLY 001, Subtask 72-00-04-220-032. |
| (2) | Install the LPT as follows: |
| (a) | Install the LPT assembly. Refer to the GEnx-1B EM, 72-00-04, INSTALLATION 001 and do as follows: |
| 1 | Install the LPT module with original shim spacer installed. |
| CAUTION: |
|
| 2 | Install the LPT nut as per the GEnx-1B, SB 72-0114, with C02-019 engine oil or C02-023 engine oil and apply initial torque of 1100-1260 lb ft (1491-1708 N.m) and final torque another 20 degrees. |
| 3 | Compare the LPT axial setting, dimension R, to those measured in paragraph 3.B.(1)(d)1. |
| a | Take the measurements now, refer to the steps in 3.B.(1)(d)1. |
| b | Compare these new measurements with the incoming results measurements recorded before the disassembly of the engine in paragraph 3.B.(1)(d)1. |
| c | Dimension R result must be within 0.015 inch (0.38 mm) tolerance of the incoming results. Refer to the GEnx-1B EM, 72-00-04, INSTALLATION 001, Subtask 72-00-04-220-028. |
| NOTE: |
|
| (b) | Complete the LPT module installation and make sure that all the hardware previously removed in paragraph 3.B. is installed. |
| NOTE: |
|
| (c) | Install the aft mount and thrust links. Refer to the GEnx-1B, Boeing 787 AMM, B787-A-G71-21-04-00A-520A-A. |
| E. | Test |
| (1) | Do a test either in a test cell or on wing as follows: |
| (a) | If the test is done in a test cell, do an acceptance test. Refer to the GEnx-1B EM 72-00-00, TESTING 001 thru 005. |
| (b) | If the test is done on wing, refer to the GEnx-1B, Boeing 787 AMM, 71-00-00, TESTING 008 for untested engines. |