| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2014 | |
| SPM 70-22-06 SPECIAL CLEANING PROCEDURE NO. 6 - BOLTHOLE CLEANING FOR EDDY CURRENT INSPECTION | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2014 | |
| SPM 70-22-06 SPECIAL CLEANING PROCEDURE NO. 6 - BOLTHOLE CLEANING FOR EDDY CURRENT INSPECTION | ||
| TASK 70-22-06-110-043 |
| 1 . | General. |
| A. | Two bolthole cleaning methods are given in this procedure, Method A: Scotch-Brite Cleaning, and Method B: Flex-Hone Cleaning. Use Method A first for removal of light oxides from the boltholes, where past experience has shown it to be effective. Use Method B for removal of thicker oxides from the boltholes and on specific hardware where Method A is not effective. |
| 2 . | Equipment. |
| Subtask 70-22-06-110-431 |
| A. | The equipment necessary to do this process is as follows. |
| (1) | 0.375 in. (9.5 mm) variable speed drill, 0.33 hp electric drill, or equivalent. |
| (2) | 2.0 in. (50.8 mm) nylon screws with a diameter of 0.15 in. (3.8 mm), or a nonmetallic equivalent. |
| (3) | 1.2 in. (31 mm) OD washers with a 0.35 in. (8.9 mm) ID and 0.050 in. (1.27 mm) thick, or nonmetallic equivalent. |
| 3 . | Materials. |
| Subtask 70-22-06-110-432 |
| 4 . | Method A: Scotch Brite Cleaning. |
| Subtask 70-22-06-110-433 |
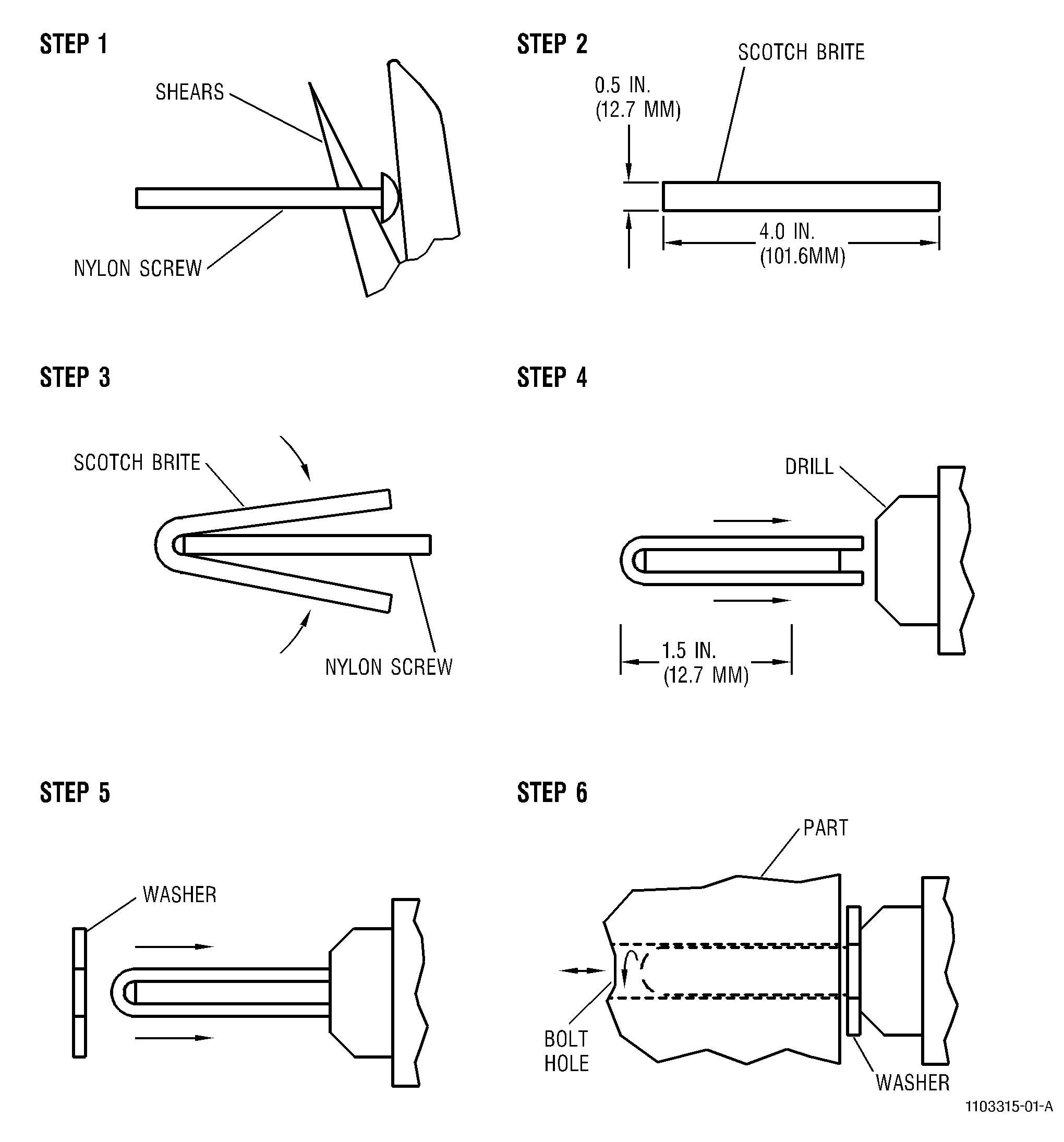
| A. | Prepare the cleaning tool as follows. Refer to Figure 1, steps1-5. |
| (1) | Cut the head off the nylon screw. |
| (2) | Cut a strip of Scotch Brite C10-010 about 0.5 in. (13 mm) wide by 4.0 in. (102 mm) long. |
| (3) | Fold the Scotch Brite over the nylon screw. |
| (4) | Insert the flap ends into the drill chuck until 1.5 in. (38 mm) is exposed. Tighten the drill chuck. |
| (5) | Place the washer over the screw and seat it against the chuck. |
| B. | Clean the boltholes as follows. Refer to Figure 1, step 6. |
| (1) | Align the drill so that the nylon screw/pad is in line with the bolthole. Start the drill and insert into the hole. |
| NOTE: |
|
| (2) | Move the pad in and out of the hole until all scale and deposits are removed. Be sure that the nylon screw/pad stays aligned at 90 degrees to the entry surface. |
| NOTE: |
|
| (3) | Clean each bolthole and replace the Scotch Brite pad as necessary. |
| NOTE: |
|
| (4) | After cleaning each hole with the Scotch Brite, clean each bolthole with a cotton swab or bristle brush C10-108 and solvent. |
| 5 . | Method B: Flex-Hone Cleaning. |
| Subtask 70-22-06-110-434 |
| A. | Select the correct Flex-Hone size for the hole to be cleaned. Refer to table 1. |
| B. | Cut the Flex-Hone so that there is approximately a 3.0 in. (76 mm) shaft beyond the brush. |
| C. | Insert the Flex-Hone shaft into the drill chuck and tighten. |
| D. | Clean the bolt hole to remove all oil, dirt, etc. Use a cotton swab and an approved solvent to clean the bolt hole. |
| CAUTION: |
|
| E. | Align the drill so that the Flex-Hone is in line with the bolt hole and perpendicular to the entry surface. Start the drill and insert into the hole. Clean the entire hole by moving the Flex-Hone up and down in the hole for 30 seconds. Avoid concentrating on a specific area. |
| NOTE: |
|
| NOTE: |
|
| F. | Remove any abrasive residue in the bolt hole using a cotton swab and an approved solvent. |
| G. | Honing process may be repeated, at 30 second intervals, for a maximum of 4 minutes per bolt hole. |
| NOTE: |
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||