| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 03/20/2020 | |
| SPM 70-32-16 SERVICEABILITY INSPECTION OF THE FAN MID SHAFT | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 03/20/2020 | |
| SPM 70-32-16 SERVICEABILITY INSPECTION OF THE FAN MID SHAFT | ||
| TASK 70-32-16-250-001 |
| 1 . | General. |
| A. | This procedure gives the instructions to make an inspection of the fan mid shaft (FMS) for serviceability. This procedure is necessary when a visual inspection shows that rubs have occurred during engine operation. The procedure includes preparation of the shaft surface for etching, the etching process, and an analysis of the results. |
| NOTE: |
|
| B. | The FMS must be removed from the engine to complete this inspection. It is not necessary to remove the center vent tube. |
| NOTE: |
|
| 2 . | Equipment. |
| Subtask 70-32-16-250-051 |
| A. | Standard equipment. None required. |
| B. | Materials: |
| 3 . | Pre-Inspection Part Preparation. |
| Subtask 70-32-16-250-052 |
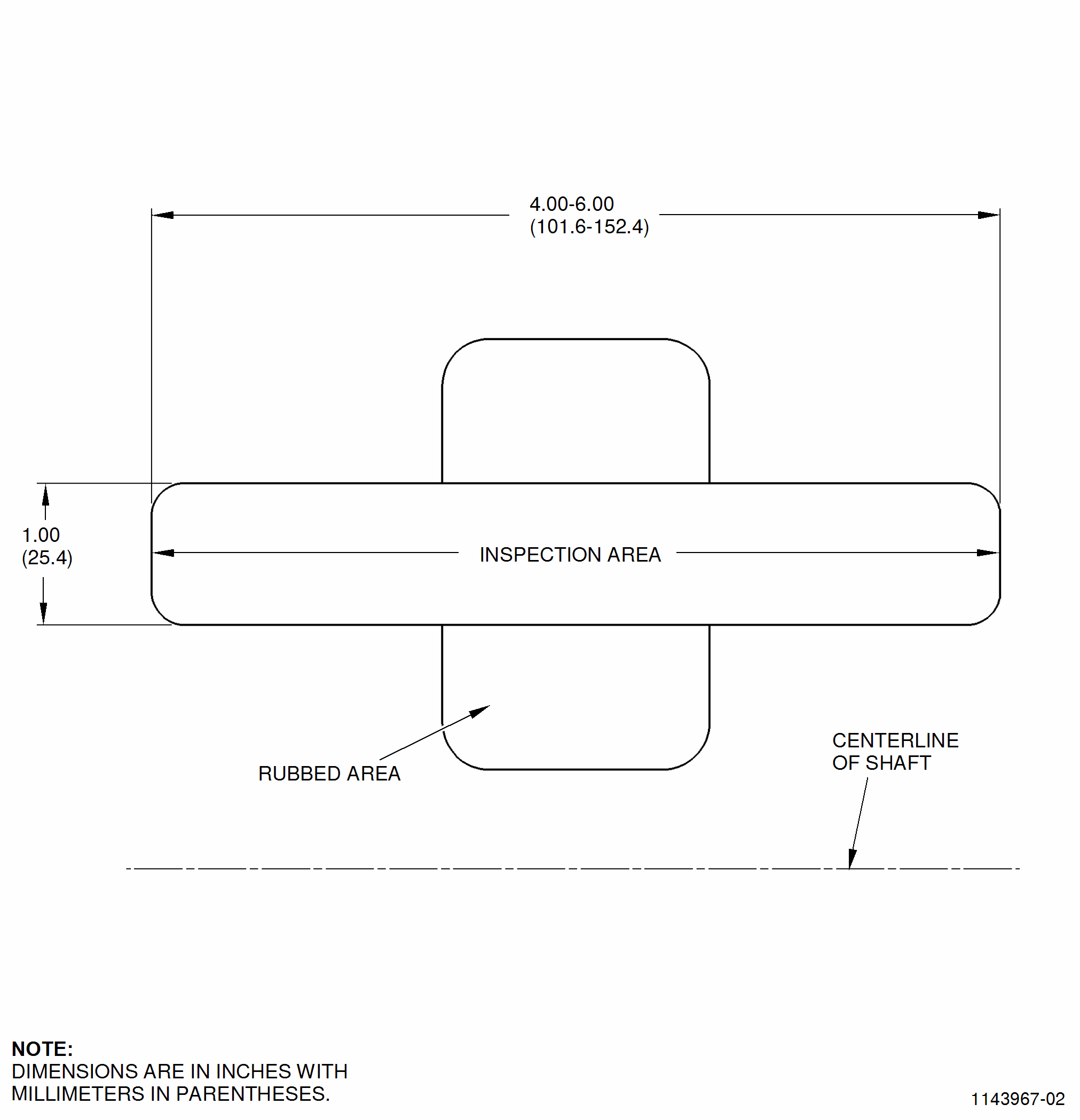
| A. | Prepare the surface for the inspection. Refer to Figure 1. |
| (1) | Identify the area to be polished. |
| (a) | The area must be about 1.0 inch (25 mm) wide and 4.0-6.0 inches (101-152 mm) long, as measured in the axial direction. |
| (b) | The inspection area must be moved from the non-rubbed area through the rubbed area and back to the non-rubbed area. |
| (c) | It is important that you polish the rubbed area and a non-rubbed area. This will permit you to compare the part during analysis. |
| (2) | Remove the paint from the area to be polished. Use an 80-100 grit abrasive alumina superflexible cloth C10-187 . |
| NOTE: |
|
| (3) | Polish the area to be inspected as follows: |
| (a) | Remove machining marks from the inspection area with an abrasive alumina superflexible cloth C10-187 backed with 120-180 grit polishing material. |
| NOTE: |
|
| (b) | Wipe the surface with a clean, lint-free cloth. |
| (c) | To remove scratches, polish the surface with an abrasive alumina superflexible cloth C10-187 backed with 220-240 grit polishing material. |
| (d) | Wipe the surface with a clean, lint-free cloth. |
| (e) | To remove all signs of scratches, polish the surface with 400 grit silicon carbide abrasive paper C10-190 . |
| NOTE: |
|
| (f) | Wipe the surface with a clean, lint-free cloth. |
| (4) | Do a visual inspection of the polished area for signs of smeared or transferred metal in the rubbed area. |
| (5) | If there is smeared or transferred metal in the rubbed area, polish the area to be inspected again. |
| WARNING: |
|
| (6) | Wipe the surface with a clean, lint-free cloth that is moistened with MEK C04-001 or acetone C04-003 . |
| NOTE: |
|
| B. | Etch the polished surface. |
| WARNING: |
|
| WARNING: |
|
| (1) | Prepare an etching solution in a plastic container. Fully mix nitric acid C04-072 , 8-12 percent by volume, in methyl alcohol C04-180 . Keep the solution sealed when it is not in use. |
| NOTE: |
|
| (2) | Apply the etchant to the polished surface as follows: |
| (a) | Apply the etchant to the polished area with an eye dropper or large lint-free rayon-tip swab C10-207 . The etchant must be smooth and equal on the surface, with no sign of a break in the liquid film. |
| CAUTION: |
|
| (b) | Apply the etchant for a maximum of 2 minutes, or until the polished area outside the inspection area begins to get dark in color. |
| NOTE: |
|
| (c) | If the polished area outside the inspection area does not begin to get dark after 2 minutes, prepare the surface for the inspection again. Refer to paragraph 3.A. |
| (d) | If you prepare the surface for the inspection again, etch the polished surface again. |
| (e) | Rinse the etchant from the polished surface with a gentle stream of clean, clear water. |
| NOTE: |
|
| 4 . | Part Inspection. |
| Subtask 70-32-16-250-053 |
| A. | Do a visual inspection of the etched surface. |
| (1) | An equal dark color that is fully through the etched area shows that the FMS did not have a local overtemperature condition. |
| (a) | If the first etch did not show a local overtemperature condition, do the following: |
| 1 | Prepare another area that you think has a rub to be etched. Refer to paragraph 3.A. in Subtask 70-32-16-250-052, Pre-inspection Part Preparation. |
| 2 | Etch the polished surface. Refer to paragraph 3.B. in Subtask 70-32-16-250-052, Pre-inspection Part Preparation. |
| (b) | If the second polished surface that you etched does not show a local overtemperature condition, the FMS is serviceable. |
| (c) | If the second polished surface that you etched shows a local overtemperature condition, the FMS is not serviceable or repairable. |
| (2) | A color that has areas lighter than the adjacent area shows that the FMS had a local overtemperature condition. If this is the condition of the inspection area, the FMS is not serviceable or repairable. |
| NOTE: |
|
| NOTE: |
|
| 5 . | Part Preservation. |
| Subtask 70-32-16-250-054 |
| A. | After the analysis is complete, apply preservation oil C02-025 to the FMS to prevent corrosion damage. |