| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2006 | |
| SPM 70-33-04 INSPECTION OF SPLINES | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2006 | |
| SPM 70-33-04 INSPECTION OF SPLINES | ||
| TASK 70-33-04-220-012 |
| 1 . | General. |
| Use the following procedure for measuring spline wear when directed by the applicable engine manual. |
| 2 . | Equipment. |
| Subtask 70-33-04-220-121 |
| A. | Fine-bristle brush (Commercial). |
| B. | Spline measuring kit (Commercial). |
| 3 . | Materials. |
| Subtask 70-33-04-220-122 |
|
| 4 . | Procedure. |
| Subtask 70-33-04-220-123 |
| WARNING: |
|
| CAUTION: |
|
| A. | Before inspecting, clean splines with a fine bristle brush and Stoddard solvent C04-002 . |
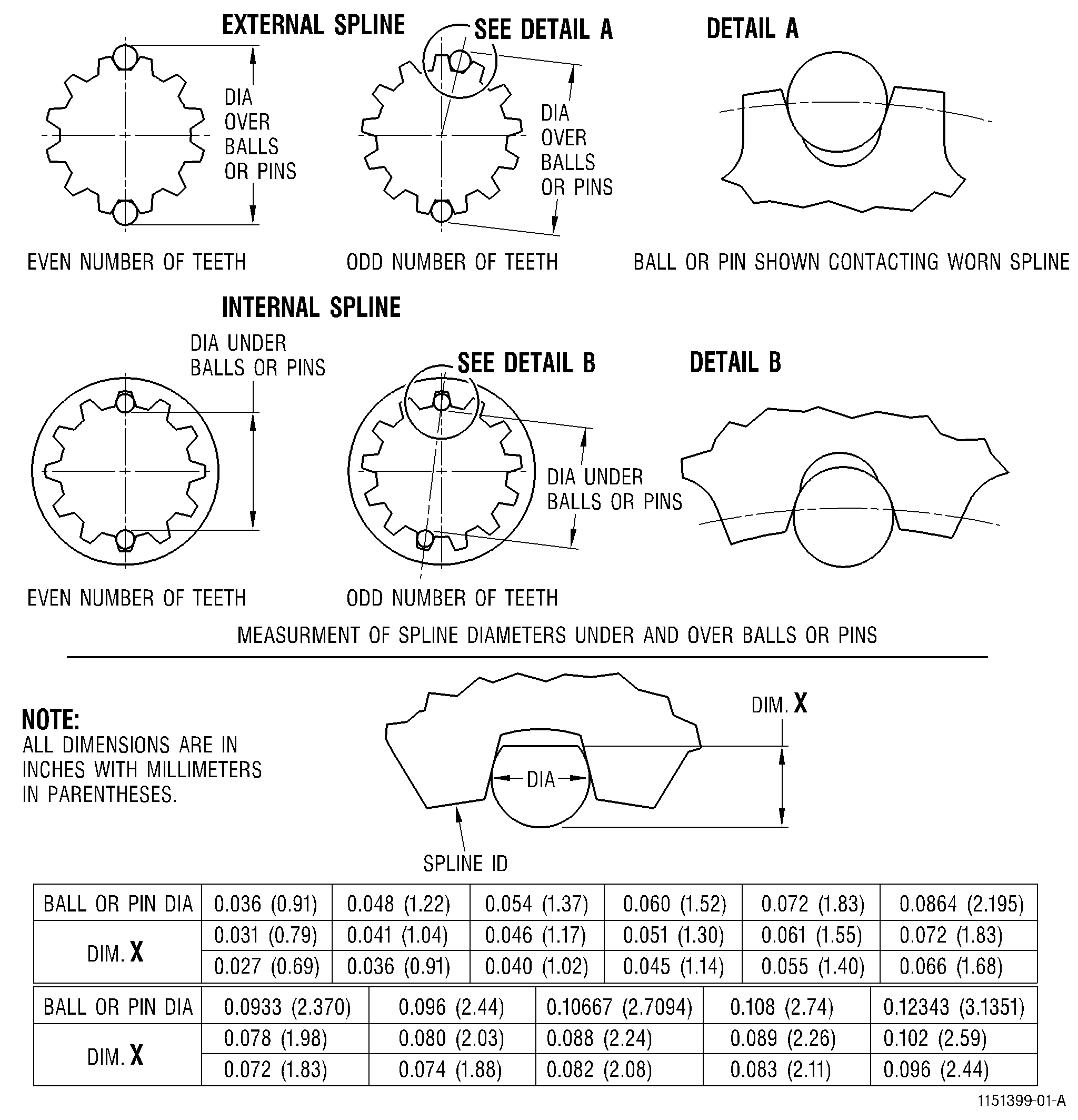
| B. | Visually inspect the spline for wear. See Figure 1. If a step or unworn portion of the spline is noted, measure the wear by comparing the worn and unworn portions of the tooth. Use a dial indicator wherever possible. Wear limits, diameters over or under balls and sizes of balls are in the inspection tables in the applicable engine manual. |
| NOTE: |
|
| C. | When the tooth is worn uniformly across the entire surface so that there is no measurable step, and depth of wear cannot be determined, measure over or under balls as follows: |
| NOTE: |
|
| (1) | Measure spline diameter as shown in Figure 1. |
| (2) | Use correct size balls. Do not use pins. Hold balls in place with a light coat of grease. |
| (3) | For internal splines, use balls with a flat. Grind the flat on the ball as shown. The flat must face the root of the spline so that the ball does not touch the root when measuring. |
| (4) | Measure the spline diameter at three places along the length of the spline. |
| (5) | Inspect the part containing the spline for other defects as specified in the inspection tables in the applicable engine manual. |
| (6) | Refer to the inspection table in the applicable engine manual for limits applicable to the part being inspected. |