| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 08/25/2023 | |
| SPM 70-33-08 REPLICATION TO IDENTIFY EVIDENCE OF FOREIGN MATERIAL AFTER BLENDING | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 08/25/2023 | |
| SPM 70-33-08 REPLICATION TO IDENTIFY EVIDENCE OF FOREIGN MATERIAL AFTER BLENDING | ||
| TASK 70-33-08-220-000 |
| 1 . | General. |
| Subtask 70-33-08-220-010 |
| A. | This procedure gives instructions for evaluation of surfaces to make sure that the defect (local pit or deposited material) was fully removed, with no evidence of foreign material after blending. This procedure is applicable for R88DT, R104, R65, and Inco 718 materials. |
| B. | This procedure has two separate inspection methods: Method 1 - Magnified Visual Inspection and Method 2 - Microstructure Evaluation by Replication which are for specified conditions as described below. Refer to Subtask 70-33-08-220-011, General - Method 1 - Magnified Visual Inspection and Subtask 70-33-08-220-012, General - Method 2 - Microstructure Evaluation by Replica for applicability details. |
| NOTE: |
|
| C. | This procedure is required to be applied at each location of localized pitting or deposited material. |
| 2 . | General - Method 1 - Magnified Visual Inspection. |
| Subtask 70-33-08-220-011 |
| A. | Method 1 is only applicable to localized pitting and must be used for evaluation of foreign material only when the following criteria are satisfied: |
| (1) | Pit depth prior to blend measures less than or equal to 0.002 inch (0.050 mm). |
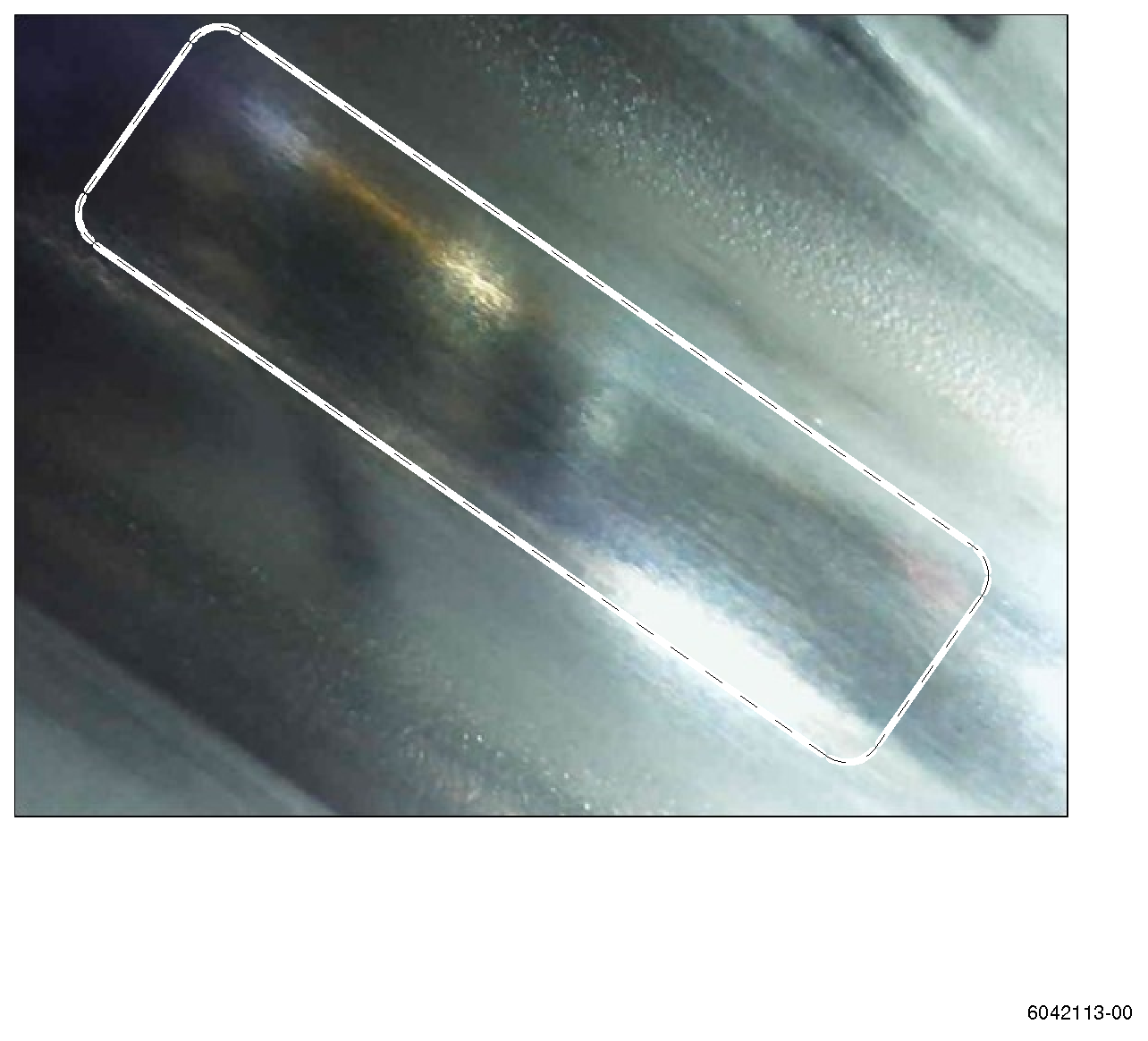
| (2) | Groups of pitting must be contained within an area less than or equal to 0.002 sq. in. (1.290 sq. mm). Refer to Figure 2. |
| (3) | Spacing between groups of pits measures greater than 0.100 inch (2.54 mm). |
| NOTE: |
|
| 3 . | Equipment. |
| Subtask 70-33-08-220-001 |
| A. | The following equipment is necessary for the procedure: |
| (1) | Magnification equipment 10X (Commercial). |
| (2) | White Light Source (White light lamp for visual inspection of parts). The lamp must be capable of providing a minimum of 100 ft-candles of white light at the inspection surface. |
| 4 . | Materials. |
| Subtask 70-33-08-220-003 |
|
| 5 . | Procedure. |
| Subtask 70-33-08-350-001 |
| CAUTION: |
|
| A. | Blend localized pitting in accordance with the instructions referencing this procedure to fully remove it. |
| Subtask 70-33-08-350-002 |
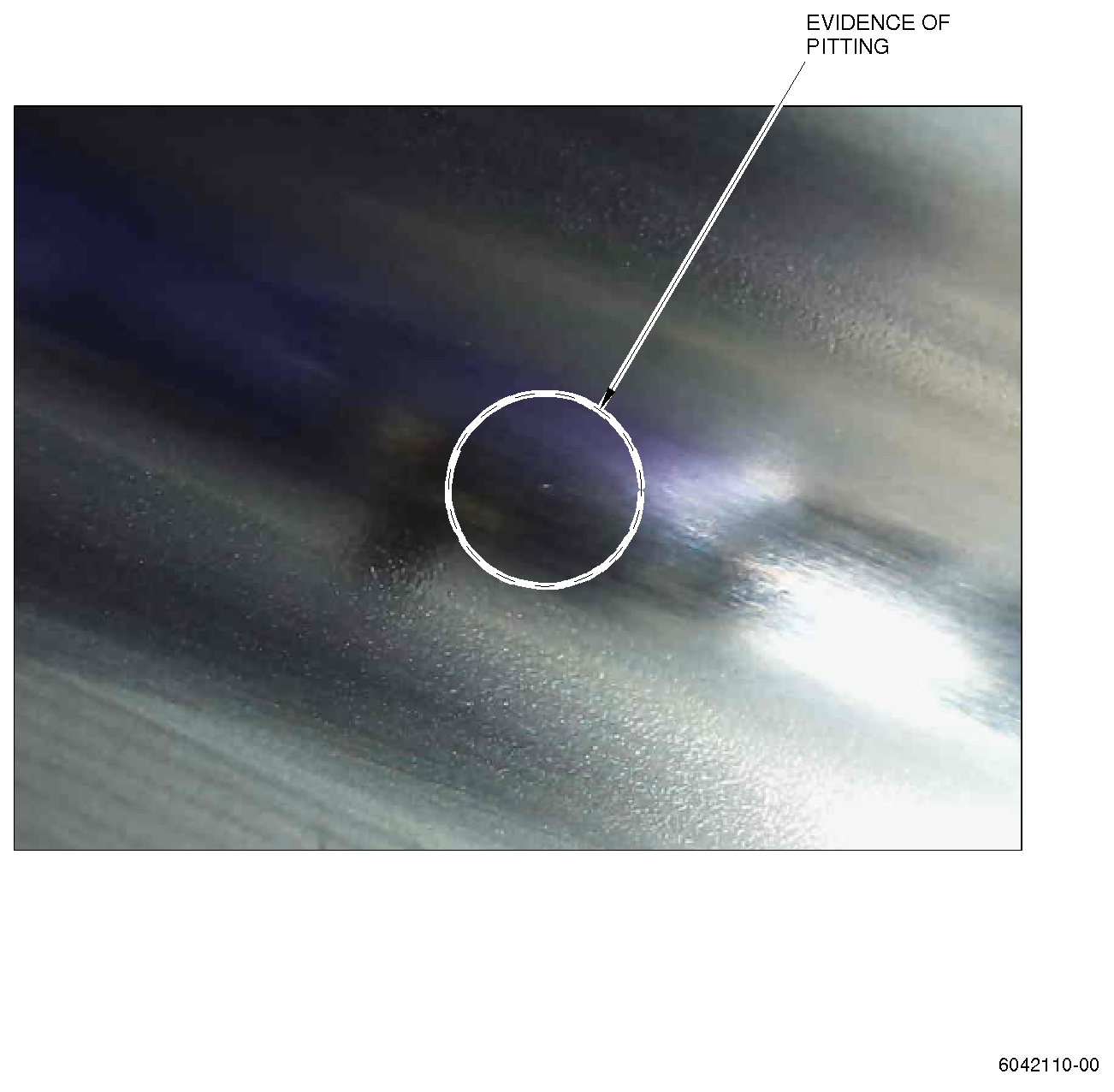
| B. | Polish the inspection area to achieve a good surface finish which is free of any contamination, scratches, or surface discontinuities. Refer to Figure 1. |
| NOTE: |
|
| Subtask 70-33-08-110-001 |
| C. | Clean the blended area with isopropyl alcohol C04-035 or acetone C04-003 to prepare the area for visual inspection. |
| Subtask 70-33-08-220-004 |
| D. | Visually inspect the blended areas using x10 magnification with white light for no evidence of remaining pitting, foreign material, discoloration, or any other surface anomalies. Refer to Figure 1 (Sheet 4). |
| 6 . | Quality Assurance. |
| Subtask 70-33-08-220-005 |
| A. | The following conditions must be met for quality assurance: |
| (1) | No evidence of remaining pitting, foreign material, discoloration, or any other surface anomalies is permitted when visually inspected using x10 magnification with white light. Refer to Figure 1 (Sheet 4). |
| (2) | If there is no visual evidence of remaining pitting, foreign material, discoloration, or any other surface anomalies, then the blend zone is free of any foreign material. |
| (3) | If necessary, do rework by light polishing to improve inspection readability for better visual surface finish and texture, and re-inspect. Repeat Subtask 70-33-08-220-011, General - Method 1 - Magnified Visual Inspection (paragraph 5.B. thru paragraph 6.A.(2)). |
| CAUTION: |
|
| (4) | If remaining pitting, foreign material, discoloration, or any other surface anomalies is present, refer to the instructions referencing this procedure for blending to remove more material with the maximum blend depth allowance and then continue with Subtask 70-33-08-220-012, Method 2 - Microstructure Evaluation by Replica (paragraph 10.B.) to evaluate the microstructure. |
| 7 . | General - Method 2 - Microstructure Evaluation by Replica. |
| Subtask 70-33-08-220-012 |
| A. | This procedure gives instructions for the preparation, replication, and evaluation of surfaces to make sure there is no evidence of foreign material after blending for R88DT, R104, R65, and Inco 718 materials. |
| B. | This procedure requires suitably trained personnel. Verification shall be determined by replicating and correctly evaluating the results against photo standards. |
| NOTE: |
|
| C. | Deleted. |
| 8 . | Equipment. |
| Subtask 70-33-08-220-006 |
| A. | Tools and Equipment |
| (1) | Special Tools |
|
| B. | Standard Tools and Equipment |
|
| 9 . | Materials. |
| Subtask 70-33-08-220-008 |
|
| 10 . | Procedure. |
| Subtask 70-33-08-160-015 |
| WARNING: |
|
| A. | Clean with isopropyl alcohol C04-035 or acetone C04-003 to prepare the area for polishing. Make sure that the surface is free of any contamination (for example grit and oil). |
| Subtask 70-33-08-120-033 |
| B. | Remove all machining marks by sanding, using successively finer abrasives. The final polish shall be performed with abrasive paper C10-255. |
| NOTE: |
|
| Subtask 70-33-08-110-537 |
| C. | Clean the polished areas with isopropyl alcohol C04-035 or acetone C04-003 and a suitable nonabrasive cloth. Make sure that the surface is free of any contamination (for example grit and oil). |
| Subtask 70-33-08-110-002 |
| D. | Prepare the Kallings Etchant Solution in accordance with Table 3. |
| NOTE: |
|
|
|||||||||||||||||||||||||||||||||||||||
| Subtask 70-33-08-110-538 |
| CAUTION: |
|
| E. | Etch the polished area(s) in preparation for the surface microstructure examination refer to TASK 70-24-01-110-034, Swab Etching Procedure for details on the application process requirements (localized and careful application). |
| (1) | Etch the polished area(s) for 60-90 seconds. |
| NOTE: |
|
| NOTE: |
|
| Subtask 70-33-08-110-003 |
| WARNING: |
|
| WARNING: |
|
| CAUTION: |
|
| F. | Wash off the polished area(s) with isopropyl alcohol C04-035 or acetone C04-003. |
| NOTE: |
|
| Subtask 70-33-08-220-009 |
| G. | Perform a microstructure replication of all of the etched area(s), as follows: |
| (1) | Cut a piece of replicating tape larger than the area to be replicated. |
| (2) | Wet the surface of the part to be replicated, or one side of the replicating tape with acetone C04-003 or other approved solvent. |
| (3) | Place replicating tape on the area to be replicated and allow to dry. The typical drying time for a 0.005 inch (0.13 mm) tape wet with acetone is about 10 minutes. |
| (4) | Use a high precision tweezers lift one corner of the replicating tape and remove tape. |
| (5) | Place the replica tape on a clean glass slide, with the replicated face not in contact with the glass. |
| (6) | Put a mark on the replica slide, the location of the area examined, and the serial number of the part. |
| 11 . | Quality Assurance. |
| Subtask 70-33-08-220-132 |
| A. | Perform an evaluation of the replica(s), as follows: |
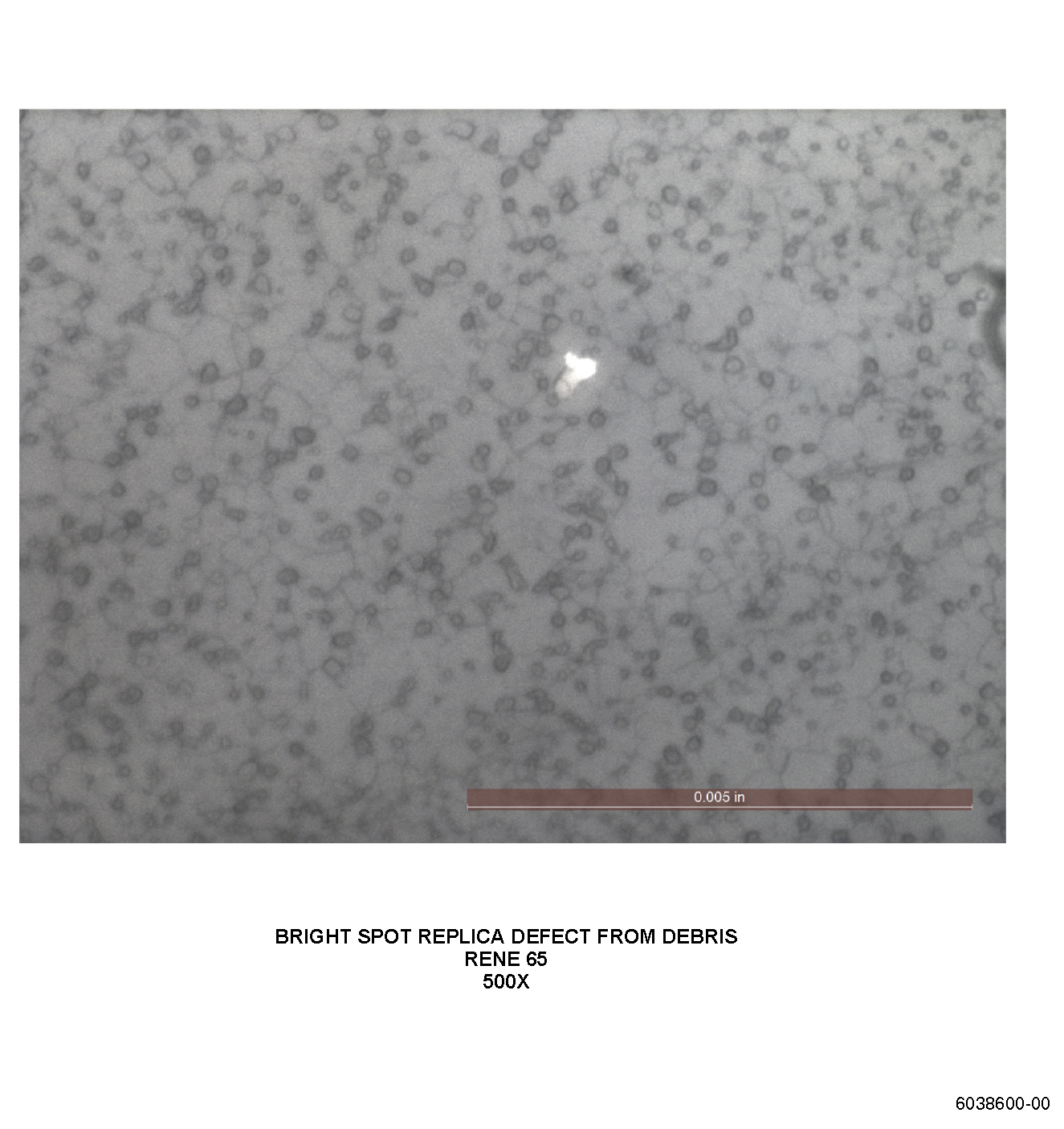
| (1) | Use a microscope and examine replica(s) at 100X, at 200X or at 500X magnification. When applicable, higher magnification may be used. |
| (2) | Evaluate the replica(s) for conformance. Refer to Figure 3 for photo standard examples of acceptable replicas. |
| (3) | Refer to Figure 4 for typical replica defects that are not indicative of foreign material. If these defects are excessive (i.e., they cover more than 1/4 of the replica area and obscure the normal grain boundary structure of the material) the replica must be made again, or contact GE Engineering for further assessment. |
| NOTE: |
|
| NOTE: |
|
| (4) | If there is no evidence of any foreign material present, the assessment is acceptable. Refer to Figure 5 for evidence of an irregular (unacceptable) grain structure and foreign material. |
| NOTE: |
|
| NOTE: |
|
| Subtask 70-33-08-120-034 |
| B. | Polish the etched area(s) to remove the effects of etching, as follows: |
| (1) | Polish with abrasive cloth C10-010. Make sure a surface finish equal to, or better than the adjacent area is achieved. |