| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 07/31/2015 | |
| SPM 70-71-09 EROSION TESTING OF THERMAL SPRAY COATINGS | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 07/31/2015 | |
| SPM 70-71-09 EROSION TESTING OF THERMAL SPRAY COATINGS | ||
| TASK 70-71-09-700-000 |
| 1 . | General. |
| A. | Erosion performance of coatings determines their resistance to wear by fine airbone particle streams. |
| B. | Erosion testing of Thermal Spray coatings is done to evaluate erosion performance of coatings by solid particle impingement, either measuring loss of weight or loss of thickness in coating with a specialized jet nozzle stream setup. |
| C. | Depending on referenced type of erosivity number unit for coating qualification by process document, choose an appropriate method at paragraph 4.D. |
| 2 . | Equipment, Tooling, Material. |
| A. | Equipment |
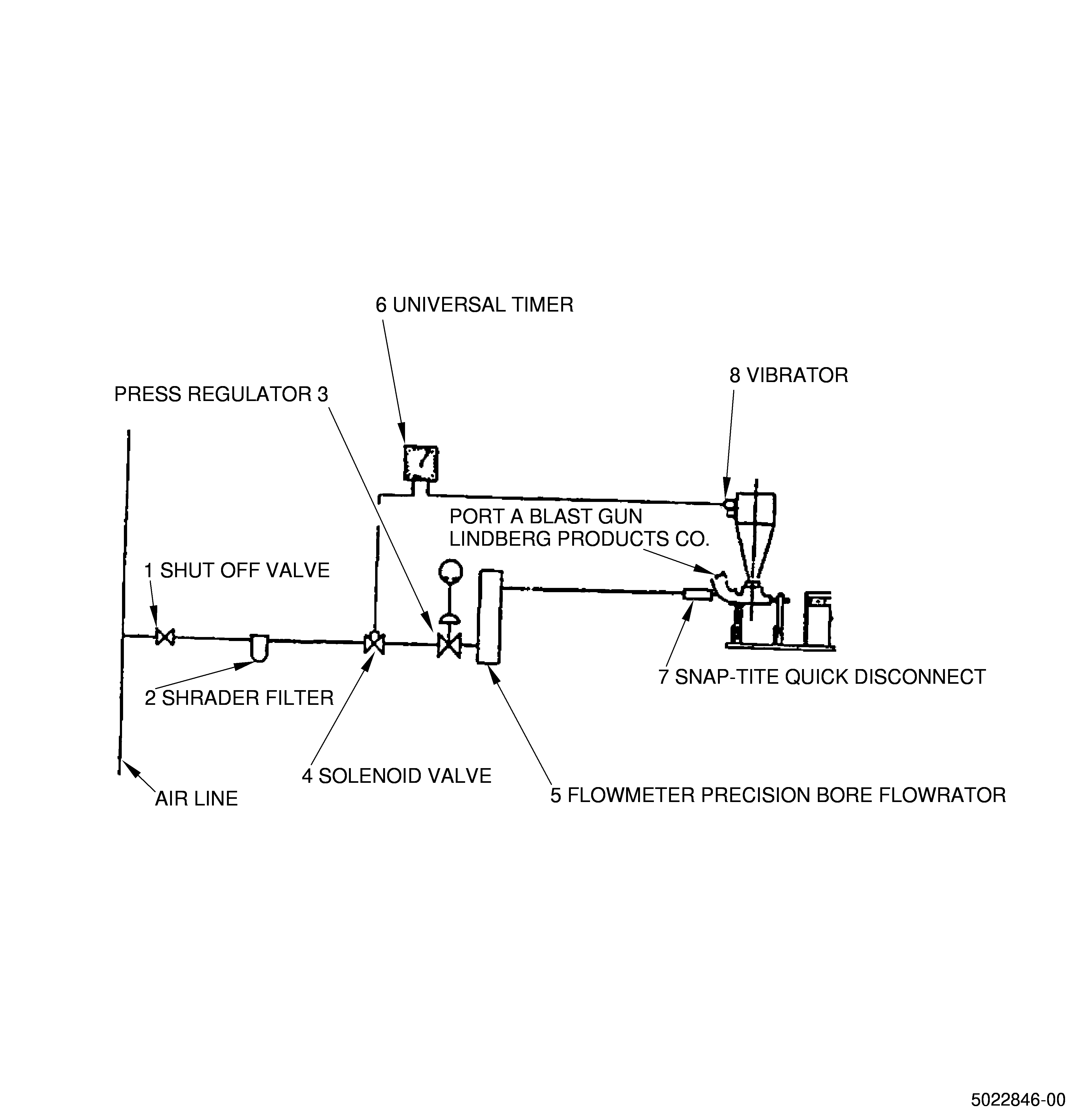
| Testing equipment and setup shall be as listed below. For a typical test equipment layout, refer to Figure 1. |
| (1) | Test Equipment and Setup: |
| (a) | Sand Blasting Gun is required to propel abrasive media. |
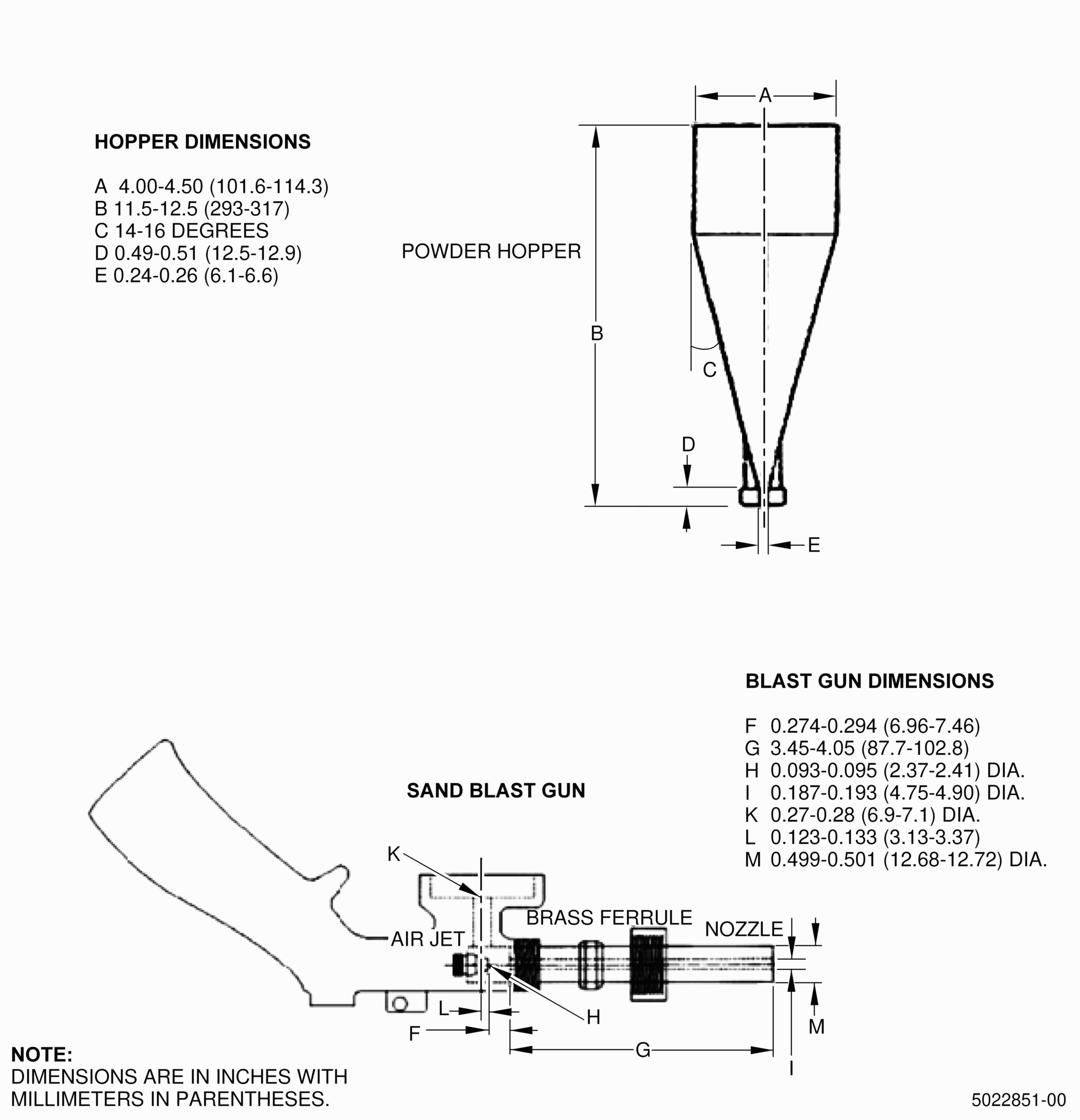
| (b) | Port-A-Blast Sand Blasting Gun or equivalent is acceptable. Blast Gun must be manufactured according to the drawing per Figure 2. This can be obtained from Lindberg Product Co. Refer to the List of Suppliers in Step 4 of TASK 70-80-00-800-803, Consumable Materials Section. |
| (c) | Blast Gun Air Jet must be fed by compressed air and must be 0.094 inch (2.38 mm) in ID. |
| (d) | Nozzle must be tungsten carbide, alumina, or other wear resistant material. |
| (e) | Powder Hopper - The hopper shall be fabricated to the dimensions given in Figure 2. |
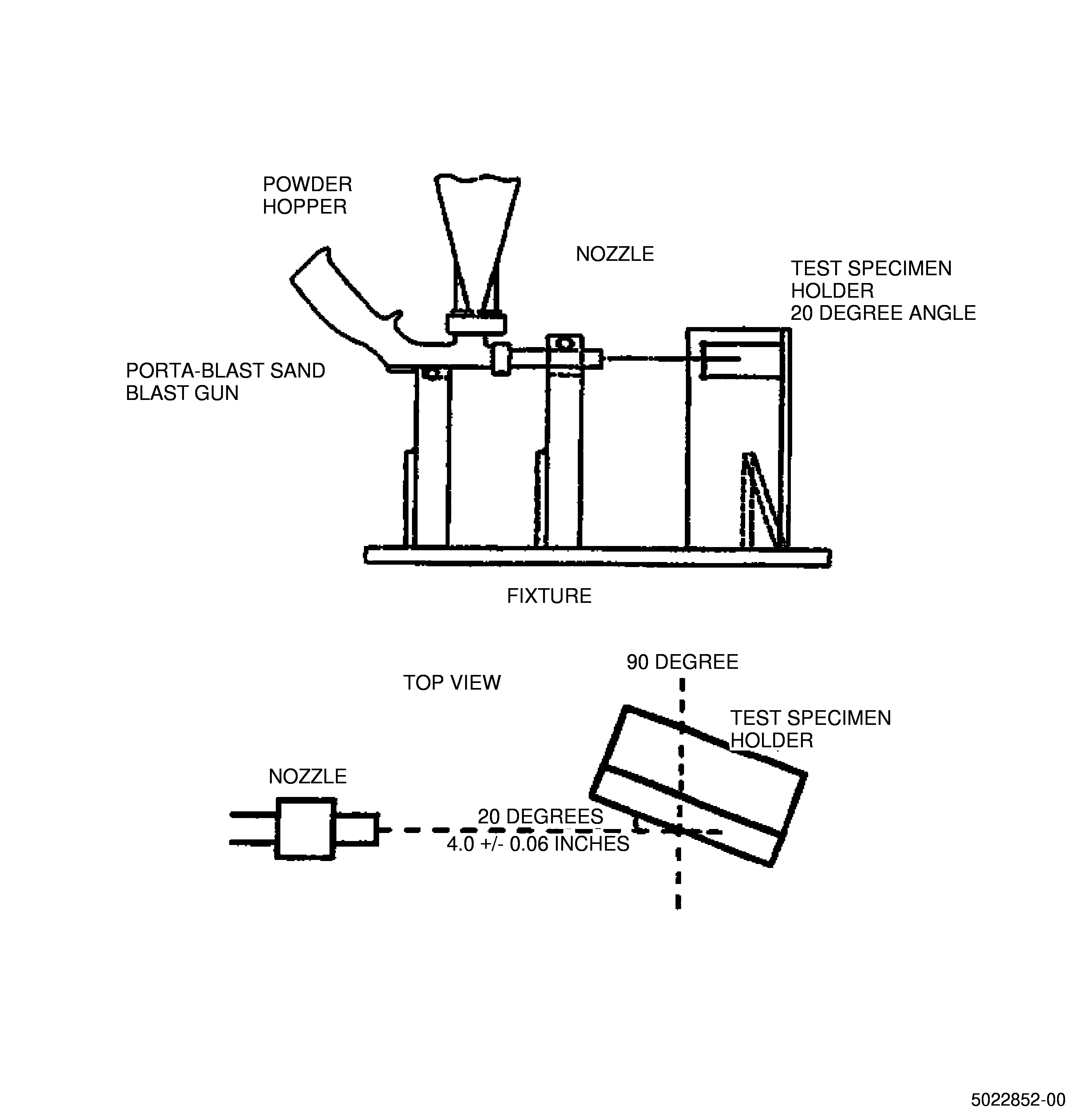
| (2) | Specimen Holder Fixture: |
| (a) | Test specimen must be firmly supported in a holder at an angle of 20 (±2) degrees to the axis of the blast nozzle. The distance between the nozzle tip and the coated surface of specimen must be 4.0 (±0.06) inches (101.6 [±1.5] mm). Refer to Figure 3. |
| B. | Test Specimen: |
| Test specimen materials must be in same hardness and similar material to actual part as stated at Table 2, Paragraph 3., TASK 70-00-00-800-001, General Information - How To Use Manual. Specimen dimensions must be 1.0 ± 0.015 inch (25.4 ± 0.381 mm) wide, by 2.0 ± 0.015 inches (50.8 ± 0.381 mm) long, by 0.050 to 0.185 inch (1.27 to 4.70 mm) thick. |
| C. | Calibration Panel: |
| Polycarbonate calibration panels C10-239 (A16B54B3, LEXAN 9034-112), must be used to obtain calibration erosivity numbers (E[LEXAN]). Dimensions of calibration panels must be 0.125 x 1 x 2 inch (3.18 x 25.4 x 50.8 mm). |
| D. | Materials. |
| (1) | Blast Media: The blast media must be 240 Grit aluminum oxide abrasive powder C10-240 (D50TF5 Cl A). |
|
| 3 . | Calibration Procedure. |
| A. | Testing procedure must be calibrated to obtain a calibration erosivity number (E [LEXAN]) equal to 5.5 - 6.5 second/mil by LEXAN test panels. Refer to paragraph 2.C. and do as follows: |
| (1) | Place 600 +/- 2 grams of Blast Media C10-240 (see paragraph 2.D.) into inverted powder hopper of Blast Gun Equipment. (Blast Media is fed to Air Jet by gravity during the test). |
| (2) | Measure the thickness of the LEXAN test panel, using a 0.250 inch (6.35 mm) diameter ball point micrometer. Record thickness to three decimal points. |
| (3) | Blast the LEXAN test panel until the powder in the hopper is consumed (it normally takes 90-110 seconds). |
| (4) | Measure the deepest point of erosion on the LEXAN test panel, using a 0.250 inch (6.35 mm) diameter ball point micrometer. Record thickness to three decimal points. |
| (5) | Calculate the calibration erosivity number (E [LEXAN]) using the following equation: |
| E [LEXAN] = Blast Time (seconds) / Depth of erosion (mils) |
| (6) | If calibration erosivity number is not obtained, adjust the air pressure and repeat steps (1) through (5). If calibration still not achieved, review the testing equipment, check and replace any worn parts as necessary, and repeat steps (1) through (5). |
| (7) | Erosion calibration test procedures must be conducted before and after each set of three coated test panels. |
| 4 . | Test Procedure. |
| A. | Three erosion test specimens coated along with the actual part, must be blasted to obtain an erosivity number (E). Refer to paragraph 2.B. |
| B. | Before blasting, coated test specimens must be lightly sanded using 60 grit or finer abrasive cloths/papers on the coating surface in order to make smooth/high metal removal. |
| C. | Maximum coating removal by sanding must be 0.001 +/- 0.0005 inch (0.025 +/- 0.013 mm) for coating thickness equal to or less than 0.020 inch (0.508 mm). Maximum coating removal must be 0.005 +/- 0.002 inch (0.127 +/- 0.051 mm) for coating thickness greater than 0.020 inch (0.508 mm). |
| D. | Blast each test specimen accordingly depending on evaluation criteria needed to qualify (Thickness Loss or Weight Loss): |
| (1) | Method 1 (Thickness Loss Criteria, sec/mil): |
| (a) | Place 600 +/- 2 grams of Blast Media C10-240 (see paragraph 2.D.) into inverted powder hopper of Blast Gun Equipment. (Blast Media is fed to Air Jet by gravity during the test). |
| (b) | Measure the thickness of the test specimen, using a 0.250 inch (6.35 mm) diameter ball point micrometer. Record thickness to three decimal points. |
| (c) | Blast the test specimen until the powder in the hopper is consumed (it normally takes 90-110 seconds). |
| (d) | Measure the deepest point of erosion on the test specimen, using a 0.250 inch (6.35 mm) diameter ball point micrometer. Record thickness to three decimal points. |
| (e) | Calculate the erosivity number (E) using the following equation: |
| E = Blast Time (seconds) / Depth of Erosion (mils) |
| NOTE: |
|
| NOTE: |
|
| (2) | Method 2 (Weight Loss Criteria, μg/g): |
| (a) | Place 600 +/- 2 grams of Blast Media C10-240 (see paragraph 2.D.) into inverted powder hopper of Blast Gun Equipment. (Blast Media is fed to Air Jet by gravity during the test). |
| (b) | Weigh the test specimen using a gram scale. Record the weight to the nearest thousandth of a gram. |
| (c) | Blast the test specimen until the powder in the hopper is consumed (it normally takes 90-110 seconds). |
| (d) | Weigh the test specimen using a gram scale. Record the weight to the nearest thousandth of a gram. |
| (e) | Calculate the erosivity number (E) using the following equation: |
| E = Weight Loss (g) X 106 (μg/g) / Weight of Blast Media Used (g) |
| NOTE: |
|
| NOTE: |
|
| 5 . | Evaluation. |
| A. | In order to qualify thermal spray coatings for erosion performance, coating erosivity number (E#) must be calculated by averaging three test specimen erosivity numbers (E). |
| E# = E1+E2+E3 / 3 |
| B. | For weight Loss Criteria qualification (μg/g), E# must be within the range specified by process document. Normalization is not applicable. |
| C. | For Thickness Loss Criteria qualification (sec/mil), erosivity number (E#) must also be normalized according to the following equation: |
| E# [NORMAL] = 6 (sec/mil) X E# (sec/mil) / E# [LEXAN] (sec/mil) |
| Where E# [LEXAN] = E1 [LEXAN] + E2 [LEXAN] / 2 |
| NOTE: |
|
| E# [NORMAL] must be within the range specified by process document. |
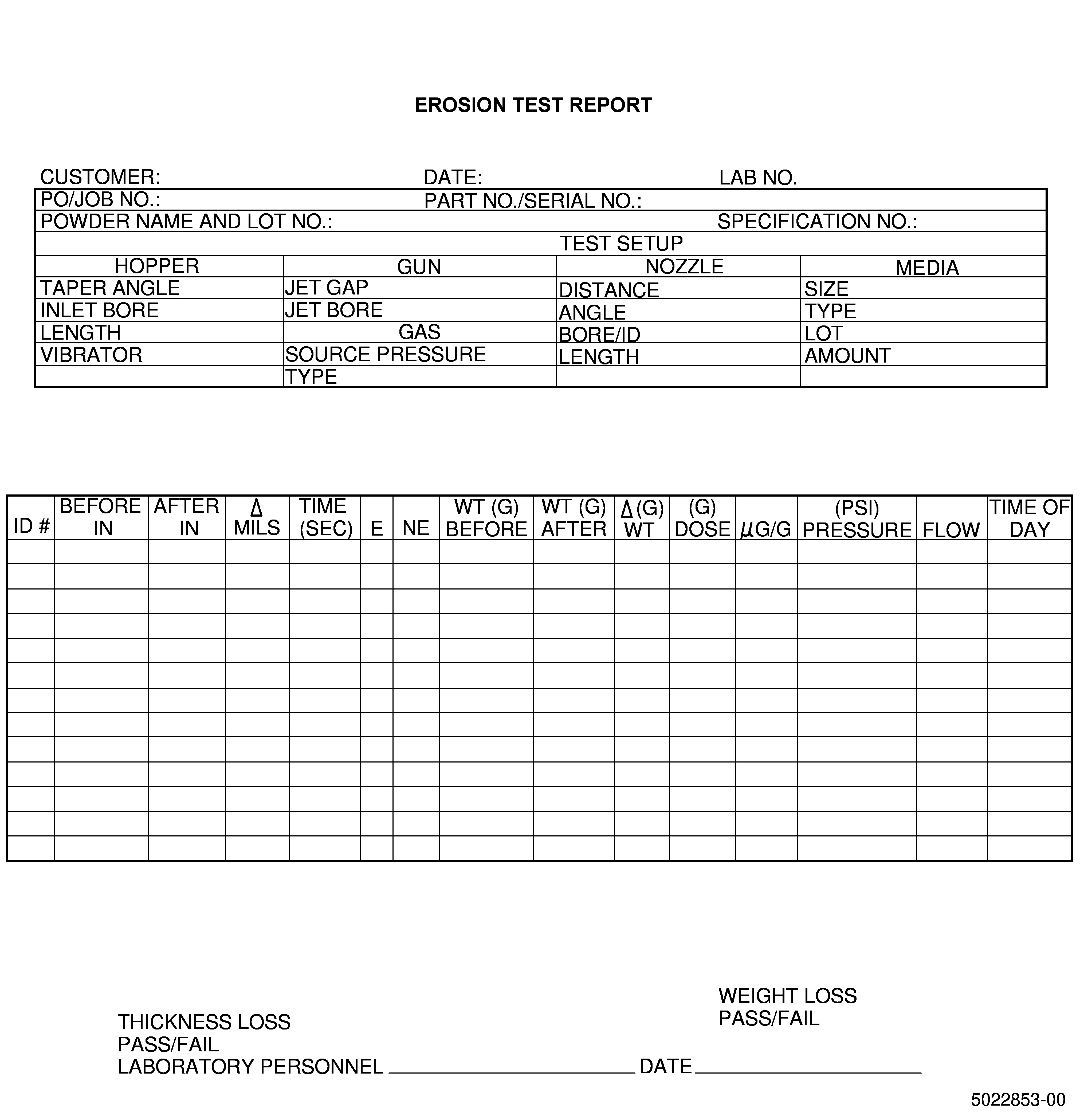
| 6 . | Recording. |
| A. | An erosion test report must be recorded. Figure 4 is a sample format which contains necessary information. |