| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 06/30/2021 | |
| CIR 72-24-40 , REPAIR 001 | ||
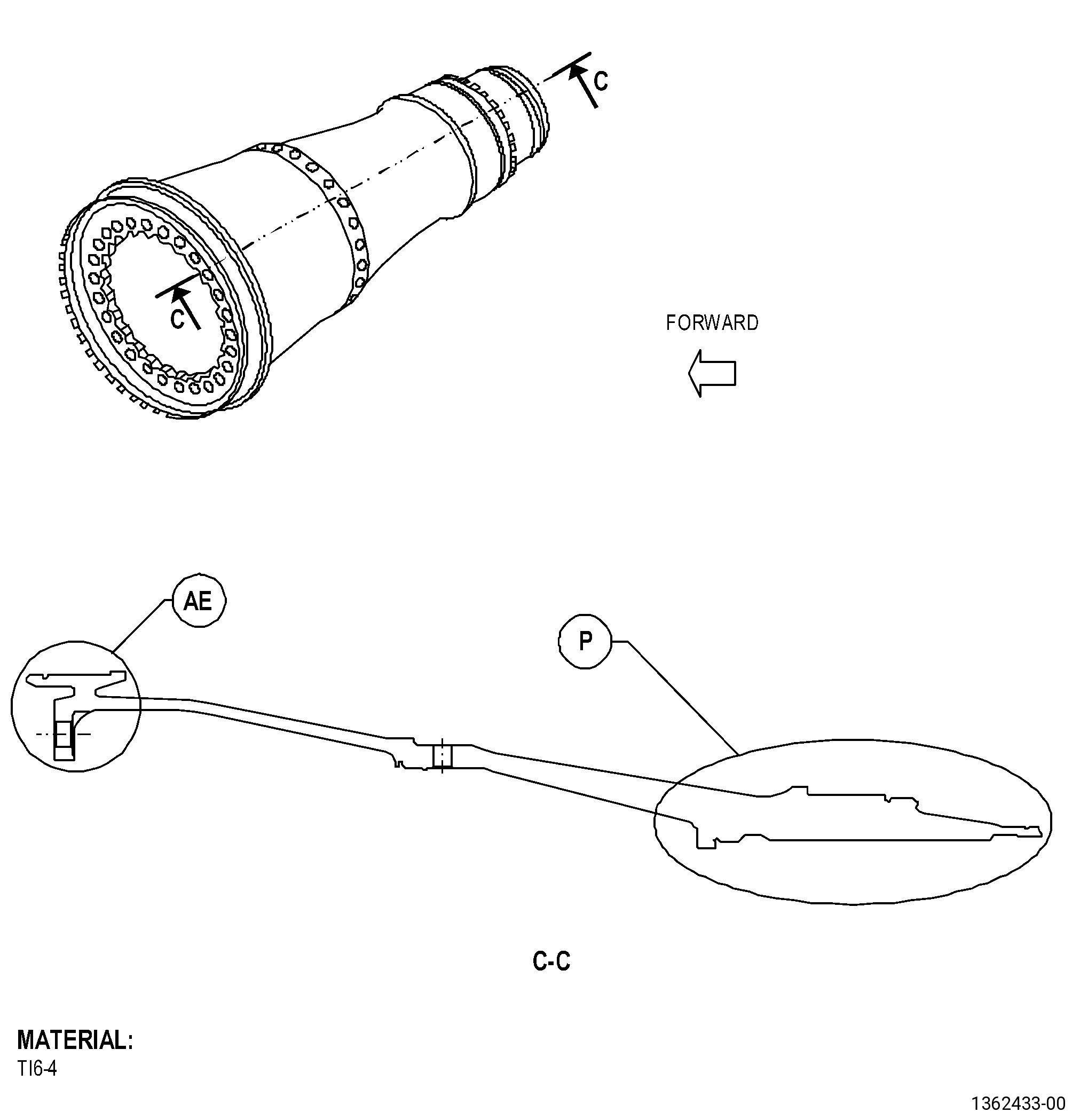
| FORWARD FAN SHAFT - REPAIR - REPLACEMENT OF THE DRY FILM LUBRICANT | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 06/30/2021 | |
| CIR 72-24-40 , REPAIR 001 | ||
| FORWARD FAN SHAFT - REPAIR - REPLACEMENT OF THE DRY FILM LUBRICANT | ||
| * * * FOR ALL |
| TASK 72-24-40-300-801 |
| 1 . | Repair for the Forward Fan Shaft. |
| A. | This procedure gives instructions to repair the forward fan shaft (shaft) by removing and replacing the dry film lubricant. Refer to Figure 901. |
| B. | The following maximum repairable limits apply to this repair: |
| NOTE: |
|
| (4) | Visual Inspection. |
| (m) | Do an inspection of the dry film lubricant for: |
| 1 | Missing dry film lubricant: |
| Maximum repairable limit: |
|
| C. | The subsequent table gives a list of the part numbers that are applicable to this repair. All part numbers are applicable to all paragraphs unless specified differently. |
|
|||||||||||||||||||||||
| D. | Proprietary/Complex Process Statement. |
| (1) | None. |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. |
|
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
| E. | SPD Information. None. |
| F. | Special Solutions. None. |
| G. | Test Specimens. None. |
| 3 . | Dimensional Information. |
| Subtask 72-24-40-220-069 |
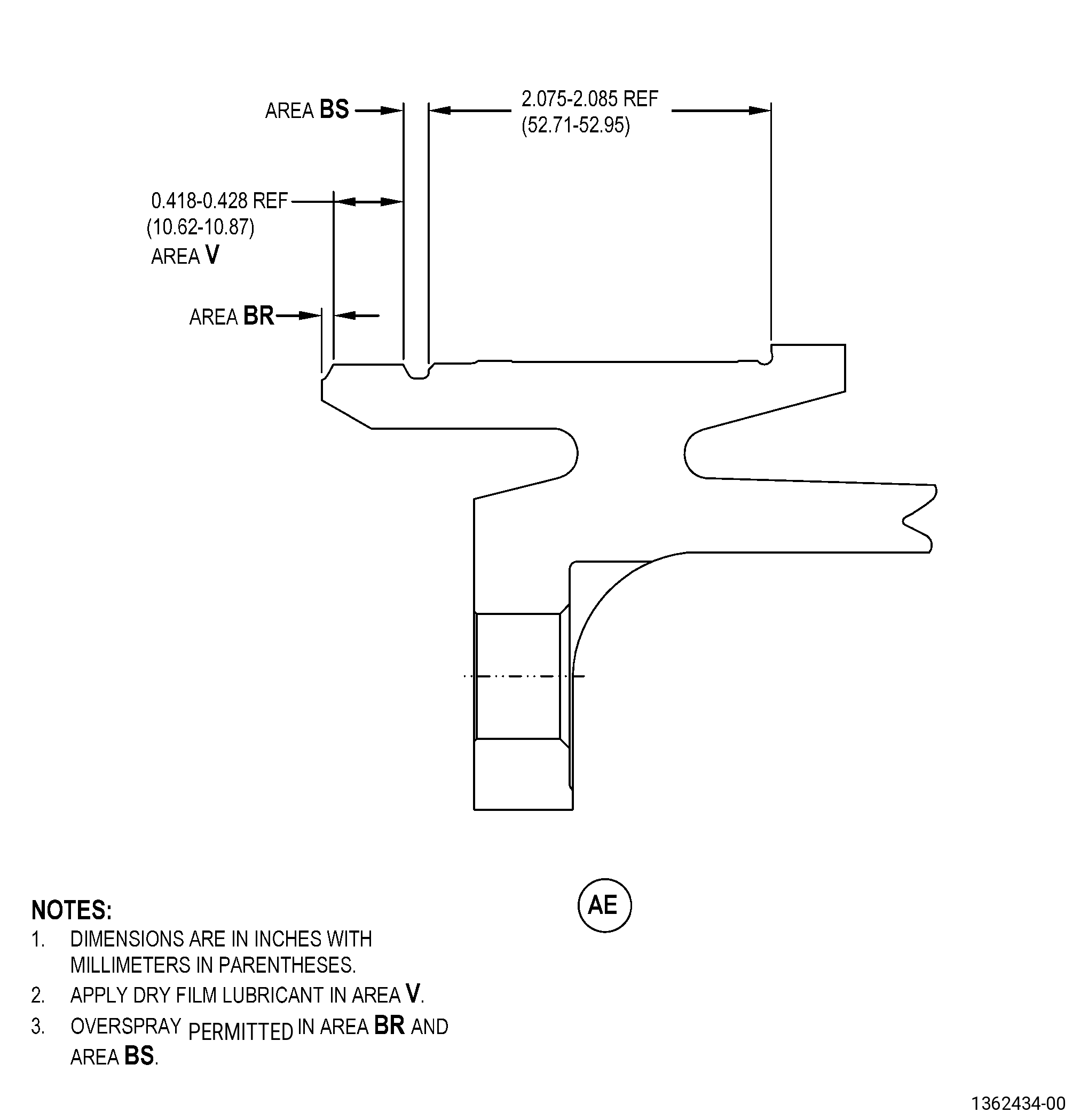
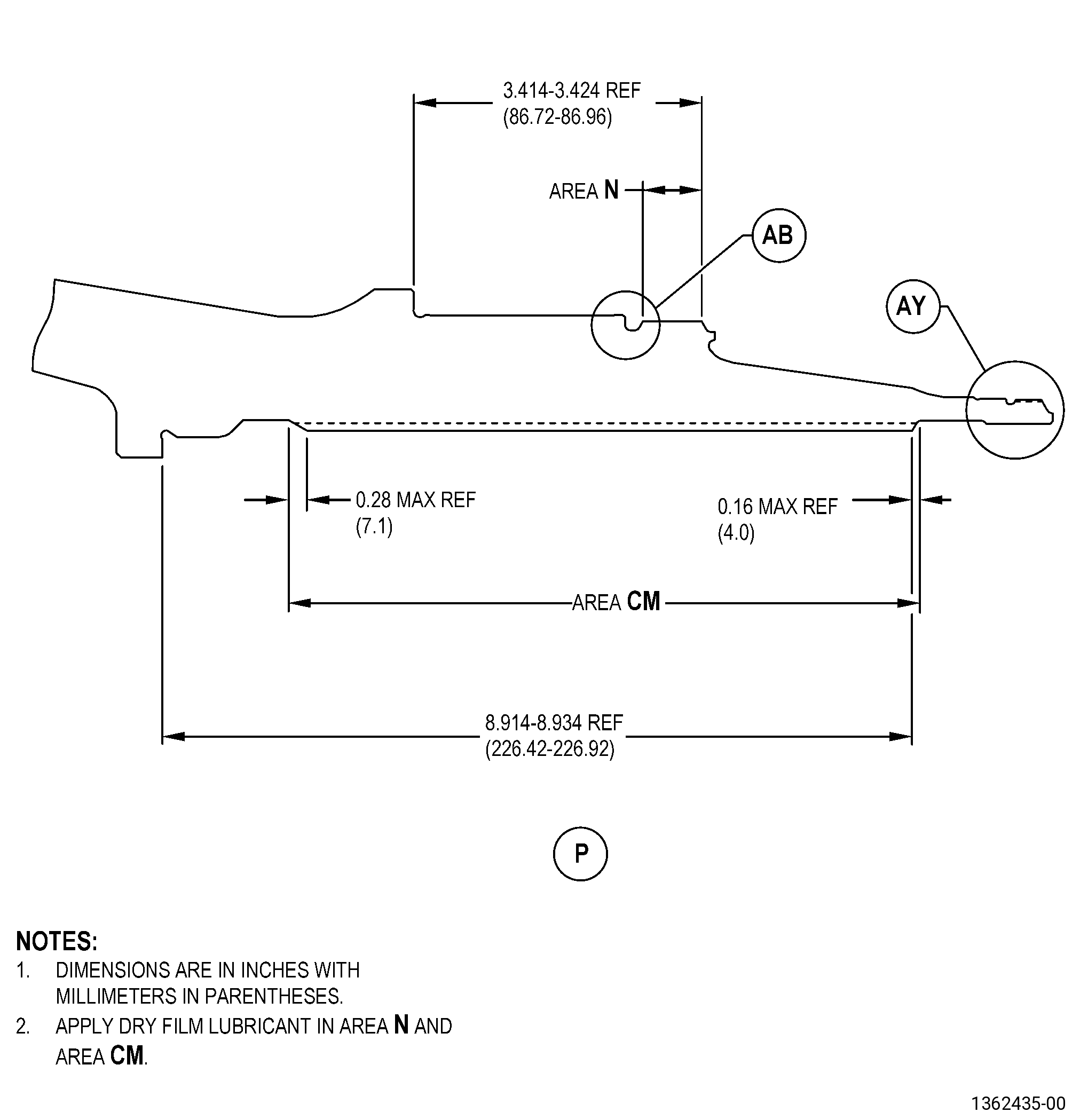
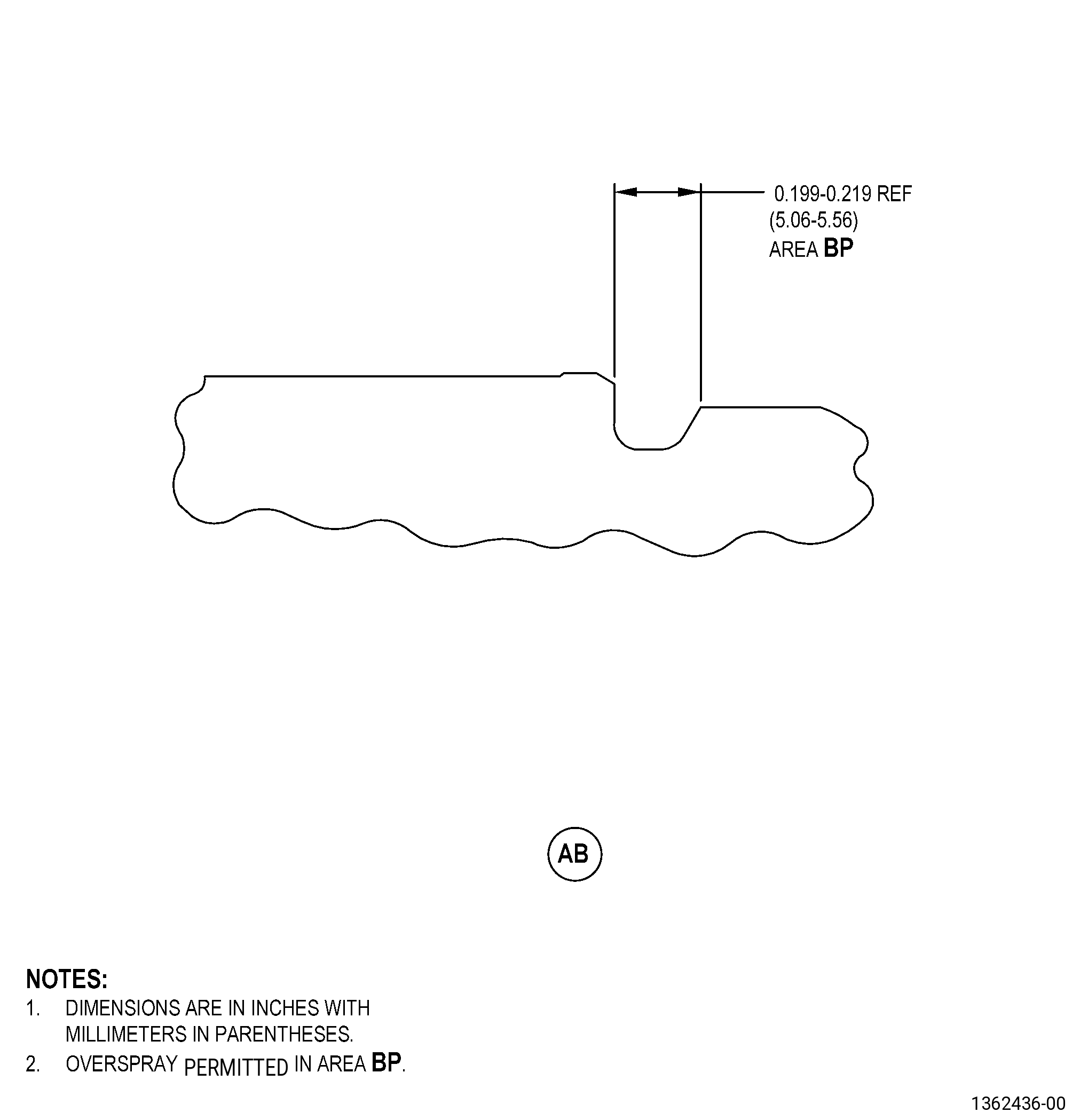
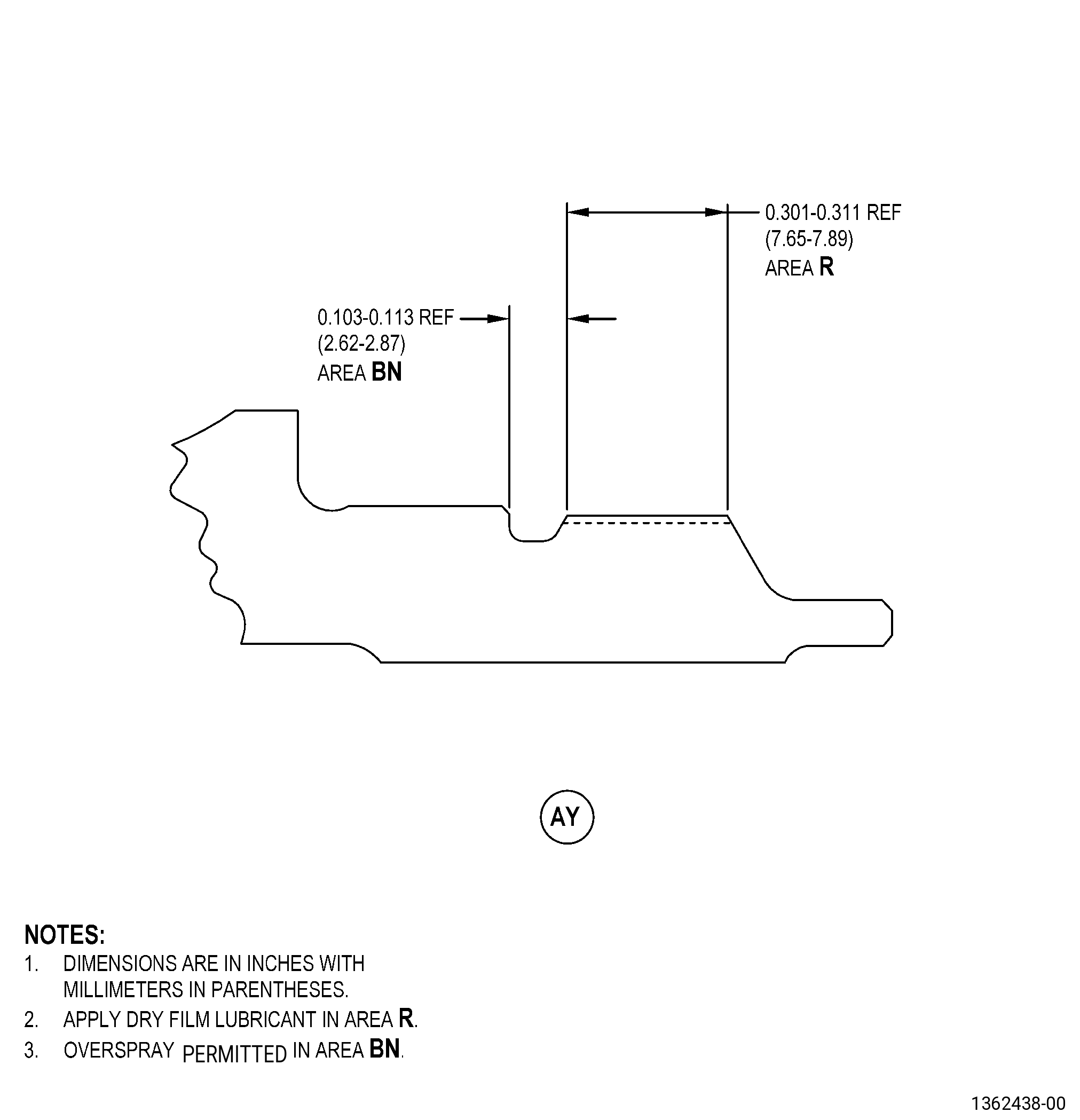
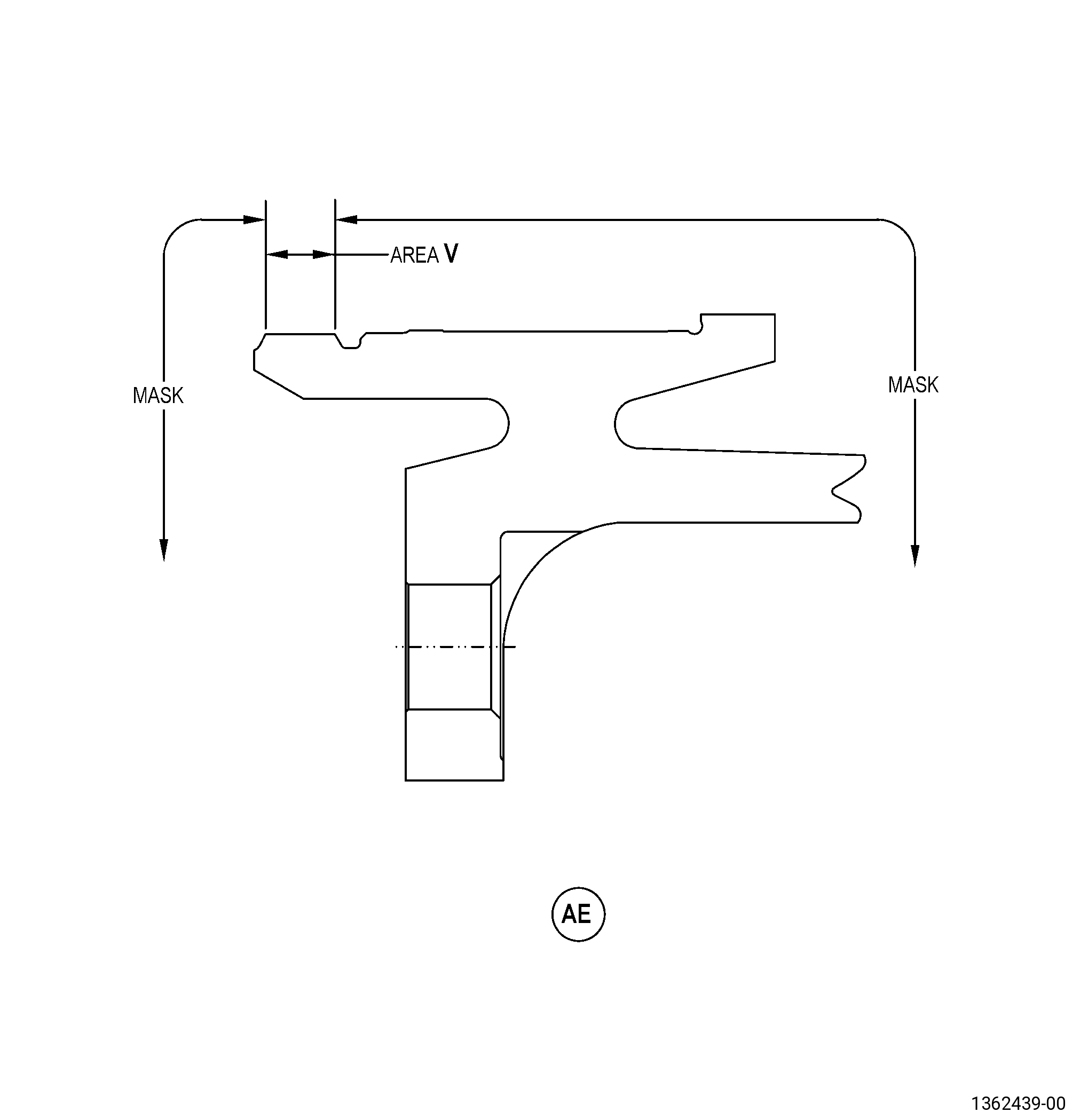
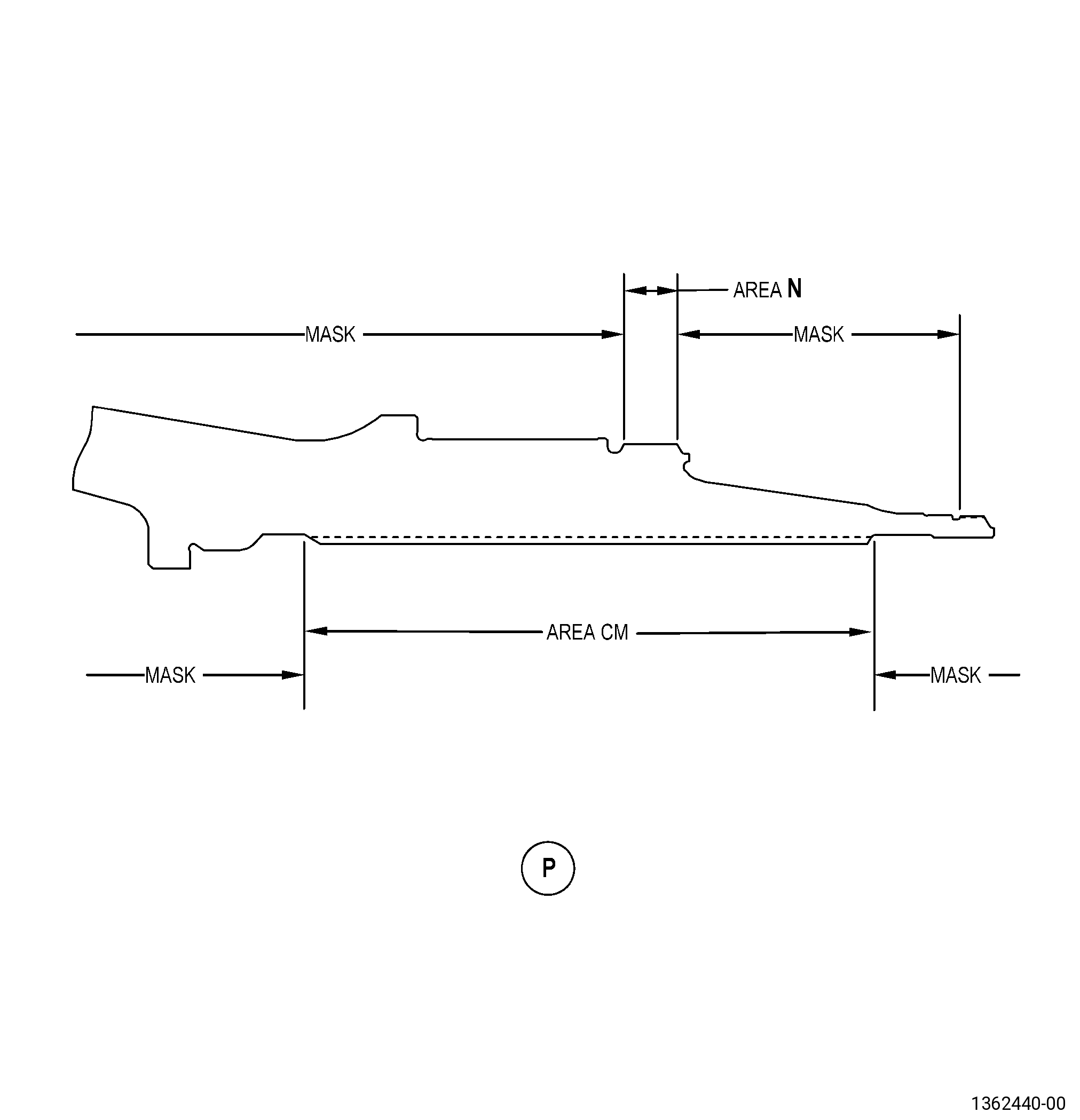
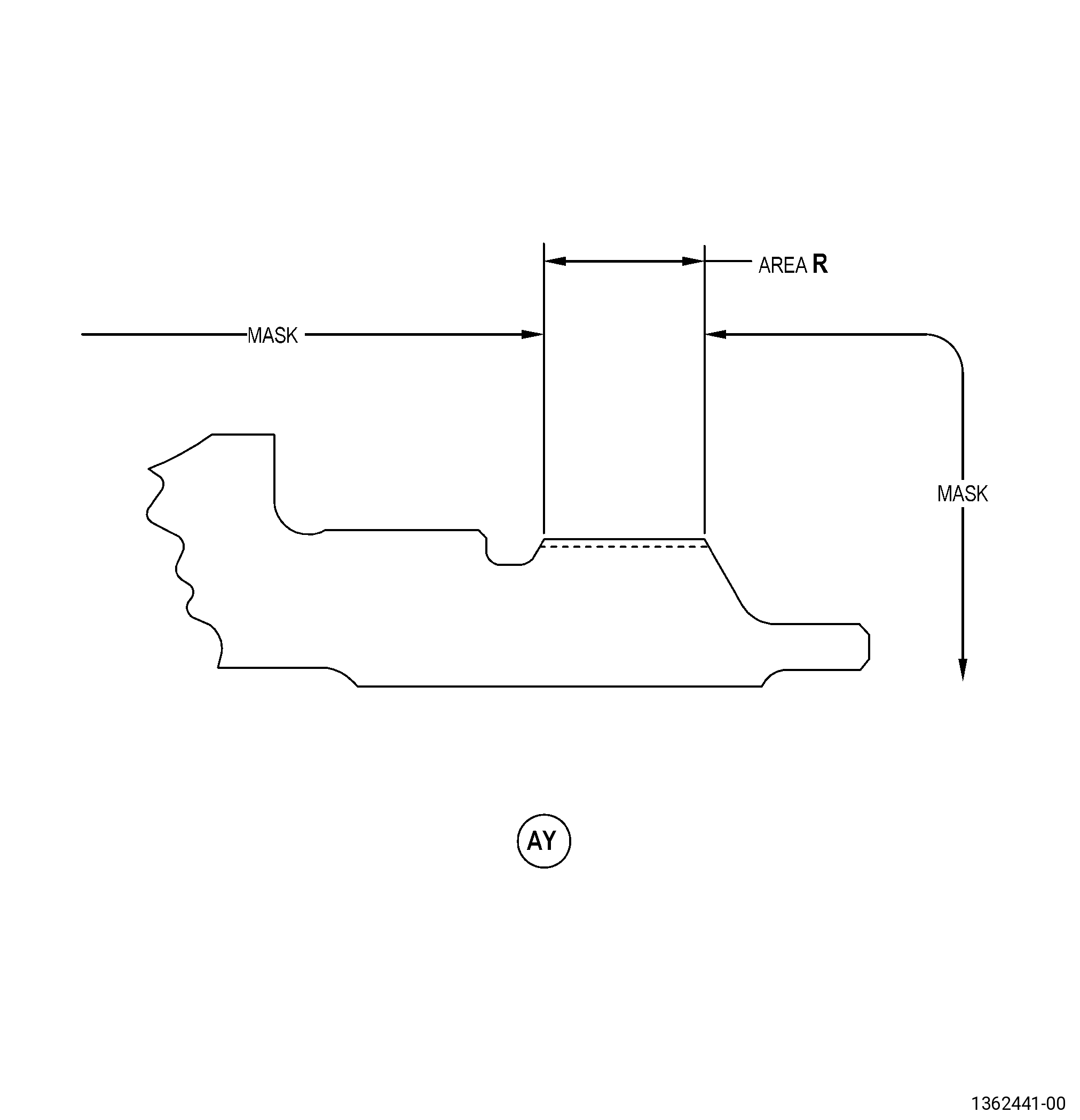
| A. | Refer to Figure 901 and Figure 902 for specified dimensions and locations. |
| NOTE: |
|
| NOTE: |
|
| 4 . | Setup Information. |
| None. |
| 5 . | Procedure. |
| Subtask 72-24-40-350-002 |
| A. | Remove any dry film lubricant from the shaft. Refer to Figure 902, Figure 903 and as follows: |
| (1) | If necessary, apply C10-021 masking tape to adjacent surfaces that do not have any dry film lubricant. Refer to Figure 903. |
| Subtask 72-24-40-100-001 |
| (2) | Clean the shaft to remove any dry film lubricant. Refer to TASK 70-21-00-110-051 (CHEMICAL CLEANING), TASK 70-21-04-120-001 (CLEANING METHOD NO. 4 - DRY ABRASIVE BLAST CLEANING), and as follows: |
| (a) | Use Method 4E. |
| (b) | Use a pressure type blasting machine. |
| Subtask 72-24-40-220-070 |
| (3) | Do a visual inspection of the shaft for remaining dry film lubricant. |
| (a) | If there is remaining dry film lubricant, do Subtask 72-24-40-100-001 (paragraph 5.A.(2)) again. |
| Subtask 72-24-40-110-005 |
| B. | Clean the shaft to remove remaining blast particles and unwanted materials. Refer to TASK 70-21-00-110-051 (CHEMICAL CLEANING), TASK 70-21-22-110-042 (CLEANING METHOD NO. 22 - LIGHT DUTY AQUEOUS CLEANING (METHOD 1)) and as follows: |
| (1) | Use Method 1. |
| Subtask 72-24-40-110-006 |
| C. | Deleted. |
| Subtask 72-24-40-200-001 |
| D. | Do an inspection of the shaft repair area V, area N, area R and area CM. Refer to TASK 70-32-00-200-002 (INDIRECT INSPECTION METHODS), TASK 70-32-03-230-002 (SPOT-FLUORESCENT-PENETRANT INSPECTION), Figure 902 and as follows: |
| (1) | Use Class G penetrant. |
| (2) | Indications 0.015 inch (0.38 mm) or less are permitted. |
| Subtask 72-24-40-100-002 |
| E. | Clean the shaft. Refer to TASK 70-21-00-110-051 (CHEMICAL CLEANING) and TASK 70-21-03-160-001 (CLEANING METHOD NO. 3 - STEAM CLEANING). |
| Subtask 72-24-40-640-002 |
| F. | Lubricate the shaft area V, area N, area R, area CM, and the coupon with C02-088 dry film lubricant. Refer to TASK 70-43-29-380-001 (APPLICATION OF AIR-DRIED MOLYBDENUM DISULFIDE DRY FILM LUBRICANTS), Figure 902, Figure 903, and do as follows: |
| (1) | Apply C10-021 masking tape to adjacent surfaces that do not need dry film lubrication. |
| (2) | Make a flat coupon of the same material as the shaft approximately 1.0 inch (25 mm) x 1.0 inch (25 mm) and 0.062 inch (1.57 mm) in thickness. |
| Subtask 72-24-40-120-003 |
| (3) | Grit blast the shaft area V, area N, area R, and area CM. Refer to TASK 70-21-04-120-001 (CLEANING METHOD NO. 4 - DRY ABRASIVE BLAST CLEANING) and do as follows: |
| (a) | Use method 4A as follows: |
| 1 | Use C04-113 220 mesh aluminum oxide. |
| Subtask 72-24-40-110-007 |
| WARNING: |
|
| CAUTION: |
|
| (4) | Clean the areas that you will lubricate with C04-035 isopropyl alcohol. |
| (a) | The areas that you will lubricate must not have any unwanted material during application and curing of the dry film lubricant. |
| (b) | Use a cheesecloth moist with C04-035 isopropyl alcohol. |
| (c) | Replace the dirty cheesecloth with a new cleaning cheesecloth until the last moist cleaning cheesecloth stays clean. |
| (d) | Let the cleaned surface air dry, or dry it with a clean, dry, cheesecloth. |
| Subtask 72-24-40-360-001 |
| CAUTION: |
|
| (5) | Mix the C02-088 dry film lubricant as it is specified in the manufacturer's instruction and as follows: |
| (a) | Do not keep the C02-088 dry film lubricant in containers that do not properly seal. |
| (b) | Deleted. |
| (c) | Deleted. |
| Subtask 72-24-40-370-001 |
| (6) | Optional Procedure. Pre-heat the shaft to a maximum temperature of 200°F (93°C). |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-24-40-640-003 |
| (7) | Apply the C02-088 dry film lubricant to area V, area N, area R and area CM on the shaft and the coupon at the same time and to the same thickness. |
| (a) | Use a C10-108 brush or an external atomizing-type spray gun. |
| (b) | Before the application of the next layer of C02-088 dry film lubricant, let it dry for a minimum of 15 minutes until you cannot see a wet look. |
| (c) | Overspray permitted in area BR, area BN, area BP, and area BS. |
| (d) | The dry film lubricant thickness must be 0.0007-0.0020 inch (0.018-0.050 mm) after the curing. |
| WARNING: |
|
| CAUTION: |
|
| (8) | Allow the lubricant to air dry to a dull finish. |
| (9) | Remove the masking before the curing process. |
| Subtask 72-24-40-360-002 |
| WARNING: |
|
| CAUTION: |
|
| (10) | Cure the C02-088 dry film lubricant coating applied on the shaft areas and the coupon as follows: |
| Subtask 72-24-40-370-002 |
| (a) | Optional Procedure. Pre-heat the shaft and the coupon to a maximum temperature of 200°F (93°C). |
| NOTE: |
|
| Subtask 72-24-40-370-003 |
| (b) | Optional Procedure. Increase the temperature of the shaft and the coupon from 200 to 215°F (93 to 102°C) and hold at this temperature for a minimum of 15 minutes to decrease the risk of blistering and spalling of the C02-088 dry film lubricant. |
| (c) | Increase the temperature of the part to 375 to 400°F (190 to 204°C). Keep the coated shaft and the coupon in the oven for 60 to 90 minutes. |
| (d) | Remove the shaft and the coupon from the oven and let it air dry to room temperature. |
| Subtask 72-24-40-360-003 |
| (11) | Use the coupons to make sure the coating thickness is in limits. |
| (a) | If the dry film lubricant coating thickness is less than the limits in Subtask 72-24-40-640-003 (paragraph 5.F.(7)(d), do Subtask 72-24-40-640-002 (paragraph 5.F.) again. |
| (b) | If the dry film lubricant coating thickness is more than the limits in Subtask 72-24-40-640-003 (paragraph 5.F.(7)(d), do Subtask 72-24-40-350-002 (paragraph 5.A.) thru Subtask 72-24-40-640-002 (paragraph 5.F.) again. |
| Subtask 72-24-40-220-099 |
| G. | Do an inspection of the cured dry film lubricant coating. Refer to Figure 902 and as follows: |
| (1) | Spalling/chipping and missing dry film lubricant are not permitted. |
| (2) | The cured dry film lubricant must exhibit a complete coverage on the shaft repair area V, area N, area R, and area CM. |
| (3) | The cured dry film lubricant must have a constant color, must be smooth, and adherent with no signs of cracks, scratches, pinholes, blisters, or other damage. |
| (4) | Do a quality inspection of the shaft dry film lubricated areas as follows: |
| NOTE: |
|
| (a) | Apply cellophane tape, C10-189 testing tape, or C10-251 transparent film tape to do a quality test, and as follows: |
| 1 | Push the tape down tightly, then suddenly pull it off. |
| 2 | Use a 4X magnification glass to do a visual inspection. |
| 3 | Make sure that the cured dry film lubricant does not peel or flake after tape removal and that there is no separation of the material. |
| 4 | Light powdery particle on the tape is permitted. |
| WARNING: |
|
| (b) | Wipe the cured dry film lubricant with C04-001 methyl-ethyl-ketone or C04-003 solvent. |
| 1 | Coating dissolution during wiping or removal that shows the underlying material is not permitted. |
| (c) | Make sure that when you scratch the dry film lubricant with your fingernail, this does not remove the dry film lubricant from the shaft coated areas. |
| (d) | The coating must be matte. Shiny or glossy coating is not permitted. |
| (5) | Remove all masking from the shaft. |
| (6) | If necessary, do Subtask 72-24-40-350-002 (paragraph 5.A.) thru Subtask 72-24-40-220-099 (paragraph 5.G.) again. |
| Subtask 72-24-40-380-001 |
| H. | If necessary, do a touch-up of the dry film lubricant areas. Refer to TASK 70-43-29-380-001 (APPLICATION OF AIR-DRIED MOLYBDENUM DISULFIDE DRY FILM LUBRICANTS), Figure 902, Figure 903 and as follows: |
| (1) | Use C02-004 lubricant. |
| (2) | If necessary, apply C10-021 masking tape to surfaces that you do not want to have the spray lubricant applied. |
| (3) | Overlap with the adjacent painted areas is necessary to get full coating coverage of all bare metal. |
| (4) | The lubricant thickness must be 0.0007-0.0020 inch (0.018-0.050 mm) after curing. |