| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 06/05/2024 | |
| CIR 72-41-20 , REPAIR 004 | ||
| STAGE 10 OUTLET GUIDE VANE - REPAIR - BLEND OF THE COMPRESSOR DISCHARGE PRESSURE HONEYCOMB SEAL | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 06/05/2024 | |
| CIR 72-41-20 , REPAIR 004 | ||
| STAGE 10 OUTLET GUIDE VANE - REPAIR - BLEND OF THE COMPRESSOR DISCHARGE PRESSURE HONEYCOMB SEAL | ||
| * * * FOR ALL |
| TASK 72-41-20-300-806 |
| 1 . | Blend of the Compressor Discharge Pressure Honeycomb Seal. |
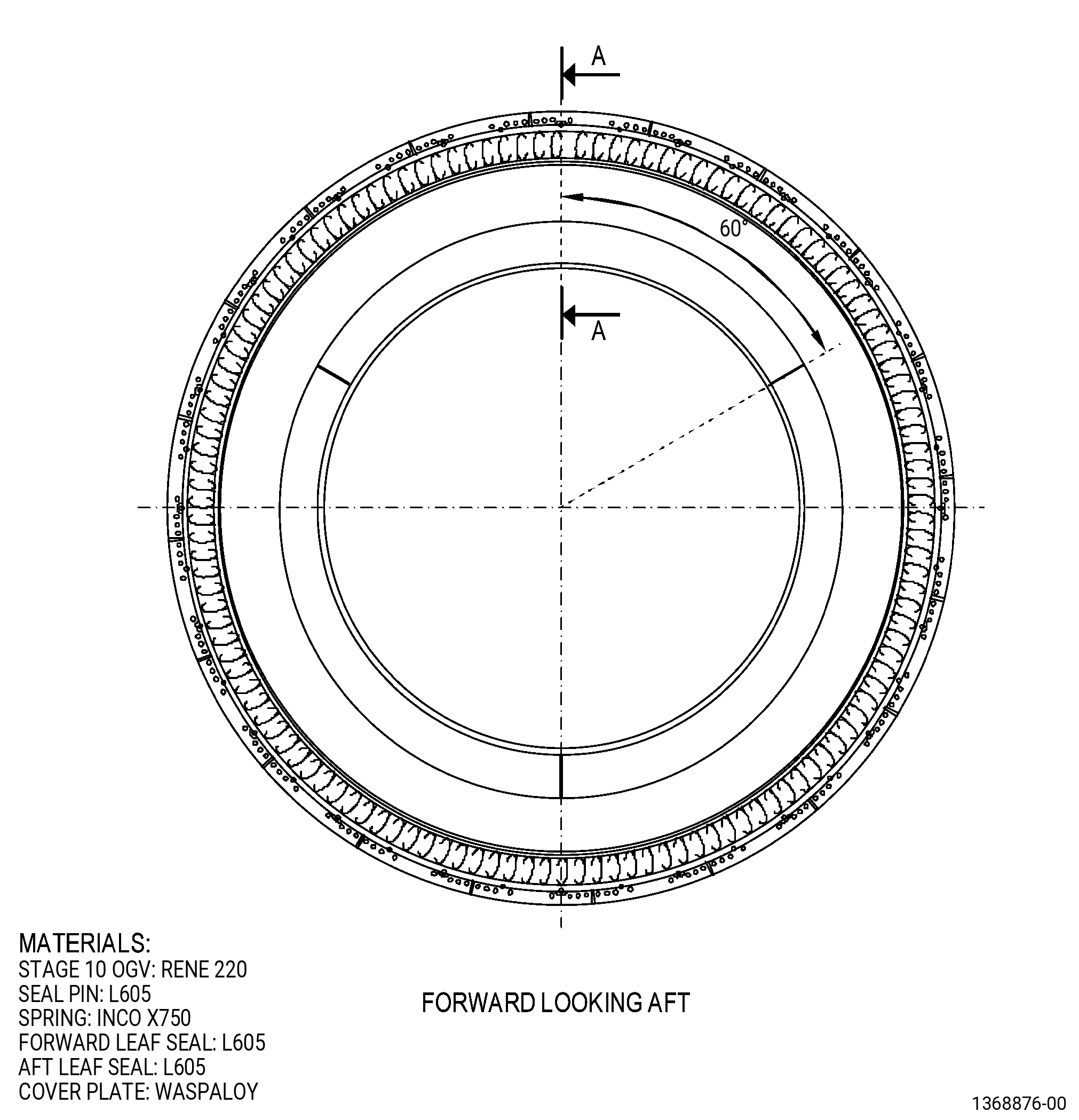
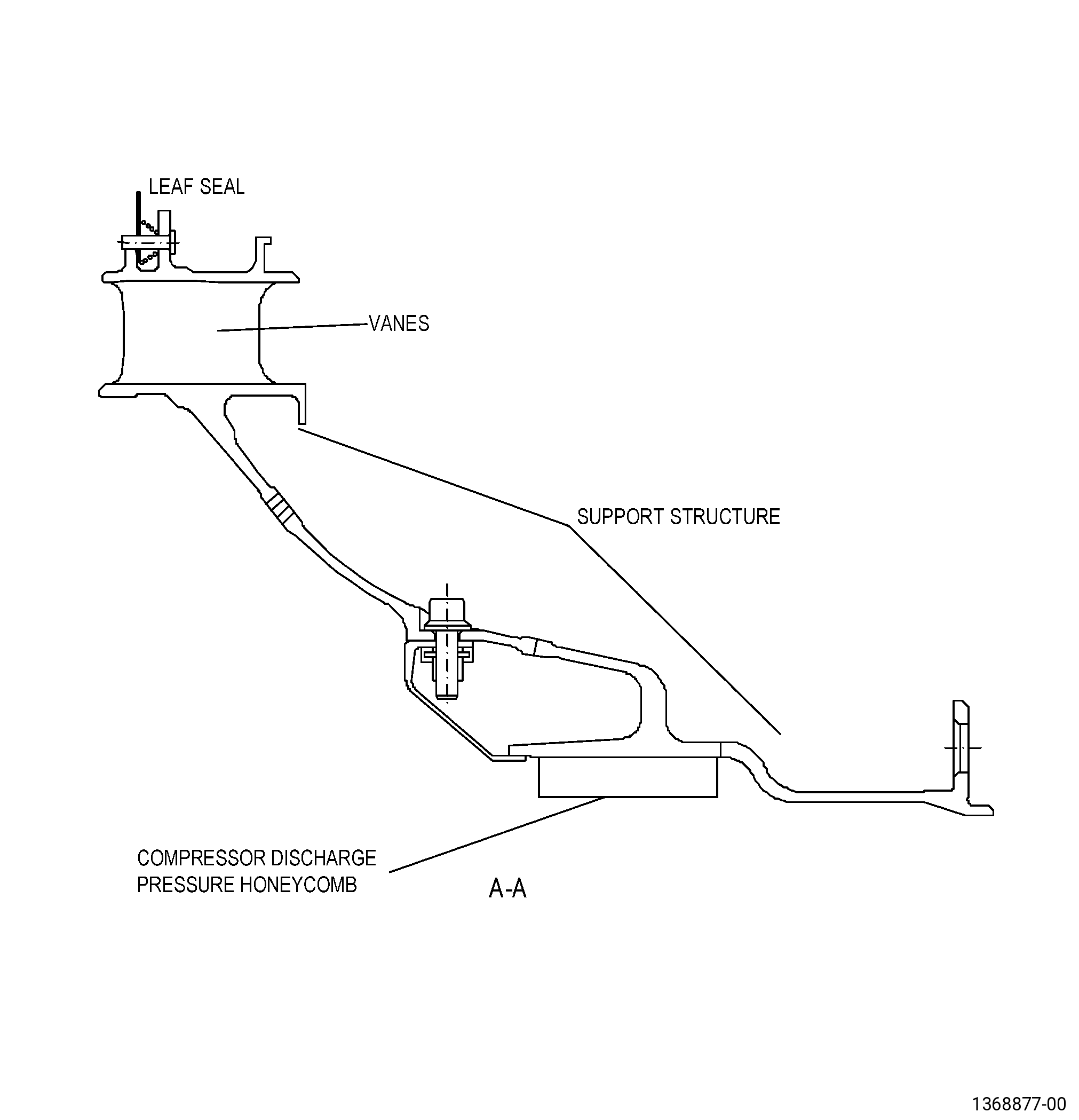
| A. | This procedure gives instructions to repair the stage 10 OGV by blending the honeycomb seal (seal) of the compressor discharge pressure (CDP) to remove loose foils, dents, and gouges. Refer to Figure 901. |
| B. | The following maximum repairable limits apply to this repair: |
| NOTE: |
|
| (4) | Visual Inspection. |
| (g) | Do an inspection of the CDP seal honeycomb for: |
| 1 | Annular wear grooves: |
| Maximum repairable limit: |
|
| 2 | Cell damage/erosion (does not include the area forward of the forward annular wear groove): |
| Maximum repairable limit: |
|
| 3 | Cell damage/erosion forward of the forward annular wear groove: |
| Maximum repairable limit: |
|
| C. | The subsequent table gives a list of the part numbers that are applicable to this repair. All part numbers are applicable to all paragraphs unless specified differently. |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| D. | Proprietary/Complex Process Statement. |
| (1) | None. |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. None. |
| C. | Referenced Procedures |
| D. | Expendable Parts. None |
| E. | SPD Information. |
| (1) | Locally Manufactured SPD. None. |
| F. | Special Solutions. None. |
| G. | Test Specimens. None. |
| 3 . | Dimensional Information. |
| Subtask 72-41-20-220-069 |
| A. | Refer to Figure 901 for specified dimensions and locations. |
| NOTE: |
|
| NOTE: |
|
| 4 . | Setup Information. |
| None. |
| 5 . | Procedure. |
| Subtask 72-41-20-350-030 |
| A. | Blend the CDP seal of the stage 10 OGV to remove loose foil, dents, and gouges. Refer to TASK 70-42-00-350-002 (BLENDING AND REMOVAL OF HIGH METAL PROCEDURES), Figure 901, and as follows: |
| CAUTION: |
|
| (1) | Blending to a maximum of 0.08 inch (2.0 mm) below the initial contour of the parent material is permitted if it agrees with the conditions that follow: |
| (a) | Damage does not extend the full axial width of the CDP seal. |
| (b) | The total cumulative surface area is not more than 1.5 sq in. (967.74 sq mm). |
| (c) | Damage is not located on the wear grooves. |
| (2) | If damage is more than the repairable limits, you cannot repair the CDP seal of the stage 10 OGV with this procedure. |
| Subtask 72-41-20-220-070 |
| B. | Do an inspection of the braze joints on the blended CDP seal of the stage 10 OGV. Refer to TASK 70-33-00-999-001 (SPECIAL INSPECTION PROCEDURES), TASK 70-33-02-220-005 (CAPILLARY INSPECTION OF OPEN FACE HONEYCOMB STRUCTURES), Figure 901, and as follows: |
| (1) | The total, cumulative, unbonded area of the CDP seal must be less than 15 sq in. (9677.4 sq mm). |
| (2) | There must be a minimum of five adjacent bonded cells between unbonded areas. |
| (3) | Unbonded areas must contain no more than ten totally unbonded adjacent circumferentially by five totally unbounded cells axially. |
| (4) | The unbonded area of the CDP seal must not include open cells. |
| (5) | If the capillary inspection conditions are less than the specified limits, you cannot repair the CDP seal of the stage 10 OGV with this procedure. |
| Subtask 72-41-20-160-006 |
| C. | If necessary, clean the stage 10 OGV. Refer to 72-41-20-100-801 (72-41-20, CLEANING 001). |