| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 03/23/2020 | |
| CIR 72-58-40 , REPAIR 003 | ||
| MID FAN SHAFT - REPAIR - REPLACEMENT OF THE SOLID FILM LUBRICANT | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 03/23/2020 | |
| CIR 72-58-40 , REPAIR 003 | ||
| MID FAN SHAFT - REPAIR - REPLACEMENT OF THE SOLID FILM LUBRICANT | ||
| * * * FOR ALL |
| TASK 72-58-40-300-804 |
| 1 . | Repair for the Mid Fan Shaft. |
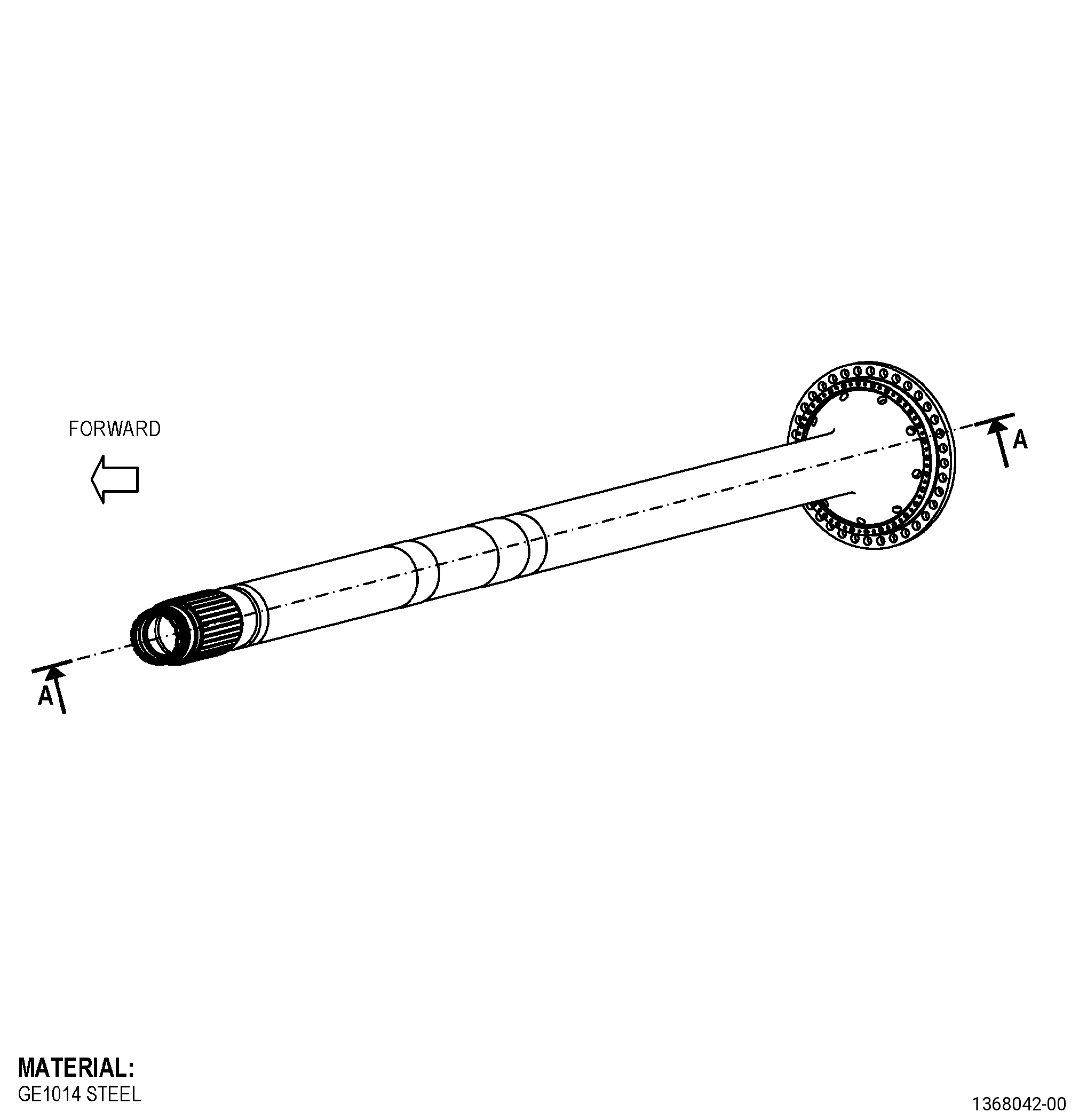
| A. | This procedure gives instructions to repair the mid fan shaft (shaft) by replacing the solid film lubricant. Refer to Figure 901. |
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
| B. | The subsequent table gives a list of the part numbers that are applicable to this repair. All part numbers are applicable to all paragraphs unless specified differently. |
|
||||||||||||||||||||||||||||||||||||
| C. | Proprietary/Complex Process Statement. |
| (1) | None. |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
|
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
| E. | SPD Information. None. |
| (1) | Locally Manufactured SPD. None. |
| F. | Special Solutions. None. |
| G. | Test Specimens. None. |
| 3 . | Dimensional Information. |
| Subtask 72-58-40-220-088 |
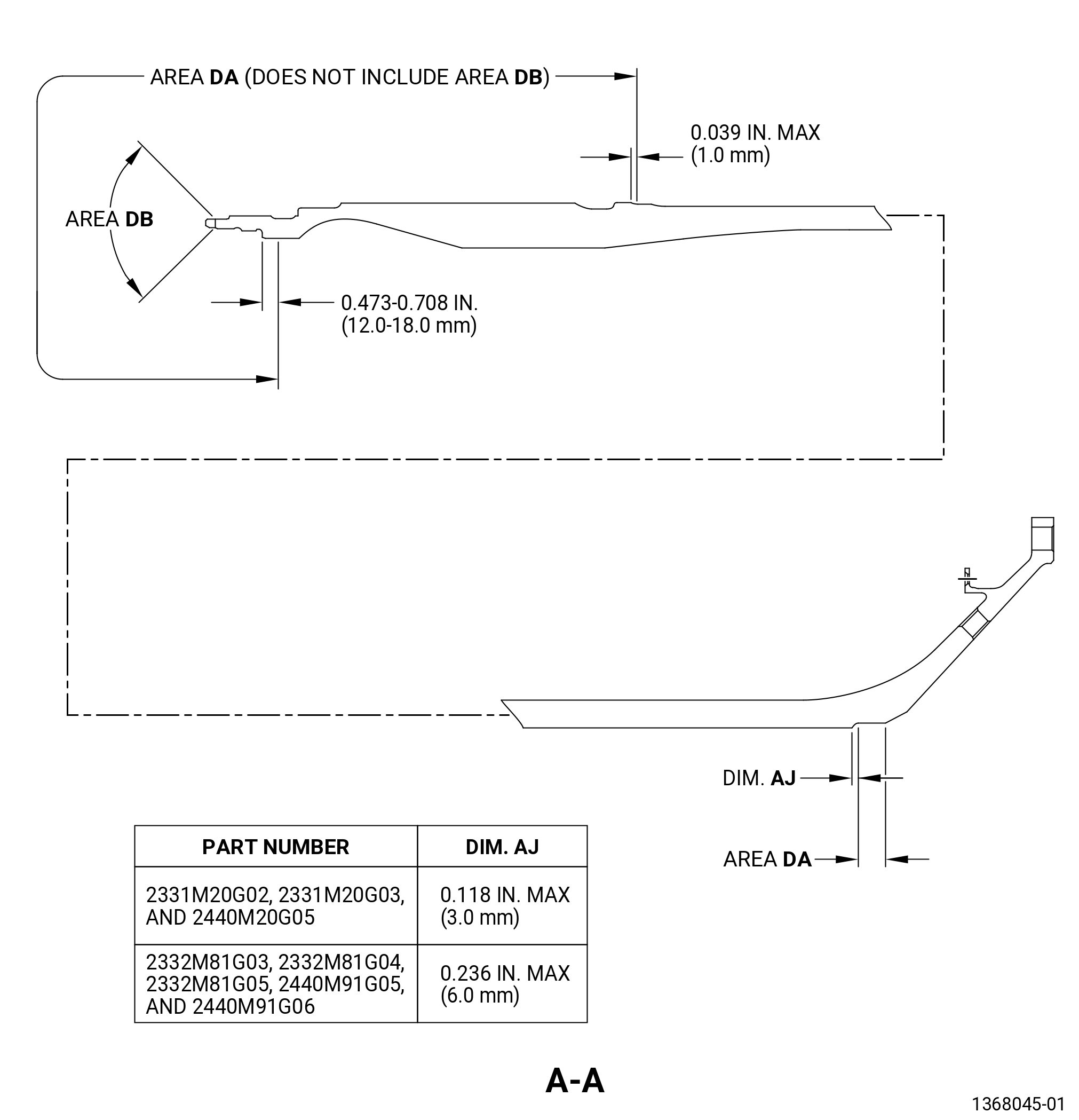
| A. | Refer to Figure 901 for specified dimensions and locations. |
| NOTE: |
|
| NOTE: |
|
| 4 . | Setup Information. |
| None. |
| 5 . | Procedure |
| Subtask 72-58-40-120-007 |
| CAUTION: |
|
| A. | Clean the shaft to remove all remaining solid film lubricant. Refer to TASK 70-21-04-120-001 (CLEANING METHOD NO. 4 - DRY ABRASIVE BLAST CLEANING), and as follows: |
| (1) | Use Method 4E. |
| (2) | Overspray is permitted. |
| Subtask 72-58-40-200-003 |
| B. | Do a magnetic-particle inspection of the shaft. Refer to TASK 72-58-40-200-801 (72-58-40, INSPECTION 001). |
| Subtask 72-58-40-100-006 |
| C. | If necessary, clean the shaft. Refer to TASK 70-21-00-110-051 (CHEMICAL CLEANING), and TASK 70-21-03-160-001 (CLEANING METHOD NO. 3 - STEAM CLEANING). |
| Subtask 72-58-40-200-004 |
| D. | Do a visual inspection of the shaft. Refer to TASK 72-58-40-200-801 (72-58-40, INSPECTION 001). |
| Subtask 72-58-40-100-003 |
| E. | If necessary, clean the shaft. Refer to TASK 70-21-00-110-051 (CHEMICAL CLEANING), and TASK 70-21-03-160-001 (CLEANING METHOD NO. 3 - STEAM CLEANING). |
| Subtask 72-58-40-640-002 |
| WARNING: |
|
| F. | Lubricate area DA of the shaft. Refer to TASK 70-43-19-640-005 (APPLICATION OF SOLID-FILM LUBRICANT - C02-027), Figure 901, and as follows: |
| NOTE: |
|
| NOTE: |
|
| (1) | Apply C10-021 plastic tape or an equivalent masking method to area DB and adjacent surfaces where C02-027 solid film lubricant is not necessary. |
| (2) | Clean the shaft to prepare it for the application of C02-027 solid film lubricant. Refer to TASK 70-21-04-120-001 (CLEANING METHOD NO. 4 - DRY ABRASIVE BLAST CLEANING), and as follows: |
| (a) | Use Method 4E. |
| (b) | Do a visual inspection of the shaft to make sure that the shaft surface has a uniform appearance. If necessary, do Subtask 72-58-40-640-002 (paragraph 5.F.(2)) again to remove all remaining oxide and unwanted material. |
| (3) | If necessary, replace the C10-021 plastic tape or the equivalent masking method after grit blasting. |
| (4) | Apply C02-027 solid film lubricant to area DA, but do not include area DB. |
| (5) | Make sure that you apply C02-027 solid film lubricant in 2 hours or less after cleaning. |
| (6) | The C02-027 solid film lubricant average thickness must be 0.00020-0.00051 inch (0.005-0.013 mm), but the average thickness of the thread root radius must be a maximum of 0.00051 inch (0.013 mm). |
| (7) | Full coverage is necessary and includes overlap with adjacent painted areas. |
| (8) | Coating area must be clean and free of unwanted material during application. |
| (9) | Let the C02-027 solid film lubricant dry before you apply the next layer or before curing. |
| (10) | Remove the plastic tape before curing. |
| WARNING: |
|
| (11) | Cure the C02-027 solid film lubricant applied to the shaft in an oven or furnace. |