| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 10/01/2006 | |
| SPM 70-32-22 GENERIC EDDY CURRENT INSPECTION OF CF6 SLOT BOTTOMS | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 10/01/2006 | |
| SPM 70-32-22 GENERIC EDDY CURRENT INSPECTION OF CF6 SLOT BOTTOMS | ||
| TASK 70-32-22-250-001 |
| 1 . | General. |
| A. | This procedure describes the equipment and processes used for eddy current inspection (ECI) of dovetail slot bottoms or similarly-shaped surfaces. Refer to Figure 1. |
| B. | The procedure used for this inspection is similar to the high speed bolt hole inspection (70-32-07). But this procedure requires additional tooling and a complete understanding of the lift-off signals that are continuously displayed during this inspection. |
| C. | The kits that are currently available for slot bottom ECI are given in Step 4. - Subtask 70-32-22-250-003, Equipment Requirements. |
| D. | CF6-80C2 Stage 1 HPT disk with part number 1862M23 was reworked and cannot be inspected by this procedure. |
| Exceptions to this procedure may be required for specific cases where the procedure or equipment described cannot be used or is not appropriate. Such exceptions should be obtained in writing from GE Aircraft Engines (GEAE). |
| 2 . | Applicable Documents. |
| Subtask 70-32-22-250-001 |
| A. | Instruction manuals or other information provided by the equipment manufacturers. |
| B. | Appropriate inspection addendum for the hardware being inspected. |
| C. | FST Procedure 1653, CF6-80C2 Stage 1 HPT Disk Dovetail Slot Bottom ECI. |
| D. | Kit preparation and quality assurance plan, FST Procedure 1925 (applies to the QTC only). |
| 3 . | Personnel Requirements. |
| Subtask 70-32-22-250-002 |
| A. | Personnel performing this inspection must be certified in accordance with one of the following: |
| (1) | National Aerospace Standard 410 (NAS 410), which replaces MIL-STD 410 |
| (2) | American Society of Nondestructive Testing specification ASNT-TC-1A (ASNT-TC-1A) |
| (3) | Air Transport Association Specification 105 (ATA-105) |
| (4) | Comite Sectoriel Aeronautique Cofrend (COSAC). |
| (5) | A locally approved certification program. |
| B. | Personnel performing this inspection shall receive practical training in the use of this procedure and must demonstrate proficiency in the calibration of the inspection equipment, inspection of the hardware, and evaluation of indications before the authority to accept and reject hardware is delegated. |
| (1) | Personnel who have been trained to do the high speed eddy current bolt hole inspection (70-32-07) must also be trained per this procedure. |
| (2) | Personnel who have been trained to do the CF6-80C2 Stage 1 HPT disk dovetail slot bottom ECI (SB 72-A1026) do not require more training. Training or review is available if desired. |
| C. | Training does not imply that personnel who receive training have met the requirements of inspector certification specified in Step 3.A. |
| 4 . | Equipment Requirements. |
| Subtask 70-32-22-250-003 |
| A. | The following equipment is required for this inspection. |
| NOTE: |
|
| B. | Instruments listed in Table 1 are approved for use with this procedure. |
| C. | Probe rotators approved for use with this inspection are listed in Table 2. |
| D. | Probe rotator cables and adapters are listed in Table 2. |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E. | Guide Fixture and Probe Adapter Kits. One of the following will be required to perform this inspection: GE-FQAP-302, 302A, 302B, or 302C. It is expected that guide fixture kits previously supplied by GEAE will be used for this inspection. |
| F. | Mineral Oil: A small amount of mineral oil or other lubricant may be used to reduce friction for smoother probe rotation, reduced probe and standard wear, and reduce noise. It is important that the lubricant be a relatively inert material to avoid chemical reactions that may affect probe performance or reduce its useful life. The use of mineral oil or other lubricants is not required but is left to the discretion of the user. |
| G. | Cleaning Materials: Approved cleaning materials and solvents should be used to assure part cleanliness before inspection. |
| H. | Table 1 identifies the currently available kits. |
| CAUTION: |
|
| I. | Eddy current probes PBH that are in the slot bottom kits are not the same as the SPO 5000 probe that is typically used to inspect bolt holes. PBH probes are not approved for inspecting bolt holes. SPO 5000 probes are not approved for inspection of slot bottoms. |
| J. | Table 3 thru Table 8 list the contents of the slot bottom kits: |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 . | Pre-inspection Part Preparation. |
| Subtask 70-32-22-250-004 |
| A. | Clean all the slot bottoms using strips of Scotch Brite. Refer to Figure 2. The parts will have been previously cleaned in preparation for FPI. Using the Scotch Brite to further clean the slot bottoms will reduce eddy current noise and allow the probe to run smoother. |
| (1) | After cleaning with Scotch Brite, clean all slot bottoms using a soft cotton or paper towel and an approved solvent. |
| B. | Locate the serial number on the end of one of the dovetail posts and mark the first slot bottom clockwise (aft looking forward) from that post as slot bottom #1. Refer to Figure 3. |
| C. | Number the slot bottoms clockwise (aft looking forward). |
| 6 . | Initial Equipment Set-up. |
| Subtask 70-32-22-250-005 |
| A. | Select the appropriate inspection kit for the hardware to be inspected. |
| CAUTION: |
|
| B. | Insert the eddy current probe into the calibration standard hole to check the probe fit. It is necessary that the probe contacts the surface of the hole but there should be no interference or binding. Significant probe drag may slow or stop the probe rotor. If the probe is too loose or too tight, try another probe from the same kit. |
| C. | If using a probe with a solid ball, as in kit GE-FQAP-482 (no split), apply Teflon tape to the inside surface of the hole in the calibration standard. |
| (1) | Remove the probe from the probe rotator. |
| (2) | Apply a piece of tape to the surface of the hole opposite the EDM notch. Refer to Figure 4. After each piece is put in place, smooth it out using a pen, pencil, or other suitable cylindrical object. |
| (a) | The EDM notch location is at the bottom of the hole, where the hole diameter is engraved. Refer to Figure 4. |
| (3) | Test the fit by inserting the probe into the hole. If a small amount of friction can be felt all the way through the hole, the fit is correct. |
| (4) | If no resistance can be felt, add another piece of tape. |
| (5) | If the probe can support itself in the hole, then the fit is too tight and one piece of tape should be removed. |
| D. | Install the probe rotator into the guide fixture. Refer to Figure 5. |
| (1) | The Staveley R/A scanner handle might contact the shaft on the Stage 1 HPT disk when positioned for inspection. If this happens, loosen the clamp holding the R/A Scanner in place, and rotate the scanner as far as possible to one side of the guide fixture, then retighten the clamp. This should give adequate clearance between the R/A scanner handle and the shaft, and still keep the eddy current signals in the correct location on the instrument CRT. |
| E. | Insert the probe and probe adapter (if necessary) into the probe rotator. |
| F. | Visually check that the probe is positioned correctly within the guide fixture. It should be almost even with the bottom of the guide fixture shoe, but it should not stick out beyond the bottom of the guide fixture shoe. It may be necessary to loosen the clamps, which hold the probe rotator in place, and to reposition the probe rotator. Refer to Figure 5. |
| G. | If the probe cannot be positioned per Step 6.D., it will be necessary to move the probe rotator within the guide fixture. Some guide fixtures have additional sets of threaded holes that are used to attach the clamp that holds the probe rotator in place. Move the clamp to the other holes and try to position the probe as described in Step 6.D. |
| H. | If the probe cannot be correctly positioned, modify the guide fixture by drilling and tapping holes so that the clamp can be attached in such a way to allow for the correct positioning of the probe. |
| (1) | If the correct tap is not available for the screws installed in the guide fixture, it is acceptable to use locally available screws as required. |
| I. | Once the probe is in the correct axial position within the guide fixture, connect the cable from the probe rotator to the eddy current instrument. |
| 7 . | Equipment Calibration. |
| Subtask 70-32-22-250-006 |
| A. | Adjust the eddy current instrument to the initial settings as specified in Table 9 thru Table 20. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| B. | Apply a very small amount of mineral oil to the tip of the probe. |
| C. | Place the guide fixture on the calibration standard, center it over the calibration hole and translate the probe carefully into the hole. |
| NOTE: |
|
| D. | With the probe coil positioned well into the hole but away from the EDM notch (as shown in Figure 4), null the instrument. |
| NOTE: |
|
| E. | Turn on the probe rotator and slowly translate the probe through the hole until the EDM notch is located and a signal is displayed on the eddy current instrument. Refer to Figure 6. |
| F. | Scan the length of the EDM notch and observe the response on the CRT. There will be two separate indications from the EDM notch. One will be at the top of the notch and one will be at the bottom of the notch. |
| G. | Hold the rotor at the position where the largest notch signal response is obtained. |
| H. | Adjust the instrument phase (rotation) control to orient the notch signal vertical. Refer to Figure 6. |
| I. | Adjust the gain control to produce a notch signal with vertical peak to peak amplitude of 4 major screen divisions. |
| J. | If the instrument gain adjustments are in 1 dB steps, it may not be possible to achieve a notch signal amplitude of exactly 4 major screen divisions. If the exact calibration amplitude cannot be obtained, use the next higher gain setting. |
| K. | Translate the rotor to scan the entire length of the notch to ensure that the calibration was performed at the location of the largest notch signal amplitude. |
| L. | Switch the instrument display to the sweep mode (x/t) and again translate the probe rotator to scan the entire length of the notch and verify that a 4 division peak to peak response is obtained from the EDM notch. All inspections will be performed in the sweep mode. |
| M. | If the notch is displayed at the left or right edges of the instrument display, reposition the guide fixture on the calibration standard by moving it 90°. |
| N. | It is very important to verify that the probe rotator is positioned within the guide fixture so that the slot bottom indications will be seen in the approximate center of the screen of the eddy current instrument. If necessary, adjust the probe rotator position as described in the following steps. |
| (1) | With the probe still rotating, move the rotator and guide fixture assembly away from the calibration standard and carefully insert a small metal object (such as a small screwdriver) between the probe and guide fixture shoe as shown in Figure 7. |
| (2) | The displayed signal should be in the center of the instrument display. If the signal is not in the center of the instrument display, turn off the probe rotator, loosen the clamps holding it in place, and rotate the probe rotator within the guide fixture. Then secure the clamps and repeat Steps 7.N.(1) and (2). until the display signal is in the center of the instrument display. |
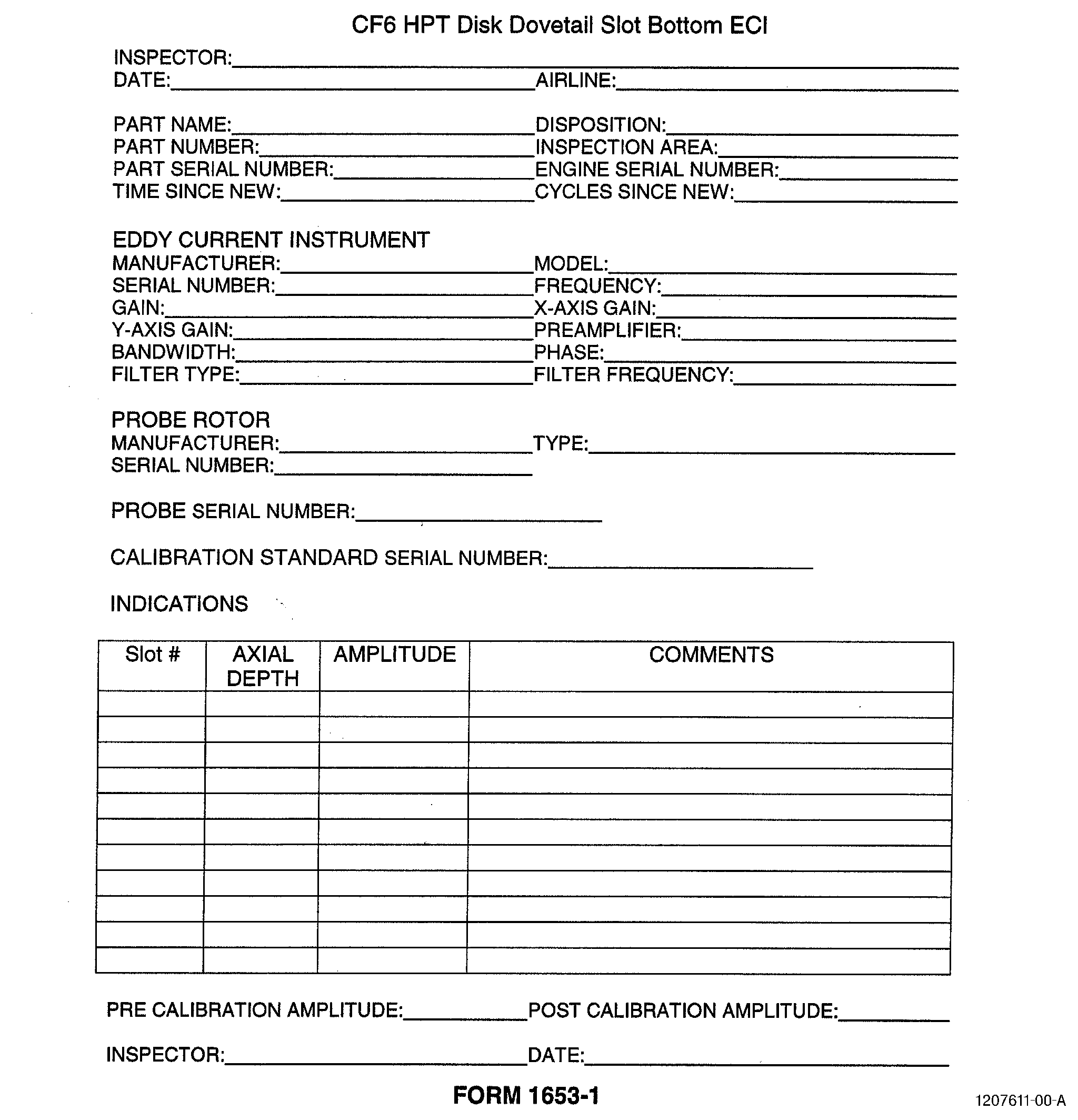
| O. | Record the instrument calibration settings on the inspection data sheet in Figure 8 (Form 1653-1). |
| 8 . | Hardware Inspection. |
| Subtask 70-32-22-250-007 |
| A. | Install the slot bottom fixture on the forward side of the dovetails as shown in Figure 1. The five holes in the fixture should line up with slot bottoms 1 thru 5. Refer to Figure 9 and Figure 10. |
| (1) | Some slot bottom fixtures (such as part number J052463D in Kit GE-FQAP-482) have been designed for use with probes that have a solid ball (no split). |
| (2) | To be sure of probe contact with the slot bottom all the way through the scan, the holes on the forward side of the fixture are intentionally offset in the radial direction. This creates an intentional misalignment, so that the probe stays against the slot bottom. |
| B. | Place a reference mark on the dovetail post that is between the last slot bottom and the #1 slot bottom. Refer to Figure 10. This mark will be used to help keep track of where the fixture has been placed and what slot bottoms have been inspected. |
| C. | The slot bottom fixture should seat on the forward embossments and the aft side of the fixture should be approximately even with the aft corners of the slot bottoms. Refer to Figure 9. |
| D. | Place the guide fixture and the rotor on the slot bottom fixture as shown in Figure 11. The guide fixture should always be positioned as if it is sitting on the embossments, not on the dovetails. |
| E. | Carefully center the probe over the hole in the fixture, manually rotate the probe so that the coil is facing the slot bottom, and push the rotor down until the probe coil is well into the slot bottom. |
| F. | Null the eddy current instrument. |
| G. | Move the probe out of the hole and turn on the rotor. |
| H. | Inspect the #1 slot bottom by slowly translating the probe into the hole in the slot bottom fixture and all the way down through the slot bottom until it comes out on the aft side of the disk. Scan the slot bottom a second time by slowly translating the probe back up through the slot bottom and out of the hole in the fixture. |
| (1) | As the probe first enters the slot bottom, signals will appear to the left and right sides of the center of the instrument display (refer to Figure 12), and they will change shape as the probe enters the slot bottom, then remain relatively constant until the probe exits the slot bottom. These are lift off signals and are caused by the rotating coil entering and exiting the slot bottom. If there are any defects, the signals will occur between the lift off signals. Refer to Figure 12. |
| (a) | On some hardware, such as the CF6-6 Stage 1 and 2 HPT disks, there could be a total of four signals which are not indications and will be displayed throughout the length of the slot bottom. The outer signals are from the dovetail fir trees, and the inner signals are the lift off signals. If there are any defects, the indications will appear in the center of the screen display, between the lift off signals. Refer to Figure 13. |
| (2) | On average, the peak to peak amplitude of the lift off signals will be 1-4 divisions, but this will be different from one slot to another, and can at times exceed full screen height. |
| (3) | It is important that the position of the guide fixture (shown in Figure 11) be maintained throughout the inspection so that indications will appear between the lift off signals. If the guide fixture were positioned so that it was outside of the holes on the slot bottom fixture, the indications would occur outside of the lift off signals and might not be as easily observed. |
| (4) | The translation speed should be relatively slow - approximately two-tenths of an inch per second (0.2 in/sec) or less. At this speed, the inspection of one slot bottom (which is one inch deep), should take at least five seconds in each direction. |
| I. | As the probe is scanned down and then back up through the slot bottom, watch the instrument display for any indication between the liftoff signals EQUALING or EXCEEDING 3 divisions peak to peak. Refer to Figure 12. |
| (1) | Cracking can occur anywhere within the slot bottom, including at the corners. It is important to watch the instrument display as the probe enters and exits the slot bottom, as well as during the entire scan. |
| J. | If an indication that equals or exceeds 3 major divisions peak to peak is observed, verify that it is repeatable, and then mark an X on the dovetail posts on each side of the slot bottom that was rejected. |
| K. | Record the indication amplitude and slot bottom number on the Inspection Data Sheet on Figure 8 (Form 1653-1). |
| L. | Move to the next slot bottom and repeat the inspection. |
| M. | Continue the inspection until all five slot bottoms covered by the fixture have been inspected. |
| N. | At the completion of the fifth slot bottom, make another mark on the dovetail post just past the last slot bottom that was inspected. Refer to Figure 10. |
| (1) | Two dovetail posts are now marked. |
| (2) | The slot bottoms between these marks have been inspected. |
| O. | Remove the bottom fixture. |
| P. | If rejectable indications were observed, perform an inspection per Step 10. - Subtask 70-32-22-250-009, Indication Evaluation/Reject Criteria. |
| Q. | Place the slot bottom inspection fixture in the next set of slot bottoms to be inspected. The last dovetail post marked should be just outside of the fixture. |
| R. | Inspect the next five slot bottoms. Do not mark the last dovetail until all five slots covered by the slot bottom fixture have been inspected. |
| S. | Repeat this procedure until all slot bottoms have been inspected. |
| T. | Write the inspection results on the Inspection Data Sheet in Figure 8 (Form 1653-1). |
| 9 . | Post Inspection Calibration Check. |
| Subtask 70-32-22-250-008 |
| A. | A calibration check shall be performed upon the completion of each inspection, at least every hour, whenever any system component or the inspector is changed, or any time the inspector suspects a change may have occurred in the inspection system. |
| B. | Return the guide fixture to the calibration standard. Center the fixture over the calibration hole, and move the probe carefully into the hole. |
| C. | With the probe well into the hole and the coil away from the EDM notch, null the instrument. |
| D. | Scan the length of the EDM notch and hold the rotor at the position where the largest notch signal response is obtained. |
| E. | If the notch response obtained is 4 major screen divisions, plus or minus one-half of a major division, the test is acceptable. |
| F. | If the notch response has decreased by more than one-half major screen division, the system must be re-calibrated and any hardware inspected since the last acceptable calibration must be re-inspected. |
| G. | If the notch response has increased by more than one-half major screen division, the system must be re-calibrated prior to the inspection of any additional hardware. |
| (1) | Hardware inspected and determined to be rejectable since the last acceptable calibration should be re-inspected. |
| (2) | Hardware inspected and determined to be acceptable since the last acceptable calibration need not be re-inspected. |
| 10 . | Indication Evaluation/Rejection Criteria. |
| Subtask 70-32-22-250-009 |
| A. | Evaluate any slot bottom that had indications that EQUAL or EXCEED 3 major divisions peak to peak. |
| B. | Perform a calibration check as described in Step 9. - Subtask 70-32-22-250-008, Post Inspection Calibration Check. |
| C. | Repeat the inspection of the slot bottom to relocate the indication and confirm that it exceeds the evaluation and rejection threshold requirements. |
| D. | If the indication is confirmed, clean the slot bottom using very fine Scotch Brite or an approved equivalent. |
| E. | Visually inspect the slot bottom under the white light. Clean as required, to remove any remaining dirt or foreign material. Write on the Inspection Data Sheet ( Figure 8) any significant physical conditions such as scratches, nicks, and raised metal that are observed in the slot bottoms or on the forward or aft corners of the slot bottoms. |
| F. | Clean the slot bottom with a clean paper or cotton towel. |
| G. | Repeat the inspection of the slot bottom after cleaning. If the indication amplitude has reduced, repeat the cleaning process as necessary until the indication is removed or the amplitude of the eddy current indication is reduced to an acceptable amplitude. |
| H. | If the indication cannot be reduced in amplitude to less than 3 divisions peak-to-peak, or increases in amplitude as a result of the cleaning process, the hardware shall be considered rejected and unserviceable. |
| I. | Record all inspection information and inspection results on the Inspection Data Sheet in Figure 8 (Form 1653-1). |