| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2013 | |
| SPM 70-32-80 TEST OF MAGNETIC-PARTICLE INSPECTION PROCESS | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2013 | |
| SPM 70-32-80 TEST OF MAGNETIC-PARTICLE INSPECTION PROCESS | ||
| TASK 70-32-80-700-010 |
| 1 . | General. |
| A. | To ensure that the inspection process is capable of detecting defects in parts, it is necessary to process test parts having known defects. |
| B. | Process control tests are recommended whenever a new suspension solution is prepared and prior to processing parts. Recommendations for the frequency of the various control test is summarized in Subtask 70-32-80-700-103, Frequency of Process Checks. |
| C. | For MPI equipment that uses quick break current decay, you must contact the manufacturer for instructions on how to assure it is functioning properly. |
| 2 . | Test Equipment. |
| Subtask 70-32-80-700-101 |
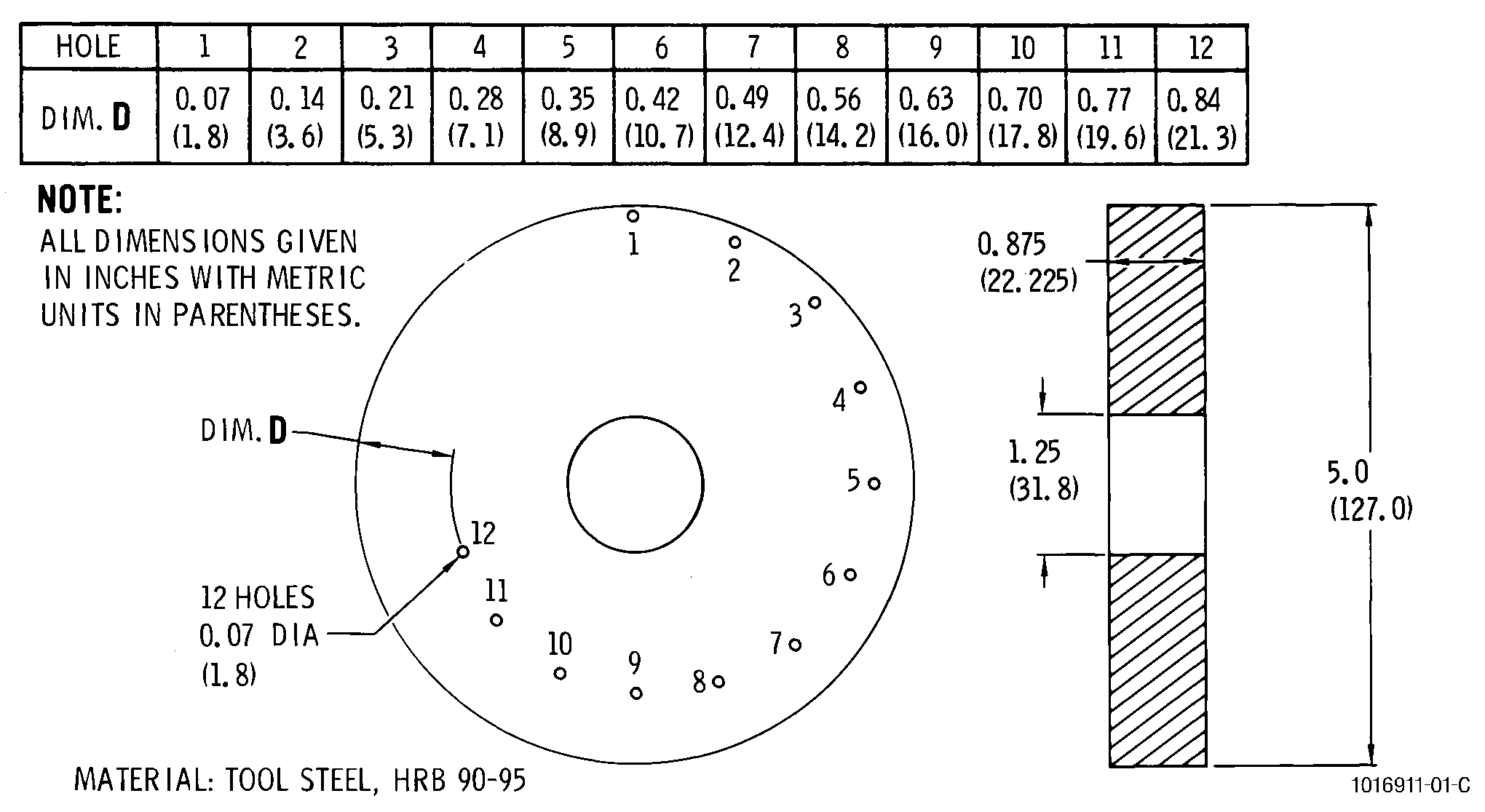
| A. | Test Ring. |
| Make a test ring from tool steel with a Rockwell B hardness between 90 and 95 with the dimensions and subsurface discontinuities shown in Figure 1 or use an equivalent alternative test ring per SAE AS5282. |
| B. | Test Part. |
| Obtain a test part that is similar in shape, size, material, and hardness of the parts to be inspected. The test part shall have known defects similar to those for which the inspection is being made. Test parts shall be adequately identified. |
| C. | Light Meter capable of measuring both white and ultraviolet light. |
| 3 . | Method of Test. |
| Subtask 70-32-80-700-102 |
| A. | Circular Magnetization Check of Test Ring. |
| (1) | Evaluate the process by magnetizing the test ring using a one inch (25.4 mm) diameter central conductor. The amperage to be used and the number of holes to be visible on the outer edge of the ring are as follows: |
|
| NOTE: |
|
| (2) | Perform tests of materials or equipment, as required, to locate cause of out-of-control condition. Correct process deficiencies, as necessary, to bring it into control. |
| B. | Ultraviolet Black Light Intensity. |
| (1) | The ultraviolet black light intensity should be a minimum of 1000 microwatts per sq. centimeter when measured at 15 in. (381 mm). |
| C. | Ambient White Light. |
| (1) | Because of the potential reduction in inspection sensitivity when excess white light is present in the inspection booth, ambient white light should not exceed 2 foot-candles when measured at the inspection surface. |
| D. | Known Defect Test Part Check (KDTP). |
| (1) | Process the known defect test part using the same method and amperage as used for the parts to be inspected. |
| NOTE: |
|
| (2) | Perform tests of materials or equipment, as required, to locate cause of out-of-control condition. Correct process deficiencies, as necessary, to bring it into control. |
| E. | Demagnetize the test samples and clean them thoroughly with solvent. Check to ensure complete removal of all magnetic particles. |
| F. | Coat the test ring, and test parts with corrosion protective oil. |
| 4 . | Frequency of Process Checks. |
| Subtask 70-32-80-700-103 |