| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 03/10/2020 | |
| SPM 70-34-02 VICKERS HARDNESS TESTING | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 03/10/2020 | |
| SPM 70-34-02 VICKERS HARDNESS TESTING | ||
| TASK 70-34-02-220-008 |
| 1 . | General. |
| A. | The Vickers hardness test uses a calibrated machine to force a square-based pyramidal diamond indenter into the material being tested. The impression made is then measured from corner-to-corner on a diagonal, and the hardness calculated using this measurement. For the majority of repair procedures, the application of Vickers hardness testing refers to MICROHARDNESS TESTING which is performed on a mounted metallurgical cross-section. |
| B. | The testing machine supports the part being tested and permits the indenter and the part to be brought together smoothly as the load is applied. |
| C. | Test loads are applied to the part to be tested through the machine. These loads can be varied from 0.001 kilogram force(kgf) to 120 kgf. |
| D. | The indenter is a highly polished, square-based pyramidal diamond with face angles of 136 degrees ±30 minutes. |
| E. | A measuring microscope used to determine the impression diagonal dimension is usually mounted on the machine. |
| 2 . | Equipment. |
| Subtask 70-34-02-220-081 |
| F. | Vickers testing machine with indenter and measuring microscope. For diagonal dimensions less than 0.2 mm, the reading accuracy must be ±0.001 mm. For diagonal dimensions equal to or greater than 0.2 mm, the accuracy should be 0.5 percent. |
| G. | Hardness test blocks. |
| WARNING: |
|
| H. | Calibrate the machine as follows if it is newly installed or rebuilt. |
| (1) | Establish load to be used for test from the process document. |
| (2) | Check load with dead weight and proving levers, an elastic calibrating device, or other approved method. The tolerance under load must be equal to ±one percent of the applied load. |
| (3) | Apply load for 10-15 seconds and make a minimum of 5 impressions on at least 3 standard test blocks of different hardness levels. |
| (4) | Using the measuring microscope, measure both diagonal dimensions of each impression, corner-to-corner, and calculate the mean for each test block. |
| (5) | Record d1, d2, d5 (the means of each pair of diagonals) arranged in increasing order for each test block. |
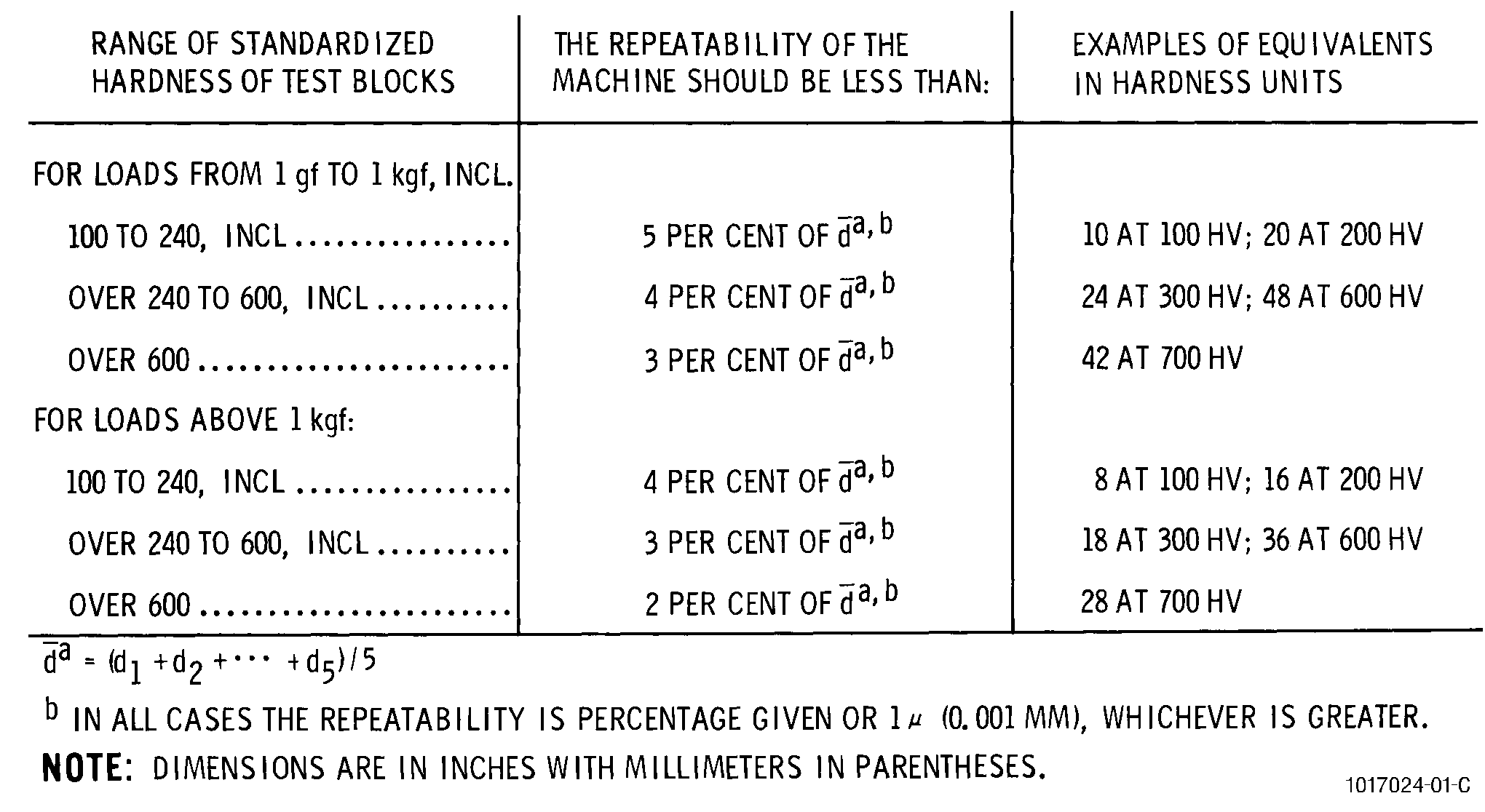
| (6) | Calculate repeatability for each test block. repeatability = d5-d1. |
| (7) | Compare calculated repeatability to Figure 1 to ensure machine is properly calibrated. |
| 3 . | Procedure. |
| Subtask 70-34-02-220-082 |
| I. | Establish test conditions as specified in the Engine/Shop Manual and the following: |
| (1) | Ensure that the surface to be tested is perpendicular to the axis of indenter. |
| (2) | Ensure that surface to be tested and the contact surface on machine are clean and free from oxidation and foreign matter. |
| (3) | Ensure part to be tested is rigidly supported. |
| (4) | Position the part to be tested so that the distance from the center of an indentation to the edge of the part or another impression is at least 2.5 times the diagonal of the indentation. |
| (5) | Unless otherwise indicated, select sufficiently even, flat specimen surface on part to be tested to enable the dimensions of the imprint to be accurately measured. |
| WARNING: |
|
| J. | Apply the indicated load for 10-15 seconds unless otherwise specified. |
| (1) | Do not use the first reading after changing machine setting. |
| (2) | Make 3 impressions if possible. If microhardness measurement is done for thermal spray coatings follow Subtask 70-34-02-220-082 (paragraph 3.C.). |
| K. | Measuring the Vickers hardness for thermal spray coatings: |
| (1) | Coating microhardness, if applicable, shall be determined on the polished cross section of a part cut-up or on a 1.00 inch (25.4 mm) minimum length by 0.75 inch (19.1 mm) minimum width by 0.060 inch (1.53 mm) minimum thickness (before coating) panel test specimen. Microhardness shall be determined in accordance with this procedure or ASTM E 384, using a 300 gram load. The arithmetic average shall be determined from the results of ten sequential readings. The ten locations to be tested shall be as shown in Figure 7. The locations shall be uniformly spaced through the coating thickness and length, but no closer than three impression diameters to any adjacent hardness impression, substrate, surface, or end section of the coating sample. All readings shall be recorded and reported in the certificate of test. |
| L. | Remove part from machine. |
| M. | Measure the impression diagonals as follows: |
| (1) | Use a measuring microscope. |
| (2) | Measure both diagonal dimensions across each impression from corner-to-corner, and calculate the mean. |
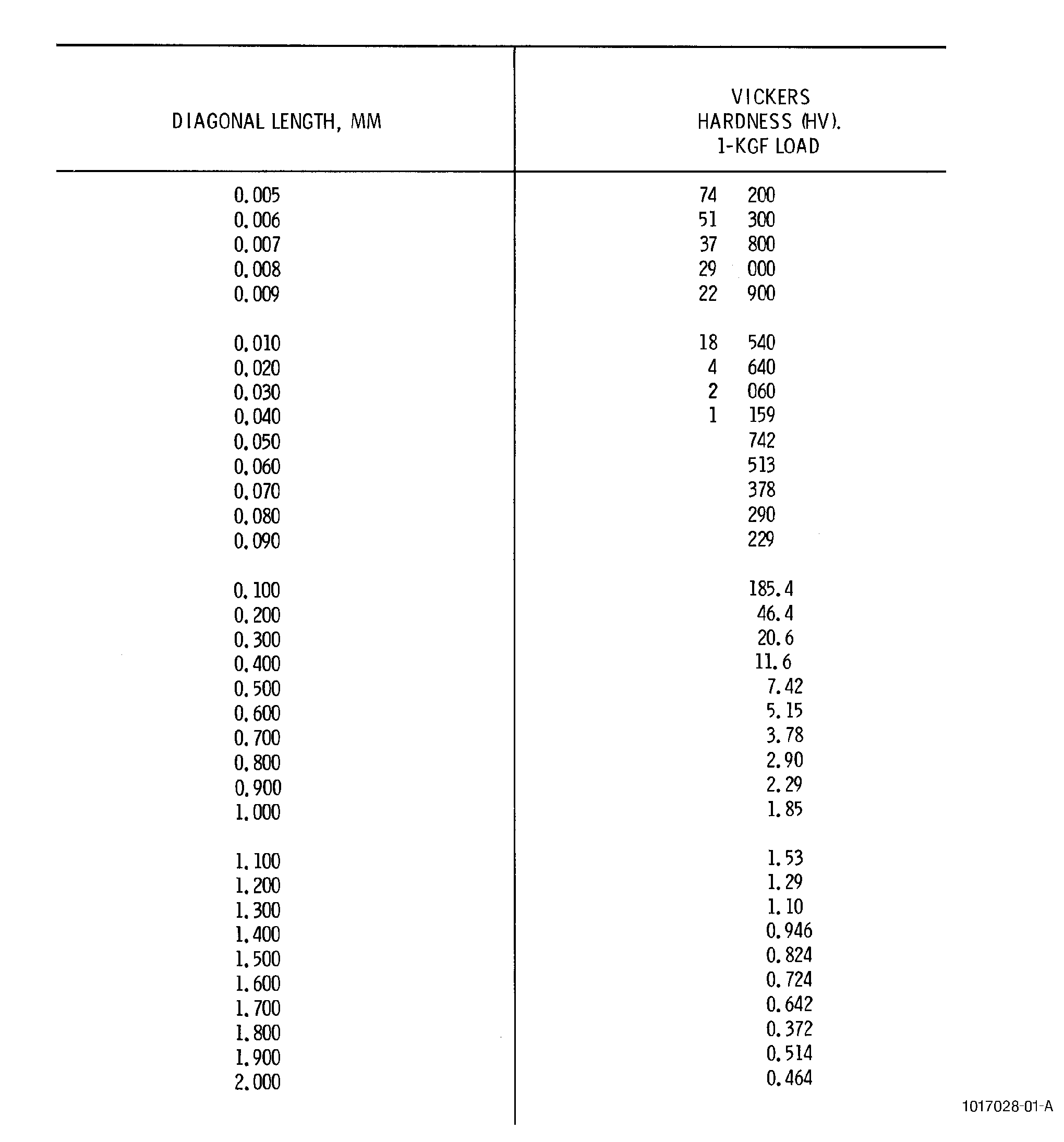
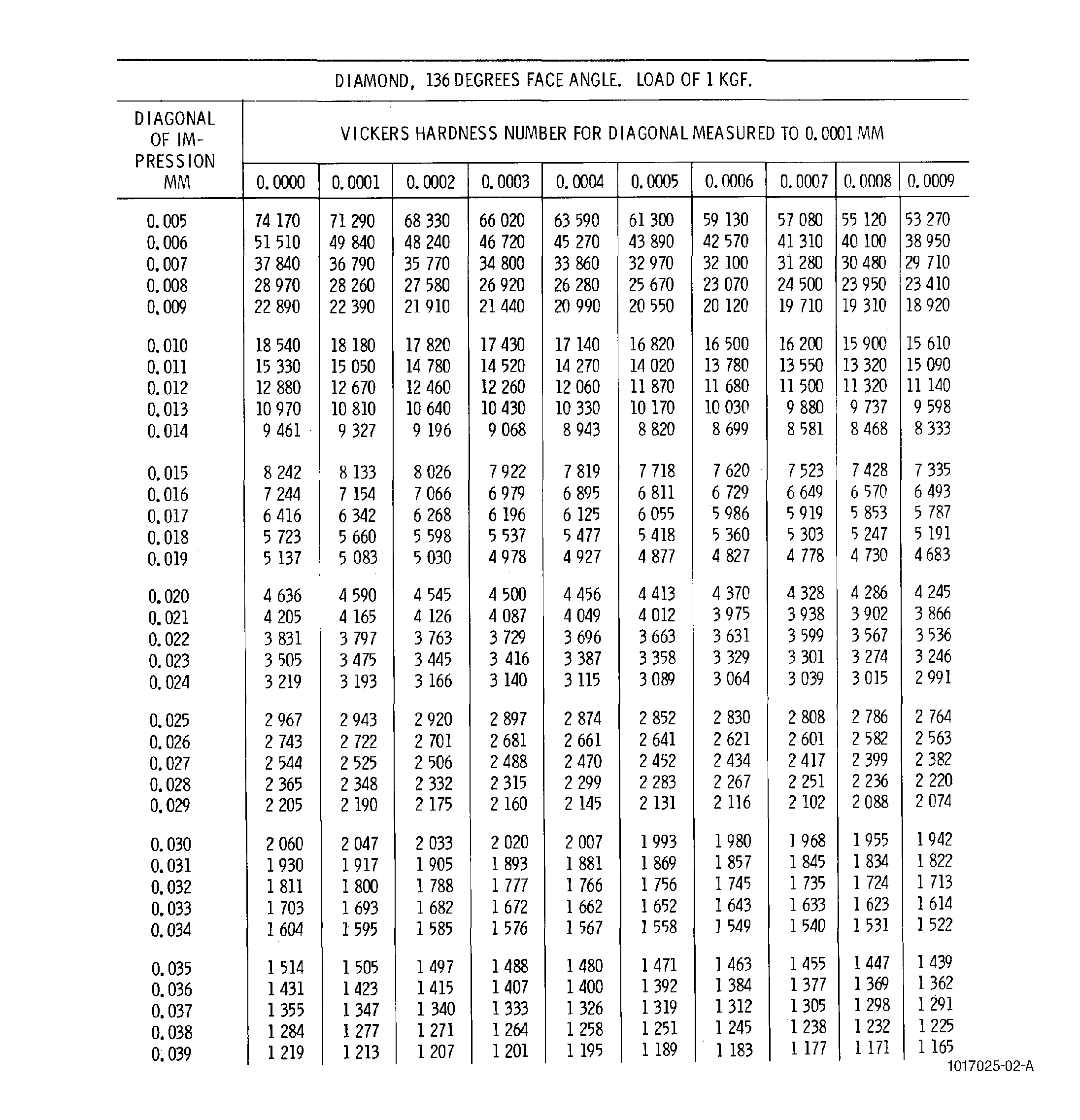
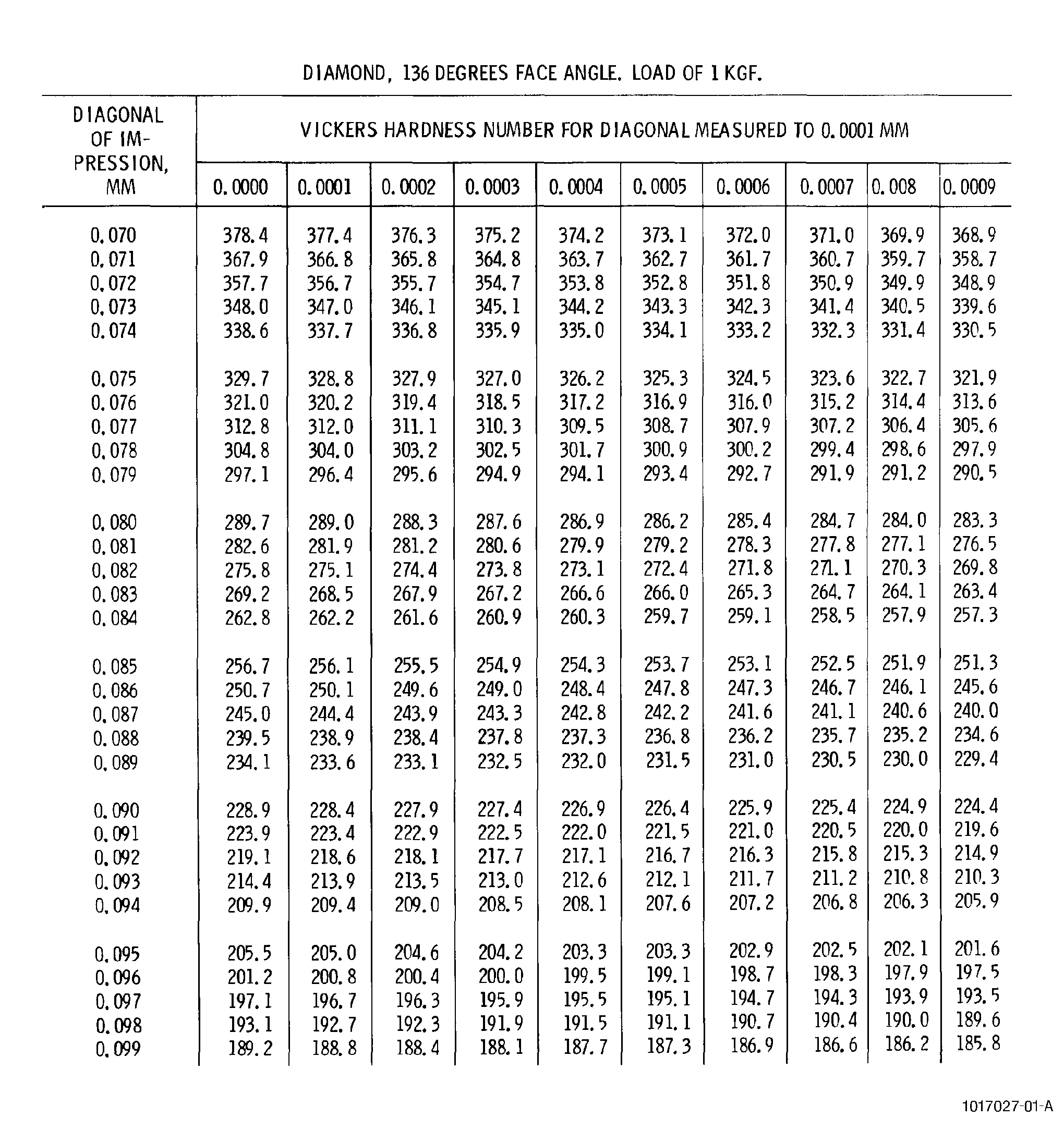
| N. | Determine the Vickers hardness number using the average of the diagonal means, Figure 6 and Figure 5, and the following examples: |
| Example 1: |
| (1) | Using a 50 kgf test load, the average diagonal length measured is 0.644 mm. |
| (2) | In Figure 6 read: 0.0644 mm diagonal length at one kgf results in a HV of 447.1. |
| (3) | Using Figure 5 find approximate length from step (1) in left hand column (0.600) and find placement of decimal for one kgf in HV number on right hand column (5.15). |
| (4) | Apply this decimal placement to HV reading from Figure 6 (4.471). |
| (5) | Multiply HV4.471/one kgf by 50 kgf to arrive at HV=224 for 50 kgf test or 224HV50. |
| Example 2: |
| (6) | Using a 0.2 kgf test load the average diagonal length measured is 0.0311 mm. |
| (7) | In Figure 6 read: 0.0311 mm diagonal length at one kgf results in a HV of 1917. |
| (8) | Using Figure 5, note that there is no decimal placement for this approximate diagonal length. |
| (9) | Multiply HV1917/one kgf, from step (2), by 0.2 kgf, test load, to arrive at HV383 for a 0.2 kgf test load. |
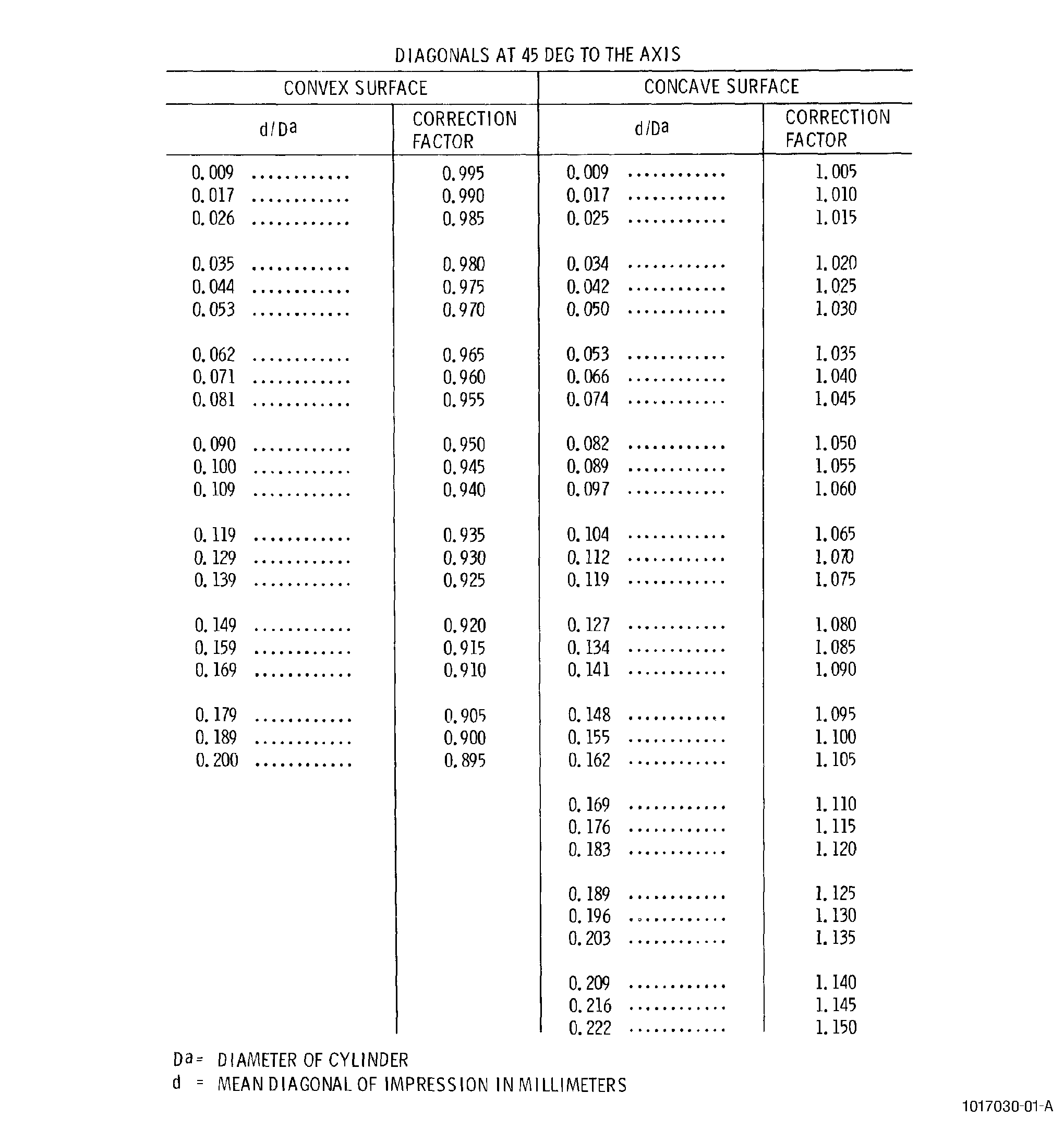
| O. | When hardness tests are made on spherical or cylindrical surfaces use correction factors contained in Figure 4, Figure 3, and Figure 2, and the following examples: |
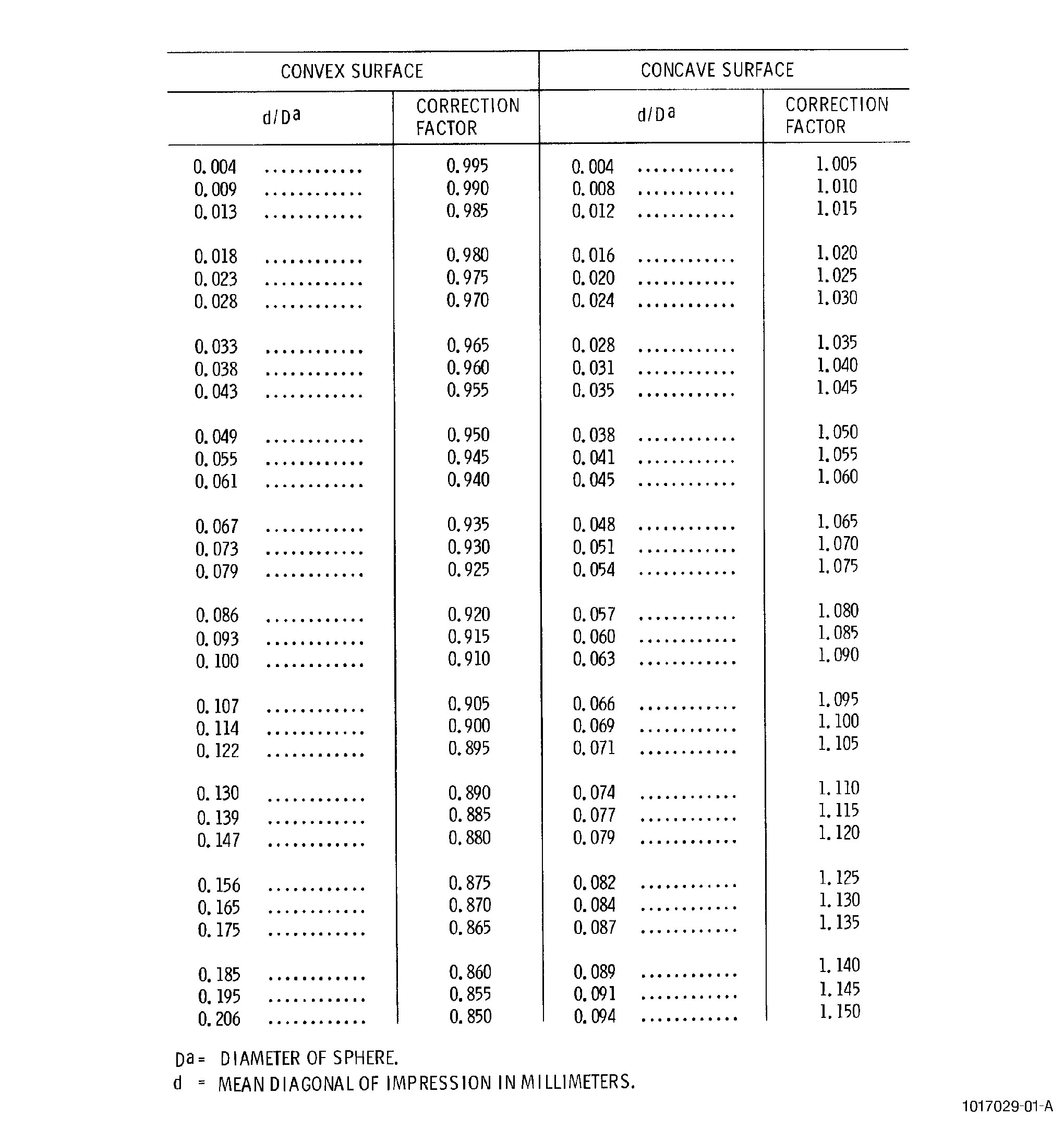
| Example 3: (Hardness sphere). |
| (1) | Using a 10 kgf test load on a convex spherical surface with a diameter (D) of 10 mm, the resulting mean diagonal(d) of the impression measures 0.150 mm. |
| (2) | Calculate d divided by D = 0.015 mm divided by10 mm = 0.015 |
| (3) | From Figure 6 and Figure 5 read and interpolate HV = 824. |
| (4) | From Figure 4, by interpolation, find the correction factor = 0.983. |
| (5) | Hardness of sphere = 824 x 0.983 = 810HV 10. |
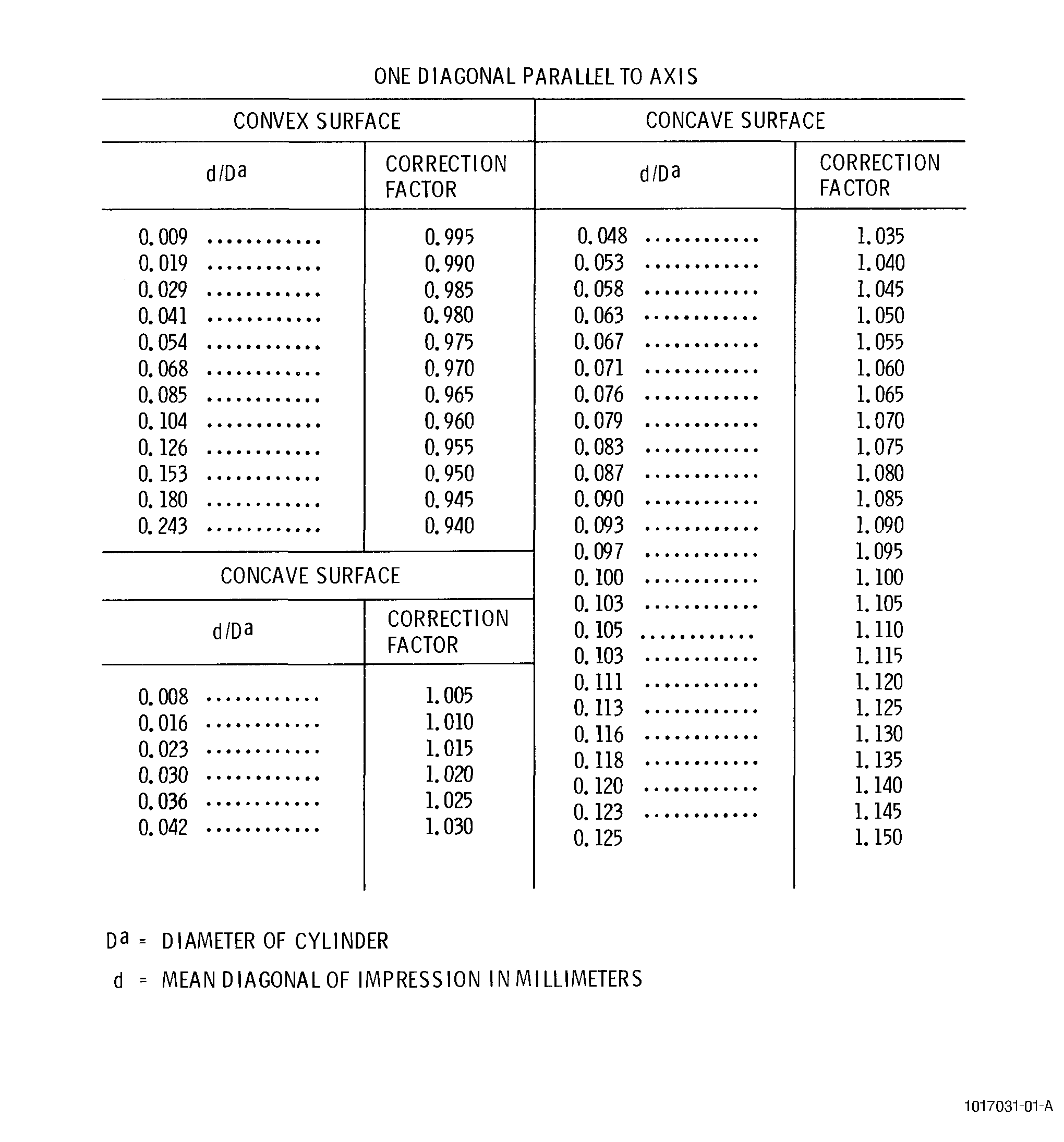
| Example 4: (Hardness of cylinder - one diagonal parallel to axis). |
| (6) | Using a 30 kgf test load on a concave cylinder with a diameter (D) of 5 mm, the resulting mean diagonal (d) by the impression measures 0.415 mm. |
| (7) | From Figure 6 and Figure 5 read and interpolate HV = 269.2/one kgf. |
| (8) | Calculate 269.2/one kgf x 30 kgf = HV8076. |
| (9) | Calculate = d divided by D = 0.415 divided by 5 = 0.083. |
| (10) | Using d divided by D from step (4) interpolate the correction factor Figure 2 (1.075). |
| (11) | Hardness of cylinder - 8076 x 1.075 = 8682HV30. |
| P. | Record the hardness number using the Vickers hardness symbol and the following example: |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| NOTE: |
|
| Q. | Perform test on hardness test block of the same hardness range as part tested and compare results to ensure accuracy of readings. |