| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 08/03/2023 | |
| SPM 70-47-06 NEEDLE PEENING | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 08/03/2023 | |
| SPM 70-47-06 NEEDLE PEENING | ||
| TASK 70-47-06-380-801 |
| 1 . | General. |
| CAUTION: |
|
| A. | Many engine components are shot peened at the time of manufacture as a method to achieve an improved cyclic life. The repair of these parts often requires local blending to remove surface imperfections. Blending can partially or completely remove the compressive surface layer induced by shot peening. This procedure is to be used when directed by the Engine/Shop Manual. |
| NOTE: |
|
| 2 . | Equipment. |
| Subtask 70-47-06-380-001 |
| A. | The following equipment is necessary and can be obtained as shown: |
| (1) | No. 2 Almen Gage (SAE J442 compliant with type 2 Almen Gage). |
| (2) | Magnetic Almen Strip Holder, 3M No. 9016, or equivalent. 3M Company. Refer to Subtask 70-80-00-800-012 , List of Suppliers. |
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
|
| (3) | Procured Peening Head and controller must be compatible to the requirement of AMS 2545, Controlled Pneumatic Needle Peening, Straightening and Forming. |
| 3 . | Materials. |
| Subtask 70-47-06-380-002 |
| NOTE: |
|
| 4 . | Procedure. |
| Subtask 70-47-06-380-003 |
| A. | Preparation of part for needle peening. |
| (1) | Part to be peened must be repaired and blended to remove burrs and sharp corners from the area to be peened. |
| (2) | Any necessary non-destructive inspection such as magnetic-particle inspection, fluorescent penetrant inspection (FPI) (preceded by appropriate etching), and also heat treatment when necessary must be completed before shot peening. Parts must be free of corrosion, mechanical damage, and corrosion-preventive coatings such as anodic coatings, plating, or paint in the affected areas prior to needle peening. |
| (3) | Areas not to be peened, adjacent to areas being peened, must be suitably masked or protected from needle tip contact. |
| (4) | Area of part to be peened must be clean and free of all dirt, grease, or oil. |
| (5) | Needles must be examined at a minimum of 10x magnification to confirm that no wear exists as out of limits over the nose of needles prior to use. It is recommended to do a check of the total needle length difference since wearing the tip shortens its total length. For example, for a tip of 0.02 inch (0.6 mm) diameter, it is recommended to do a check so that the needle does not shorten more than 0.007 inch (0.2 mm), meaning the tip diameter has completely flattened out. Please, refer to Figure 8 for the new and worn needle demonstration. If a worn/wear exists, the operator must make sure that it is in the permitted limits prior to continuing. |
| Subtask 70-47-06-380-005 |
| B. | Determination of peening requirements. |
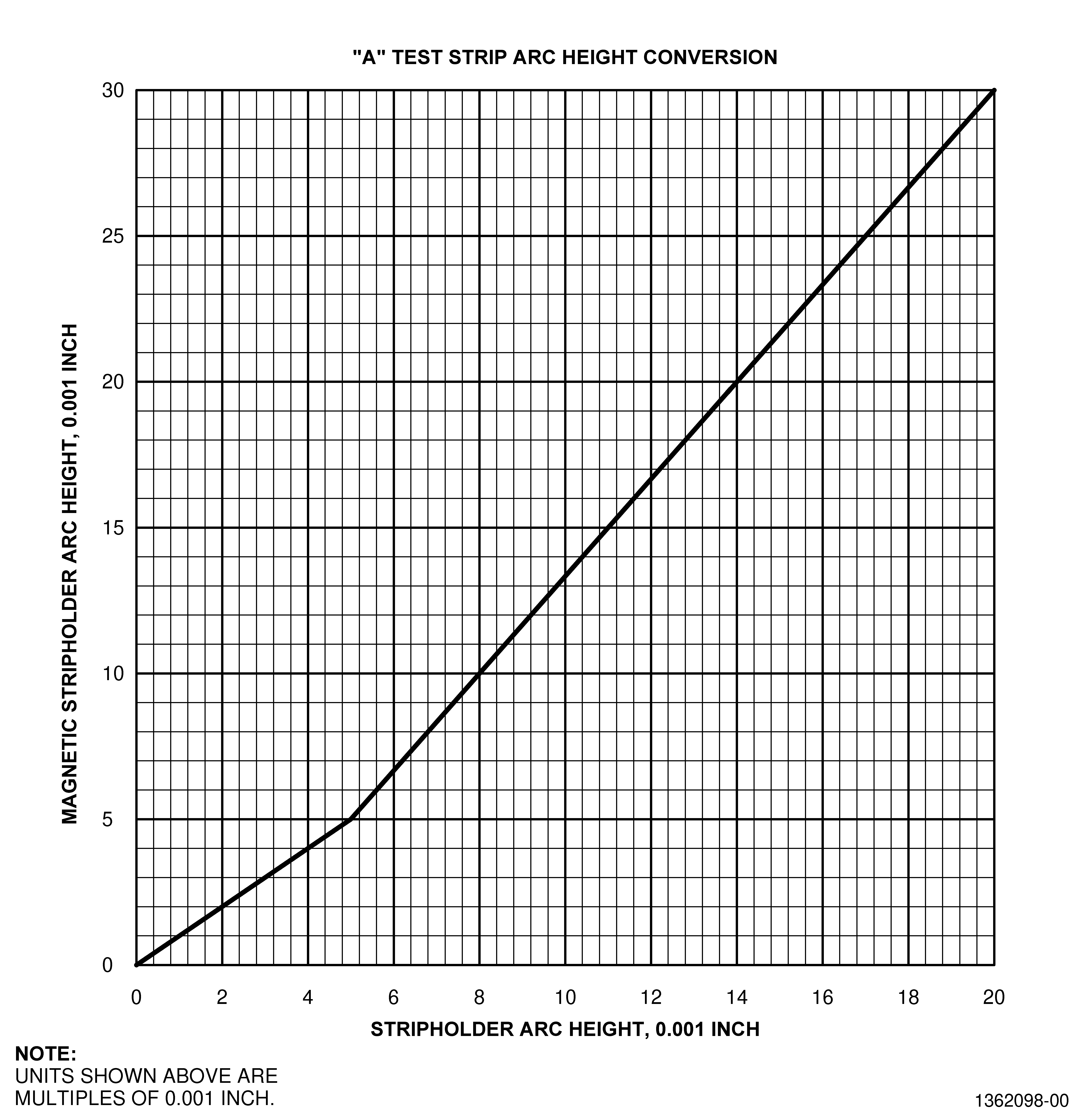
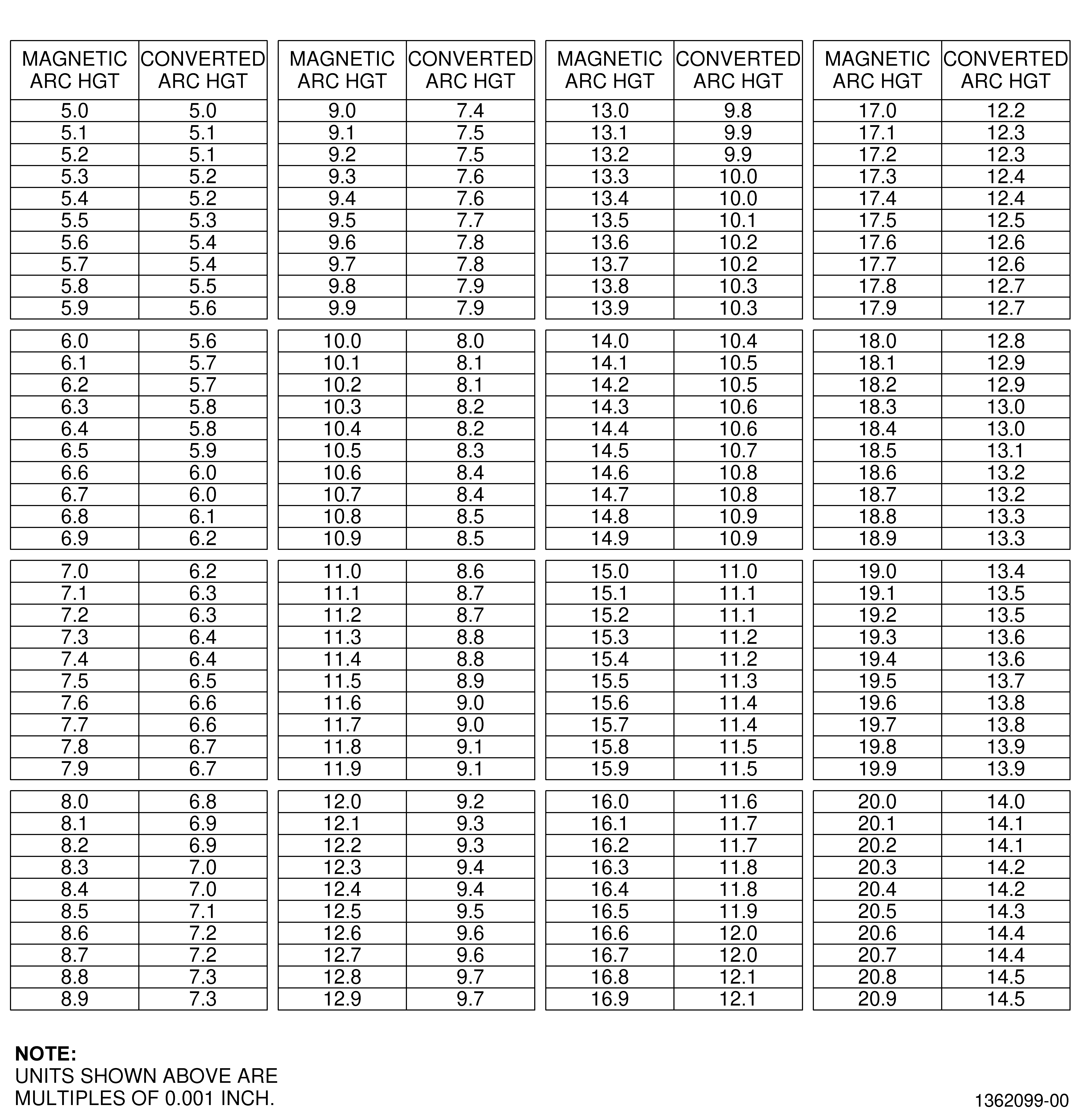
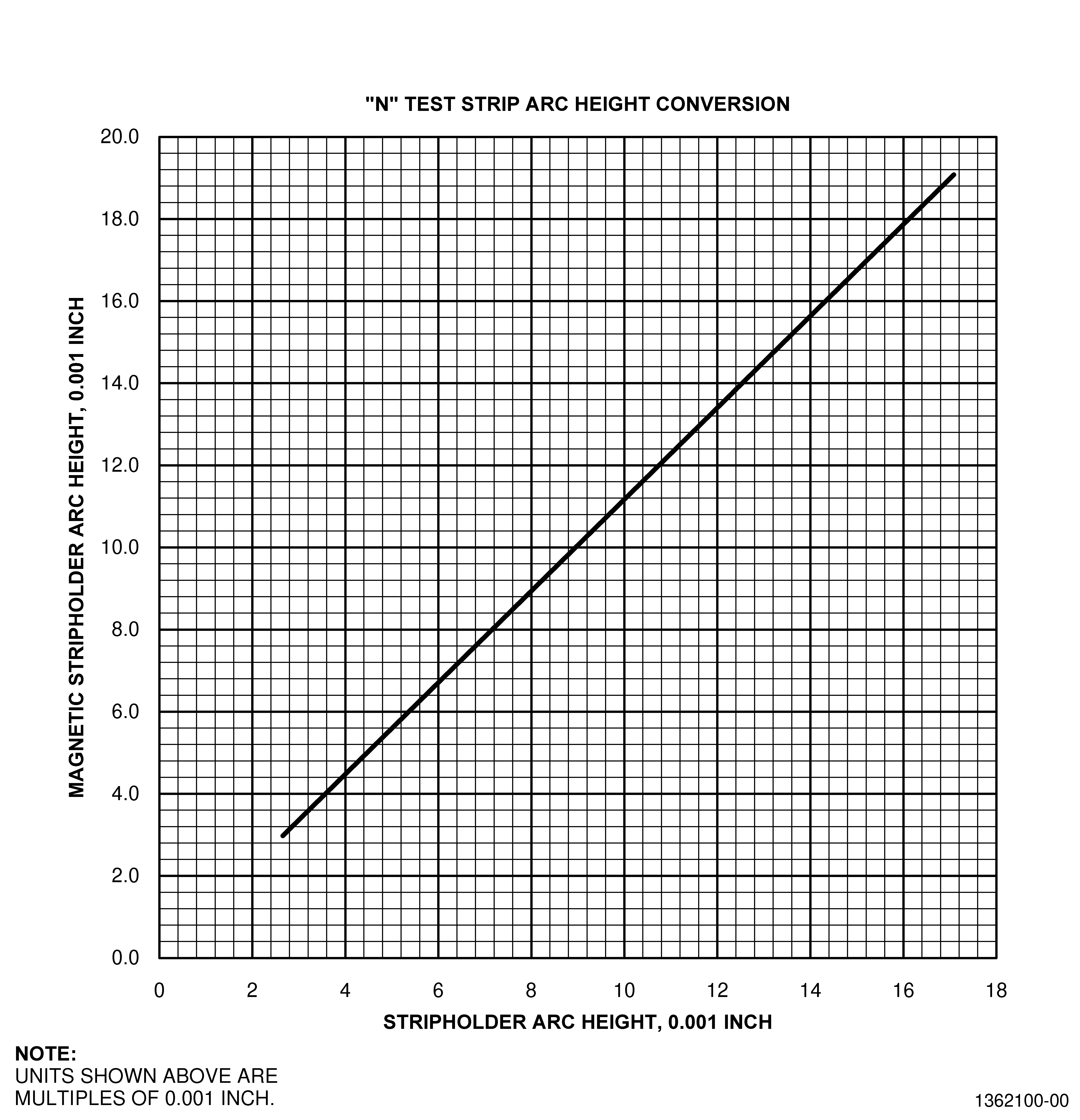
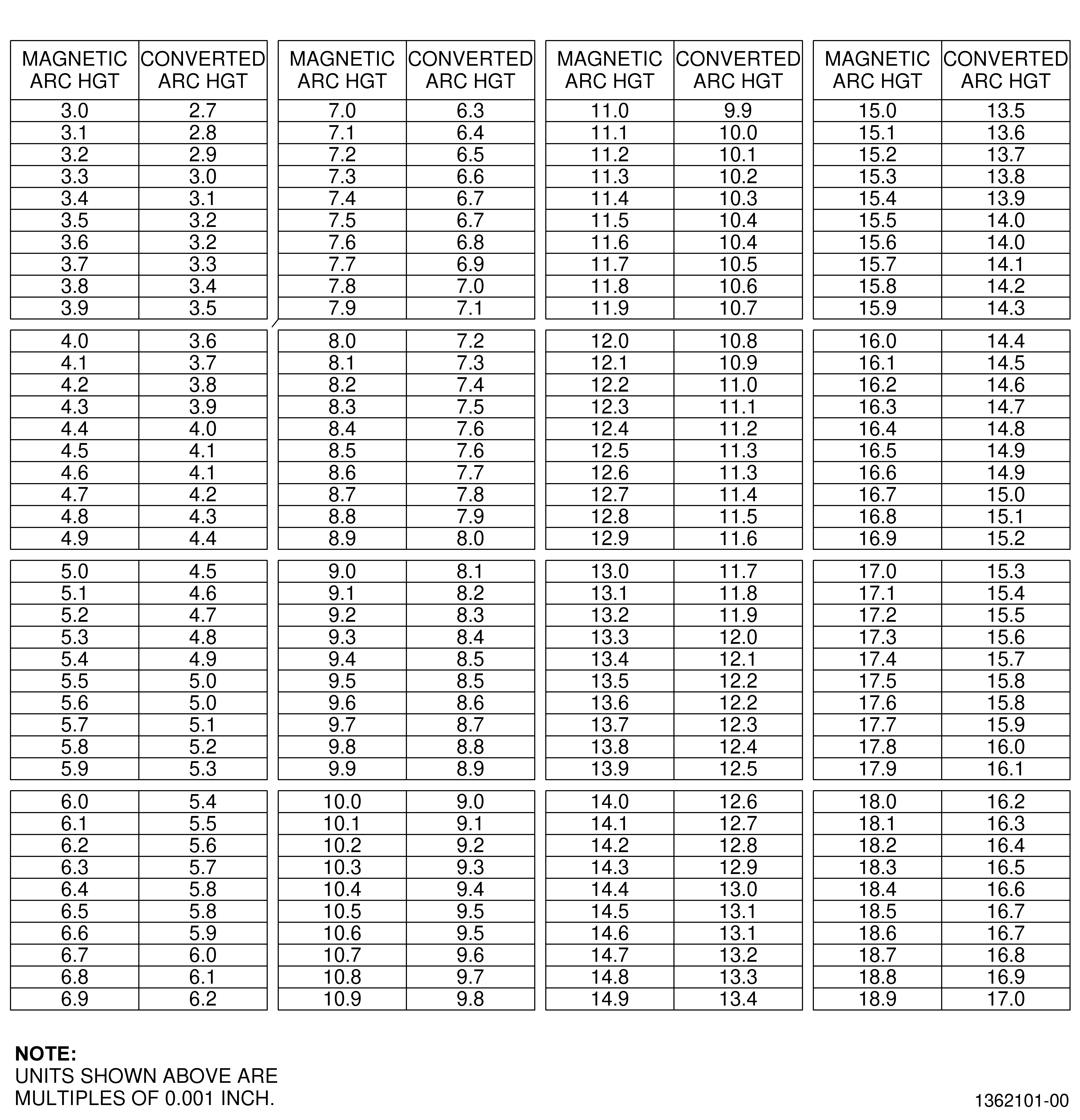
| (1) | The shockform device will automatically convert the 3M measured arc heights when the measurements are input into the controller. Alternatively, the converted necessary arc height values from the Engine/Shop Manual can be determined by using the conversion graphs/tables that follow: |
| (a) | For type A Almen test strips use Figure 4 or Figure 5. |
| (b) | For type N Almen test strips use Figure 6 or Figure 7. |
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
| (2) | Position an Almen test strip in the Almen gage and set the indicator to zero. Reverse the strip so that opposite surface is up and do a check for out-of-flatness. If out-of-flatness exceeds 0.001 inch (0.03 mm), select a new strip and repeat the check. |
| (3) | Position strip in magnetic Almen strip holder. See Subtask 70-47-06-380-001, Equipment. |
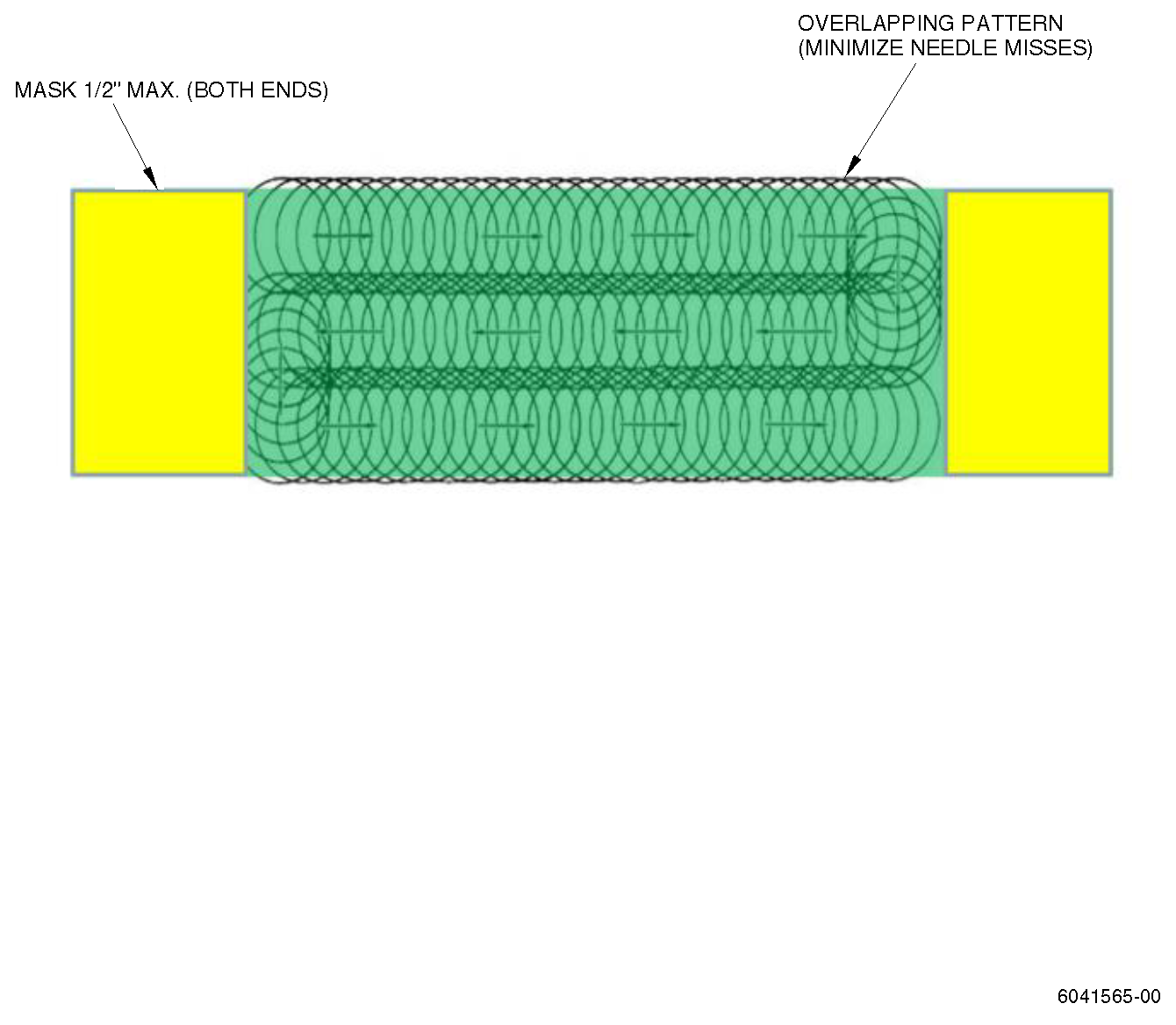
| (4) | Select either an initial air pressure or target intensity. Needle peen nose piece will be positioned perpendicular to the Almen strip. The tool must be moved continuously to maximize uniformity of coverage. It is suggested that the tool be moved continuously in an overlapping circular motion to maximize uniformity of coverage. Refer to Figure 3. |
| NOTE: |
|
| NOTE: |
|
| (5) | Determine Almen strip arc height by placing test strip on Almen gage and record reading. |
| (6) | Repeat Subtask 70-47-06-380-005 (paragraph 4.B.(4)) and Subtask 70-47-06-380-005 (paragraph 4.B.(5)) to generate a saturation curve plotting the converted arc heights. A minimum of four arc heights are necessary. Refer to Figure 2. |
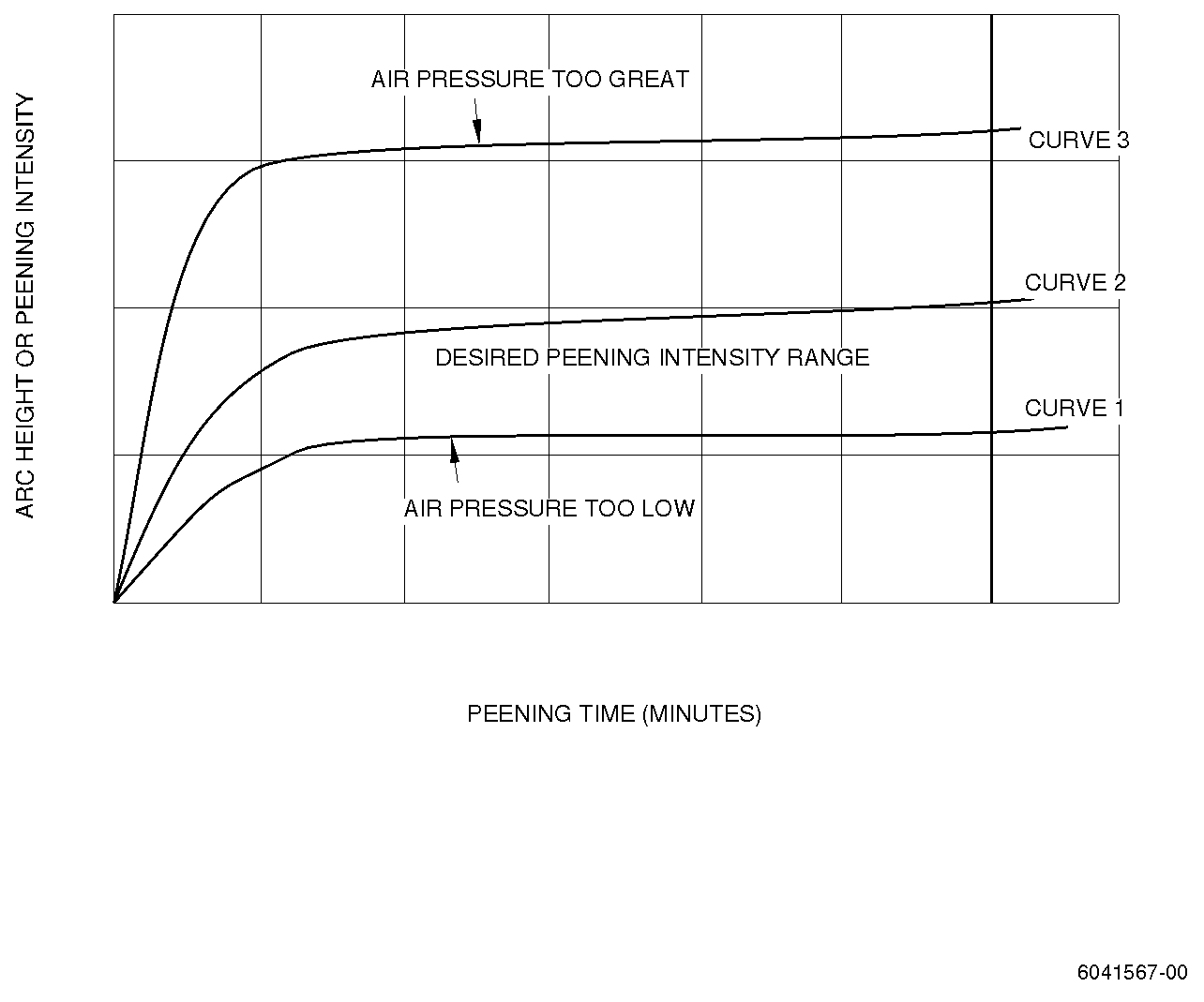
| (7) | If saturation point determined is not whitin intensity limits of part to be peened, set the tool air pressure to a new setting (increase air pressure to increase intensity and viceversa) and run the new saturation curve. Repeat this procedure until peening intensity is within limits specified by Engine/Shop Manual repair procedure. Refer to Figure 1. |
| (8) | Do a uniformity of coverage check with a minimum of 10x power magnification. |
| NOTE: |
|
| Subtask 70-47-06-380-006 |
| C. | Peening parts. |
| (1) | This procedure is intended for peening areas no larger than 2 sq inches (12.9 sq cm). If the area to be peened is larger than 2 sq inches (12.9 sq cm), it must be divided into sections, less than 2 sq inches (12.9 sq cm). Each section must be completely peened before proceeding to the next section. Overlap at section boundaries is necessary. |
| CAUTION: |
|
| (a) | Locations must be accessible to ensure adequate impingement, coverage, and verification of each. |
| (b) | Peening is not permitted within 0.100 (2.54 mm) inch from edges of holes and other features that are not accessible to be peened from all sides. |
| (c) | Areas with edges must be evaluated prior to processing to evaluate roll-over risk. It is not recommended to peen edges less than 0.030 inch (0.76 mm) radius. It is not permitted to peen sharp edges, each edge to be peened must have a break edge. If it is necessary to peen edges with break edge less than 0.030 inch (0.76 mm), it is recommended to do the process demonstration on a scrap part or simulative specimen prior to production part peening. |
| (d) | Inspection at a minimum of 10x magnification after peening is necessary to make sure that no rollover of edges is present. |
| (e) | Visual inspection at a minimum of 10x magnification must be used to make sure that there is full coverage on all surfaces. |
| (2) | If area to be peened is flat, position this area in a horizontal plane. If area is on a curved surface, position with approximate center of area uppermost for maximum accessibility. |
| (3) | Peen the designated area on part with the same tool, air pressure, and technique used to establish saturation curve. Peening of part must be done by the same operator who established the peening parameters with test strips. |
| (4) | Needles must be periodically checked after 10 hours of use for wear. Replace needles if the observed wear is out of limits which is defined in Subtask 70-47-06-380-003 (paragraph 4.A.(5)). |
| (5) | Coverage must be 125 percent (peening time must be the time to achieve full coverage multiplied by 1.25) unless otherwise directed by applicable instructions for the parts. |
| 5 . | Quality Assurance. |
| Subtask 70-47-06-380-004 |
| A. | Establish peening requirements for intensity necessary for each time a lot of similar parts is to be peened. Determine the peening requirements. Refer to Subtask 70-47-06-380-005, Determination of peening requirements. |
| B. | Establish parameters each time the operator is changed, such as shift change or job reassignment. |
| C. | At least one intensity determination or verification as defined in Subtask 70-47-06-380-005 , Determination of peening requirements, must be made prior to peening of part(s) to represent each tool and its equipment, and for each change in intensity/air pressure/needle. |
| D. | Do a check of the peened area with a minimum of 10x power magnification to make sure that the coverage is complete. If coverage is not complete or individual indentations do not overlap, repeat the peening operation, refer to Subtask 70-47-06-380-006, Peening parts. |
| E. | Qualification of peening operators. |
| (1) | General. |
| (a) | Operator qualification is necessary for needle peening operation. Qualification of peening operators must consist of demonstrating capability of proper peening technique, intensity determination, coverage inspection, and part peening procedures. |
| (2) | Intensity determination test. |
| (a) | The operator must demonstrate proficiency in understanding saturation curves and/or intensity verification, and the handling of Almen strips and Almen gages. |
| (3) | Acceptance criteria for controlled pneumatic needle peening. |
| (a) | A saturation curve must be considered satisfactory when the operator reproduces an intensity value from a saturation curve that the operator has previously accomplished with an approximation of plus or minus 0.0015 inch (plus or minus 0.038 mm) Almen A or N and within the necessary intensity range. In case of failure to reproduce the intensity within that limit, the operator must be allowed only one retest. Test failure can require retraining or result in disqualification and must requalify again by Subtask 70-47-06-380-004 (paragraph 5.E.(2)). |
| (4) | Part peening qualification for controlled pneumatic needle peening. |
| (a) | The peening operator must satisfactorily peen a sample part representative of those commonly peened to demonstrate coverage. |
| (5) | Operator qualification record. |
| (a) | The peening facility is responsible for retaining a record of the peening operator’s qualification testing. |
| (6) | Status maintenance. |
| (a) | Qualified status of operators must be maintained by either maintaining record of continued satisfactory workmanship or by successful re-qualification testing (Subtask 70-47-06-380-004 (paragraph 5.E.(2))) not to exceed 6 months. Periodic re-qualification will not be necessary for operators when records indicate a satisfactory level is being maintained in production peening. |