| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 02/09/2017 | |
| SPM 70-71-05 ADHESIVE BOND STRENGTH TENSILE LAP SHEAR TESTING | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 02/09/2017 | |
| SPM 70-71-05 ADHESIVE BOND STRENGTH TENSILE LAP SHEAR TESTING | ||
| TASK 70-71-05-700-006 |
| 1 . | General. |
| This procedure describes the method and test specimens required for determining the tensile lap shear strength of film adhesive bondments. Use this test procedure when specified in Standard Practice film adhesive bonding procedure or Engine/Shop Manual repair. |
| 2 . | Equipment. |
| Subtask 70-71-05-700-061 |
| A. | Tooling to prepare specimens. |
| B. | Testing machine. |
| C. | Specimens per Figure 1. |
| 3 . | Materials. |
| Subtask 70-71-05-700-062 |
| D. | Material to be tested is specified in each Engine/Shop Manual repair. |
| 4 . | Preparation of Specimen. |
| Subtask 70-71-05-700-063 |
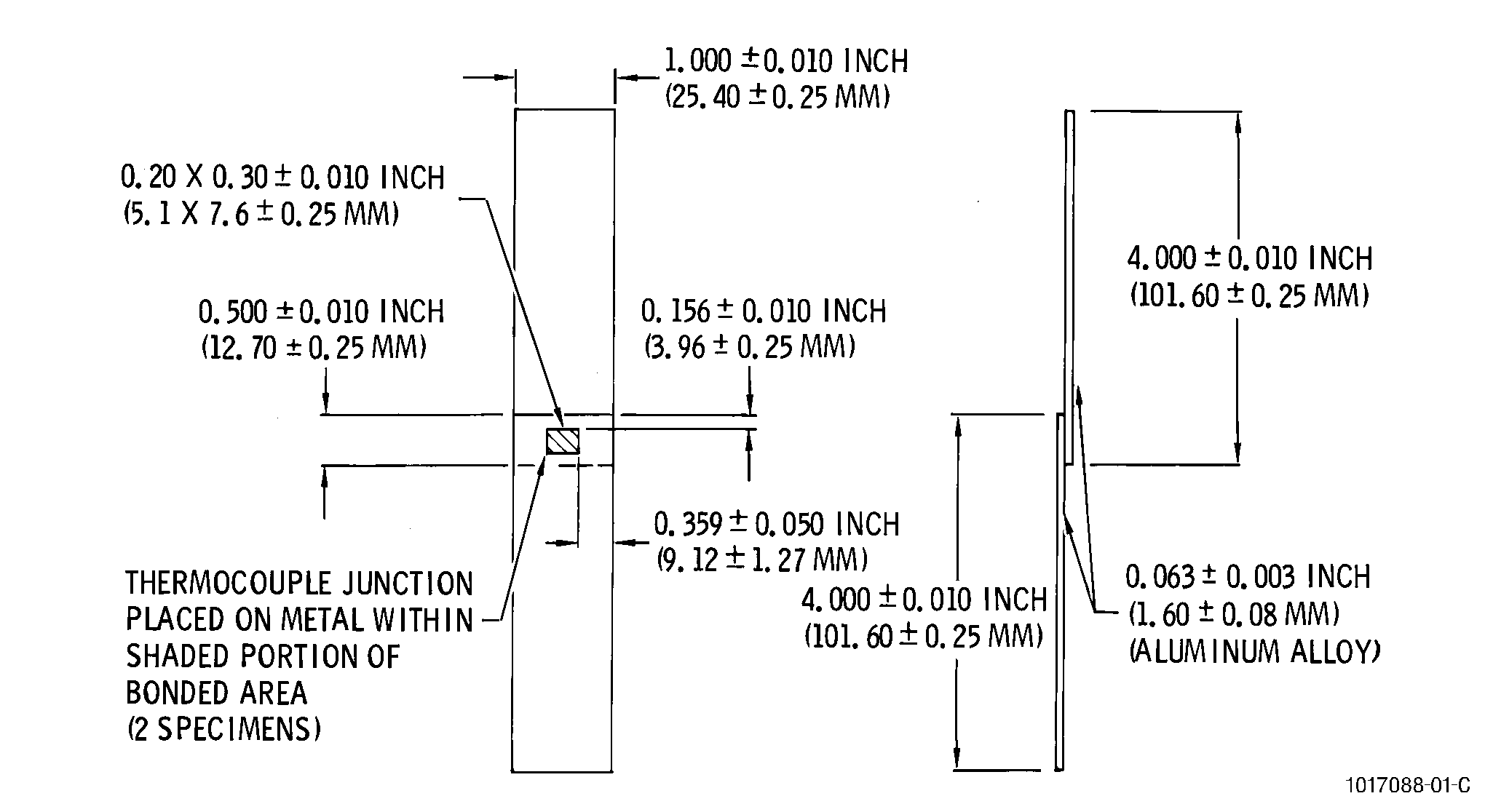
| E. | One panel assembly is required to make a total of five 1.00 inch (25.4 mm) wide lap shear specimens with a 0.50 inch (12.7 mm) lap. See Figure 1. |
| (1) | Unless otherwise specified by Engine/Shop Manual repair, the panel assembly is to consist of 2 details 2024-T3 bare aluminum 4 x 6 x 0.063 inches (102 x 152 x 1.60 mm). Both details are to be cleaned, prepared and primed in an identical manner and concurrently with the detail parts of the repair being performed. |
| NOTE: |
|
| (2) | The 2 details of the panel assembly are to be bonded, in a 0.50 inch (12.7 mm) lap along the 6 inch (152 mm) side. They are to be bonded with 0.095 lb/sq. ft. supported adhesive identical to and concurrently with the detail parts of the repair being performed. |
| NOTE: |
|
| (3) | Prepared panels are cut into 1 inch (25 mm) wide specimens as in Figure 1. Panels should not be cut into specimens until at least 24 hours after bonding. Aluminum-alloy panels may be sawed with a bandsaw, with the setting and spacing of the teeth and operational speed adjusted to hold frictional heating of the bond to a minimum. Two specimens are prepared with a thermocouple for elevated temperature tests. See Figure 1. |
| 5 . | Testing. |
| Subtask 70-71-05-700-064 |
| NOTE: |
|
| F. | For the normal temperature tensile shear test 3 specimens are used. The test specimen is gripped tightly and uniformly across the ends in the jaws of the testing machine with the jaws and specimen so aligned that the jaws are directly opposite each other, and in such a position that an imaginary straight line will pass through the center of the bonded area and through the points of suspension. The specimen is gripped 2 ± 0.25 inches (51 ± 6.4 mm) from each edge of the lap joint. The load shall then be applied at a rate of 940-1100 pounds per minute or at an equivalent head speed travel of 0.030-0.050 inch/minute (0.76-1.27 mm/minute). |
| G. | For analytical purposes, the following should be recorded: |
| (1) | The load at failure. (The testing machine accuracy should be within 1 percent.) |
| (2) | Length and width of shear area measured to the nearest 0.01 inch (0.3 mm). [All failing loads are expressed in pounds per square inch of actual shear area, calculated to the nearest 0.01 sq. in. (6.4 sq. mm)]. |
| (3) | Nature and percent of failure, such as: |
| (a) | Cohesive failure (failure within adhesive). |
| (b) | Adhesion failure (adhesive peeling from the metal). |
| (c) | Contact failure (lack of complete adhesive-to metal contact during bonding). |
| (4) | Adhesive (micrometer) thickness (measured to the nearest 0.001 inch (0.03 mm) of the overall thickness of lap joint) less the combined micrometer thickness of the individual pieces of surface treated metal or the adhesive thickness can be measured with a traveling comparator microscope or an equivalent measuring apparatus. |
| H. | The average and minimum strengths of the 3 specimens should equal or exceed that listed in Table 1 (Process Control Specimen Strength Requirements) in TASK 70-70-01-700-001, Testing and Quality Analysis for Metal-to-Metal Bonding. |
| I. | For the elevated temperature tensile shear tests, 2 specimens are used. These tests are performed as in Step 5.A. with the added requirement that a suitable oven or furnace be provided to maintain the specimens at 300°F (149°C). The tests are made 10 minutes after the specimen has reached equilibrium at temperature. The specimen is brought to temperature within 3 minutes to 10 minutes maximum. |
| J. | The average and minimum strengths of the 2 specimens should equal or exceed that listed in Table 1 (Process Control Specimen Strength Requirements) in TASK 70-70-01-700-001, Testing and Quality Analysis for Metal-to-Metal Bonding. |