| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2006 | |
| SPM 70-71-07 ADHESIVE BOND STRENGTH FLATWISE TENSILE TESTING | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 04/01/2006 | |
| SPM 70-71-07 ADHESIVE BOND STRENGTH FLATWISE TENSILE TESTING | ||
| TASK 70-71-07-700-008 |
| 1 . | General. |
| This procedure describes the method and test specimens required for a flatwise tensile test to determine the tensile strength of a honeycomb panel assembly bondment. Use this test procedure when specified in Standard Practice film adhesive bonding procedure or Engine/Shop Manual repair. |
| 2 . | Equipment. |
| Subtask 70-71-07-700-081 |
| A. | Tooling to prepare test specimens. |
| B. | Test specimens per Figure 2 and Figure 1. |
| C. | Tensile testing machine. |
| 3 . | Material. |
| Subtask 70-71-07-700-082 |
| D. | Material to be tested is specified in each Engine/Shop Manual repair. |
| 4 . | Preparation of Specimen. |
| Subtask 70-71-07-700-083 |
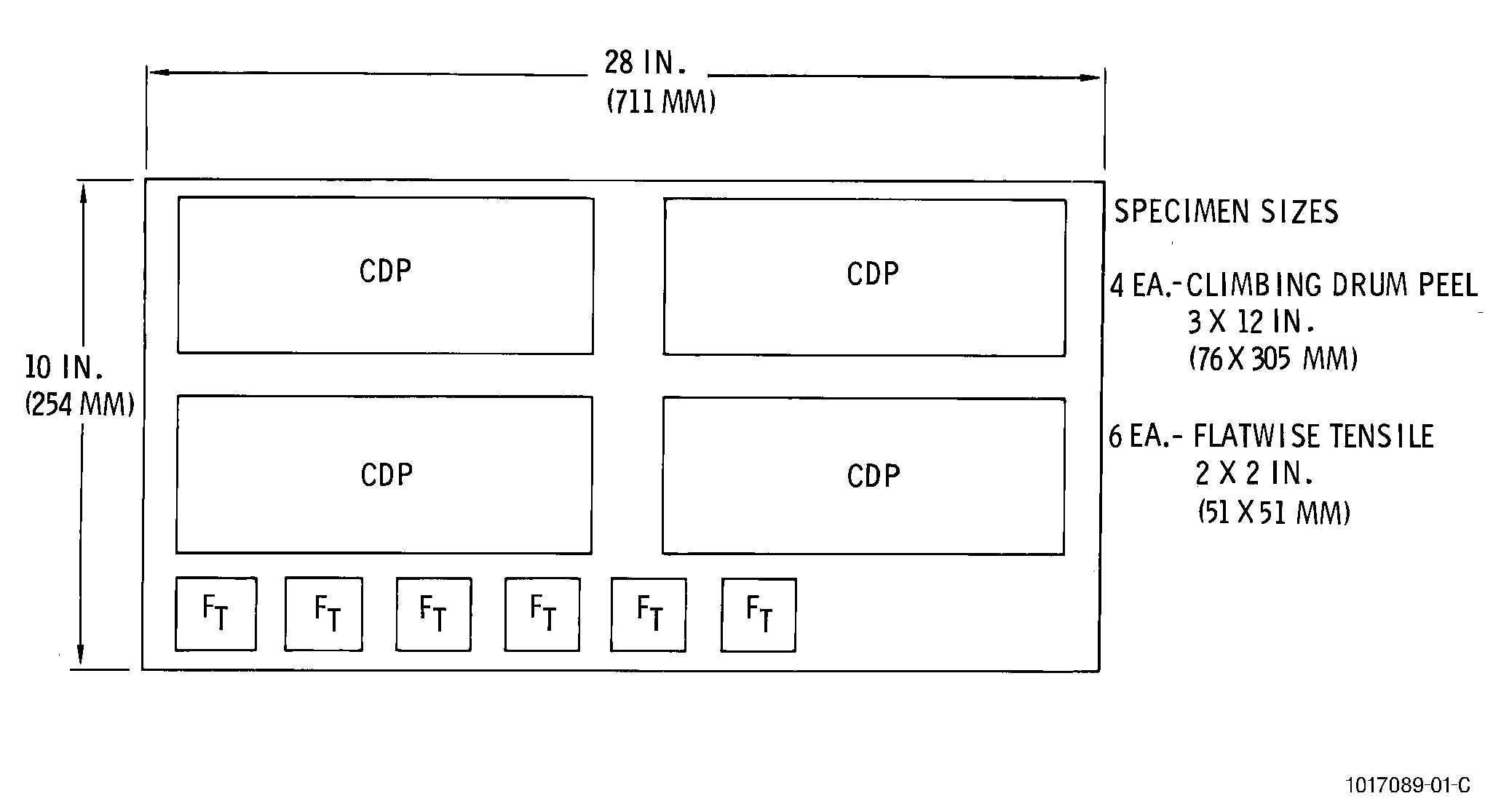
| E. | Panel assemblies are fabricated sufficiently large to cut into 6 each 2 x 2 inch (51 x 51 mm) specimens. When repair also calls for climbing drum peel tests ( TASK 70-71-06-700-007, Adhesive Bond Strength Climbing Drum Peel), the panel should be constructed large enough to contain specimens for both tests. See Figure 2. |
| (1) | The panel assembly consists of 2 face sheets and a honeycomb core. These pieces are to be cleaned, prepared and primed in an identical manner and concurrently with the detail parts of the repair being performed. |
| NOTE: |
|
| (2) | Unless otherwise specified by Engine/Shop Manual repair, both face sheets are made 10 x 28 x 0.020 inches (254 x711 x 0.51 mm) 2024-T3 aluminum alclad. The face sheets are to be etched and primed identically to the detail parts in the repair process. |
| (3) | Unless otherwise specified by the Engine/Shop Manual repair, the honeycomb core is made 10 x 28 x 0.50 inches (254 x 711 x 12.7 mm) high, 7.9-1/4-40 (5052) NP aluminum honeycomb core. The ribbon direction is parallel to the 28 inch (711 mm) dimension. The core is degreased, dried, primed and baked identically to the detail parts in the repair process. |
| (4) | The panel assembly is made with one sheet bonded to core with 0.095 lb/sq. ft. supported adhesive and the other with 0.075 lb/sq. ft. unsupported adhesive. On the sheet being bonded with the supported adhesive, mark the work "up". Bond this sample specimen panel to a procedure identical to that used in the Engine/Shop Manual repair. |
| NOTE: |
|
| (5) | Upon completion of the specimen panel bonding, strip the skin from the supported adhesive side, which was marked "up". This produces a specimen which should be similar to and is to be processed with the parts being repaired. |
| (6) | Prepare the surface of the honeycomb for a second bond. Clean off excessive adhesive, degrease, dry, prime and bake identically to the detail parts in the repair process. Prepare the face sheet for a second bond, etch and prime as for detail parts of the repair. |
| (7) | Bead unsupported adhesive to the prepared honeycomb surface. A heat gun may be used. Prick each cell to reticulate adhesive to cell wall. Apply supported adhesive to the prepared surface of the face sheets. Be sure that the face sheet is marked "up". |
| (8) | Bond the specimen panel assembly identically to and con-currently with the detail parts of the repair being performed. |
| NOTE: |
|
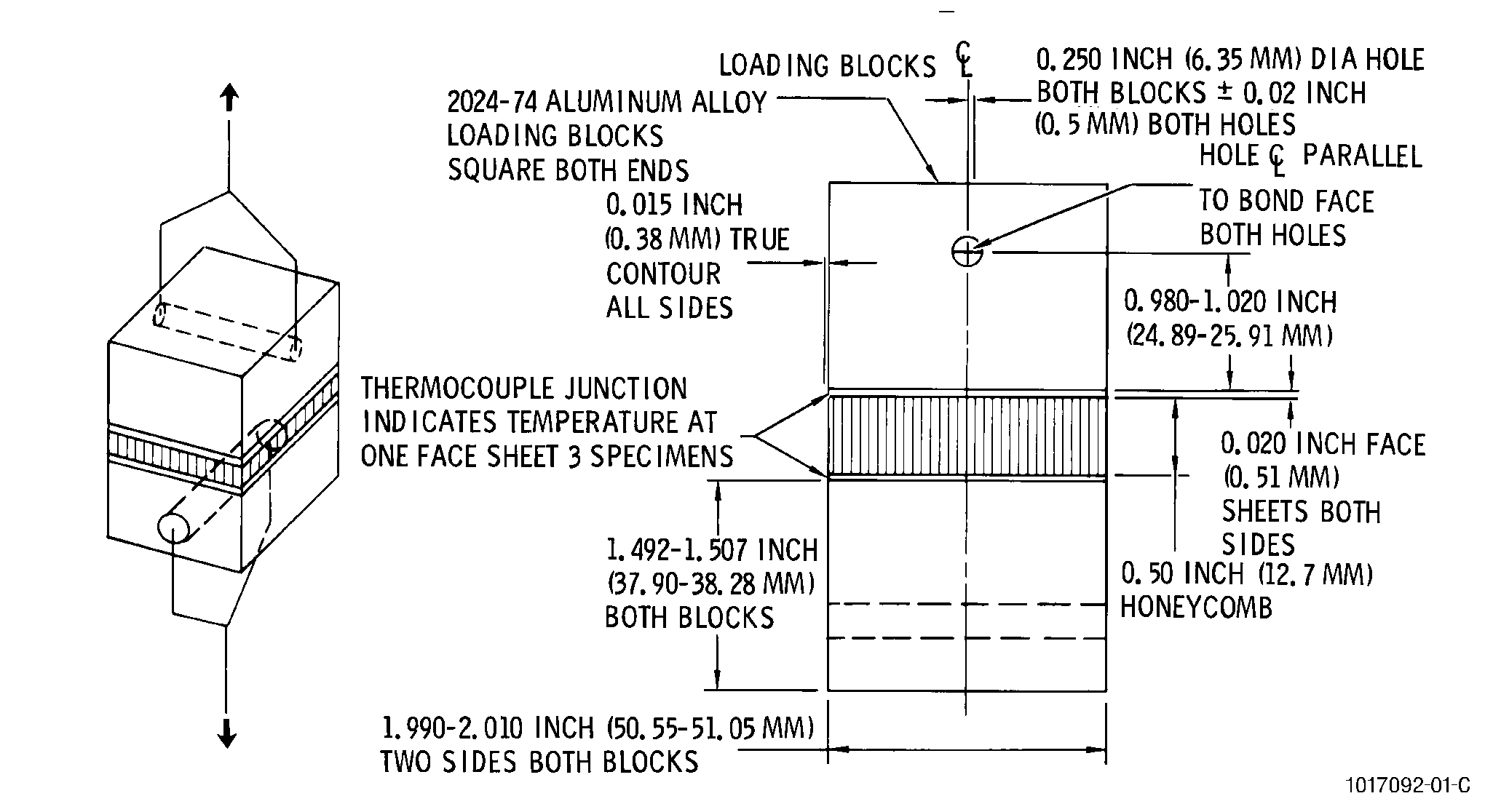
| (9) | Cut 6 flatwise tensile specimens from the panel assembly. See Figure 2 and Figure 1. Panels should not be cut into specimens until at least 24 hours after bonding. Panels may be cut with a bandsaw with the setting and spacing of the teeth and operational speed adjusted to hold frictional heating of the bond to a minimum. Machine all edges of the specimens, true, without burrs or bevels, at right angles to faces and to the dimensions. See Figure 1. |
| 5 . | Testing. |
| Subtask 70-71-07-700-084 |
| F. | The test specimens are bonded to aluminum blocks which are capable of mounting in a tensile test machine as follows: See Figure 1. |
| (1) | Test specimens are bonded to aluminum blocks using adhesive EA934NA C01-011 . Loading blocks are to be locally manufactured. See Figure 1. Bond is cured at 300°F (150°C) and 25 psi (172.4 kPa) for 15 minutes. The specimens are assembled so that the holes in the 2 loading blocks, on opposite sides of the core, are at 90 degrees to each other. |
| (2) | For normal temperature flatwise tensile tests 3 specimens are used. See figure 2 in TASK 70-70-00-700-001, Testing and Quality Analysis. The specimen is assembled to the tensile test machine and the tensile load applied at a constant rate of movement of the movable head of the testing machine of not less than 0.015 inch (0.38 mm) and not more than 0.020 inch (0.51 mm) per minute until failure. The maximum load and type of failure shall be recorded. All failing loads shall be expressed in psi (kPa) using the actual test area, calculated to the nearest 0.01 in.2 (0.065 cm2). |
| (3) | The average and minimum strengths of the 3 specimens should equal or exceed that listed in figure 2 in TASK 70-70-00-700-001, Testing and Quality Analysis. |
| (4) | For the elevated temperature flatwise tensile test,3 specimens are also used. These tests are performed [refer to paragraphs 5.A.(1) and (2)] with the added requirement that a suitable oven or furnace be provided to maintain the specimens at 300°F (150°C). The tests are made 10 minutes after the specimen has reached equilibrium at temperature. The specimen is brought to temperature within 3 minutes minimum to 10 minutes maximum. The final testing temperatures of all specimens for elevated temperature tests are those of the surface of the metal as close to the bonded area as possible. The temperature is determined with a thermocouple, firmly attached, in order to ensure accuracy and repeatability of test data. If radiant heating devices are used, the thermocouples must be properly shielded. |
| (5) | The average and minimum strengths of the 3 specimens should equal or exceed that listed in Table 1 (Process Control Specimen Strength Requirements) in TASK 70-70-01-700-001, Testing and Quality Analysis for Metal-to-Metal Bonding. |