| GEnx-1B SERVICE BULLETIN - 72-0107 R06 | Revised: 11/13/2015 | |
| SB 72-0107 R06 ENGINE - Mid Fan Shaft Assembly (72-58-00) - Inspection of Mid Fan Shaft | Issued: 08/17/2012 | |
| GEnx-1B SERVICE BULLETIN - 72-0107 R06 | Revised: 11/13/2015 | |
| SB 72-0107 R06 ENGINE - Mid Fan Shaft Assembly (72-58-00) - Inspection of Mid Fan Shaft | Issued: 08/17/2012 | |
| GE PROPRIETARY INFORMATION | |
| The information contained in this document is GE proprietary information and is disclosed in confidence. It is the property of GE and shall not be used, disclosed to others or reproduced without the express written consent of GE, including, but without limitation, it is not to be used in the creation, manufacture, development, or derivation of any repairs, modifications, spare parts, designs, or configuration changes or to obtain FAA or any other government or regulatory approval to do so. If consent is given for reproductionin whole or in part, this notice and the notice set forth on each page of this document shall appear in any such reproduction in whole or in part. | |
| This technical data is considered EAR controlled pursuant to 15 CFR Parts 730-774 respectively. Transfer of this data by any means to a Non-US Person, whether in the United States or abroad, without the proper U.S. Government authorization (e.g., License, exemption, NLR, etc.), is strictly prohibited. | |
| GEAE authorizes the Federal Aviation Administration to incorporate this document by reference in an Airworthiness Directive. | |
| Copyright (2015) General Electric Company, U.S.A. |
| TRANSMITTAL INFORMATION |
| REVISION 6 TO SERVICE BULLETIN 72-0107 |
| Revision 6 is issued to update paragraphs 1.C., Compliance, 1.F., Approval, and 2.A., Material - Price and Availability. |
| Revision 5 was issued May 11, 2015. Revision 4 was issued October 17, 2014. Revision 3 was issued June 16, 2014. Revision 2 was issued September 14, 2012. Revision 1 was issued August 24, 2012. The original was issued August 17, 2012. Revision bars in the left margin identify changes. |
| 1. | PLANNING INFORMATION |
| A. | Effectivity |
| * * * FOR GEnx-1B54, -1B54/P1, -1B58, -1B58/P1, -1B64, -1B64/P1, -1B67, -1B67/P1, -1B70, -1B70/72/P1, -1B70/75/P1, -1B70/P1, -1B74/75/P1, -1B75/P1 |
| This Service Bulletin is applicable to all GEnx-1B engines. |
| B. | Description |
| This Service Bulletin provides an inspection procedure of the mid fan shaft in an assembled engine. |
| C. | Compliance |
| Category 2 |
| Deleted. |
| GE recommends that you do this Service Bulletin as soon as possible without effect on revenue service but before 30 days from the issue date of this Service Bulletin revision. |
| For engines that have complied with a prior revision of GEnx-1B S/B 72-0107, or that have been inspected prior to aircraft delivery, reinspect within 365 days from completion date of the initial inspection and then at a maximum 365-day interval thereafter. |
| NOTE: |
|
| This Service Bulletin is offered to improve the reliability or performance of your GE product, or to help prevent the occurrence of the event or condition described in this Service Bulletin. If the operator elects not to participate in the bulletin, that decision will be taken into consideration by GE in evaluating future product performance issues that may arise in the operators fleet. |
| D. | Concurrent Requirements |
| None. |
| E. | Reason |
| (1) | Objective: |
| Ultrasonic inspection of the installed mid fan shaft forward end for the presence of cracks. |
| (2) | Condition: |
| A GEnx engine experienced a fracture in the forward threaded end of the mid fan shaft prior to aircraft delivery. |
| (3) | Cause: |
| Environmentally assisted cracking. |
| (4) | Improvement: |
| None. |
| (5) | Substantiation: |
| Engineering analysis and metallurgical evaluation of field hardware. |
| F. | Approval |
| The data contained in this Service Bulletin has been reviewed by the appropriate governmental authority and the repair(s) and modification(s) herein comply with the applicable Aviation Regulations and are APPROVED for installation in the model(s) listed in this Service Bulletin. |
| Revision 6 of this Service Bulletin is approved by the Manager, Engine Certification Office, ANE-140, by letter dated November 05, 2015, as an Alternative Method of Compliance (AMOC) to Airworthiness Directive (AD) 2012-19-08, paragraphs (f)(2), (f)(4), and (j)(2)(i). |
| G. | Manpower |
| You will need approximately 9 man-hours to accomplish this service bulletin. |
| H. | Weight and Balance |
| Weight and balance are not changed. |
| I. | References (Use the latest version of this document) |
| Boeing 787 Aircraft Maintenance Manual (AMM) |
| NAS-410, Certification and Qualification of Non-destructive Test Personnel Aerospace Industries Association - National Aerospace Standard (Latest Revision) |
| Airworthiness Directive (AD) 2012-19-08 |
| J. | Publications Affected |
| None. |
| K. | Interchangeability |
| Not applicable. |
| L. | Software Accomplishment Summary |
| Not applicable. |
| 2. | MATERIAL INFORMATION |
| A. | Material - Price and Availability |
| (1) | Parts necessary to do this Service Bulletin: |
| None. |
| (2) | Other Spare Parts: |
|
| NOTE: |
|
| (3) | Consumables: |
|
| B. | Industry Support Information |
| Contact your Customer Support Manager (CSM). |
| C. | Configuration Chart |
| None. |
| D. | Parts Disposition |
| None. |
| E. | Tooling - Price and Availability |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The following items are supplied with the inspection kit GE-FQAP-660 |
|
| To obtain an ultrasonic kit, additional items, or replacement items, contact the GE Inspection Technologies Group via the following method: |
|
| 3. | ACCOMPLISHMENT INSTRUCTIONS |
| A. | Alternative Procedure Available. Removal with the 11C3421G02 fan shaft cover fixture. |
| (1) | Remove the spinner fan (20-010, 72-00-00) and the spinner assembly aft support ring (20-101) as follows: |
| (a) | If removal process of the spinner fan and the spinner assembly aft support ring is done on wing, refer to GEnx-1B Boeing 787 AMM Task 72-22-01-00A-520A-A. |
| (b) | If removal process of the spinner fan and the spinner assembly aft support ring is done in shop, refer to the GEnx-1B EM, 72-00-01, REMOVAL 001, Subtask 72-00-01-020-002. |
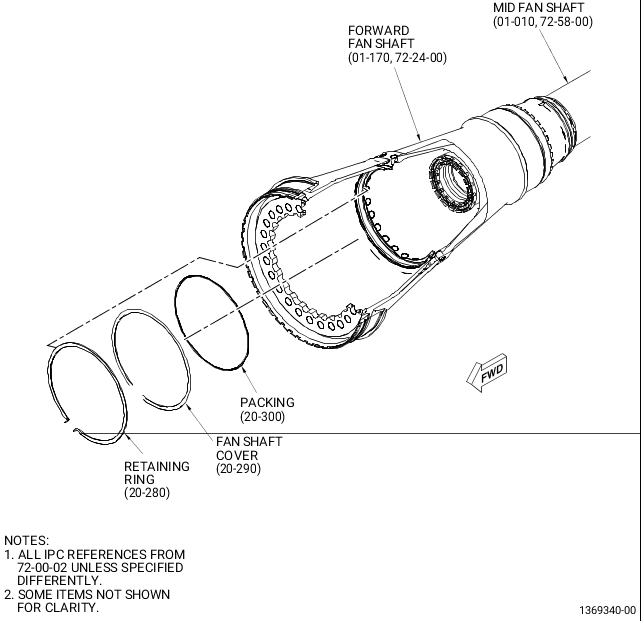
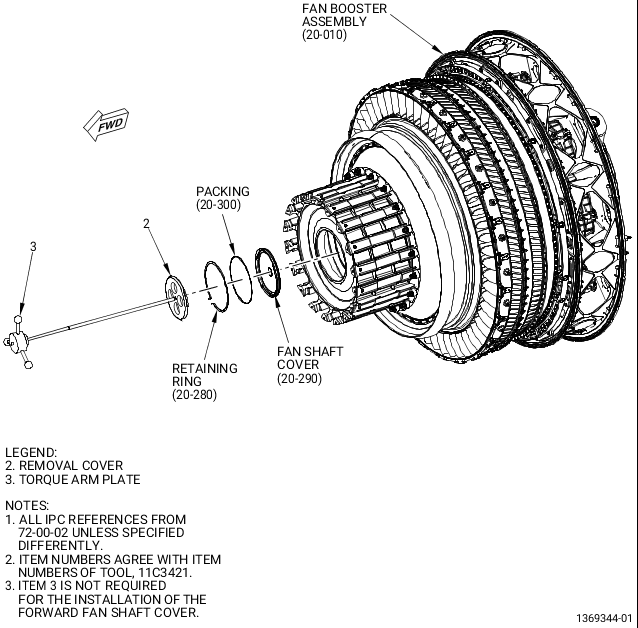
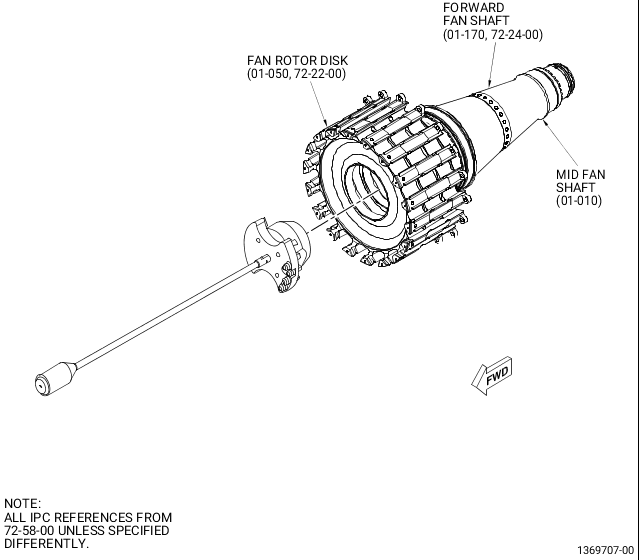
| (2) | Remove the fan shaft cover (20-290, 72-00-02) as follows. Refer to Figure 1. |
| (a) | Compress and remove the retainer ring (20-280) manually. |
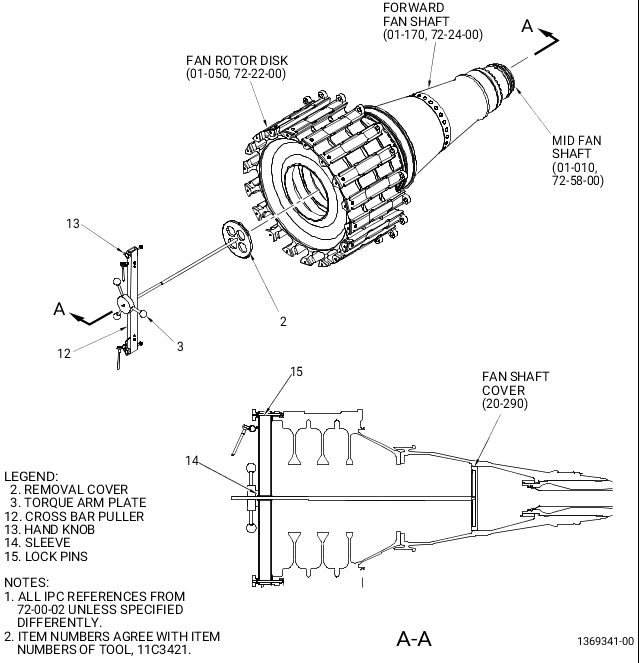
| (b) | Remove the fan shaft cover (20-290) with 11C3421 fan shaft cover fixture as follows: |
| 1 | Install removal cover (item 2) to the fan shaft cover. |
| 2 | Align the tabs on tool 11C3421 fan shaft cover fixture with the slots in the fan shaft cover and turn the tool to engage the tabs on the fan shaft cover (20-290). |
| 3 | Install the cross bar puller (item 12) on the forward end of the removal cover (item 2). |
| CAUTION: |
|
| 4 | Attach the cross bar puller (item 12) to the fan rotor disk (01-050, 72-22-00) with lock pins (item 15) and hand knobs (item 13). |
| 5 | Install sleeve (items 14) and torque arm plate (item 3) to the removal cover (item 2). |
| 6 | Make sure that the removal cover (item 2) stays fully engaged in the fan shaft cover and turn the torque arm plate (item 3) to remove the fan shaft cover (20-290, 72-00-02). |
| 7 | Remove 11C3421 fan shaft cover fixture from the fan rotor and remove fan shaft cover from the fixture (item 2). |
| (3) | Remove packing (20-300) from the fan shaft cover (20-290) and discard the packing. |
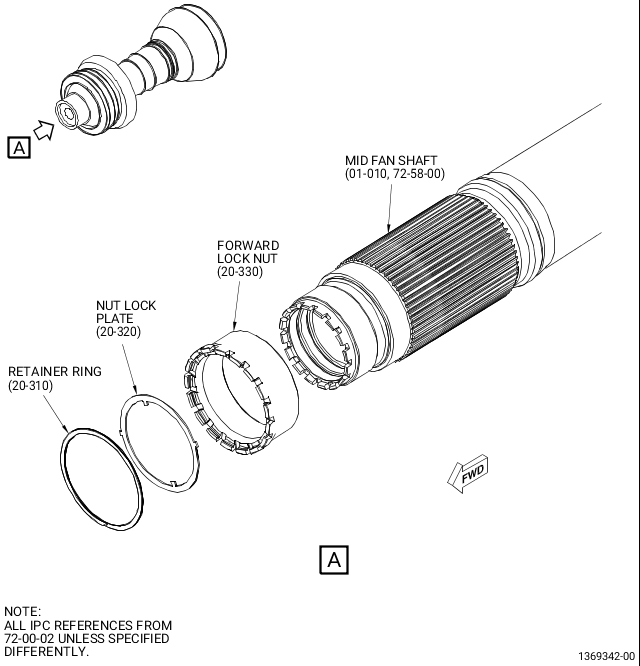
| (4) | Remove the retainer ring (20-310) and nut lock plate (20-320) as follows. Refer to Figure 2. |
| (a) | Use the 11C4654 LPT shaft I/R fixture or a screw driver to engage the tip of retainer ring (20-310) in order to move it in and disengage it from the slot in the mid fan shaft (01-010, 72-58-00). |
| (b) | Use a C05-003 marking pen to put a mark on the nut lock plate (20-320, 72-00-02) to align it with the forward fan shaft (01-170, 72-24-00) and remove the nut lock plate. |
| NOTE: |
|
| (c) | Install 11C3084 fan disk bore protector or alternative. |
| NOTE: |
|
| B. | Alternative Procedure. Removal with the 11C3421G03 fan shaft cover fixture. |
| (1) | Remove the spinner fan (20-010, 72-00-00) with the 11C3421G03 fan shaft cover fixture as follows: |
| CAUTION: |
|
| (a) | Put the 11C4514 protector set in the lower half of the inlet cowl to protect the inlet cowl and engine. |
| (b) | Remove the spinner fan as follows: |
| CAUTION: |
|
| 1 | Remove the 18 bolts (20-020) that attach the spinner fan (20-010) to the aft spinner ring (20-100) or (20-101). |
| CAUTION: |
|
| 2 | Remove the spinner fan (20-010). |
| 3 | Put the spinner fan in a protective cover. |
| (c) | Remove the fan shaft cover (20-290, 72-00-02). Refer to Figure 1 and do as follows: |
| 1 | Compress and remove the retainer ring (20-280) manually. |
| 2 | Remove the fan shaft cover (20-290) with the 11C3421 fan shaft cover fixture as follows: |
| a | Install the removal cover (item 2) to the fan shaft cover. |
| b | Align the tabs on the 11C3421 fan shaft cover fixture with the slots in the fan shaft cover and turn the tool to engage the tabs on the fan shaft cover (20-290). |
| c | Install the cross bar puller (item 12) on the forward end of the removal cover (item 2). |
| CAUTION: |
|
| d | Attach the cross bar puller (item 12) to the fan rotor disk (01-050, 72-22-00) with the lock pins (item 15), locking bracket (item 17), threaded posts (item 18), and hand knobs (item 19). |
| e | Install the sleeve (items 14) and torque arm plate (item 3) to the removal cover (item 2). |
| f | Make sure that the removal cover (item 2) stays fully engaged in the fan shaft cover (20-290, 72-00-02). |
| g | Turn the torque arm plate (item 3) to remove the fan shaft cover (20-290). |
| h | Remove the 11C3421 fan shaft cover fixture from the fan rotor and remove fan shaft cover from the removal cover (item 2). |
| (d) | Remove packing (20-300) from the fan shaft cover (20-290) and discard the packing. |
| (e) | Remove the retainer ring (20-310) and nut lock plate (20-320) as follows. Refer to Figure 2. |
| 1 | Use the 11C4654 LPT shaft I/R fixture or a screw driver to engage the tip of retainer ring (20-310) in order to move it in and disengage it from the slot in the mid fan shaft (01-010, 72-58-00). |
| 2 | Use a C05-003 marking pen to put a mark on the nut lock plate (20-320, 72-00-02) in order to align it with the forward fan shaft (01-170, 72-24-00) and remove the nut lock plate. |
| NOTE: |
|
| 3 | Install the 11C3084 fan disk bore protector or alternative. |
| NOTE: |
|
| C. | Inspection |
| (1) | Scope |
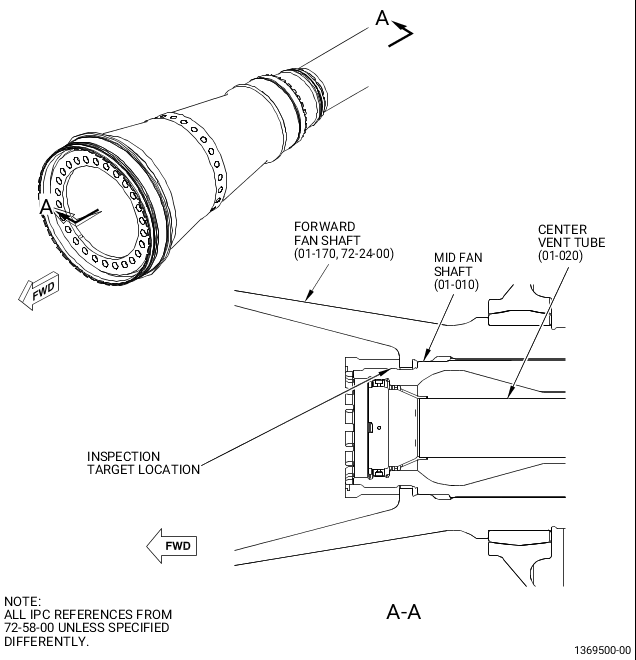
| (a) | This Service Bulletin describes the technique, equipment, and procedure required for conducting an on-engine manual ultrasonic inspection of the mid fan shaft (01-010, 72-58-00) for the detection of localized cracks. Refer to Figure 5. |
| (b) | The inspection must be done on-engine with the spinner fan (20-010, 72-00-00), fan shaft cover (20-290, 72-00-02), and coupling nut lock rings removed. Refer to Figure 1. |
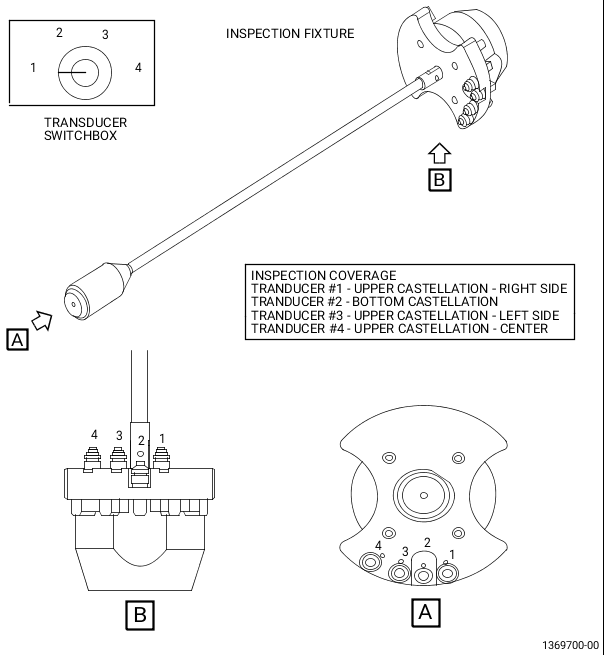
| (c) | This inspection is done with a dedicated ultrasonic probe assembly with four transducers that point an ultrasonic beam through the top and bottom of the castellations on the forward end of the mid fan shaft (01-010, 72-58-00). Refer to Figure 13. |
| (d) | For specific cases where the procedures or equipment described herein cannot be applied in total, specific exceptions must be obtained in writing from the appropriate technical function prior to any inspection of hardware. |
| (2) | Applicable Documents |
| (a) | NAS-410 (latest revision). |
| (b) | Applicable manufacturers equipment users manual. |
| (3) | Personnel Requirements |
| (a) | Personnel must be certified in accordance with NAS-410, American Society of Nondestructive Testing (ASNT-TC-1A), or local certification process to do this inspection. |
| (b) | It is strongly recommended that personnel that will do this inspection receive practical training in the use of this procedure and must demonstrate proficiency in the calibration, inspection, and evaluation routines before accept/reject authority is delegated. |
| (c) | Any training which can be provided regarding the performance of this inspection does not imply that the personnel who receive that training have met the requirements for inspector certification in accordance with NAS-410, the appropriate certification document. |
| (4) | Initial Equipment Setup |
| NOTE: |
|
| (a) | Connect the ultrasonic instrument to the appropriate power source and switch the instrument power ON. Let the instrument warm up for at least 10 minutes or the manufacturers recommended warm up time. |
| (b) | Connect the four transducer cables from the inspection fixture to the appropriate connectors on the transducer switchbox as marked. |
| (c) | Connect the transducer switch box to the instrument. |
| WARNING: |
|
| CAUTION: |
|
| (d) | Fill the inspection fixture syringe with an approved engine oil (C02-019) or engine oil (C02-023) for the ultrasonic couplant. |
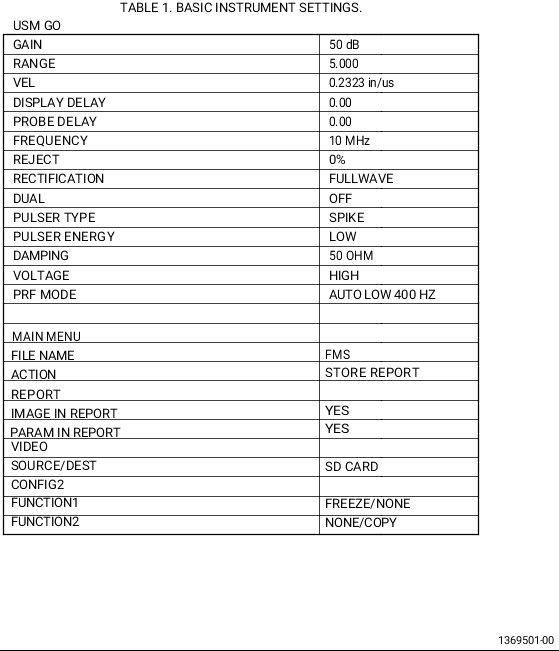
| (e) | Adjust the ultrasonic instrument to the basic settings. Refer to Figure 14. |
| (5) | Pre-inspection Preparation |
| (a) | Engines have to be prepared for inspection as follows (use appropriate technical data to accomplish): |
| CAUTION: |
|
| 1 | Get access to the forward end of mid fan shaft (01-010, 72-58-00). Refer to Figure 1. |
| 2 | Castellation No. 1 will be in line with the stage 1 fan blade dovetail. Rotate the castellation No. 1 to the 6 oclock position. Refer to Figure 2. |
| NOTE: |
|
| 3 | Put the rags forward of the mid fan shaft (01-010) to absorb unwanted oil run-off. |
| (6) | Equipment Calibration |
| (a) | Prepare the ultrasonic instrument and probe according to paragraph 3.C.(4). |
| (b) | Set the transducer switchbox to position 1 (transducer 1 - upper castellation). Refer to Figure 6. |
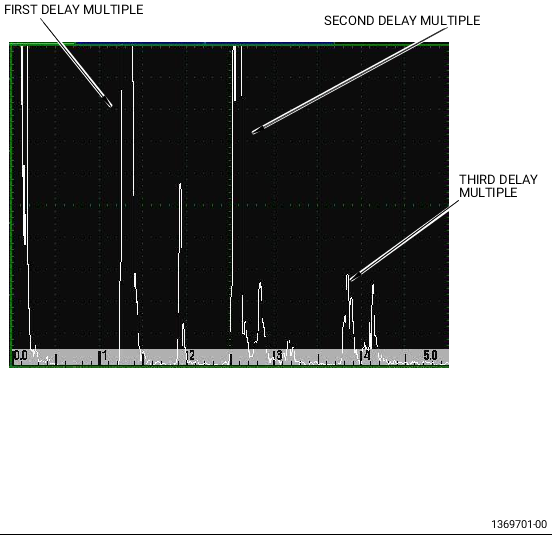
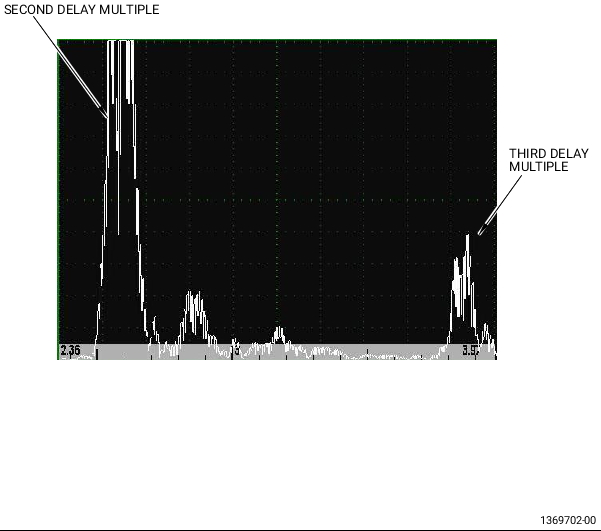
| (c) | Adjust range and delay so that the leading edge of the second delay multiple is at the first major division on the instrument baseline and the leading edge of the third delay multiple is at the ninth major division. Refer to Figure 7 and Figure 8. |
| WARNING: |
|
| CAUTION: |
|
| (d) | Apply engine oil (C02-019) or engine oil (C02-023) to the upper and lower castellations on the inspection standard with a brush. |
| (e) | Put the probe assembly safely on the inspection standard and maximize the response from the side drilled hole. |
| (f) | Apply engine oil to the transducer with the syringe. |
| (g) | For transducer 2 (lower castellation), do as follows: |
| 1 | Adjust the transducer switchbox to position 2 (transducer 2 - lower castellation). |
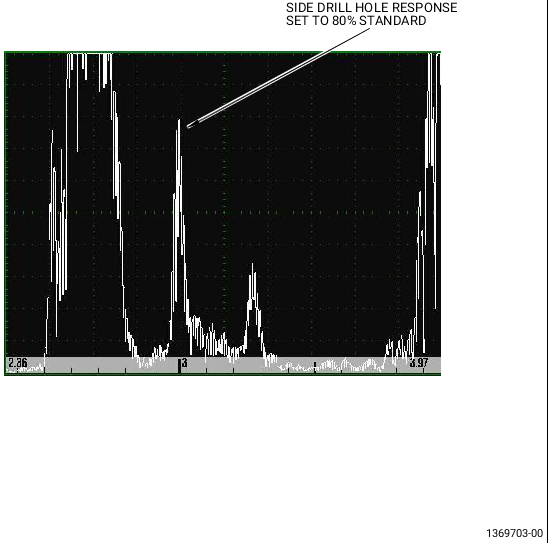
| 2 | Adjust the gain to set the amplitude of the response from the side drilled hole to 80 percent of full screen height (FSH). Refer to Figure 9. |
| 3 | Record the calibration settings on the worksheet in Figure 15. |
| (h) | For transducers 1,3, and 4 (upper castellation), do as follows: |
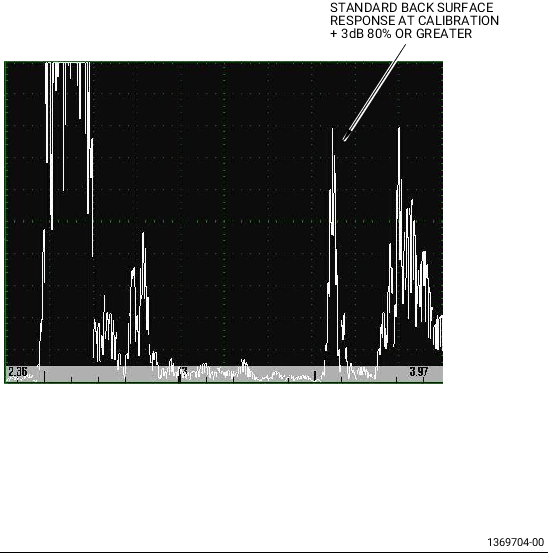
| 1 | Adjust to add 3dB of gain to the transducer 2 calibration gain and make sure that the backwall response from each of the transducers 1, 3, and 4 is above 80 percent FSH. Refer to Figure 10. |
| 2 | Record the calibration settings on the worksheet in Figure 15. |
| (7) | Inspection |
| NOTE: |
|
| (a) | Make sure that the initial equipment setup, pre-inspection preparation, and system calibration are complete. Refer to paragraph 3.C.(4), paragraph 3.C.(5), and paragraph 3.C.(6). |
| (b) | For transducer 2 (lower castellation), do as follows: |
| 1 | Set the transducer switchbox to position 2. Adjust the instrument gain setting to number 2 transducer gain level. |
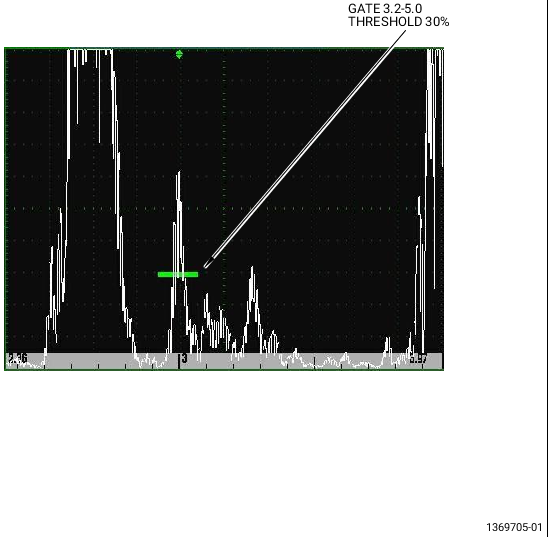
| 2 | Put the gate from 3.2 - 5.0 on horizontal base line at 30 percent (FSH). Refer to Figure 11. |
| WARNING: |
|
| CAUTION: |
|
| 3 | Apply engine oil (C02-019) or engine oil (C02-023) to the upper and lower castellations on the FMS with a brush. |
| 4 | Carefully insert the transducer assembly into the forward end of the mid fan shaft (01-010) until the transducer at position No. 1 is at the upper castellation at the 6 oclock position. |
| 5 | Apply engine oil to the transducer with the syringe. |
| 6 | Monitor the gate for valid responses above 30 percent FSH within the gate. If valid responses are detected, do an analysis. Refer to paragraph 3.C.(9). |
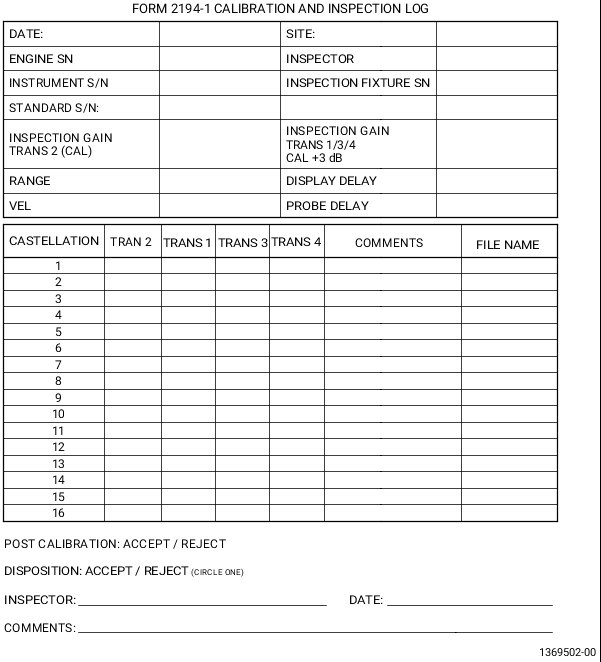
| 7 | Record the maximum amplitude within the gate on Form 2194-1. Refer to Figure 15. |
| 8 | Pull back the transducer assembly and turn it counterclockwise (CCW) forward looking aft (FLA) to the next castellation position. |
| 9 | Turn the shaft clockwise (CW) FLA to the 6 oclock position. |
| 10 | Do paragraph 3.C.(7)(b)(5) thru paragraph 3.C.(7)(b)(9) again until all 16 lower castellation positions are completed. |
| (c) | For transducers 1,3, and 4 (upper castellations) do as follows: |
| 1 | Adjust the gain level to the transducer 2 calibration gain + 3dB. |
| 2 | Record the final inspection gain on Form 2194-1. Refer to Figure 15. |
| 3 | Set the transducer switchbox to position 1. |
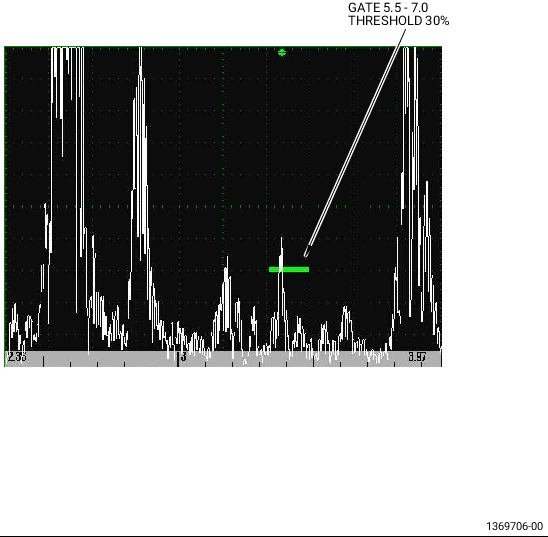
| 4 | Put the gate from 5.5 to 7.0 on the horizontal base line at 30 percent FSH. Refer to Figure 12. |
| WARNING: |
|
| CAUTION: |
|
| 5 | Carefully insert the transducer assembly into the forward end of the fan mid shaft until the transducer at position 1 is at the upper castellation at the 6 oclock position. Refer to Figure 2 and Figure 13. |
| 6 | Apply engine oil (C02-019) or engine oil (C02-023) to the transducers with the syringe. |
| 7 | Select each transducer in turn using the transducer switchbox and monitor the gate for valid responses above 30 percent FSH within the gate. If valid responses are detected refer to paragraph 3.C.(9). |
| 8 | Record the maximum amplitude within the gate for each transducer. |
| 9 | Pull back the transducer assembly and turn it CCW FLA to the next castellation position. |
| 10 | Turn the shaft CW FLA to the 6 oclock position. |
| 11 | Do paragraph 3.C.(7)(C)6 thru paragraph 3.C.(7)(C)10 until all 16 upper castellation positions are completed for transducers 1, 3, and 4. |
| (8) | Calibration Check |
| (a) | A calibration check must be done after the inspection. Also, do a check of the calibration when a system component or operator is changed, after loss of power, and when the operator finds a change in the system. |
| (b) | If the amplitude of the response from the side drilled hole of transducer 2 has increased to more than 10 percent FSH above the calibration amplitude, the system must be calibrated again before the inspection of additional hardware is done. Do an inspection again of rejected hardware examined since the last permitted calibration when the correct calibration is done. |
| (c) | If the amplitude of the response from the side drilled hole of transducer 2 has decreased to more than 10 percent FSH below the calibration amplitude, the system must be calibrated again. Do an inspection again of rejected hardware examined since the last permitted calibration when the correct calibration is done. |
| CAUTION: |
|
| (d) | If the amplitude of the backwall responses from the calibration standard for transducers 1, 3, and 4 at calibration gain + 3dB has fallen below 80 percent, the system must be calibrated again and all hardware examined since the last permitted calibration or calibration check must be examined again. |
| (9) | Indication Evaluation |
| (a) | Any indication(s) that equals or is more than 30 percent FSH must be evaluated as follows: |
| 1 | Confirm that the calibration is acceptable. Refer to paragraph 3.C.(8). |
| 2 | Identify with which transducer the indication was associated. |
| WARNING: |
|
| 3 | Clean the surface of the inspection area with a clean cloth to remove all oil and reapply fresh engine oil (C02-019) or engine oil (C02-023) to the inspection surface with the brush provided. |
| 4 | For transducer 2, do an inspection of the area in question again. If the indication is not more than 30 percent, then the indication is acceptable. If the signal is equal to or is more than 30 percent FSH, inspect the suspect area again. If the indication is still present, repeat the inspection with a second operator if available to confirm that the indication is still present. If the indication is still present, contact GEnx PSE before continuing. Record the results on the data sheet Form 2194-1. Refer to Figure 15. |
| 5 | For transducers 1, 3, or 4, do an inspection of the area in question again with the inspection gain at calibration gain + 3dB. If the indication is not more than 30 percent, then the indication is acceptable. If the signal is equal to or is more than 30 percent FSH, inspection with a second operator if available to confirm that the indication is still present. If the indication is still present, contact GEnx PSE before continuing. Record the results on the data sheet Form 2194-1. Refer to Figure 15. |
| (10) | Documentation |
| (a) | All calibration and inspection data must be recorded on the appropriate log. Refer to Figure 15. |
| (b) | Capture three screen shots of all indications that are 30 percent or greater, one from the indication, one from the screen display from the adjacent castellation slot CW and one from the screen display from the adjacent castellation slot CCW. |
| 1 | For the USMGo, freeze the screen as follows: |
| a | Press down the F3 toggle switch (upper button on the lower toggle). An asterik (*) icon will appear. |
| 2 | Press F4 for 2 seconds (lower button on lower toggle) until the screen image is saved. |
| (c) | Record the file name on the data sheet. |
| (d) | Forward Form 2194-1 along with supporting electronic files to the appropriate GE Representative. |
| D. | Installation |
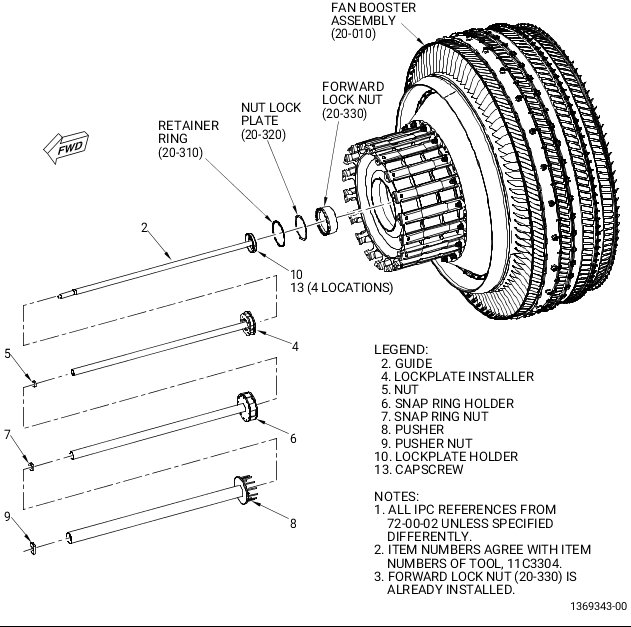
| (1) | Install the nut lock plate (20-320, 72-00-02) and retainer ring (20-310) with the 11C3304 installation tool forward retainer and lock plate as follows. Refer to Figure 3. |
| (a) | Install the threaded guide (guide) (item 2) through the fan rotor disk (01-050, 72-22-00) as follows: |
| 1 | Turn the guide (item 2) into the forward end of the mid fan shaft (01-010, 72-58-00) until it is installed on the forward face of the vent center tube (01-020). |
| (b) | Install the nut lock plate (20-320, 72-00-02) onto the four tabs on the lockplate holder (item 10). |
| NOTE: |
|
| (c) | Install the lockplate installer (item 4), the lock plate holder (item 10), and the lock plate (20-320) on the guide (item 2). Use the matched marks to align the lock plate (20-320) outer diameter tabs with the castellations on the forward lock nut, and the inner diameter tabs with the castellations on the mid shaft fan. |
| CAUTION: |
|
| (d) | Install the lock plate installer nut (nut) (item 5) on the forward threaded end of the guide (item 2) until the lock plate installer (item 4) and the nut lock plate (20-320) are against the forward lock nut (20-330). |
| (e) | Compress the retainer ring (20-310) outside diameter and put in the groove on the aft end of the snap ring holder (item 6). |
| (f) | Install the snap ring holder (item 6) onto the lock plate installer (item 4) and thread the snap ring nut (item 7) onto the forward end of the guide (item 2) to seat the snap ring holder (item 6) against the forward end of the forward lock nut (20-330). |
| (g) | Turn the snap ring nut (item 7) onto the forward end of the guide (item 2) to install the snap ring holder (item 6) against the forward end of the forward lock nut (20-330). |
| (h) | Install the snap ring pusher (pusher) (item 8) on the snap ring holder (item 6). |
| (i) | Align the pusher so the 12 pins on the aft end go through the 12 clearance holes in the snap ring holder (item 6). |
| (j) | Move the pusher (item 8) aft until you can see the threads on the guide (item 2). |
| (k) | Install the pusher nut (item 9) on the forward end of the guide (item 2) and tighten the pusher nut (item 9) until the 12 pins push the retainer ring (20-310) out of the snap ring holder (item 6) groove and it expands into the groove in the forward end of the forward lock nut (20-330). |
| (l) | Remove the 11C3304 installation tool forward retainer and lock plate. |
| (m) | Make sure that the nut lock plate (20-320) and retainer ring (20-310) are correctly installed in the forward lock nut (20-330). |
| (2) | Install the fan shaft cover (20-290) as follows. Refer to Figure 4. |
| WARNING: |
|
| (a) | Use engine oil (C02-019) or engine oil (C02-023) to lubricate the lead-in chamfer and inner diameter of the forward fan shaft (01-170, 72-24-00) and a new packing (20-300, 72-00-02). |
| (b) | Install the packing (20-300) onto the outer groove of the fan shaft cover (20-290). |
| (c) | Install the fan shaft cover (20-290) on the 11C3421 fan shaft cover fixture as follows: |
| 1 | Align the tabs on the fan shaft cover with the open slots on the removal cover (item 2). |
| 2 | Turn until the tabs touch the pins on the removal cover (item 2). |
| (d) | Lift the fan shaft cover (20-290) with the removal cover (item 2) and put the fan shaft cover into the forward fan shaft (01-170, 72-24-00). |
| (e) | Push on the center of the fan shaft cover (20-290, 72-00-02) with the 11C3421 fan shaft cover fixture to fully install the fan shaft cover (20-290). |
| (f) | Remove the removal cover (item 2) from the fan shaft cover (20-290). |
| (g) | Use a shop light to do an inspection of the packing (20-300) to make sure that the packing is in the correct position (not visible). |
| (h) | Compress the retaining ring (20-280) to install the retaining ring (20-280) into the groove in the inner side of the bore of the forward fan shaft (01-170, 72-24-00). |
| (i) | Let the retaining ring (20-280, 72-00-02) expand into the groove. |
| (j) | Make sure that the retaining ring (20-280) is correctly installed. |
| (k) | Remove the 11C3084 fan disk bore protector or alternative. |
| (l) | Use a shop light to do an inspection for damage, FOD, and unwanted oil of the fan rotor bore and face of disk, including tool interface locations. |
| CAUTION: |
|
| (3) | Install the fan spinner (20-010, 72-00-00) and the spinner assembly aft support ring (20-101). |
| (a) | If the installation process of the spinner fan and the spinner assembly aft support ring is done on wing, refer to GEnx-1B Boeing 787 AMM Task 72-22-01-00A-720A-A. |
| (b) | If the installation process of the spinner fan and the spinner assembly aft support ring is done in shop, refer to GEnx-1B EM, 72-00-01, INSTALLATION 001, Subtask 72-00-01-420-020, and to GEnx-1B EM, 72-00-01, INSTALLATION 001, Subtask 72-00-01-420-019. |