| |
|
|
|
| |
|
| A condition at or near the AD surface where the material is deficient in one or more elements of its normal composition. AD is normally associated with intergranular oxidation (IGO).
|
|
|
| |
|
| A continuous flow of electricity between the electrode and the part. If an arc occurs, both the part and the electrode will be damaged.
|
|
|
| |
|
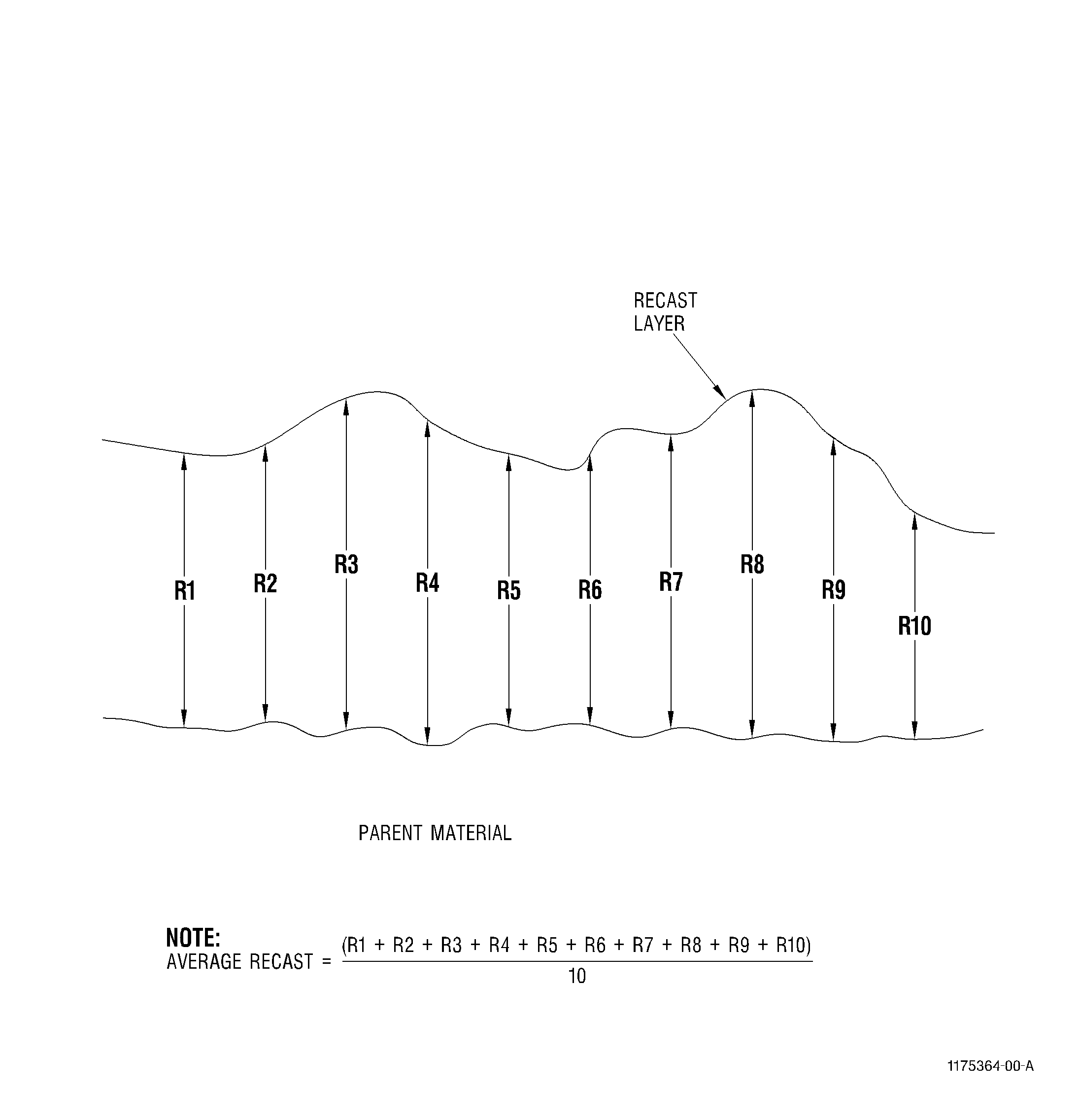
| An arithmetic average of 10 individual measurements, which do not include redeposited material or globules, taken at approximately equal distances. An example of Average Recast material measurement is shown in Figure 6.
|
|
|
| |
|
| The controlled dissolution of metal through the action of acid or alkaline solutions, without the application of electric current, to obtain weight reduction and specification design. The amount of metal removed is a function of the composition of the solution, temperature of the solution, and the time immersed in the solution.
|
|
|
| |
| Electrical Discharge Machining (EDM)
|
|
| A material removal process using a series of electric sparks to erode material from a workpiece under carefully controlled conditions.
|
|
|
| |
| Electro-chemical Grinding (ECG)
|
|
| A material removal process using a conductive, non-contacting, rotating wheel that removes conductive material by traversing over the work. This is achieved by the anodic dissolution of a positive workpiece, separated from a shaped, negative electrode(grinding wheel) by a moving conductive electrolyte.
|
|
|
| |
| Electro-chemical Machining (ECM)
|
|
| This process removes conductive material by the anodic dissolution of a positively charged workpiece separated from a shaped, negatively charged electrode by a moving conductive electrolyte.
|
|
|
| |
|
| Changes in hardness of a surface layer as a result of heat, mechanical working, or a chemical change during processing.
|
|
|
| |
| Intergranular Attack (IGA)
|
|
| A form of corrosion or oxidation attack in which preferential reactions are concentrated at the surface grain boundaries, usually in the form of sharp notches or discontinuities. Intergranular oxidation (IGO) is a subset of IGA.
|
|
|
| |
| Intergranular Oxidation (IGO)
|
|
| Intergranular oxidation is a form of intergranular attack derived from exposure to elevated temperatures in which there is a depletion in one or more elements of its normal composition of elements, concentrated at the grain boundaries.
|
|
|
| |
|
| A machining process that uses a series of coherent light pulses to vaporize material from a workpiece.
|
|
|
| |
|
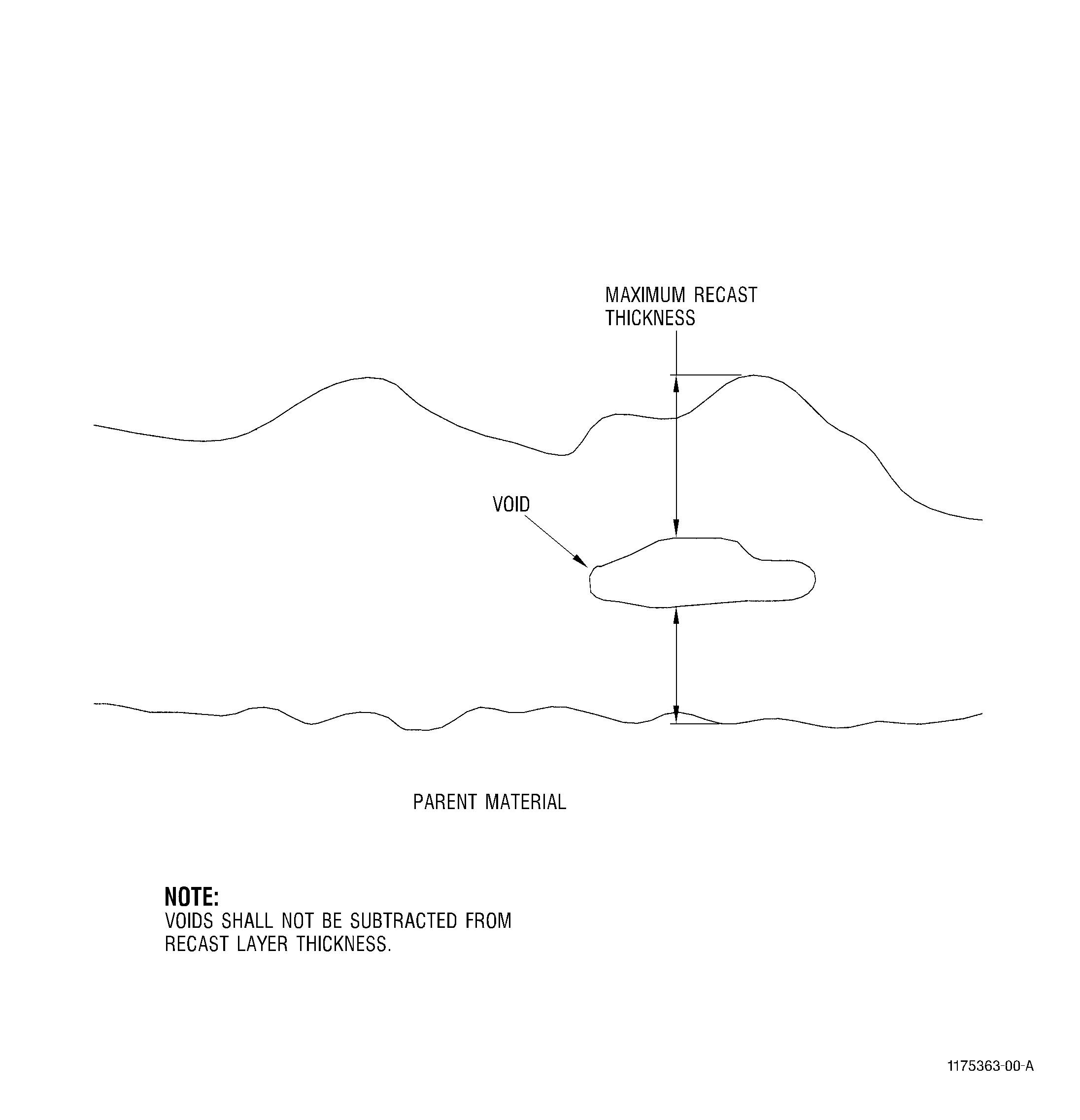
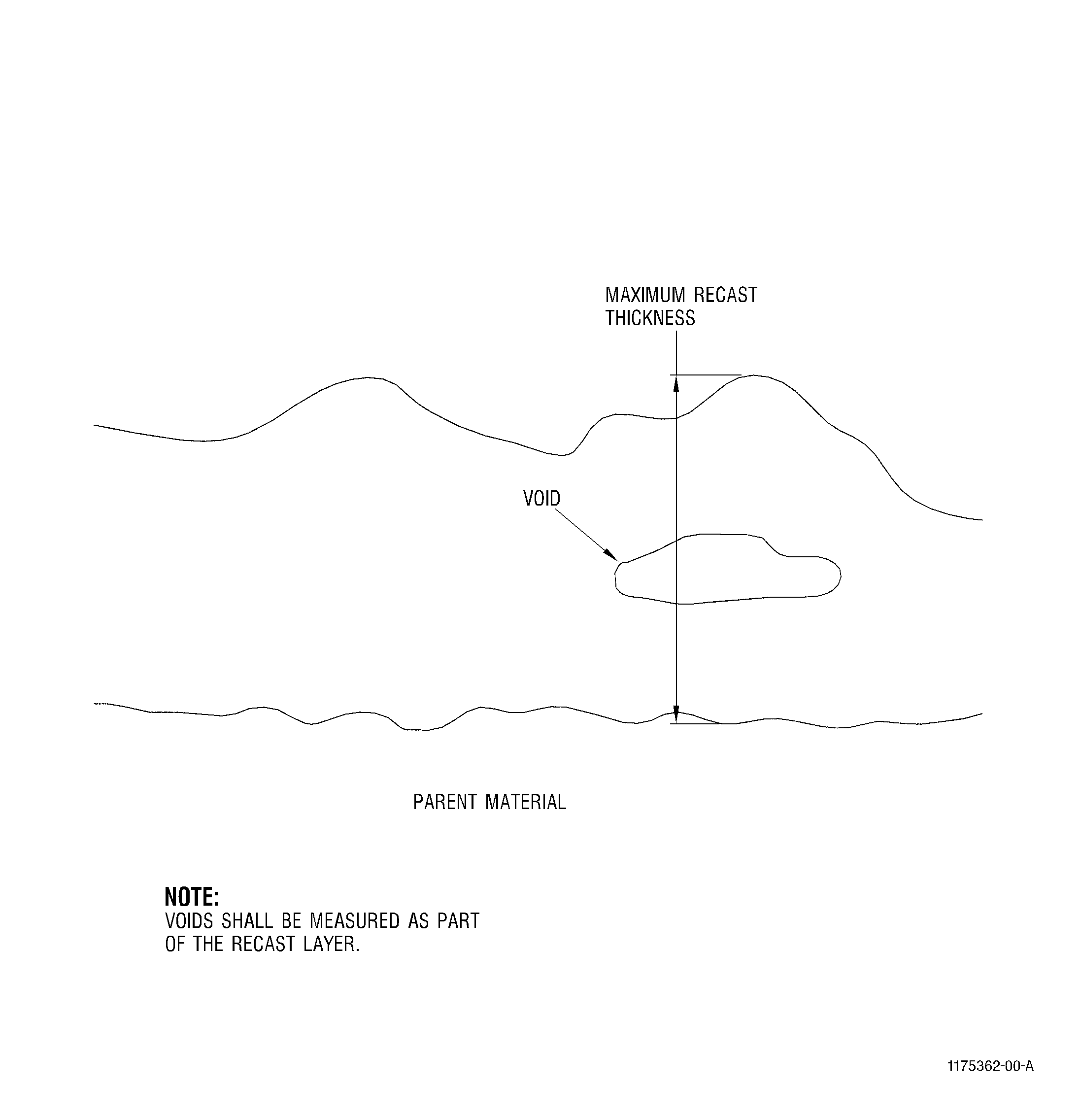
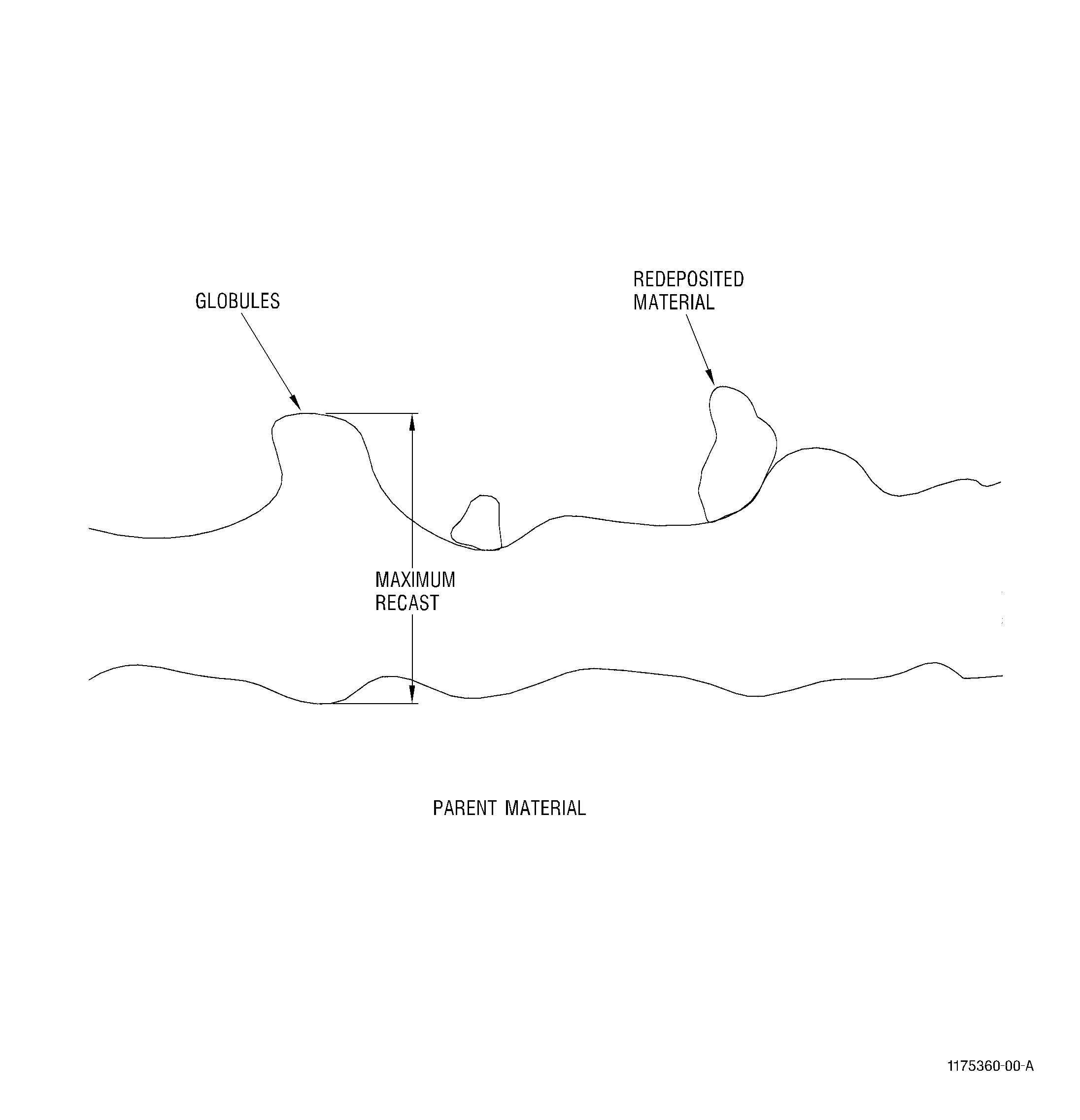
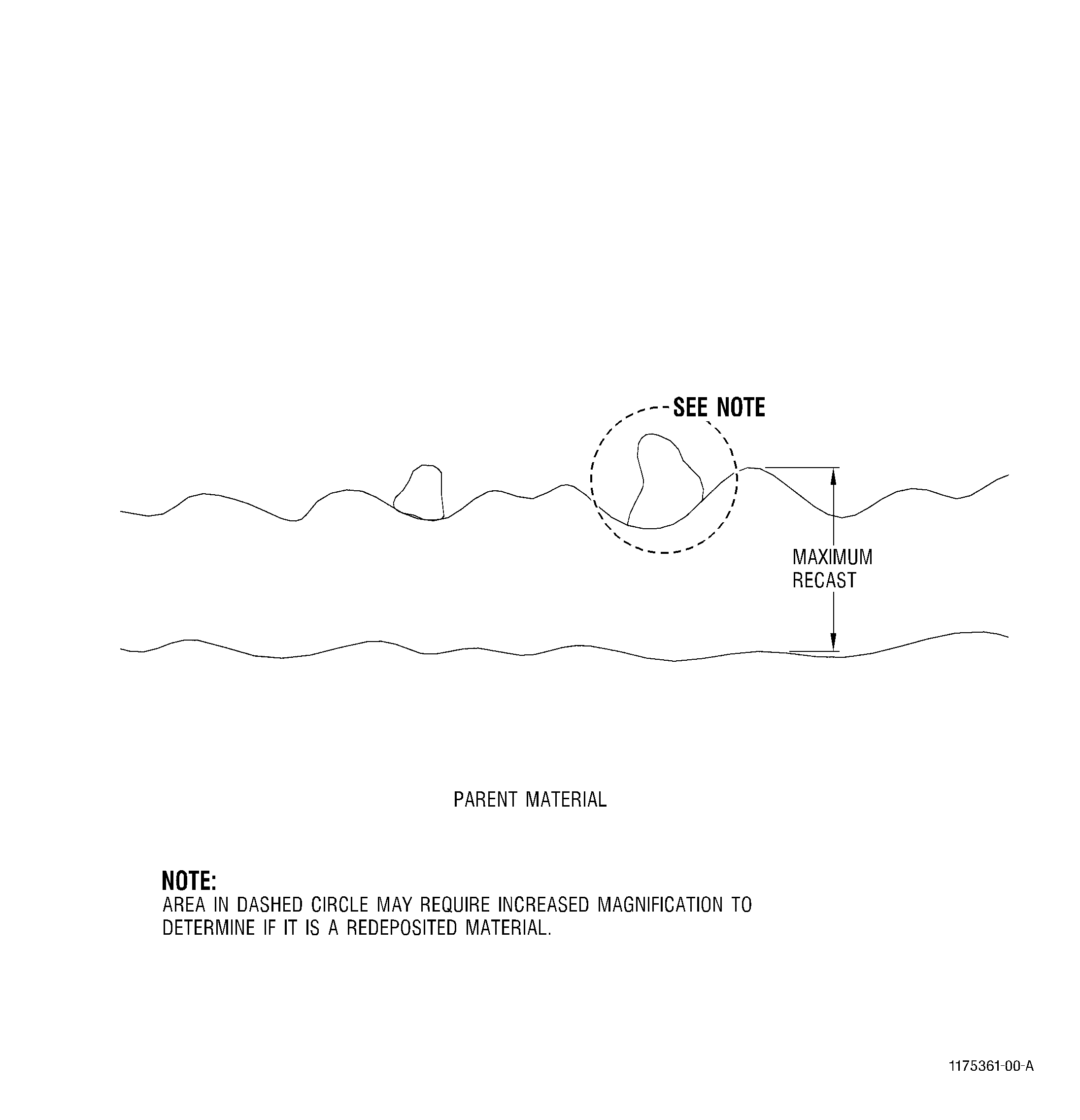
| The largest reading of recast material that does not include redeposited material. The largest reading shall include all local swells protruding from normal surface of the recast layer and which exhibit flow lines or structure similar to the continuous recast layer. Examples of Maximum Recast material are shown in Figure 5, Figure 4, and Figure 3.
|
|
|
| |
|
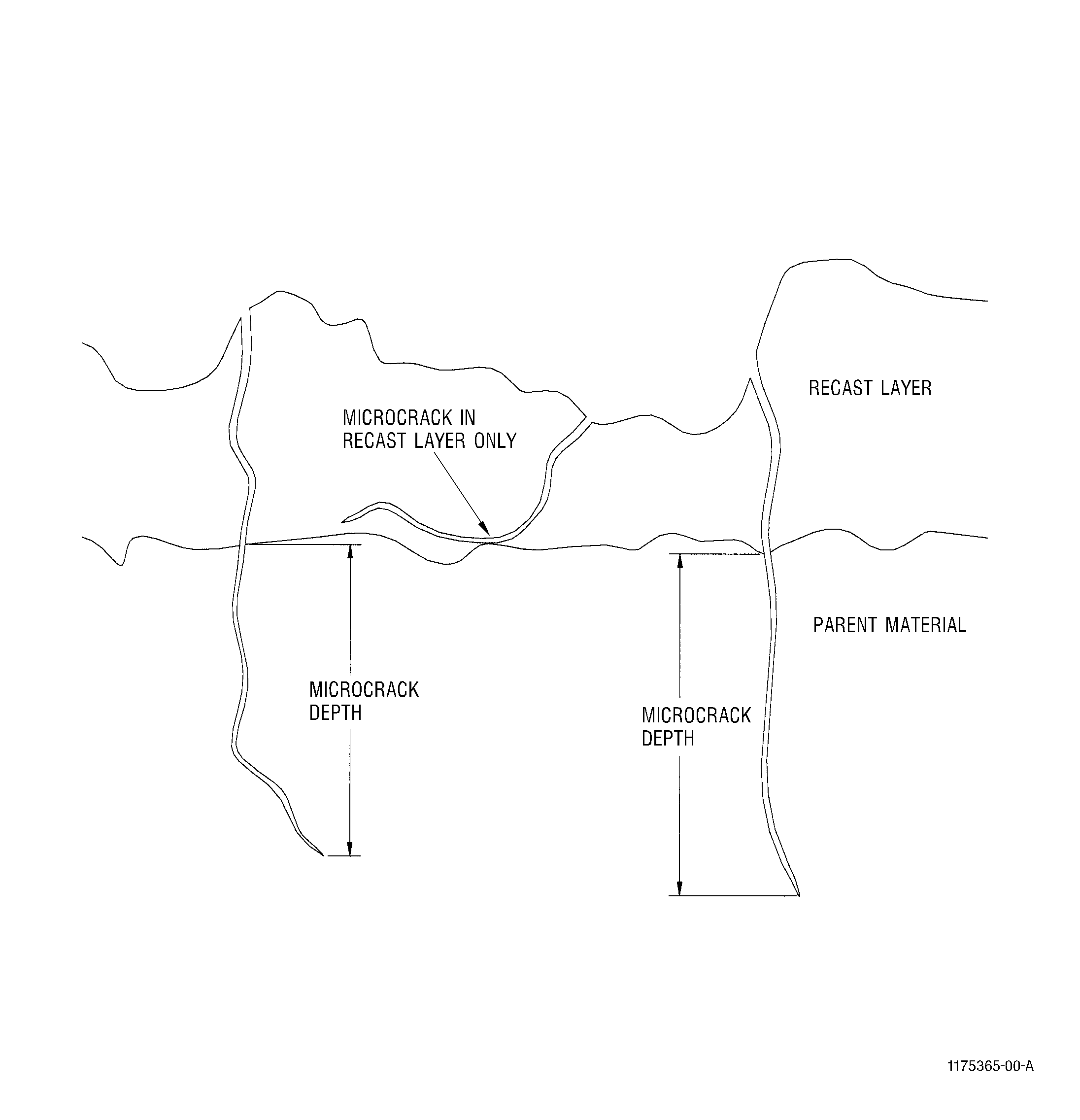
| A separation, rupture or fissure altering the continuity of a surface; usually narrow or tight and characterized by sharp edges or abrupt changes in direction. Microcracks can only be detected by metallographic evaluation. Examples of microcracks are shown in Figure 2.
|
|
|
| |
|
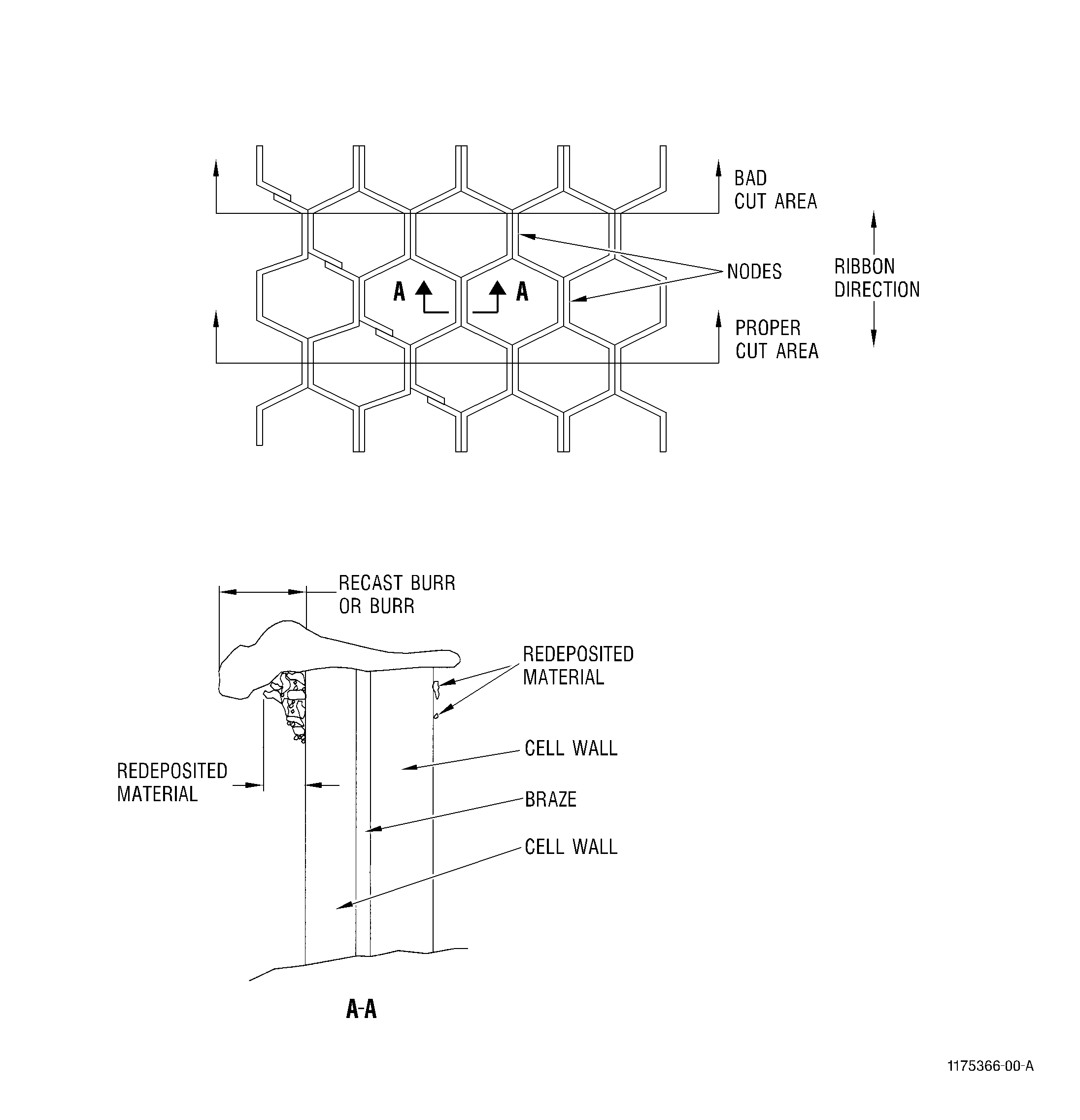
| The surface of a formed honeycomb ribbon which contacts an adjacent formed honeycomb ribbon.
|
|
|
| |
| Nontraditional Machining Processes
|
|
| Any material removal method where tool-to-workpiece contact is non-existent or minimal and that changes the inherent physical, chemical, or metallurgical properties of the surface. These property changes cannot be fully evaluated by nondestructive methods.
|
|
| Noncon-ventional Machining
|
|
| |
|
| A shallow depression resembling a small crater caused by corrosion or impingement of foreign particles against the surface.
|
|
|
| |
|
| Material that was removed and rejoined to the surface. Redeposited material normally exhibits the following characteristics:
|
| (1) Not tightly adherent to the continuous recast layer with indications of detachment.
|
| (2) An interface layer may be present between the redeposited material and the continuous recast layer.
|
| Note: Examples of Redeposited Material are shown in Figure 5. Magnification greater than 200x may be needed to determine the difference between maximum recast and redeposited material. Redeposited material may be reported for information purposes but shall not be a criterion for acceptance except for open-faced honeycomb as shown in Figure 1.
|
|
|
| |
|
| Recast material which extends over an open honeycomb cell from smearing when machining honeycomb. Example is shown in Figure 1.
|
|
|
| |
|
| The portion of the surface which during the metal removal process becomes molten and resolidifies in place.
|
|
| Remelted Material/Continuous Recast Layer
|
|
| |
|
| Globules are local swells in the recast layer protruding from the normal surface of the recast layer whose occurrence does not repeat at regular intervals. Globules are usually defined as having a height-to-width ratio greater than 1, and do not show evidence of detachment or an oxide layer between the globule and a continuous recast layer. Globules exhibit flow lines or structure continuous with the recast layer.
|
|
|
| |
|
| Those stresses which remain in a material after all external influences have been removed.
|
|
|
| |
|
| Source who provides material, parts, or services for incorporation into specified parts.
|
|
|
| |
|
| Surface roughness (Ra) expressed in microinches or micrometers.
|
|
|
| |
|
| The surface condition or properties of a material resulting from a controlled manufacturing process.
|
|
|
| |
|
| Any machining method involving substantial tool/workpiece contact.
|
|
|
| |
|
| Material removal processes that remove material by the selective application of thermal energy. Examples of Thermal Machining are Electro-Discharge Machining and Laser Machining.
|
|
|