| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 07/27/2023 | |
| CIR 72-00-01 , REPAIR 014 | ||
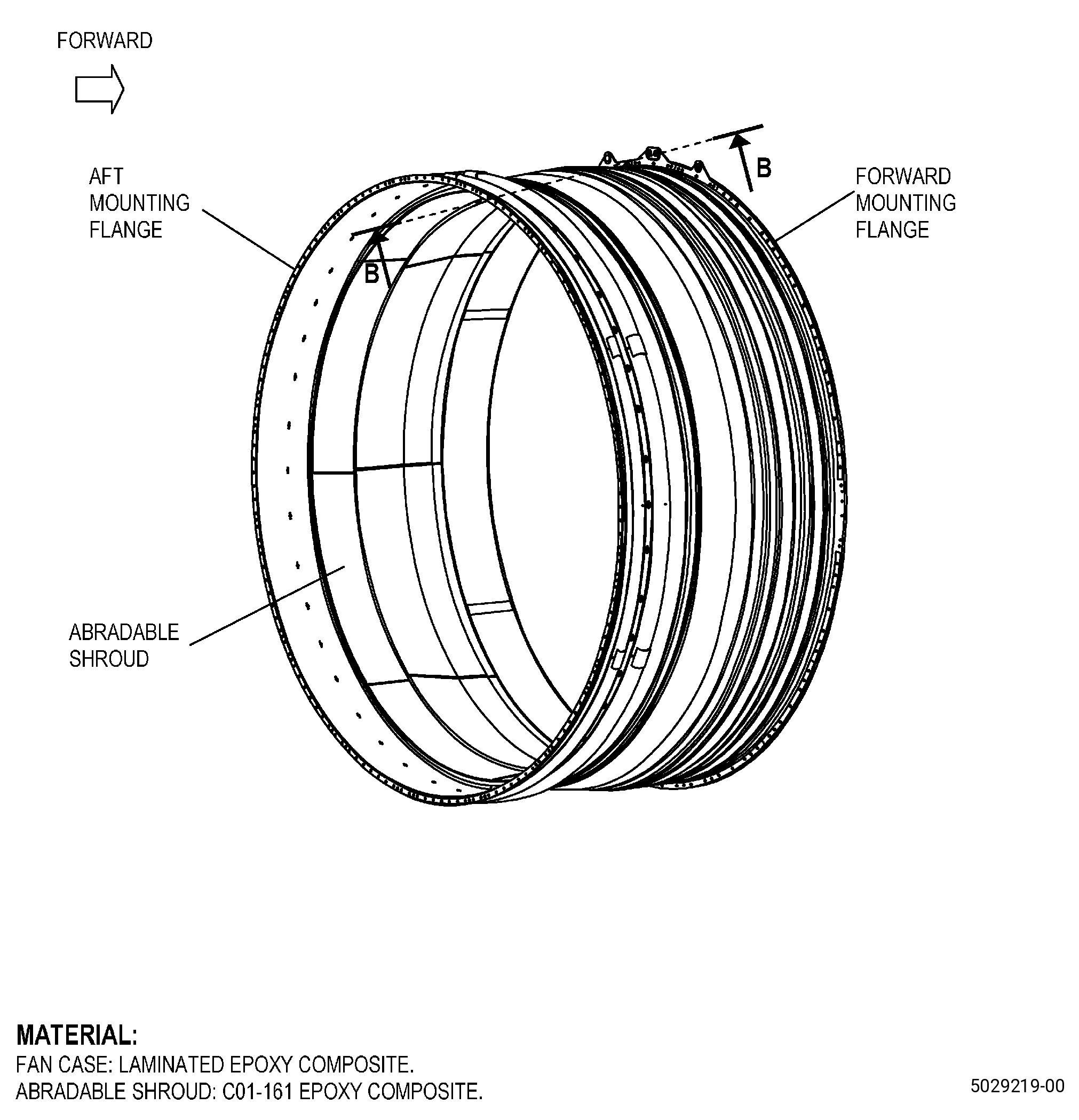
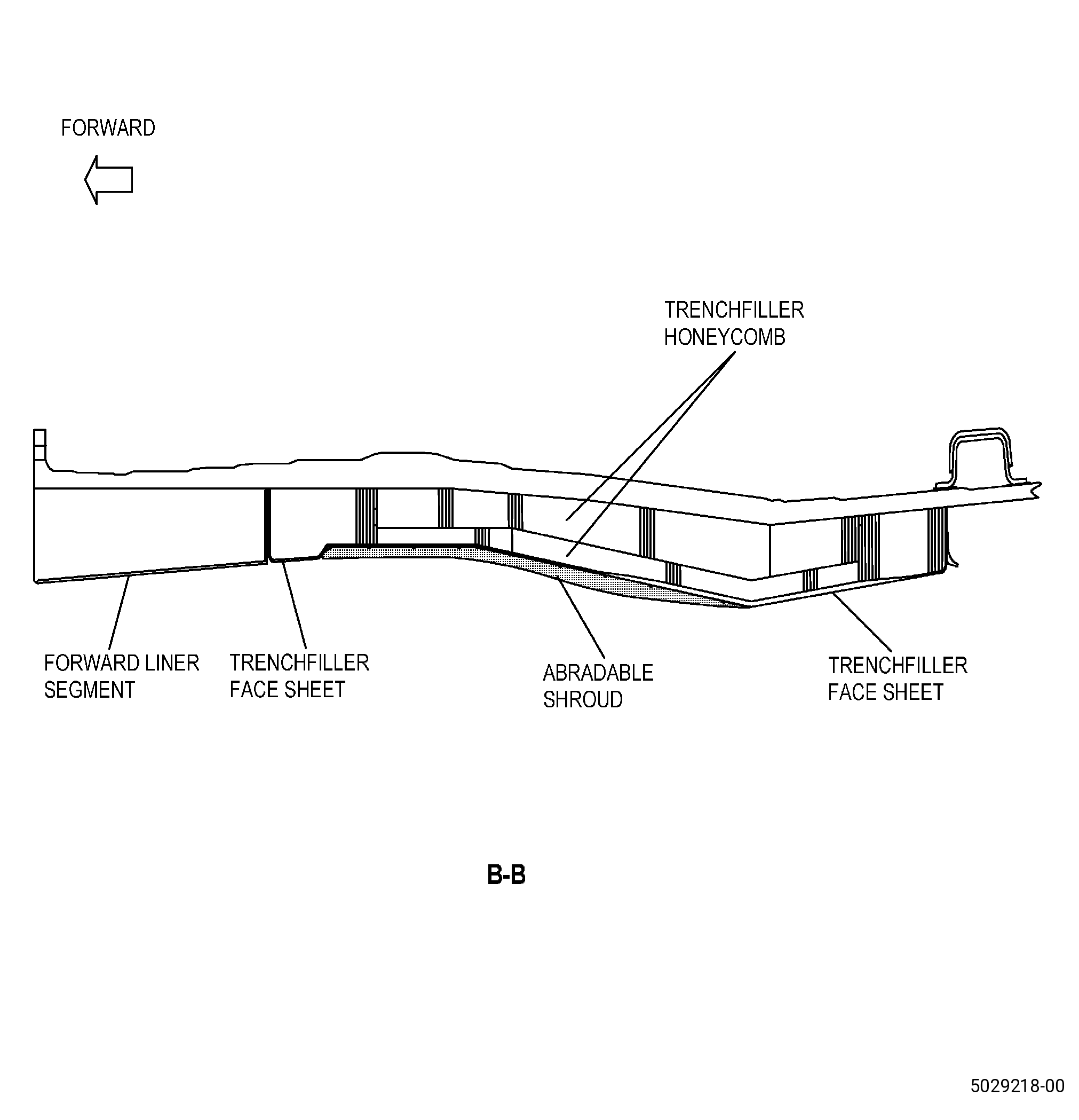
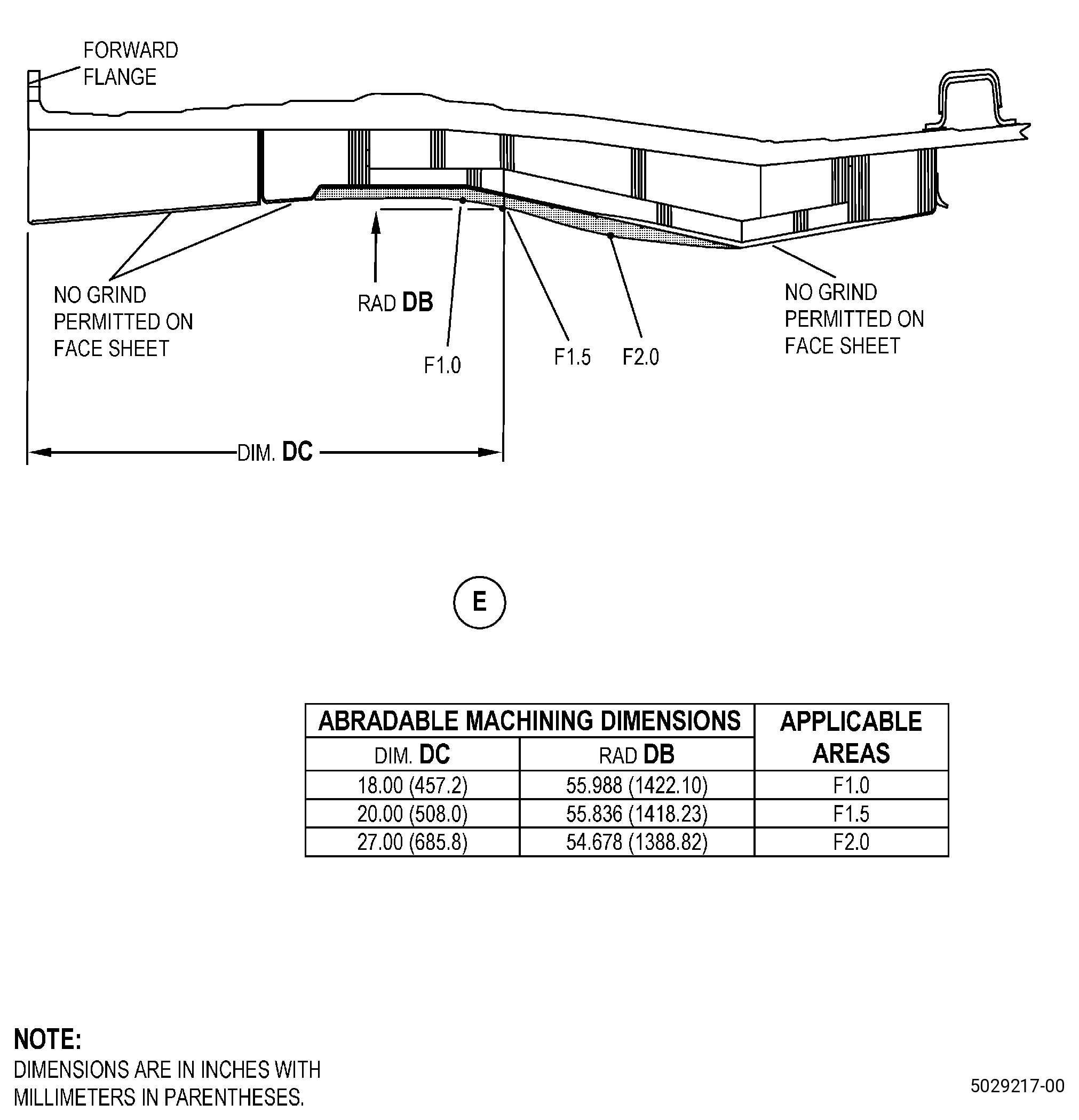
| FAN STATOR MODULE ASSEMBLY - REPAIR - UNLIMITED SIZE ABRADABLE SHROUD REPAIR | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 07/27/2023 | |
| CIR 72-00-01 , REPAIR 014 | ||
| FAN STATOR MODULE ASSEMBLY - REPAIR - UNLIMITED SIZE ABRADABLE SHROUD REPAIR | ||
| * * * FOR ALL PIP 2 |
| TASK 72-00-01-300-816 |
| 1 . | Unlimited Size Abradable Shroud Repair. |
| CAUTION: |
|
| A. | This procedure gives instructions to repair the fan stator module assembly, forward fan case (fan case) abradable shroud (abradable shroud) by replacing the abradable material and restoring the contour with a grind tool. Refer to Figure 901. |
| NOTE: |
|
| B. | The following maximum repairable limits apply to this repair: |
| NOTE: |
|
| (4) | Visual Inspection. |
| (a) | Do an inspection of the forward fan case (01-011 , 72-21-00) (SIN 83500) or forward fan case (01-012 , 72-21-00) (SIN 83500) or forward fan case (01-013 , 72-21-00) (SIN 83500) for: |
| 4 | Voids, wear grooves, rubs, and areas not bonded on the abradable material: |
| Maximum Repairable Limits: |
|
| 5 | Spalled, loose, or missing abradable material in the transition zones: |
| Maximum Repairable Limits: |
|
| 6 | Fan blade tip clearance, F1.0, F1.5 and F2.0: |
| Maximum Repairable Limits: |
|
| C. | The subsequent table gives a list of the part numbers that are applicable to this repair. All part numbers are applicable to all paragraphs unless specified differently. |
|
|||||||||||||||||||||||
| D. | Proprietary/Complex Process Statement. |
| (1) | None. |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools |
|
| (2) | Standard Tools and Equipment. |
| (3) | Locally Manufactured Tools. |
|
| B. | Consumable Materials. |
|
| C. | Referenced Procedures |
|
| D. | Expendable Parts. None. |
| E. | SPD Information. |
| (1) | Locally Manufactured SPD. None. |
| F. | Special Solutions. None. |
| G. | Test Specimens. None. |
| 3 . | Dimensional Information. |
| Subtask 72-00-01-220-318 |
| A. | Refer to Figure 901 for specified dimensions and locations. |
| NOTE: |
|
| NOTE: |
|
| 4 . | Setup Information. |
| Subtask 72-00-01-350-258 |
| CAUTION: |
|
| NOTE: |
|
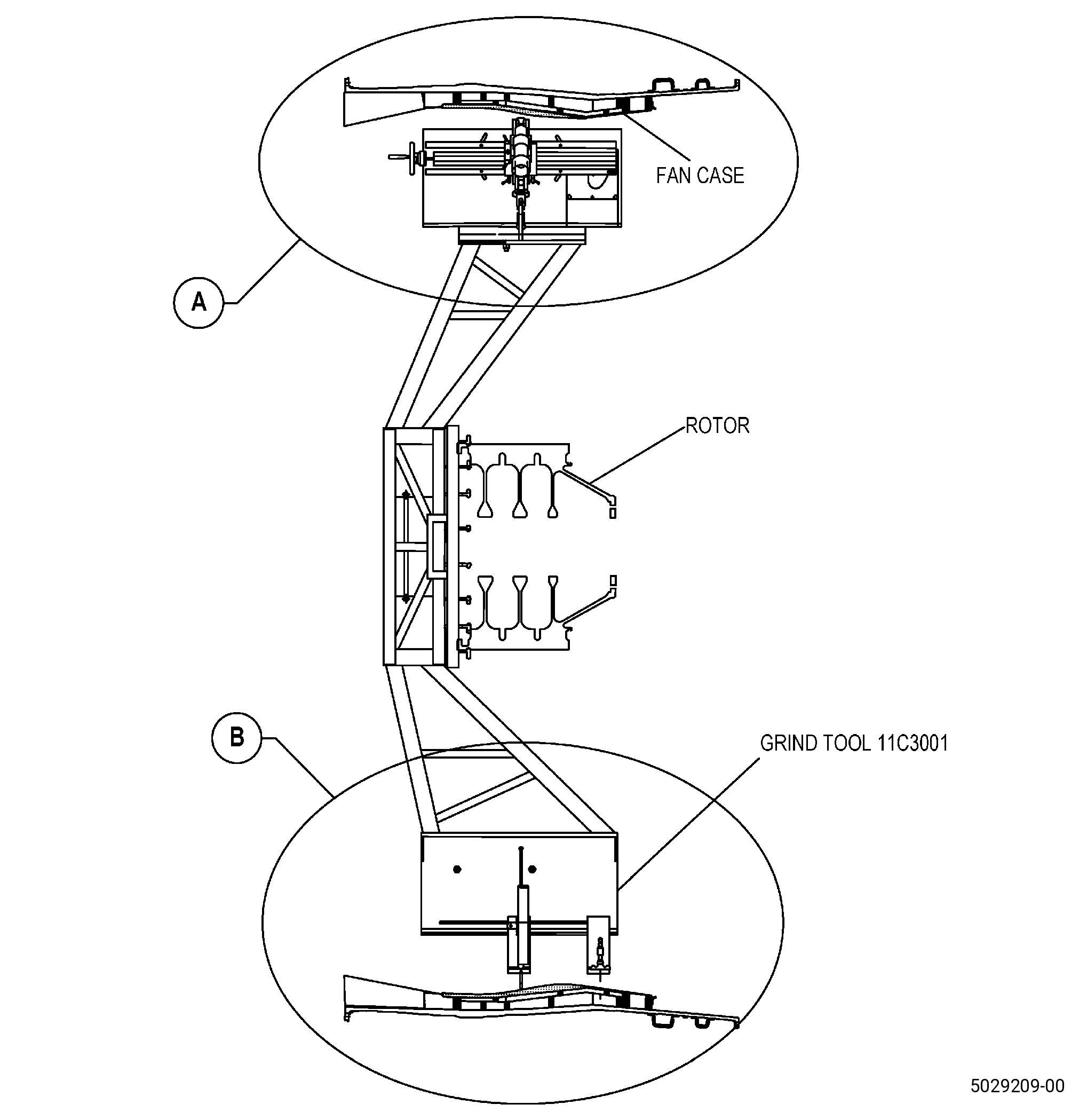
| A. | Set-up the fan case for grinding. Refer to Figure 907 and as follows: |
| (1) | Install the 11C3001 grind tool in the fan case. |
| (2) | Put the protective mat in the bottom of the fan case from the front of the fan case to aft of the abradable shroud. |
| (3) | Attach the 11C3001 grind tool to the fan rotor as follows: |
| NOTE: |
|
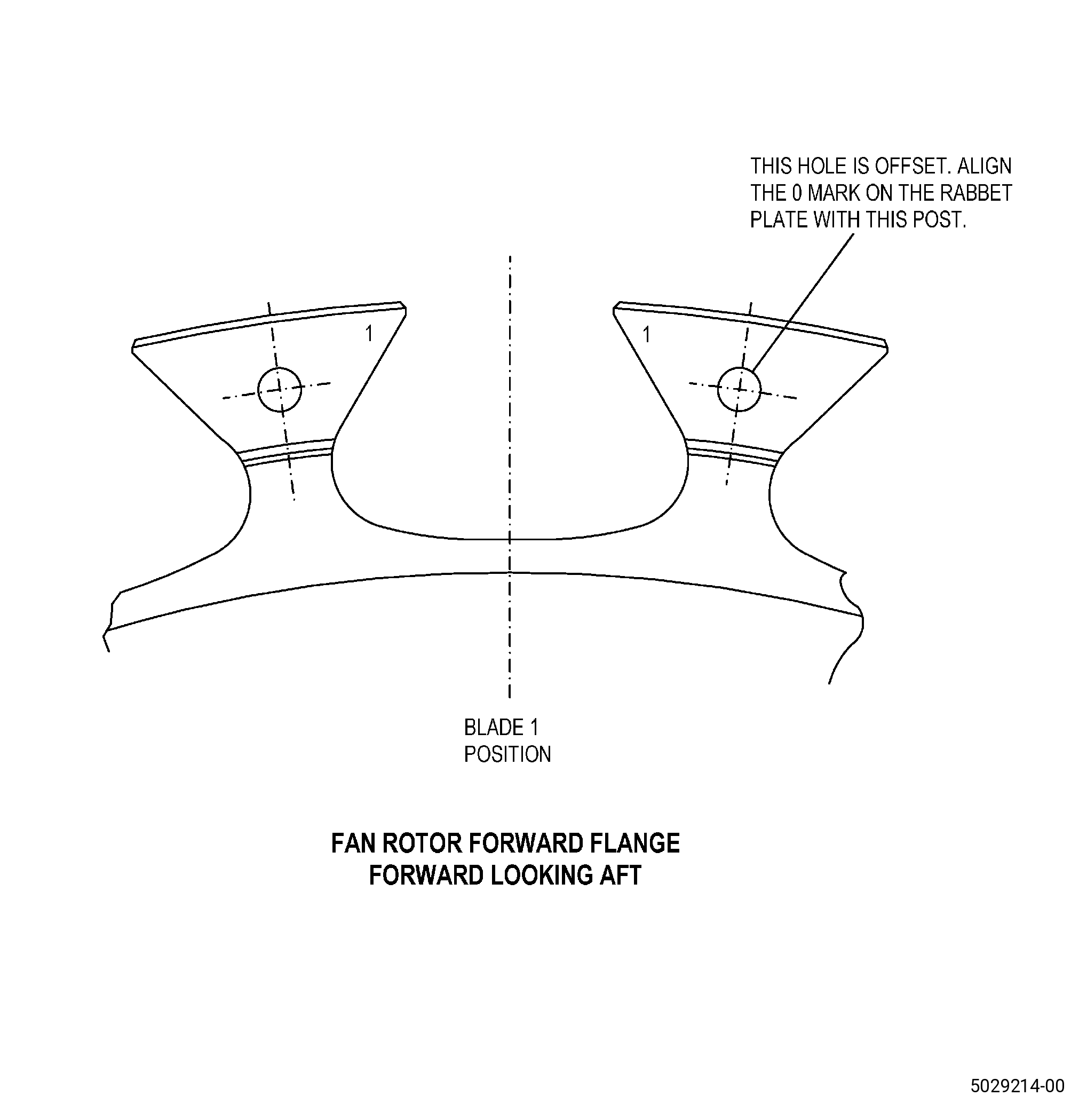
| (a) | Attach the rabbet plate to the aft spinner mounting holes on the fan rotor forward flange as follows: |
| 1 | Get 14 socket head cap screws 0.3125-18-3A x 3.00 inch (76.2 mm) in length and 14 OD washers 0.688 inch (17.48 mm). |
| 2 | Get 14 slave barrel nuts, 11C3001P09. |
| NOTE: |
|
| 3 | Put the rabbet plate on the location rabbet of the fan rotor forward flange with the 0 mark at the post with the mark 1 which is clockwise when viewed forward looking aft of the adjacent rotor post with the mark 1. Refer to Figure 903. |
| 4 | Install the 14 socket head cap screws 0.3125-18-3A x 3.00 inch (76.2 mm) in length as follows: |
| a | Use the 14 0.688 inch (17.48 mm) OD washers. |
| b | Use the 14 slave barrel nuts, 11C3001P09. |
| CAUTION: |
|
| c | Install each slave barrel nut, 11C3001P09, with the flat facing aft. |
| 5 | Tighten the 14 socket head cap screws, 0.3125-18-3A x 3.00 inch (76.2 mm) in length, in a criss-cross pattern to a torque to 80 to 100 lb in. (10 to 11 Nm). |
| 6 | Make sure that the aft face of the rabbet plate touches the fan rotor forward flange at each bolt location as follows: |
| a | Get a shim of 0.0015 inch (0.039 mm) in thickness. |
| b | Put the shim between the aft face of the rabbet plate and the fan rotor forward flange. |
| c | If the shim will fit between the aft face of the rabbet plate and the fan rotor forward flange, loosen the bolts and do the installation again from paragraph 4.A.(3)(a)5 again. |
| d | Make sure that you correctly install the rabbet plate on the rabbet. If you do not install correctly the rabbet plate, do the installation again as specified in paragraph 4.A.(3). |
| (b) | Turn the rotor until the diamond pin on the rabbet plate is at the 6:00 o’clock position. |
| (c) | Install the fixture frame as follows: |
| WARNING: |
|
| 1 | If the cross slide assembly is attached to the frame, remove the cross slide assembly from the frame before you install the frame as follows: |
| a | If necessary, remove only the hex bolt, 0.500-13 UNC-2A x 3.50 inch (88.9 mm) in length to remove the dovetail attachment. |
| NOTE: |
|
| 2 | Get eight socket head cap screws 0.3125-16 UNC x 1.0 inch (25.4 mm) in length and eight OD flat washers 0.688 inch (17.48 mm) and as follows: |
| NOTE: |
|
| a | Make sure that the fixture frame is lifted by two persons or more. |
| 3 | Hold the fixture frame vertically against the rabbet plate with the indicator end down. |
| 4 | Push the pins on the rabbet plate in the bushed holes in the fixture frame. |
| 5 | Attach the fixture frame with the eight socket head cap screws 0.3125-16 UNC x 1.0 inch (25.4 mm) in length and the eight 0.688 inch (17.48 mm) OD flat washers. |
| 6 | Tighten the eight socket head cap screws, 0.3125-16 UNC x 1.0 inch (25.4 mm) in length to a torque to 120 to 150 lb in. (13.6 to 16.9 Nm). |
| 7 | Make sure that the forward face of the rabbet plate touches the frame at all bolt locations as follows: |
| a | Get a shim of 0.0015 inch (0.038 mm) in thickness. |
| b | Try to put the shim between the forward face of the rabbet plate and the frame. |
| c | If you can put the shim between the forward face of the rabbet plate and the frame, loosen the bolts and do the installation from paragraph 4.A.(2)(c)5 thru paragraph 4.A.(2)(c)6 again. |
| WARNING: |
|
| (d) | Attach the cross slide assembly as follows: |
| 1 | Use the radial slide to move the cutter to make sure that the cutter will not touch the case when you install the cross slide. |
| 2 | Get the hex bolt, 0.500-13 UNC-2A x 3.50 inch (88.9 mm) in length, the 1.250 inch (31.7 mm) OD flat washer, and the 0.500-13 UNC-2A hex nut. |
| 3 | Turn the fixture frame until the cross slide attachment end is at the 6:00 o’clock position. |
| 4 | Push the cross slide assembly in the fixture frame dovetail with the handle of the large cross slide in the forward position. |
| 5 | Align the 0.500 inch (12.7 mm) hole in the cross slide and fixture frame dovetail. |
| 6 | Attach the cross slide assembly to the fixture frame with the hex bolt, 0.500-13 UNC-2A x 3.50 inch (88.9 mm) in length, the 1.250 inch (31.7 mm) OD flat washer, and the 0.500-13 UNC-2A hex nut, and do as follows: |
| CAUTION: |
|
| a | Tighten the bolt to a torque of 120 to 150 lb in. (13.6 to 16.9 Nm). |
| WARNING: |
|
| (e) | Attach the counterbalance weights as follows: |
| 1 | Get the two counterbalance weights, two 0.500-13 UNC-2A wing nuts, and two 1.25 inch (31.8 mm) OD flat washers. |
| 2 | Turn the fixture frame on the rotor until the counterbalance weight attachment studs, on the opposite end of the frame from the cross slide assembly, are at the 6:00 o’clock position, and do as follows: |
| a | Hold the rotor tightly. |
| 3 | Put the two counterbalance weights on the studs and attach them with the two 0.500-13 UNC-2A wing nuts and the two 1.25 inch (31.8 mm) OD flat washers. |
| (f) | If you do the runout measurements, attach the indicator on the frame as follows: |
| 1 | Get the digital probe scooter block, 11C3001P12, and the knurled head screw. |
| NOTE: |
|
| 2 | Attach the digital probe scooter block, 11C3001P12, in the frame slot as follows: |
| a | Use the knurled head screw to hold the digital probe scooter block, 11C3001P12, in the correct axial position. |
| 3 | Attach the indicator to the digital probe scooter block, 11C3001P12, as follows: |
| a | Put the indicator in the split bushing. |
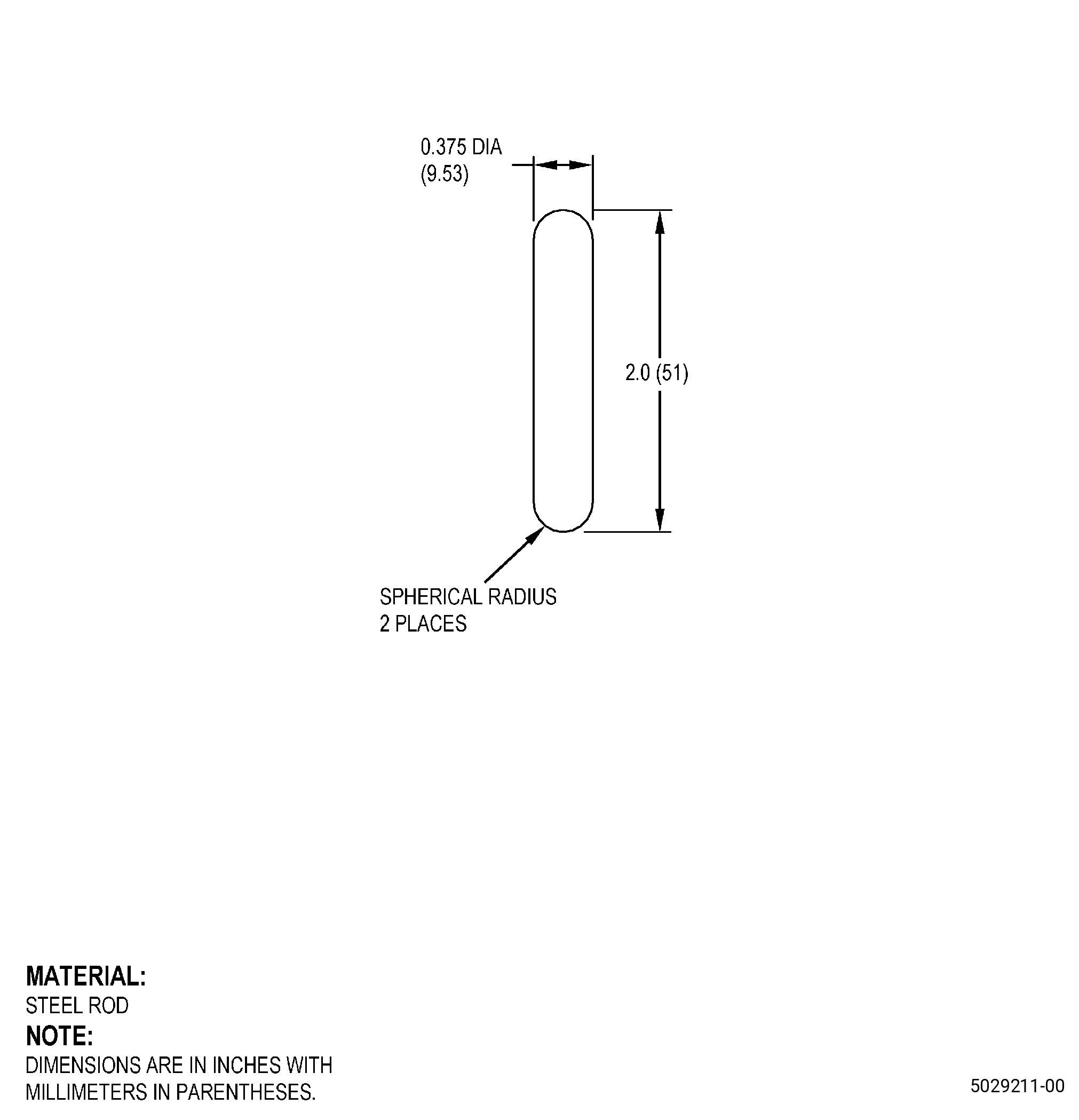
| b | Use the long socket head set screw, 0.190-24 UNC-3A x 0.375 inch (9.53 mm) in length to hold the indicator in the correct position. |
| 4 | Connect the cable from the indicator to one of the readouts. |
| 5 | Move the indicator radially to the inner side to make sure that the indicator is connected to the readout correctly. |
| 6 | Make sure that the radially outward movement of the indicator reads positive on the readout. |
| 7 | If the readout shows negative for a radially outward movement of the indicator, refer to the manufacturer’s instructions to change the sign of the display. |
| 8 | Loosen the knurled head screw to move the digital probe scooter block, 11C3001P12, to the correct axial position that you will measure. |
| 9 | Tighten the knurled head screw to keep the digital probe scooter block, 11C3001P12, in the correct axial position that you will measure. |
| (g) | If you do the radial measurements, attach a depth micrometer scooter block, 11C3001P13, on the frame as follows: |
| 1 | Get the depth micrometer scooter block, 11C3001P13, and the knurled head screw. |
| NOTE: |
|
| 2 | Attach the depth micrometer scooter block, 11C3001P13, in the frame slot as follows: |
| a | Use the knurled head screw to hold the depth micrometer scooter block, 11C3001P13, in the correct axial position. |
| 3 | Tighten the knurled head screw to keep the depth micrometer in the correct axial position. |
| 4 | Attach an air hose to the router. |
| 5 | Attach a vacuum cleaner to the vacuum exhaust port. |
| 6 | Remove the protective mat. |
| 5 . | Procedure. |
| Subtask 72-00-01-930-012 |
| A. | Make or buy the 11C3001 grind tool. Refer to Figure 907. |
| Subtask 72-00-01-930-013 |
| B. | Make or buy the locally manufactured tools as follows: |
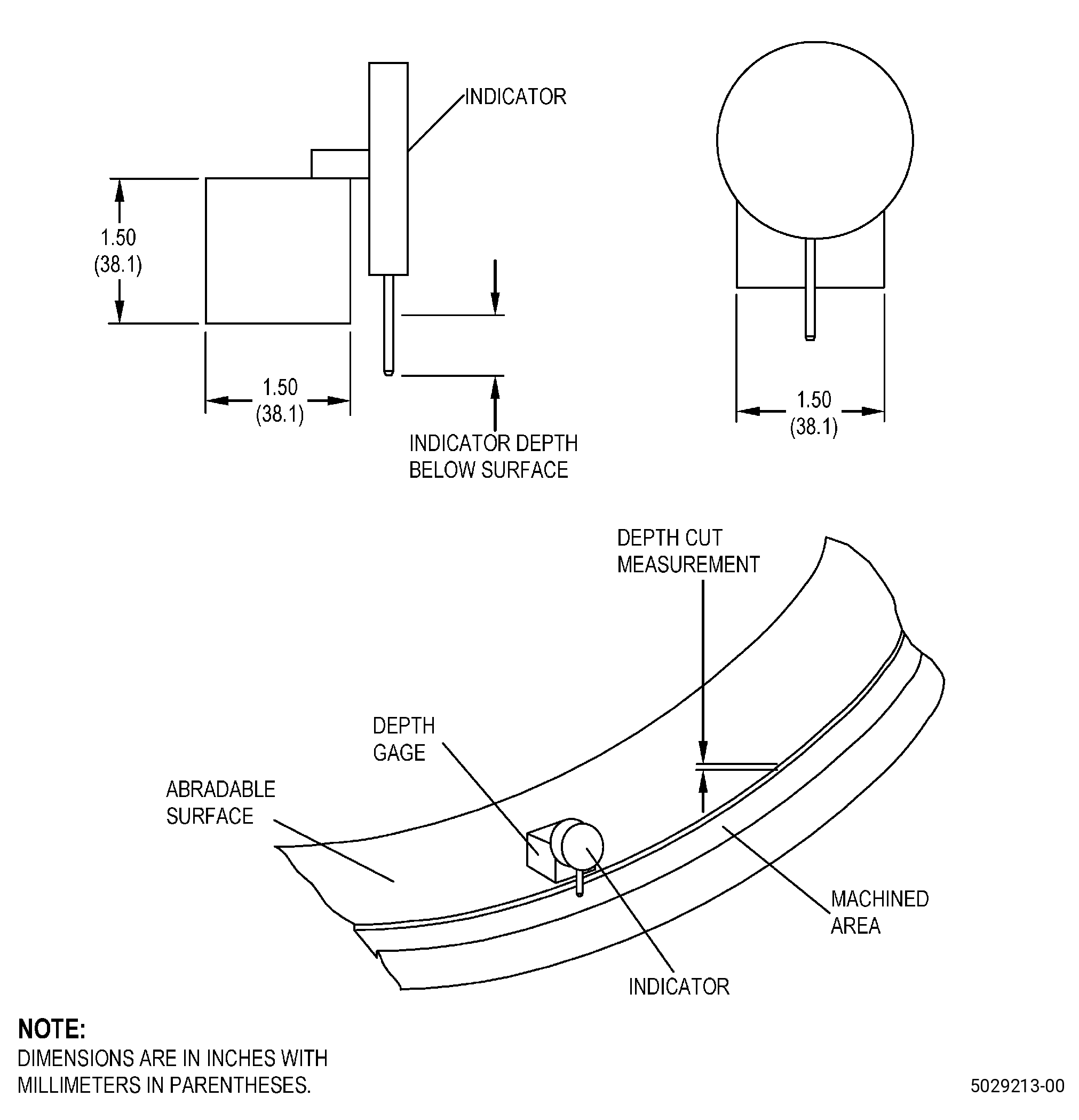
| (1) | A depth gauge. Refer to Figure 904. |
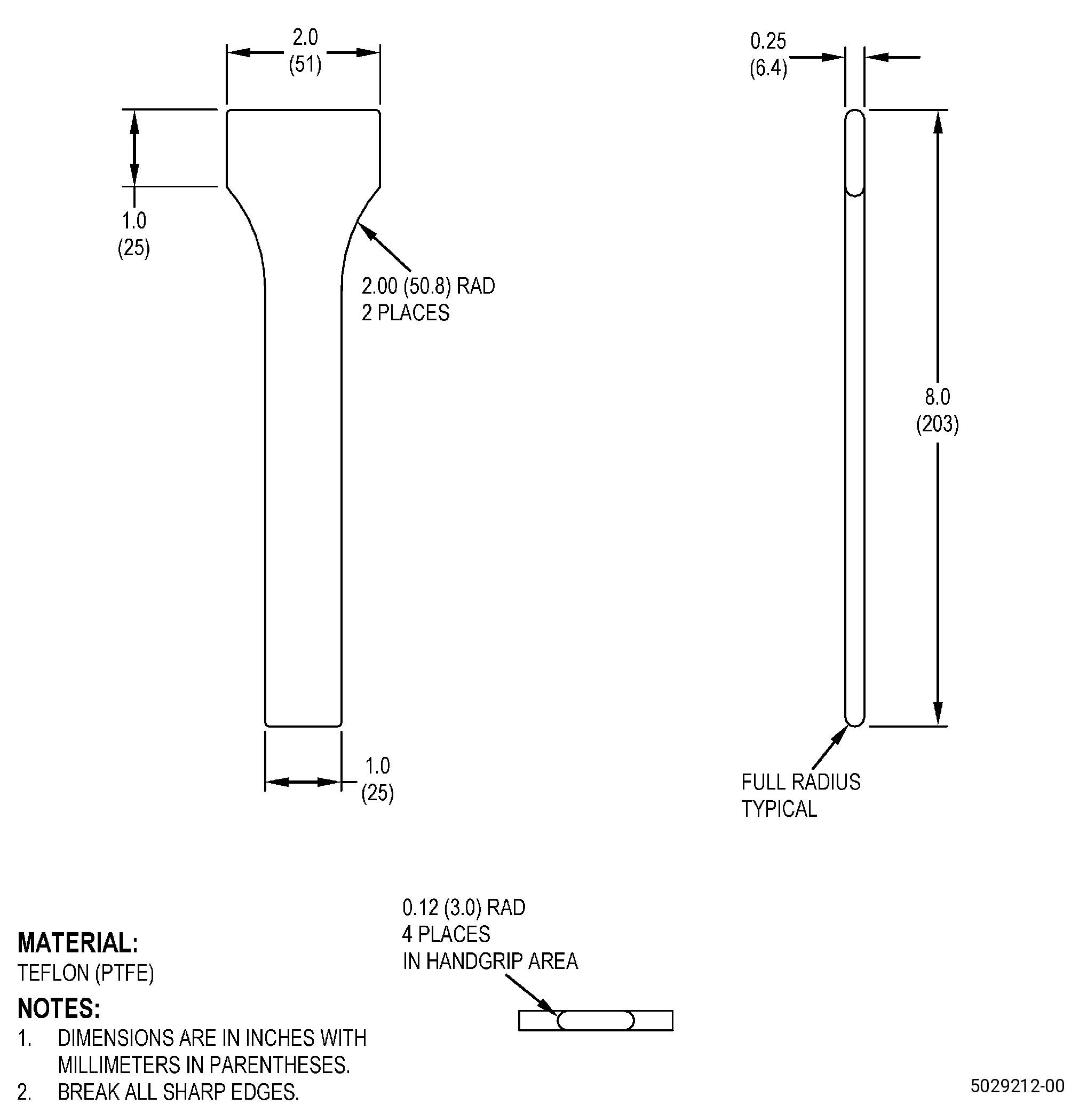
| (2) | A steel rod. Refer to Figure 906. |
| Subtask 72-00-01-350-272 |
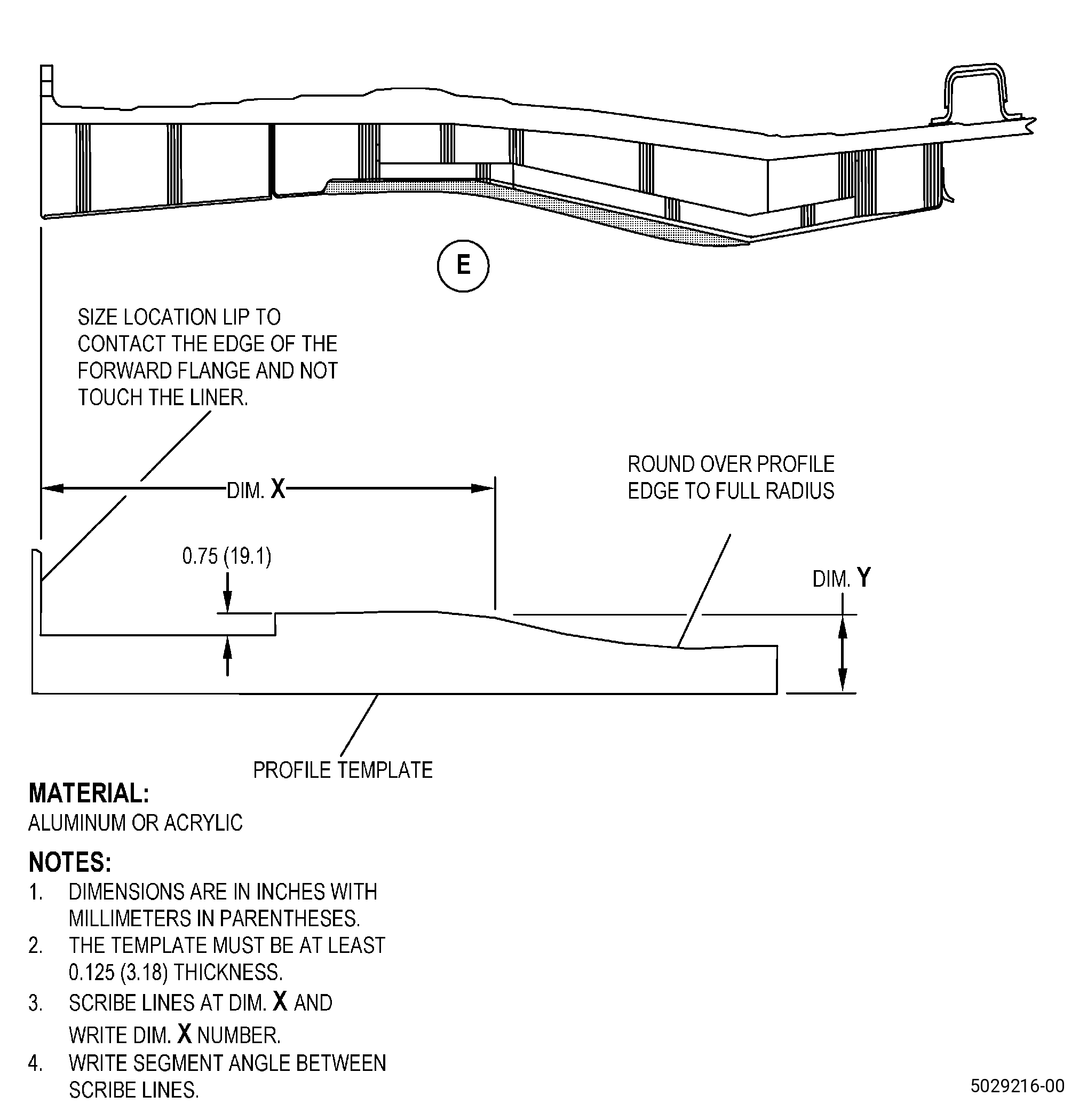
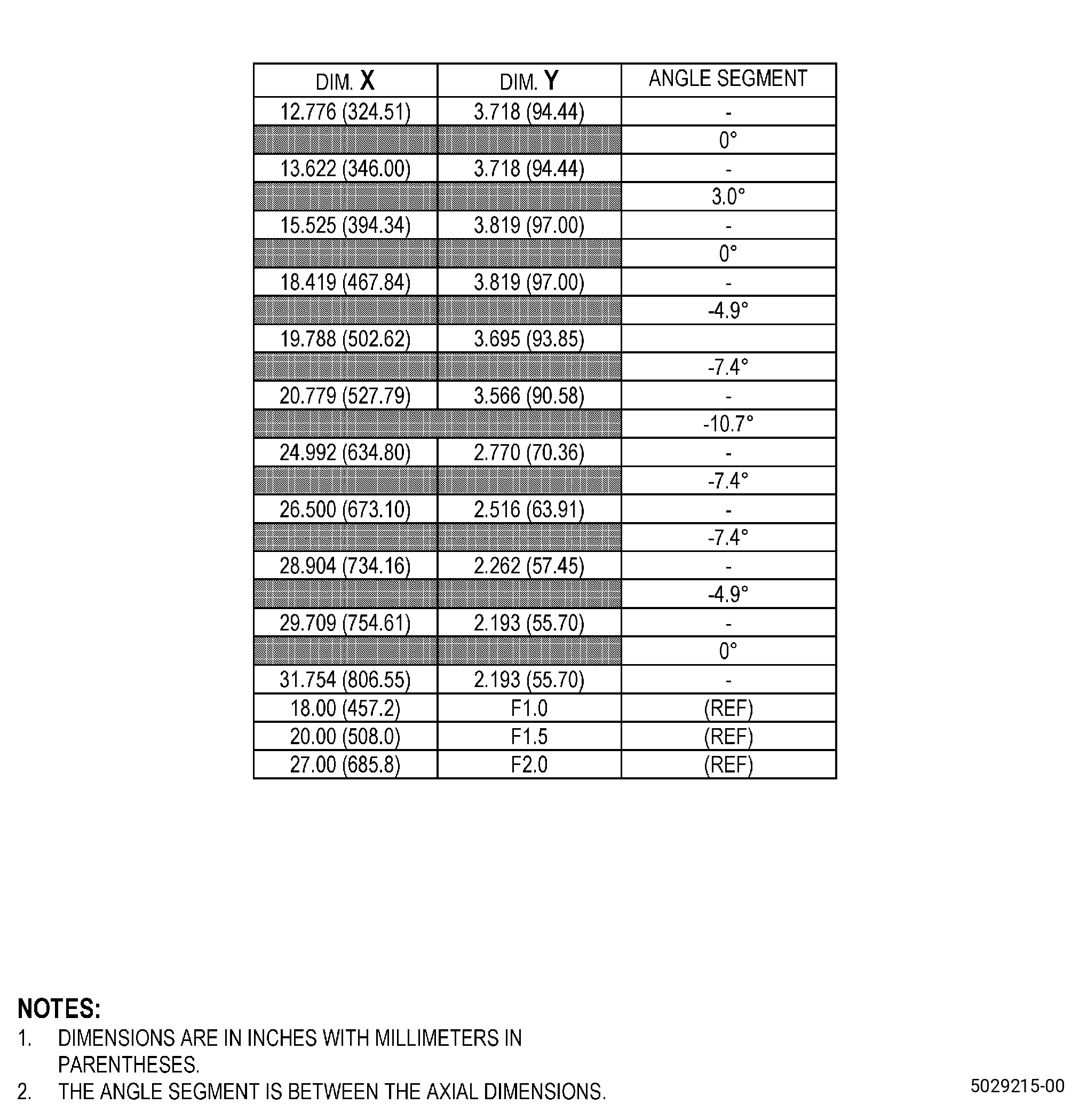
| C. | Put a mark on the abradable shroud profile template. Refer to TASK 70-16-00-350-001 (70-16-00, MARKING PRACTICES), TASK 70-16-04-350-019 (70-16-04, VIBRO-PEEN MARKING), Figure 902, and do as follows: |
| (1) | If necessary, make a profile template for repairs with an axial dimension of more than 8.0 inches (204 mm). Refer to Figure 902 and Figure 918. |
| NOTE: |
|
| (2) | Make a line on the profile template for each axial angle change. |
| (3) | Write the axial dimensions on the profile template. |
| (4) | Write the angle dimensions for each axial angle change on the template. |
| NOTE: |
|
| Subtask 72-00-01-020-007 |
| D. | Remove the forward spinner. Refer to TASK 72-00-01-020-801 (72-00-01, REMOVAL 001). |
| Subtask 72-00-01-220-319 |
| CAUTION: |
|
| E. | Alternative Procedure Available. If you use the 11C3406 runout tool to get the abradable shroud runout measurements. Refer to TASK 72-00-01-420-802 (72-00-01, INSTALLATION 001 - CONFIG 02), Figure 911, and do as follows: |
| NOTE: |
|
| (1) | Measure the fan blade clearances and the abradable shroud runout at F1.0 location, F1.5 location, and F2.0 location. |
| (2) | Use the 11C3406 runout tool to get the axial locations and runout measurements as follows: |
| (a) | Put a mark on the abradable shroud in the area that you will measure. Refer to TASK 70-16-00-350-001 (70-16-00, MARKING PRACTICES), TASK 70-16-02-350-017 (70-16-02, TEMPORARY MARKING), and as follows: |
| 1 | Find the lowest axial splitline between the forward acoustic liners. |
| NOTE: |
|
| NOTE: |
|
| 2 | Put a mark at the F1.0 location, F1.5 location, and F2.0 location on the abradable shroud surface at the 6:00 o’clock position, and do as follows: |
| a | Get the axial locations from the indicator point on the 11C3406 runout tool. |
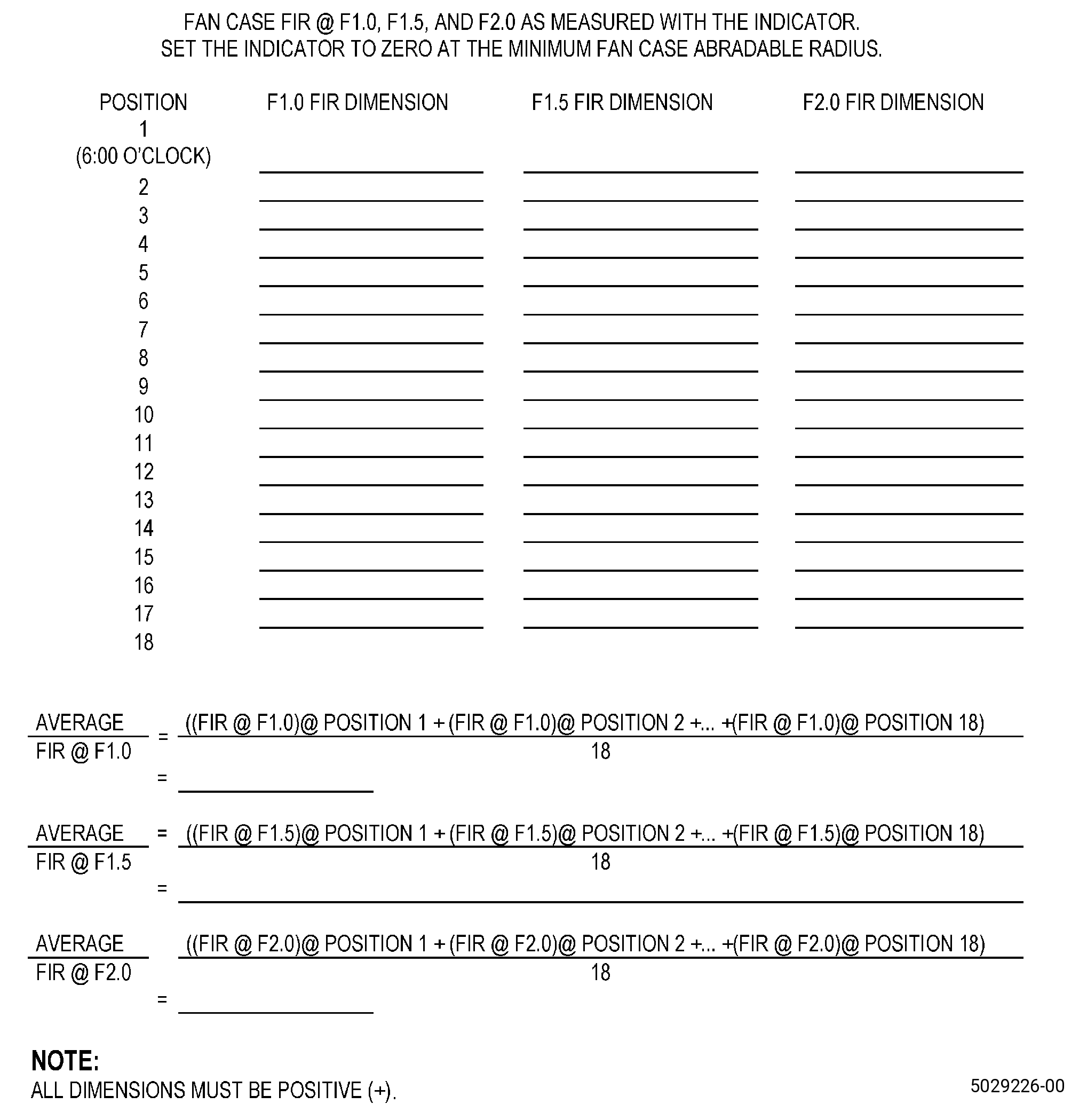
| (3) | Use the tables in Figure 912 and Figure 913 to record the measurements. |
| (4) | Calculate to find the minimum, maximum, and average blade tip clearances. Refer to Figure 915. |
| NOTE: |
|
| Subtask 72-00-01-220-320 |
| E.A. | Alternative Procedure. If you use the 11C3001 grind tool to get the abradable shroud runout measurements. Refer to Figure 911 and do as follows: |
| NOTE: |
|
| NOTE: |
|
| (1) | Put a mark on the abradable shroud area where you will measure. Refer to TASK 70-16-00-350-001 (70-16-00, MARKING PRACTICES), TASK 70-16-02-350-017 (70-16-02, TEMPORARY MARKING), and as follows: |
| (a) | Find the lowest axial splitline between the forward acoustic liners. |
| NOTE: |
|
| NOTE: |
|
| (b) | Put a mark at the F1.0 location, F1.5 location, and F2.0 location on the abradable shroud surface at the 6:00 o’clock position. |
| CAUTION: |
|
| (2) | Measure the fan blade tip clearance dimension at the F1.0 location, F1.5 location, and F2.0 location, and as follows: |
| NOTE: |
|
| (a) | Hold the blades near the spinner and turn the fan clockwise, forward looking aft, when you move the blades. |
| (b) | Turn the fan blades for two full revolutions. |
| (c) | Turn the fan blade numbered 1 to the 6:00 o’clock position. |
| (d) | Measure the fan blade tip clearance. Refer to Figure 911 and as follows: |
| CAUTION: |
|
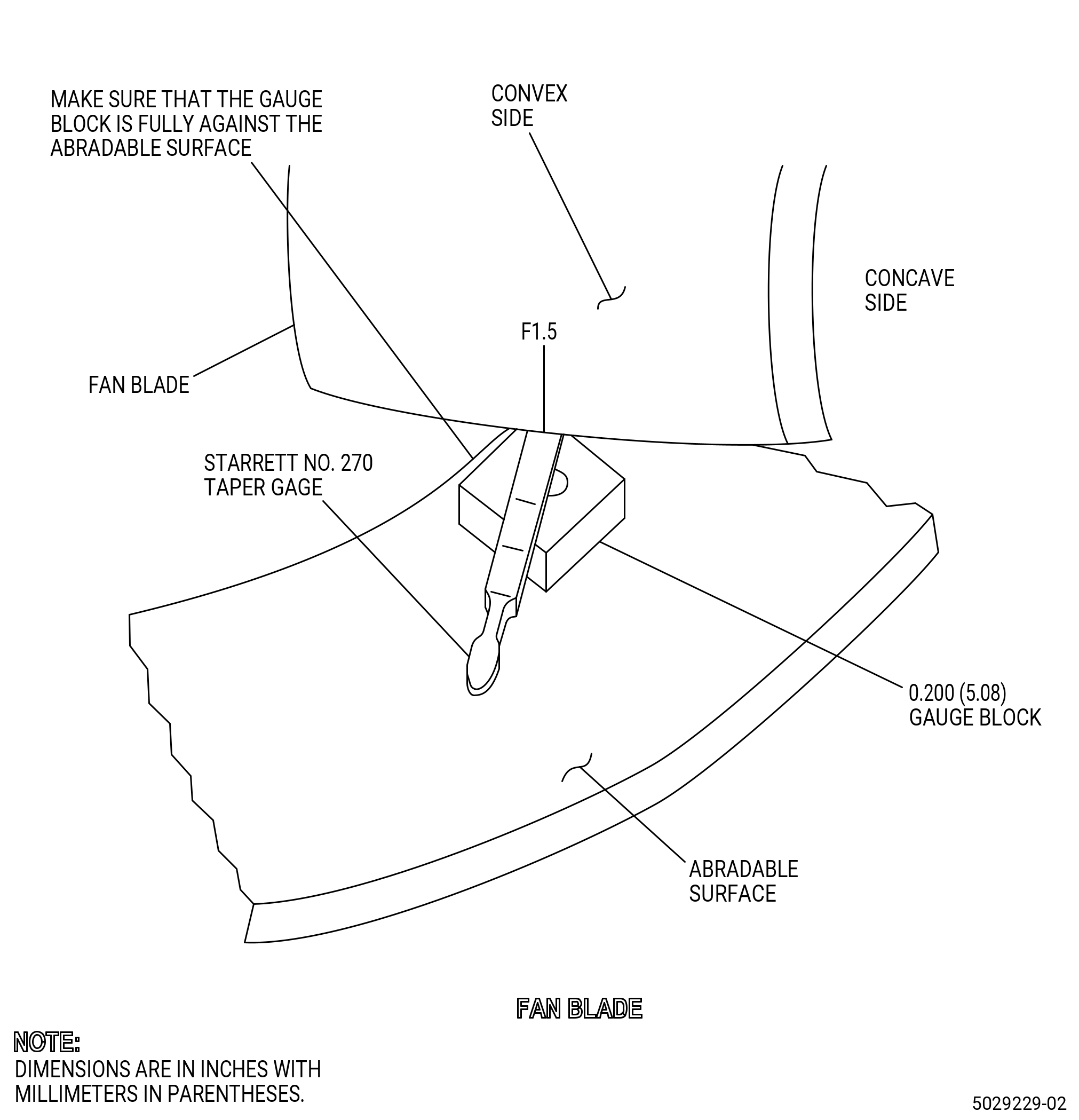
| 1 | Put a gauge block of 0.200 inch (5.08 mm) in thickness on the F1.0 mark that was made on the abradable shroud surface, and do as follows: |
| a | Use sufficient shims of 0.010 inch (0.25 mm) in thickness to make a 0.200 inch (5.08 mm) thickness. |
| b | Make sure that the gauge block is fully against the abradable shroud surface. |
| 2 | Use the gauge block and the Starrett No. 270 taper gauge to measure between the fan blade and the abradable shroud at the F1.5 position. Put the starrett taper gauge in a direction approximately 45 degrees to the forward edge of the abradable from the convex side of the blade and read the measurement on the concave side of the blade. |
| CAUTION: |
|
| 3 | Install the gauge block to let the Starrett No. 270 taper gauge move freely below the blade. |
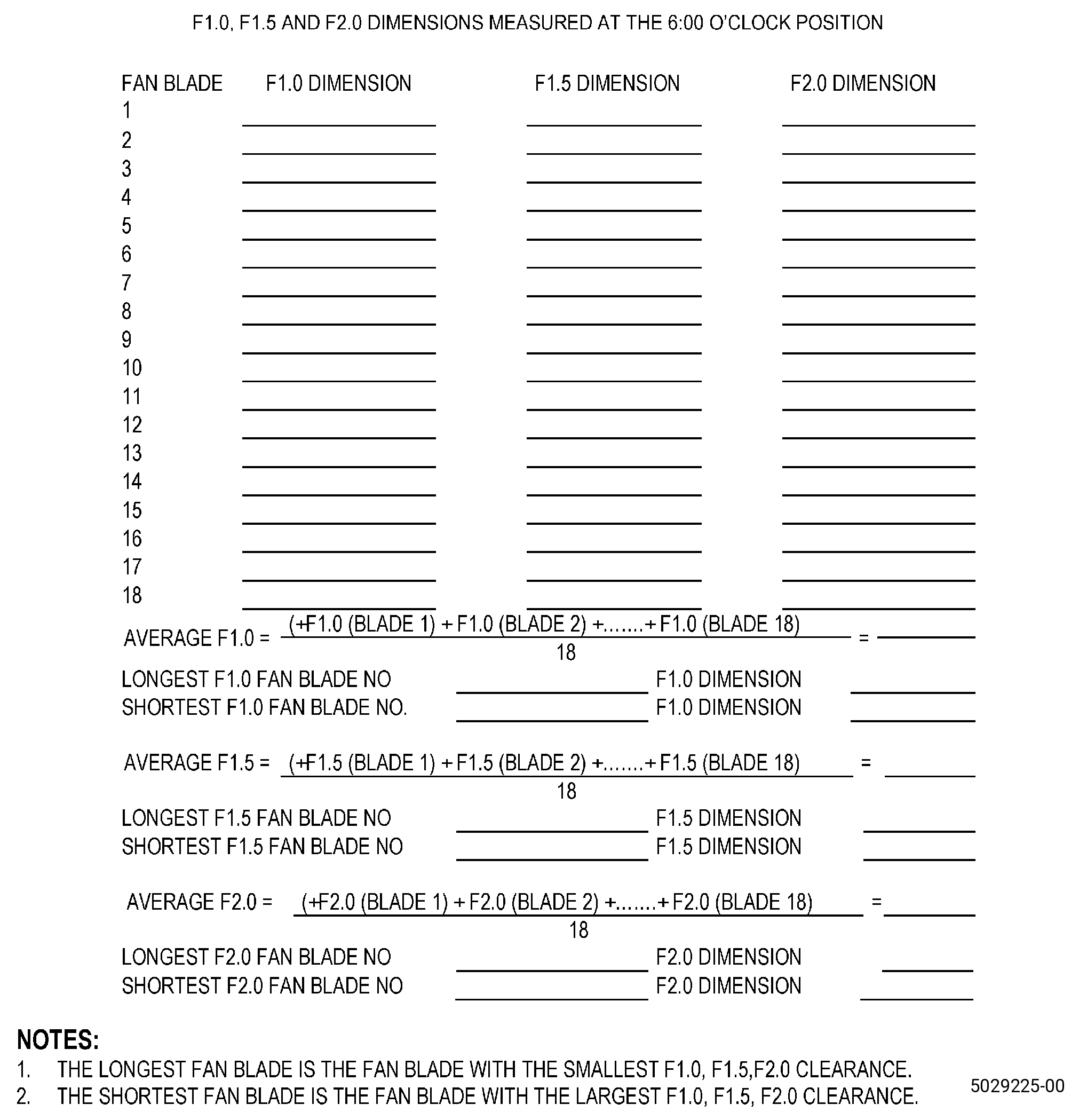
| 4 | Add the gauge block thickness and the taper gauge reading and record the clearance measurement. Refer to Figure 913. |
| (e) | Turn the adjacent fan blade to the 6:00 o’clock position. |
| NOTE: |
|
| (f) | Do paragraph Subtask 72-00-01-220-320 (paragraph 5.E.A.(2)(d)) and Subtask 72-00-01-220-320 (paragraph 5.E.A.(2)(e)) again for blades number 2 through blade 18. |
| (g) | Do paragraph Subtask 72-00-01-220-320 (paragraph 5.E.A.(2)(d)) thru Subtask 72-00-01-220-320 (paragraph 5.E.A.(2)(f)) again for the F1.5 location and the F2.0 location. |
| Subtask 72-00-01-020-008 |
| F. | Remove the aft spinner, all the fan platforms, all the fan blades, all the retainers, and the dovetail shims. Refer to TASK 72-00-01-020-801 (72-00-01, REMOVAL 001). |
| Subtask 72-00-01-020-009 |
| G. | Remove all the barrel nuts and barrel nut retainers from the fan disk. Refer to TASK 72-00-01-020-801 (72-00-01, REMOVAL 001). |
| Subtask 72-00-01-350-260 |
| H. | Apply masking to the fan case. Refer to TASK 70-46-01-350-030 (70-46-01, MASKING AND CLEANING OF EPOXY AND POLYESTER MATRIX THERMOSETTING COMPOSITE MATERIALS) and do as follows: |
| (1) | Apply masking to the fan case areas adjacent to the repair area as follows: |
| (a) | Aft inner and aft outer acoustic liners. |
| (b) | Outlet guide vanes. |
| (c) | Forward acoustic liners. |
| (d) | The acoustically treated areas of the inlet. |
| (e) | All core engine openings, the booster and the variable bypass valve (VBV) doors. |
| (f) | The face of the fan rotor and the slots between the fan rotor hubs. |
| (2) | Use Composite Masking Method No. 3. |
| (3) | Apply C10-021 plastic tape to make a flap on the rotating joints, but let the fan rotor free to turn. |
| (4) | Apply C10-021 plastic tape to the glass fiber areas forward and aft of the abradable shroud surface. |
| (5) | Apply C10-021 plastic tape to the fan rotor. |
| NOTE: |
|
| Subtask 72-00-01-350-261 |
| I. | Set-up the abradable shroud for grinding by installing the 11C3001 grind tool. Refer to Subtask 72-00-01-350-258 (paragraph 4.A). |
| Subtask 72-00-01-350-262 |
| J. | Put a mark on the abradable shroud in the area where you will machine. Refer to TASK 70-16-00-350-001 (70-16-00, MARKING PRACTICES), TASK 70-16-02-350-017 (70-16-02, TEMPORARY MARKING), and as follows: |
| (1) | Put a mark at the F1.0 location, F1.5 location, and F2.0 location on the abradable shroud surface at the 6:00 o’clock position as follows: |
| (a) | Find the lowest axial splitline between the forward acoustic liners. |
| NOTE: |
|
| NOTE: |
|
| (b) | Put a mark on the abradable shroud, axially across the abradable shroud, at the 6:00 o’clock position. |
| (c) | Put an X mark on the 6:00 o’clock axial mark on the abradable material at the F1.0 location, F1.5 location, and F2.0 location. Refer to Figure 911. |
| NOTE: |
|
| (d) | Put a mark on the 6:00 o’clock axial mark on the abradable material for all the axial positions as follows: |
| Subtask 72-00-01-220-321 |
| 1 | Alternative Procedure Available. Use the profile template to get the axial measurements. Refer to Figure 902. |
| Subtask 72-00-01-220-322 |
| 1.A. | Alternative Procedure. Use a measuring tape to get the axial measurements. Refer to Figure 902. |
| Subtask 72-00-01-350-263 |
| (e) | Write the axial measurement and angle for each angle change between the marks. |
| Subtask 72-00-01-350-264 |
| K. | If you did not get the runout measurements in Subtask 72-00-01-220-319 (paragraph 5.E.), and do as follows: |
| NOTE: |
|
| (1) | Put a mark on the abradable shroud surface to find the runout measurement locations. Refer to TASK 70-16-00-350-001 (70-16-00, MARKING PRACTICES), TASK 70-16-02-350-017 (70-16-02, TEMPORARY MARKING), and as follows: |
| (a) | Use a C05-003 pen or C10-021 plastic tape to mark the locations. |
| (b) | Start at the 6:00 o'clock position. |
| (c) | Make 18 equally spaced marks around the fan case to make the measurements. |
| NOTE: |
|
| (2) | Attach the electronic indicator. Refer to paragraph Subtask 72-00-01-350-258 (paragraph 4.A.(2)(f)3). |
| (3) | Put the indicator tip on the axial mark that you will measure. |
| (4) | Make sure that the indicator is free to move at least 0.200 inch (5.08 mm) up and down. |
| (5) | Hold the 11C3001 grind tool to turn the fan rotor, clockwise, forward looking aft. |
| (6) | Turn the fan disk two complete turns as follows: |
| (a) | Make sure that the indicator reads zero, at the same location of each turn, before you measure the runouts. |
| NOTE: |
|
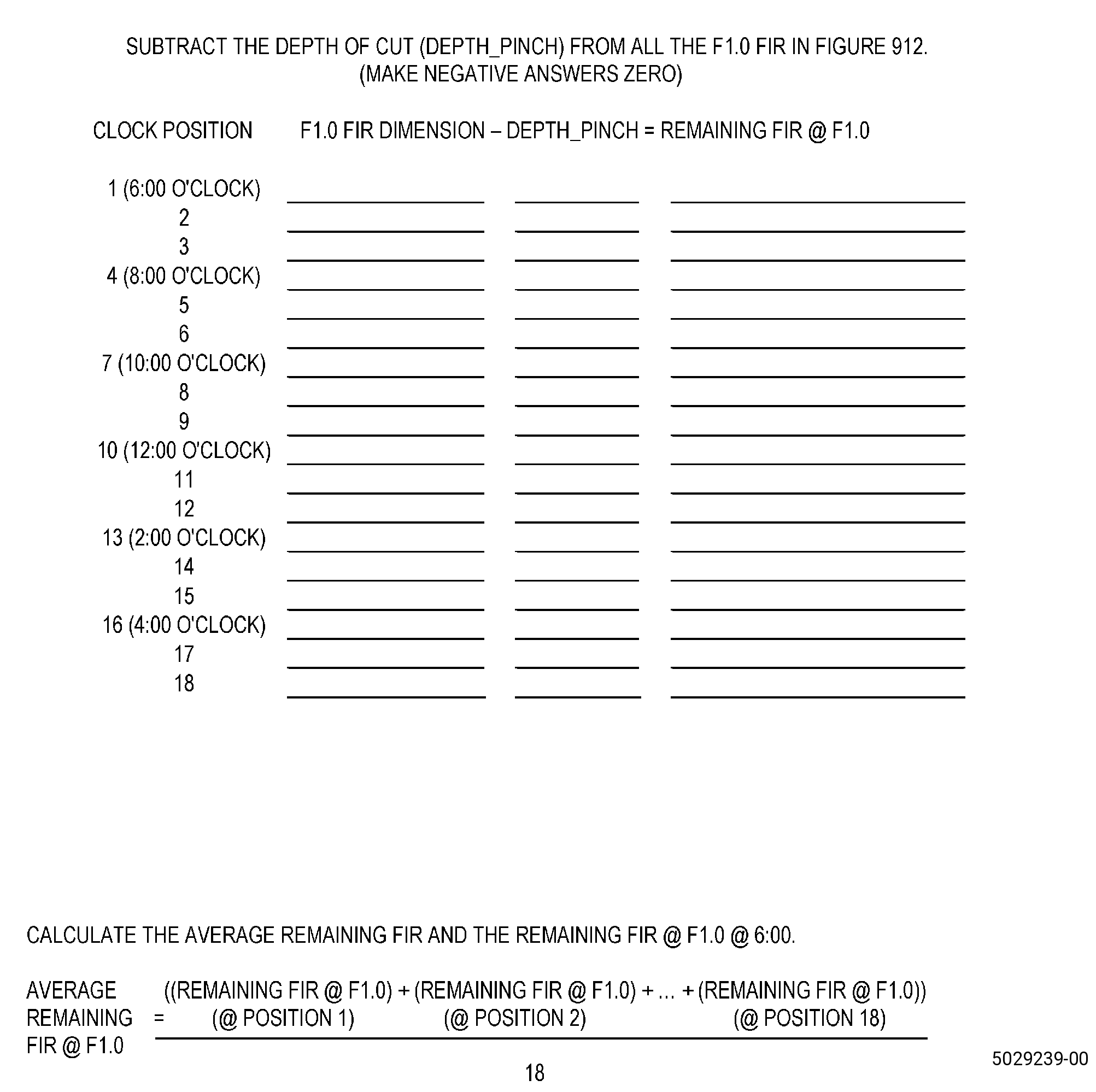
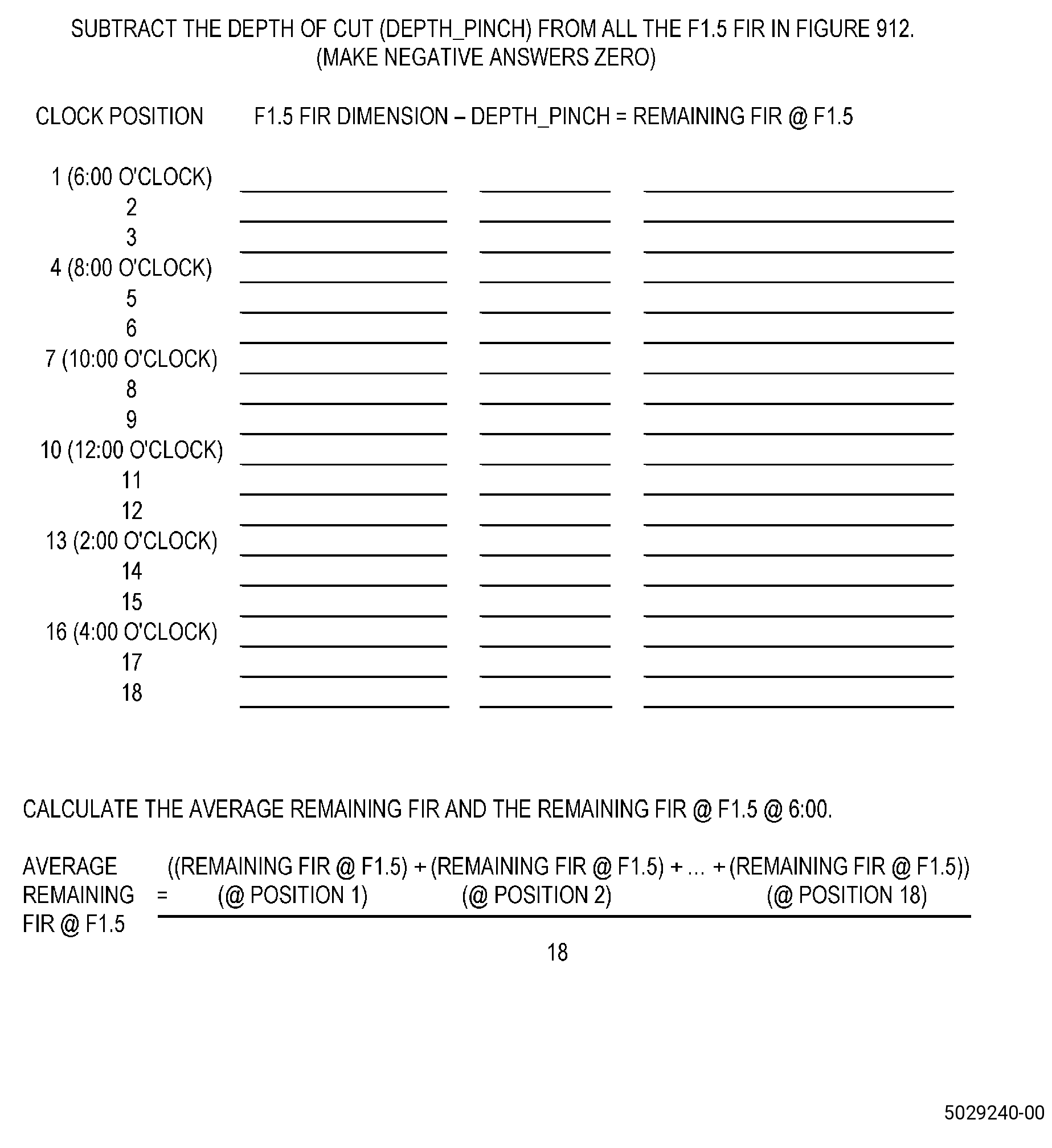
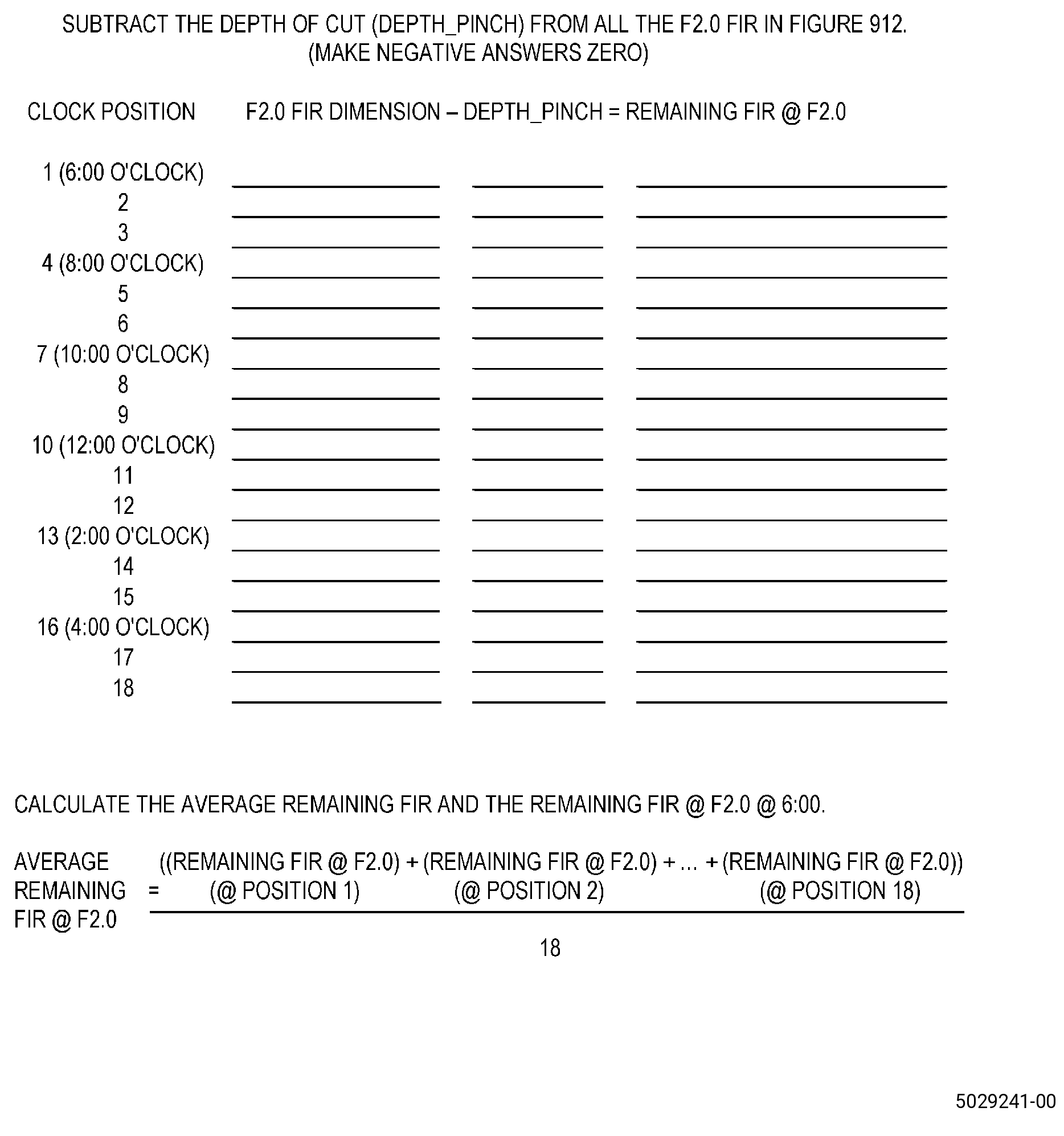
| (7) | Make the abradable shroud runout measurements at the F1.0 location, F1.5 location, or F2.0 location as follows: |
| (a) | Put the indicator tip on the axial mark on the abradable shroud and make the indicator display read zero. |
| (b) | Hold the 11C3001 grind tool to turn the fan rotor, and do as follows: |
| 1 | Read the display on the electrical remote display unit to the dial indicator. Refer to the Starrett instruction book to use the electrical remote display unit and do as follows: |
| NOTE: |
|
| a | If necessary, you can move indicator tip in the opposite direction. |
| b | Make sure that the indicator value decreases as the fan case radius decreases. |
| 2 | Find the minimum case radius at the axial position that you will measure to zero the gage. |
| (c) | Make the electronic display show zero at the minimum case radius. |
| NOTE: |
|
| (d) | Turn the fan rotor to put the indicator at the 6:00 o'clock position. |
| (e) | Make a record of the runout in the table. Refer to Figure 912. |
| (f) | Turn the fan rotor clockwise, forward looking aft, until the indicator is in position at the adjacent mark. |
| (g) | Do Subtask 72-00-01-350-264 (paragraph 5.K.(7)(e)) thru Subtask 72-00-01-350-264 (paragraph 5.K.(7)(f)) again until you get all 18 dimensions around the abradable shroud. |
| (h) | Do Subtask 72-00-01-350-264 (paragraph 5.K.(3)) thru Subtask 72-00-01-350-264 (paragraph 5.K.(7)(g)) again for the remaining axial locations. |
| (8) | Measure to find the minimum, maximum, and average blade tip clearances. Refer to Figure 915. |
| NOTE: |
|
| Subtask 72-00-01-350-265 |
| WARNING: |
|
| CAUTION: |
|
| L. | Alternative Procedure Available. Remove the abradable shroud damaged areas, and do as follows: |
| (1) | If the trenchfiller face sheet is damaged, the abradable shroud is not repairable by this procedure. Refer to TASK 72-00-01-300-801 (72-00-01, REPAIR 003). |
| (2) | Adjust the axial cross slide for the angle that you will use for the axial location that you will machine as follows: |
| (a) | Loosen the four 0.3125-18 UNC-3A x 1.25 inch (31.8 mm) long socket head cap screws that attach the axial cross slide. |
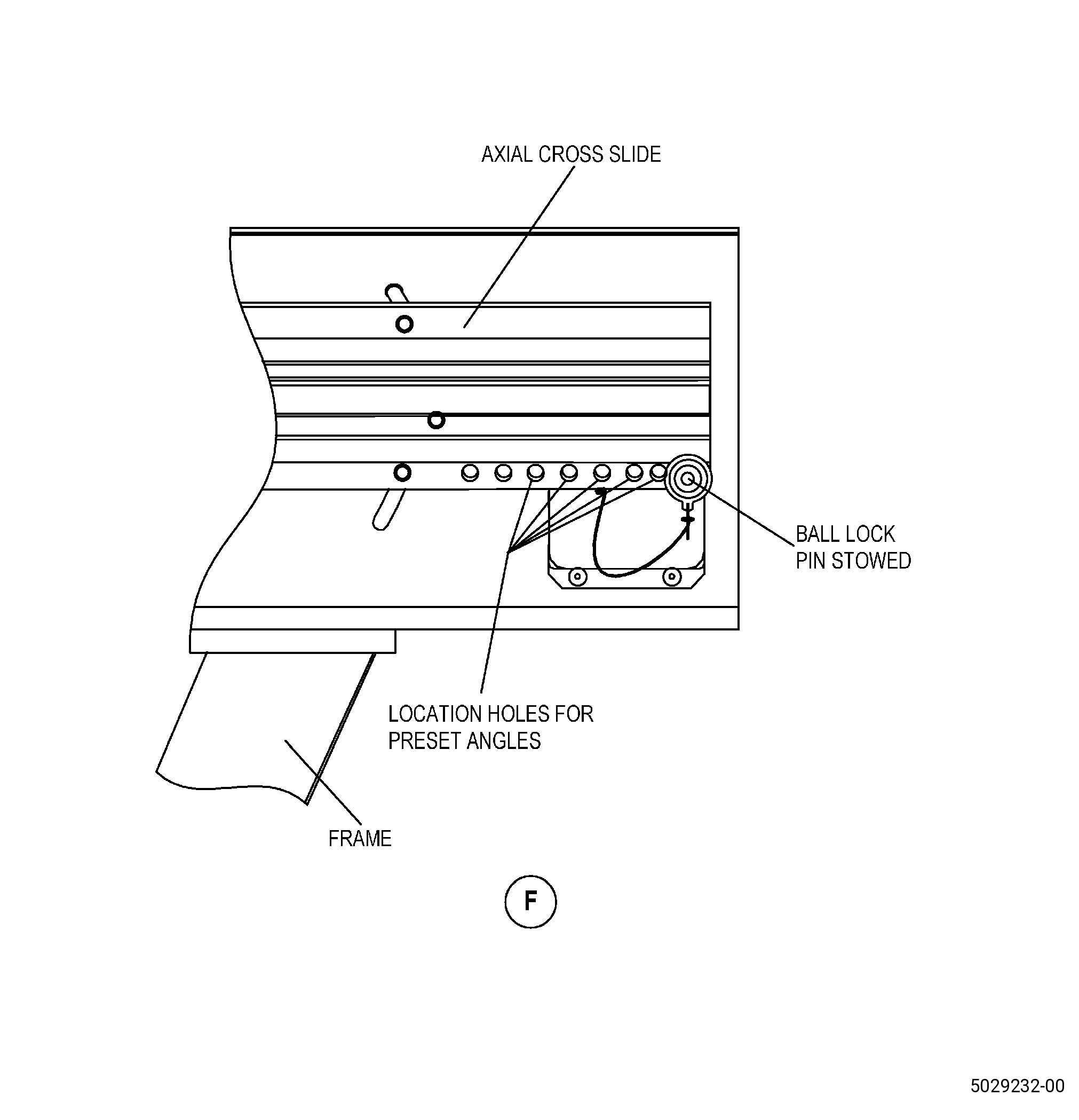
| (b) | Put the ball lock pin in the correct bushing plate location for the angle that you will machine. Refer to Figure 908. |
| (c) | Tighten the four 0.3125-18 UNC-3A x 1.25 inch (31.8 mm) long socket head cap screws that attach the axial cross slide. |
| CAUTION: |
|
| (3) | If you cannot see the glass fiber layer, find the depth of cut of the router as follows: |
| WARNING: |
|
| (a) | Carefully sand down to the adhesive in a local area manually or with a small belt sander, and do as follows: |
| NOTE: |
|
| 1 | Stop when you see the adhesive. |
| (b) | Make an allowance for the fan case runout when you set the router depth. |
| (4) | Start the vacuum cleaner. |
| WARNING: |
|
| WARNING: |
|
| (5) | Start the cutter. |
| (6) | Move the cutter with the radial cross slide to sufficient depth to remove the remaining damaged abradable material. |
| CAUTION: |
|
| (7) | Machine the abradable shroud as follows: |
| NOTE: |
|
| (a) | Machine a minimum quantity of C01-161 abradable material to remove the damage and do as follows: |
| CAUTION: |
|
| 1 | Move the 11C3001 grind tool and the fan rotor to make circumferential cuts. |
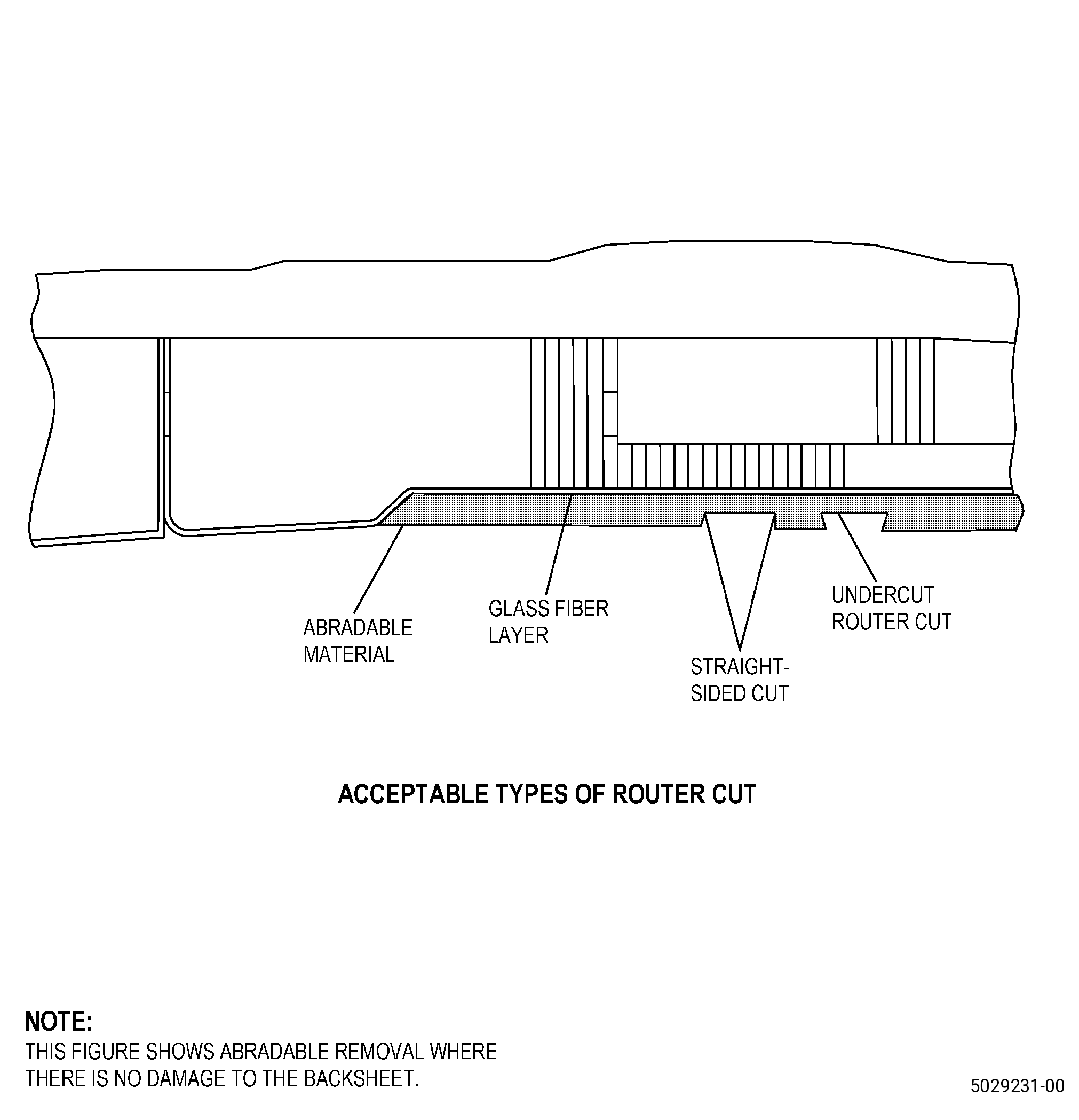
| 2 | Move the router axially on the cross slide to cut out the damaged area. |
| 3 | Make sure that the edges of the cavity have straight sides or are undercut. Refer to Figure 909. |
| (8) | Stop the cutter. |
| (9) | Do Subtask 72-00-01-350-265 (paragraph 5.L.(3)) thru Subtask 72-00-01-350-265 (paragraph 5.L.(10)) again to remove all the damage. |
| WARNING: |
|
| (10) | If necessary, sand the abradable shroud with C10-141 abrasive paper and a sanding block to remove the remaining damaged abradable material. |
| (11) | Tap the repair area lightly with the steel rod. Listen to the sound it makes and do as follows: |
| NOTE: |
|
| (a) | If you hear a solid click, there is no disbond or delamination. |
| (b) | If you do not hear a solid click, there is a disbond or delamination. |
| (12) | If you find a disbond or delamination, do Subtask 72-00-01-350-265 (paragraph 5.L.(1)) thru Subtask 72-00-01-350-265 (paragraph 5.L.(11)(b)) again to remove all the disbonds or delaminations. |
| Subtask 72-00-01-350-266 |
| WARNING: |
|
| WARNING: |
|
| CAUTION: |
|
| L.A. | Alternative Procedure. Remove the abradable shroud damaged area as follows: |
| (1) | Use a router or small belt sander to remove the remaining defective abradable material down to abradable material that is correctly bonded to the fan case. |
| NOTE: |
|
| (2) | If you cannot see the glass fiber layer, find the depth of cut of the router and do as follows: |
| (a) | Carefully sand down to the adhesive in a local area manually or with a small belt sander and do as follows: |
| NOTE: |
|
| 1 | Stop when you see the adhesive. |
| (3) | Make sure that the edges of the cavity have straight sides or are undercut by a small amount. Refer to Figure 909. |
| (4) | If necessary, sand the abradable shroud with C10-141 abrasive paper to remove the remaining damaged abradable material. |
| (5) | Tap the repair area lightly with the steel rod. Listen to the sound it makes and do as follows: |
| NOTE: |
|
| (a) | If you hear a solid click, there is no disbond or delamination. |
| (b) | If you do not hear a solid click, there is a disbond or delamination. |
| (6) | If you find a disbond or delamination, do Subtask 72-00-01-350-266 (paragraph 5.L.A.(1)) thru Subtask 72-00-01-350-266 (paragraph 5.L.A.(5)(b)) again to remove all the disbonds. |
| Subtask 72-00-01-160-037 |
| M. | Remove all the unwanted material from the repair area with a vacuum cleaner. |
| Subtask 72-00-01-360-055 |
| N. | Look for areas moist with water in the abradable shroud repair area and do as follows: |
| NOTE: |
|
| (1) | Dry the abradable shroud areas moist with water. Refer to TASK 70-46-02-360-002 (70-46-02, DRYING OF THERMOSETTING COMPOSITE MATERIALS) and as follows: |
| (a) | Use Absorbed Moisture Removal - Method 3 (Hot Air Dryer). |
| (b) | Attach a thermocouple to the moist area. |
| WARNING: |
|
| (c) | Increase the temperature of the repair area to 180°F (82°C) maximum. |
| (d) | Keep the repair area at a temperature of 180°F (82°C) maximum until you cannot see the water. |
| (e) | Continue to dry the repair area for 30 more minutes at 180°F (82°C) maximum. |
| Subtask 72-00-01-220-323 |
| O. | If you can see the glass fiber facesheet in the repair area, do as follows: |
| (1) | Do an inspection of the glass fiber surface for damage as follows: |
| (a) | If the glass fiber layer is damaged, the abradable shroud is not repairable with this procedure. Refer to TASK 72-00-01-300-801 (72-00-01, REPAIR 003). |
| Subtask 72-00-01-350-267 |
| WARNING: |
|
| (2) | Sand the fan case with C10-141 abrasive paper to make the glass fiber surface smooth. |
| NOTE: |
|
| Subtask 72-00-01-350-268 |
| P. | Clean the abradable shroud repair area. Refer to TASK 70-46-01-350-030 (70-46-01, MASKING AND CLEANING OF EPOXY AND POLYESTER MATRIX THERMOSETTING COMPOSITE MATERIALS) and as follows: |
| WARNING: |
|
| (1) | Remove the dust from the repair area with compressed air that contains no oil. |
| (2) | Use Composite Cleaning Method No. 5. |
| Subtask 72-00-01-110-055 |
| WARNING: |
|
| (3) | Use C04-035 isopropyl alcohol. |
| Subtask 72-00-01-350-269 |
| Q. | Apply masking to the repair area. Refer to TASK 70-46-01-350-030 (70-46-01, MASKING AND CLEANING OF EPOXY AND POLYESTER MATRIX THERMOSETTING COMPOSITE MATERIALS) and as follows: |
| (1) | Use Composite Masking Method No. 3. |
| (2) | If necessary, apply masking to the repair area until you apply the C01-161 abradable material and as follows: |
| (a) | Use Composite Masking Method No. 4. |
| Subtask 72-00-01-360-056 |
| WARNING: |
|
| CAUTION: |
|
| CAUTION: |
|
| R. | Mix the C01-161 abradable material as follows: |
| (1) | If you stored the C01-161 abradable material in a freezer, let the C01-161 abradable material increase to room temperature before you open the container. |
| Subtask 72-00-01-360-057 |
| (2) | Alternative Procedure Available. Prepare the C01-161 abradable material in the 1.5 lb (0.7 kg) 1 pint (0.473 liters) kit as follows: |
| CAUTION: |
|
| (a) | Put each component of the C01-161 abradable material on a clean, metal plate and mix each component individually with spatulas. |
| NOTE: |
|
| (b) | Make sure that you mix fully each component of the C01-161 abradable material before you mix them together. |
| NOTE: |
|
| (c) | Use a spatula to mix the resin and catalyst until you can see no streaks of the two components. |
| NOTE: |
|
| NOTE: |
|
| (d) | The pot life of the C01-161 abradable material will be approximately 20 minutes at 77°F (25°C). |
| NOTE: |
|
| Subtask 72-00-01-360-058 |
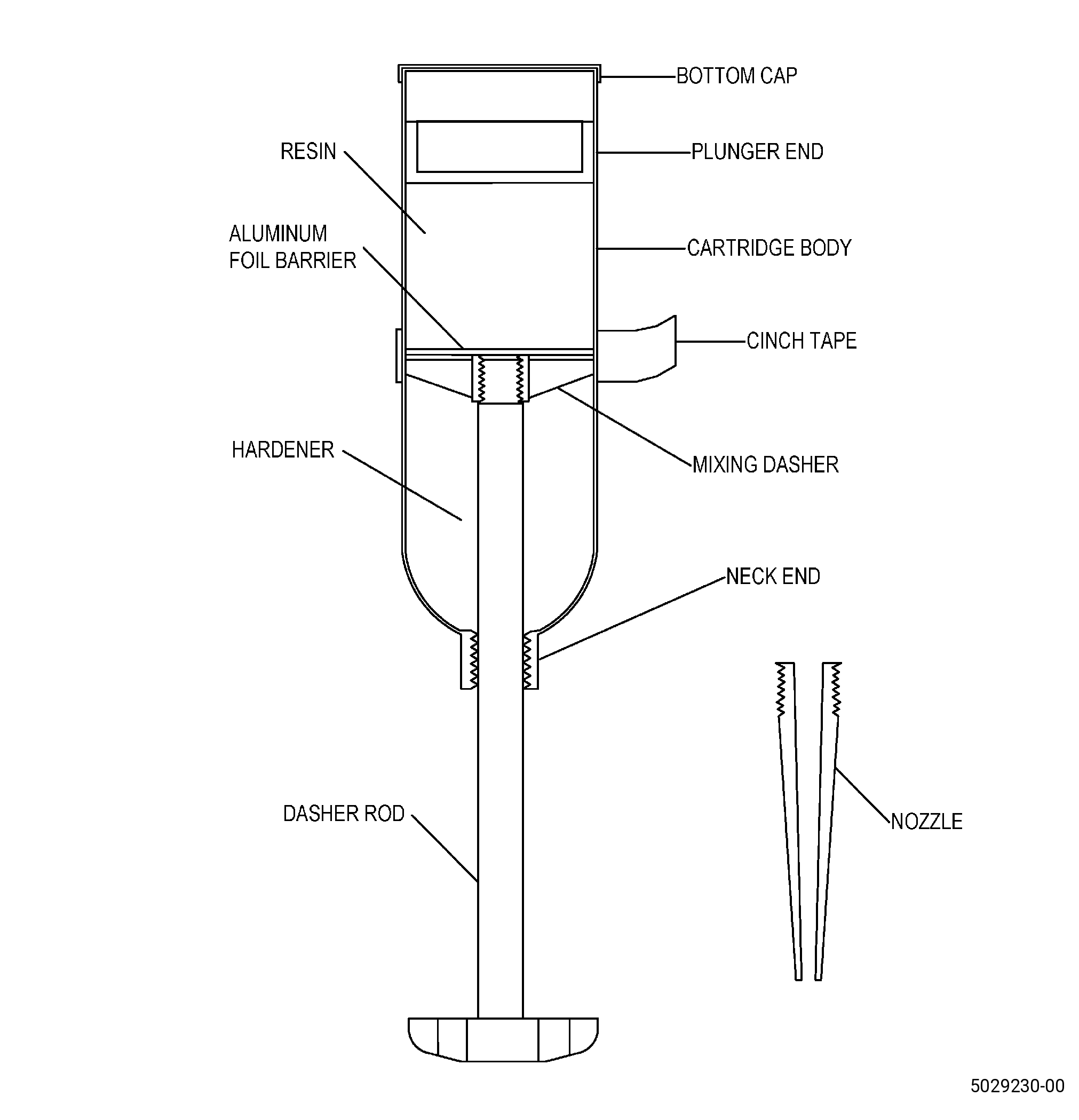
| (2).A. | Alternative Procedure. Prepare the C01-161 abradable material in the 6 oz (170 gm) Semkit style cartridge. Refer to Figure 910 and as follows: |
| (a) | Remove the cinch tape from the cartridge body. |
| (b) | Pull the dasher rod up to the end threaded neck of the cartridge to get the foil apart from the mixing dasher. |
| (c) | Push the cartridge sides in the area of the foil to cause damage to the foil barrier. |
| (d) | Push the dasher rod to the plunger end of the cartridge to remove the damaged foil barrier. |
| (e) | Put the dasher rod onto the spindle of the Semkit mixer. |
| (f) | Turn on the Semkit mixer. |
| (g) | Hold the cartridge body and push and pull the cartridge body up and down for 4 minutes. |
| (h) | Make sure that the dasher rod touches the end of the cartridge at the two ends of the travel. |
| (i) | Complete a minimum of 120 travels in the 4 minutes. |
| (j) | Remove the bottom cap. |
| (k) | Push the dasher rod to the plunger end of the cartridge and hold the cartridge firmly at the plunger end. |
| (l) | Turn the dasher rod counterclockwise to disconnect the dasher rod from the mixing dasher. |
| (m) | Remove the dasher rod from the cartridge. |
| (n) | Put the nozzle into the neck end of the cartridge. |
| (o) | Put the cartridge into a Semkit dispensing gun. |
| (p) | Make sure that you remove all the abradable material from the cartridge in 2 minutes or less after you mixed it. |
| (q) | You can apply the C01-161 abradable material to the fan case or in a clean metal sheet. |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-00-01-360-059 |
| S. | Rub the C01-161 abradable material on all of the surfaces of the repair areas with a rigid bristle C10-108 brush and do as follows: |
| WARNING: |
|
| (1) | Use scissors to cut the bristles of the C10-108 brush to make the rigid bristle C10-108 brush. |
| (2) | Use force to rub the C01-161 abradable material to fully wet all the surfaces of the repair area. |
| (3) | Use a Teflon spatula to push the C01-161 abradable material on the repair area as follows: |
| (a) | Hold the Teflon spatula at a low angle to prevent caught air in the C01-161 abradable material. |
| (b) | Apply a layer of approximate 0.10 inch (2.5 mm) of C01-161 abradable material at a time. |
| NOTE: |
|
| (4) | Use the Teflon spatula to make the repair area smooth and remove the caught air. |
| (5) | If the repair area is more than 0.10 inch (2.5 mm) in depth, let the C01-161 abradable material cure for a minimum of 1 hour before you apply more C01-161 abradable material. |
| (6) | If necessary, do Subtask 72-00-01-360-059 (paragraph 5.S.(1)) thru Subtask 72-00-01-360-059 (paragraph 5.S.(5)) again to get the correct C01-161 abradable material thickness for the repair area. |
| Subtask 72-00-01-380-014 |
| WARNING: |
|
| T. | Optional Procedure. Cut a piece of C10-051 perforated release film to use as a cover on the abradable shroud repair area and do as follows: |
| NOTE: |
|
| NOTE: |
|
| (1) | Make the C10-051 perforated release film approximately 10.0-12.0 inches (254-304 mm) larger all round than the repair area. |
| (2) | Put a small quantity of the C01-161 abradable material at one end of the repair cavity to increase the thickness to above the height of the remaining C01-161 abradable material. |
| (3) | Fill approximately 3.0-4.0 inches (77-101 mm) of the circumferential length of the repair area with C01-161 abradable material at the increased thickness. |
| (4) | Put the C10-051 perforated release film on the repair area and as follows: |
| (a) | The caught air below the C10-051 perforated release film will make voids in the abradable material. Carefully apply the C10-051 perforated release film to make the repair area smooth and remove the caught air. |
| (5) | Pull the C10-051 perforated release film tightly and keep in position with C10-136 Flashbreaker tape or with your hands. |
| (6) | Use the profile template or a wooden roller to push the C01-161 abradable material to the contour of the template. |
| (7) | Use shims on the glass fiber surfaces forward and aft of the repair area under the template to give extra C01-161 abradable material for the machining procedure after you apply it. |
| NOTE: |
|
| (8) | Do Subtask 72-00-01-380-014 (paragraph 5.T.(1)) thru Subtask 72-00-01-380-014 (paragraph 5.T.(7)) again until the repair area is filled. |
| (9) | Make sure that you do not remove the C10-051 perforated release film until after the cure is completed in Subtask 72-00-01-360-060 (paragraph 5.W.). |
| Subtask 72-00-01-160-038 |
| U. | If necessary, use a C10-182 cleaning cloth to remove the unwanted abradable material from the repair area. |
| Subtask 72-00-01-380-015 |
| V. | Monitor the C01-161 abradable material on the abradable shroud repair area and do as follows: |
| (1) | If the C01-161 abradable material moves, use the wooden roller or template on the film to push the material back to the correct contour. |
| Subtask 72-00-01-360-060 |
| WARNING: |
|
| CAUTION: |
|
| W. | Alternative Procedure Available. Cure the C01-161 abradable material on the abradable shroud repair area. Refer to SAE ARP 5144, Heat Application for Thermosetting Resin Curing, and as follows: |
| (1) | Cure the C01-161 abradable material for a minimum of 24 hours at a minimum temperature of 77°F (25°C). |
| (2) | If the room temperature is less than 77°F (25°C), you can use heat lamps or a thermal blanket to increase the temperature to 77°F (25°C) and do as follows: |
| (a) | Use a thermocouple to monitor the temperature. |
| (b) | Keep the temperature between 77 to 100°F (25 to 38°C). |
| (3) | If the room temperature is more than 77°F (25°C), do not apply more heat. |
| NOTE: |
|
| Subtask 72-00-01-360-061 |
| WARNING: |
|
| W.A. | Alternative Procedure. Cure the C01-161 abradable material on the abradable shroud repair area. Refer to SAE ARP 5144, Heat Application for Thermosetting Resin Curing, and as follows: |
| (1) | Let the C01-161 abradable material cure for 3 hours at a minimum temperature of 77°F (25°C) and do as follows: |
| (a) | If the room temperature is less than 77°F (25°C) you can use heat lamps or a thermal blanket to increase the temperature to 77°F (25°C) and as follows: |
| 1 | Use a thermocouple to monitor the temperature. |
| 2 | Keep the temperature at a range of 77 to 100°F (25 to 38°C). |
| (b) | If the room temperature is above 77°F (25°C) do not increase the temperature. |
| (2) | Increase the temperature of the C01-161 abradable material to a range of 100 to 120°F (38 to 49 °C) for a minimum of 2 hours and do as follows: |
| (a) | Use a heat lamp, a thermal blanket, or a heat gun on the repair area to increase the temperature. |
| (b) | Use a minimum of three thermocouples, equally spaced around the repair area. |
| Subtask 72-00-01-350-270 |
| X. | If you did not use the 11C3001 grind tool to remove the damaged abradable material from the abradable shroud repair area, install the 11C3001 grind tool. Refer to Subtask 72-00-01-350-258 (paragraph 4.A.). |
| Subtask 72-00-01-370-024 |
| CAUTION: |
|
| Y. | Calculate the average temperature of the 11C3001 grind tool, the fan rotor, the fan case, and the ambient air around the engine as follows: |
| NOTE: |
|
| NOTE: |
|
| (1) | Use a digital thermometer with a probe or a thermocouple to measure the average temperature of the 11C3001 grind tool, fan rotor, fan case, and the ambient air around the engine. |
| (2) | Calculate the average temperature of the 11C3001 grind tool, and do as follows: |
| (a) | Record the temperature of the cross slide assembly, the frame, and the support ring. |
| (b) | Calculate the average of the recorded temperatures. |
| (3) | Calculate the average temperature of the fan case and do as follows: |
| (a) | Record the temperature around on the outer diameter of the fan case at the 1:30 o’clock position, the 4:30 o’clock position, the 7:30 o’clock position, and the 10:30 o’clock position. |
| (b) | Calculate the average of the recorded temperatures. |
| (4) | Calculate the average temperature of the fan rotor and do as follows: |
| (a) | Record the temperature around the fan rotor forward flange at the 1:30 o’clock position, the 4:30 o’clock position, the 7:30 o’clock position, and the 10:30 o’clock position. |
| (b) | Calculate the average of the recorded temperatures. |
| (5) | Calculate the average temperature of the ambient air and do as follows: |
| (a) | Record the temperature of the ambient air inside the case and at two positions outside the case. |
| (b) | Calculate the average of the recorded temperatures |
| (6) | The permitted differences in temperature between the 11C3001 grind tool, the fan rotor, the fan case, and the ambient air are as follows: |
| (a) | The difference between the average temperature of the 11C3001 grind tool, and the average temperature of air around the fan case must not be more than 7°F (4°C). |
| (b) | The difference between the average temperature of the fan rotor and the average temperature of air around the fan case must not be more than 7°F (4°C). |
| (c) | The difference between the average temperature of the fan case and the average temperature of air around the fan case must not be more than 7°F (4°C). |
| (d) | The difference between the average temperature of the 11C3001 grind tool, and the average temperature of the fan case must no be more than 5°F (3°C). |
| (7) | If the average temperature measurements are more than these limits, let the engine temperature to normalize. |
| Subtask 72-00-01-320-009 |
| WARNING: |
|
| Z. | Alternative Procedure Available. Set the cutter depth and machine the C01-161 abradable material to get the correct profile. Refer to Figure 918 and as follows: |
| NOTE: |
|
| (1) | Put a mark on the abradable shroud surface F1.0 location at the 6:00 o’clock position. Refer to TASK 70-16-00-350-001 (MARKING PRACTICES), TASK 70-16-02-350-017 (TEMPORARY MARKING), Figure 911, and as follows: |
| NOTE: |
|
| (a) | Find the lowest axial split line between the forward acoustic liners. |
| NOTE: |
|
| NOTE: |
|
| (b) | Put a mark from the forward edge of the glass fiber layer axially across the abradable, at the 6:00 o’clock position. |
| (c) | At the 6:00 o’clock position, use the profile template to put marks on the C01-161 abradable material at each change in angle. Refer to Figure 902. |
| (d) | Put an X mark on the 6:00 o’clock axial mark on the C01-161 abradable material at the F1.0 location, F1.5 location, and F2.0 location. |
| (2) | Find the depth of cut at F1.0 location, F1.5 location, and F2.0 location. Refer to Figure 917. |
| NOTE: |
|
| (3) | Set the cutter position as follows: |
| (a) | Move the 11C3001 grind tool, until the router cutter is at the 6:00 o’clock position. |
| (b) | Adjust the angle of the axial cross slide and put the ball lock pin in the preset angle hole with the 0 degrees mark. Refer to Figure 908 and do as follows: |
| 1 | Tighten the four 0.3125-18 UNC-3A x 1.25 inch (31.8 mm) socket head cap screws to keep the axial cross slide in the correct position. |
| (c) | Move the axial cross slide until the aft edge of the cutter is over the 20.39 inches (517.9 mm) mark that you made before, and do as follows: |
| NOTE: |
|
| 1 | Lock the axial cross slide. |
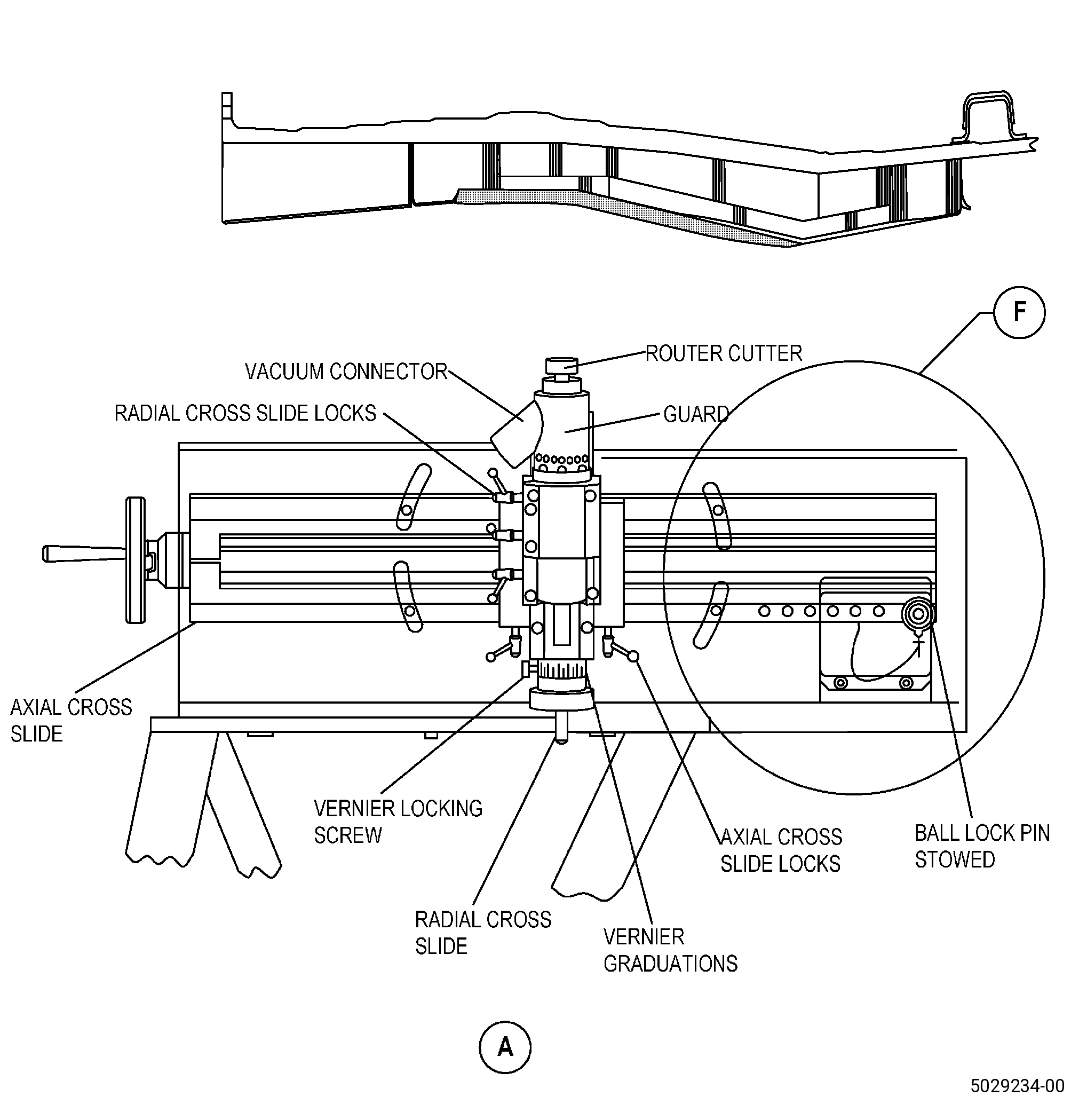
| (d) | Adjust the radial cross slide until the router cutter touches the abradable surface at the F1.0 mark, and do as follows: |
| 1 | Set the radial cross slide to zero and lock the adjustable vernier scale. |
| (e) | If the adjustment for the nominal depth of cut on Subtask 72-00-01-320-009 (paragraph 5.Z.(2)), is above the surface at F1.0 location, do as follows: |
| 1 | Use feeler gauges to set the router cutter to the height above the abradable surface. |
| 2 | Continue the repair at Subtask 72-00-01-320-009 (paragraph 5.Z.(3)(p)) . |
| (f) | Start the router cutter. |
| (g) | Use the radial cross slide vernier graduations to adjust the router cutter depth to a portion of the nominal depth of cut. Refer to Figure 917 for the nominal depth. |
| (h) | Turn the 11C3001 grind tool, to make approximately a 2.0 inches (51 mm) long cut at the F1.0 position at the 6:00 o’clock position. |
| (i) | Stop the router cutter. |
| (j) | Use the depth gauge to measure the depth of the cut. Refer to Figure 904 and do as follows: |
| 1 | Put the base of the depth gauge on the more cylindrical (forward) part of the profile and slide the depth gauge circumferentially to make the measurements more accurate. |
| (k) | From the measured depth, calculate the remaining depth of cut necessary to get the calculated nominal depth of cut. |
| (l) | Start the router and do as follows: |
| 1 | Use the radial cross slide vernier graduations to adjust the router cutter depth. |
| (m) | Turn the tool again to make approximately a cut of 2.0 inches (51 mm) in length at the F1.0 location at the 6:00 o’clock position. |
| (n) | Stop the router. |
| (o) | Use the depth gauge to confirm the depth is no more than 0.005 inch (0.13 mm) of the nominal depth of cut. Refer to Figure 904 and Figure 917. |
| NOTE: |
|
| NOTE: |
|
| (p) | Set the radial cross-slide to zero, lock the adjustable vernier scale, and as follows: |
| 1 | Lock the radial cross slide. |
| CAUTION: |
|
| (4) | Start the vacuum cleaner and do as follows: |
| (a) | Start the router cutter. |
| (b) | Hold the 11C3001 grind tool, near the fan rotor, and do as follows: |
| 1 | Turn the 11C3001 grind tool, very slowly clockwise, forward looking aft. |
| (c) | Turn the 11C3001 grind tool, around the complete abradable shroud circumference. |
| (5) | Unlock the axial cross slide, and do as follows: |
| (a) | Use the axial cross slide to move the router cutter to a new position forward and overlapping the previous cut by small distance. |
| (b) | Lock the axial cross slide. |
| (6) | Hold the 11C3001 grind tool and do as follows: |
| (a) | Turn the 11C3001 grind tool, very slowly around the abradable shroud circumference, clockwise, forward looking aft. |
| (7) | Do paragraph Subtask 72-00-01-320-009 (paragraph 5.Z.(5)) and Subtask 72-00-01-320-009 (paragraph 5.Z.(6)) again until you get to the forward location mark for the angle that you made. |
| (8) | Stop the router cutter and do as follows: |
| (a) | Unlock the radial cross slide. |
| (b) | Use the radial cross slide to move the cutter 0.100 inch (2.54 mm) away from the C01-161 abradable material. |
| (9) | If the repair area extends forward or aft of this angle, machine the area of the next angle as follows: |
| NOTE: |
|
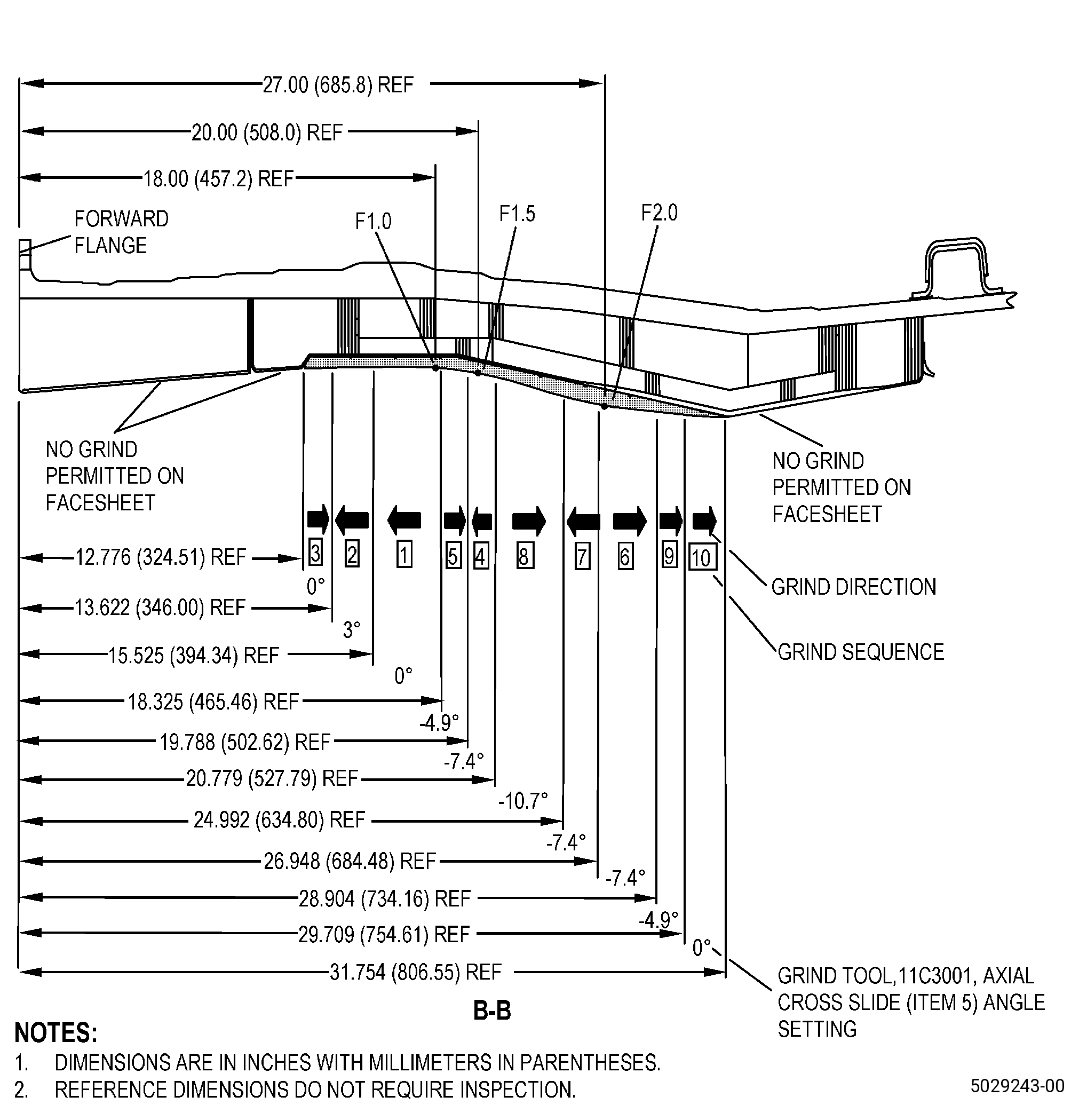
| (a) | Machine the abradable shroud contour segments in the sequence that follows: |
| 1 | 0 degree angle, aft to forward, set depth of cut at the F1.0 mark. |
| 2 | 3.0 degree angle, aft to forward, set depth of cut to blend with cut 1. |
| 3 | 0 degree angle, forward to aft, set depth of cut to blend with cut 2. |
| 4 | -7.4 degree angle, aft to forward, set depth of cut at the F1.5 mark. |
| 5 | -4.9 degree angle, forward to aft, set to depth of cut to blend with cuts 1 and 4. |
| 6 | -7.4 degree angle, forward to aft, set depth of cut at the F2.0 mark. |
| 7 | -7.4 degree angle, aft to forward, continuing the previous cut (cut 6). |
| 8 | -10.7 degree angle, forward to aft, set depth of cut to blend with cuts 4 and 7. |
| 9 | -4.9 degree angle, forward to aft, set depth of cut to blend with cut 6. |
| 10 | 0 degree angle, forward to aft, set depth of cut to blend with cut 9. |
| (b) | Reset the angle of the axial cross slide and put the ball lock pin in the hole with the mark of the next angle. Refer to Figure 907, Figure 908, and do as follows: |
| 1 | Tighten the four 0.3125-18 UNC-3A x 1.25 inch (31.8 mm) socket head cap screws to keep the axial cross slide in the correct position. |
| (c) | Unlock the axial cross slide and do as follows: |
| 1 | Use the axial cross slide to put the forward edge of the cutter on the aft edge of the cut before. |
| 2 | Lock the axial cross slide. |
| (d) | Use the marks on the C01-161 abradable material to set the axial cross slide to the correct location for the angle that you will cut. |
| (e) | Start the router cutter. |
| (f) | Lower the cutter until the forward edge of the cutter is level with the cut immediately forward, and do as follows: |
| 1 | Lock the radial cross slide. |
| NOTE: |
|
| (g) | Do Subtask 72-00-01-320-009 (paragraph 5.Z.(7)) again to machine the C01-161 abradable material in the area of this angle. |
| (h) | Stop the cutter and do as follows: |
| 1 | Unlock the radial cross slide. |
| 2 | Use the radial cross slide to move the cutter 0.100 inch (2.54 mm) away from the C01-161 abradable material. |
| (i) | If the repair area is more than the axial limits of this angle, do Subtask 72-00-01-320-009 (paragraph 5.Z.(9)(a)) thru Subtask 72-00-01-320-009 (paragraph 5.Z.(9)(g)) again to machine the remaining angle segments. |
| (j) | If this is the last angle that you will machine, do as follows: |
| CAUTION: |
|
| 1 | Keep the cutter at a minimum of 0.5 inch (13 mm) from the forward and aft glass fiber layer. |
| WARNING: |
|
| CAUTION: |
|
| 2 | If there is a remaining step or if the area in 0.5 inch (13 mm) of the aft edge of the C01-161 abradable material was replaced, use C10-141 abrasive paper to make the C01-161 abradable material smooth to the limits that follow: |
| a | The change from repair area to adjacent abradable shroud surface must be 0.020 inch (0.50 mm) maximum forward facing surface. |
| b | The change from repair area to adjacent fan case surface must be 0.040 inch (1.01 mm) maximum aft facing surface. |
| Subtask 72-00-01-320-010 |
| WARNING: |
|
| Z.A. | Alternative Procedure. Set the cutter depth and machine the C01-161 abradable material on the abradable shroud repair area to get the correct profile. Refer to Figure 918 and as follows: |
| NOTE: |
|
| (1) | Make sure that the difference between the average temperature of the 11C3001 grind tool, and the average temperature of the fan case is not more than 10°F (6°C) and as follows: |
| NOTE: |
|
| (a) | Calculate the local depth of cut for the repair area as follows: |
| 1 | Move the indicator to the actual abradable surface below the lower edge of the repair area. |
| 2 | Put a mark at the position of the indicator on the case. Refer to TASK 70-16-00-350-001 (MARKING PRACTICES) and TASK 70-16-02-350-017 (TEMPORARY MARKING). |
| NOTE: |
|
| 3 | Set the indicator to zero. |
| 4 | Move the indicator to the actual abradable surface above the upper edge of the repair area. |
| 5 | Record the reading. |
| 6 | Get half of the upper edge indicator reading as follows: |
| NOTE: |
|
|
| NOTE: |
|
| (b) | If the depth of cut is more than 0.005 inch (0.13 mm), positive or negative, do not use this alternative procedure. |
| (2) | Put a mark on the abradable shroud. Refer to TASK 70-16-00-350-001 (MARKING PRACTICES), TASK 70-16-02-350-017 (TEMPORARY MARKING), and as follows: |
| (a) | At the indicator position mark, use the profile template to put a mark on the forward and aft limits for the segment angles that you will use. |
| (3) | Set the cutter depth as follows: |
| (a) | Adjust the angle of the axial cross slide and put the ball lock pin in the hole marked 0 degrees. |
| NOTE: |
|
| (b) | Move the 11C3001 grind tool, until the router cutter is at the lower edge of the repair area. |
| (c) | Move the axial cross slide until the aft edge of the cutter is at the indicator position mark that you made before. |
| (d) | Lock the axial cross slide. |
| (e) | Adjust the radial cross slide until the router immediately touches the abradable surface. |
| (f) | Set the radial cross-slide vernier to zero and lock the adjustable vernier scale. |
| (g) | If the depth of cut adjustments from Subtask 72-00-01-320-010 (paragraph 5.Z.A.(1)(a)) is above the surface or a negative depth of cut adjustment, then use the feeler gauges to set the router cutter to the height above the abradable surface, and do as follows: |
| 1 | Continue with Subtask 72-00-01-320-010 (paragraph 5.Z.A.(3)(m)) . |
| (h) | Start the router cutter. |
| (i) | Use the radial cross slide vernier graduations to adjust the router cutter depth to the calculated depth. |
| (j) | Turn the tool to make approximately a cut of 2.0 inches (51 mm) in length. |
| (k) | Stop the router cutter. |
| (l) | Use the depth gauge to make sure that the depth is correct to no more than 0.005 inch (0.12 mm) of the depth of cut from Subtask 72-00-01-320-010 (paragraph 5.Z.A.(1)(a)6). |
| NOTE: |
|
| (m) | Set the radial cross slide to zero and lock the adjustable vernier scale. |
| (n) | Lock the radial cross slide. |
| CAUTION: |
|
| CAUTION: |
|
| (4) | Start the vacuum cleaner. |
| (5) | Start the router cutter. |
| (6) | Turn the tool very slowly around the abradable shroud from the lower edge of the repair area to the upper edge. |
| (7) | Unlock the axial cross slide. |
| (8) | Use the axial cross slide to move the router cutter to a new position forward and overlapping the previous cut by a small distance. |
| (9) | Lock the axial cross slide. |
| (10) | Pull the 11C3001 grind tool, around the abradable shroud very slowly across the repair area. |
| (11) | Do Subtask 72-00-01-320-010 (paragraph 5.Z.A.(7)) to Subtask 72-00-01-320-010 (paragraph 5.Z.A.(10)) again while you move the 11C3001 grind tool, between the upper and lower edges of the repair area until you get to the forward mark for this angle area. |
| (12) | Stop the router cutter. |
| (13) | Unlock the radial cross slide. |
| (14) | Use the radial cross slide to move the cutter 0.100 inch (2.54 mm) away from the C01-161 abradable material. |
| (15) | If the repair area extends forward or aft of this angle, machine the area of the next angle as follows: |
| (a) | Machine the area of the remaining angle segments in the sequence that follows: |
| NOTE: |
|
| 1 | 0 degree angle, aft to forward, set depth of cut at the F1.0 mark. |
| 2 | 3.0 degree angle, aft to forward, set depth of cut to blend with cut 1. |
| 3 | 0 degree angle, forward to aft, set depth of cut to blend with cut 2. |
| 4 | -7.4 degree angle, aft to forward, set depth of cut at the F1.5 mark. |
| 5 | -4.9 degree angle, forward to aft, set to depth of cut to blend with cuts 1 and 4. |
| 6 | -7.4 degree angle, forward to aft, set depth of cut at the F2.0 mark. |
| 7 | -7.4 degree angle, aft to forward, continuing the previous cut (cut 6). |
| 8 | -10.7 degree angle, forward to aft, set depth of cut to blend with cuts 4 and 7. |
| 9 | -4.9 degree angle, forward to aft, set depth of cut to blend with cut 6. |
| 10 | 0 degree angle, forward to aft, set depth of cut to blend with cut 9. |
| (b) | Reset the angle of the axial cross slide and put the ball lock pin in the hole with the mark of the next angle. |
| (c) | Unlock the axial cross slide. |
| (d) | Use the axial cross slide to put the forward edge of the cutter on the aft edge of the cut before, and do as follows: |
| NOTE: |
|
| 1 | Lock the axial cross slide. |
| (e) | Put a mark on the abradable shroud. Refer to TASK 70-16-00-350-001 (MARKING PRACTICES), TASK 70-16-02-350-017 (TEMPORARY MARKING), and as follows: |
| 1 | If necessary, use the profile template to make a mark on the C01-161 abradable material at the aft end of this angle. |
| (f) | Start the router cutter. |
| (g) | Lower the cutter until the forward edge of the cutter is leveled with the cut immediately forward. |
| (h) | Lock the radial cross slide. |
| NOTE: |
|
| (i) | Do Subtask 72-00-01-320-010 (paragraph 5.Z.A.(12)) again to machine the C01-161 abradable material in the area of this angle. |
| (j) | Stop the router cutter. |
| (k) | Unlock the radial cross slide. |
| (l) | Use the radial cross slide to move the cutter 0.100 inch (2.54 mm) away from the abradable. |
| (m) | If the repair area extends forward or aft of this angle, do Subtask 72-00-01-320-010 (paragraph 5.Z.A.(15)(a)) thru Subtask 72-00-01-320-010 (paragraph 5.Z.A.(15)(l)) again to machine the area of the next angle. |
| (n) | If this is the last angle to be machined, do as follows: |
| 1 | Make the last cut with the aft edge of the cutter 0.5 inch (13 mm) forward of the glass fiber layer. |
| Subtask 72-00-01-140-025 |
| WARNING: |
|
| CAUTION: |
|
| 2 | If there are remaining steps or if the area in 0.5 inch (13 mm) or less of the aft edge of the C01-161 abradable material was replaced, sand the C01-161 abradable material as follows: |
| a | If necessary, use 120 grit C10-141 abrasive paper. |
| b | The change from the repair area to the adjacent abradable shroud surface must be 0.020 inch (0.50 mm) maximum forward facing surface. |
| c | The change from the repair area to the adjacent abradable shroud surface must be 0.040 inch (1.01 mm) maximum aft facing surface. |
| Subtask 72-00-01-320-011 |
| WARNING: |
|
| WARNING: |
|
| Z.B. | Alternative Procedure. Set the cutter depth and machine the C01-161 abradable material on the abradable shroud repair area to get the correct profile as follows: |
| NOTE: |
|
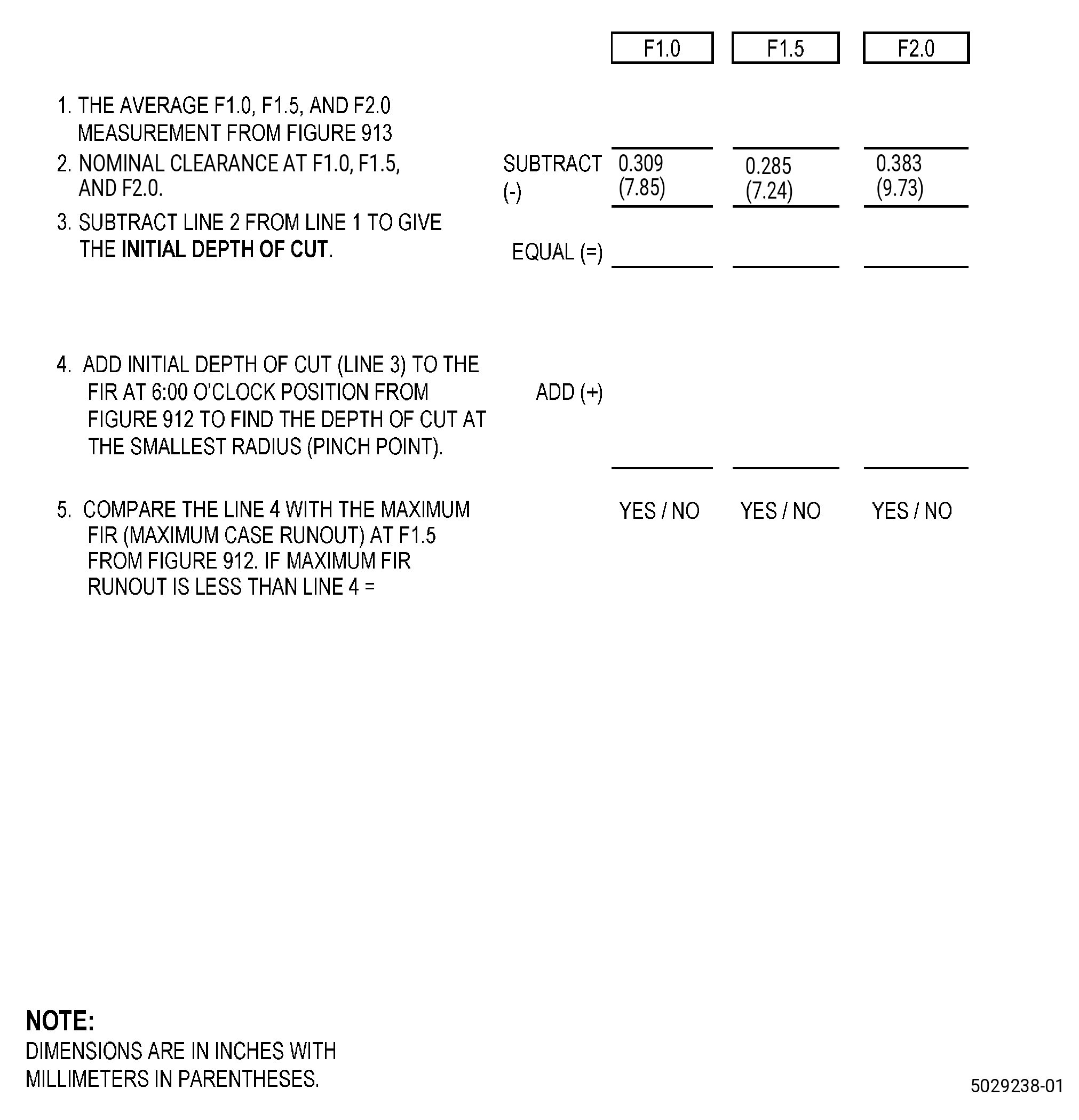
| (1) | Calculate the depth of cut at the F1.0 location, F1.5 location, and F2.0 location as follows: |
| WARNING: |
|
| (a) | If necessary, sand the abradable shroud with C10-141 abrasive paper to make a flat surface at the measurement location. |
| NOTE: |
|
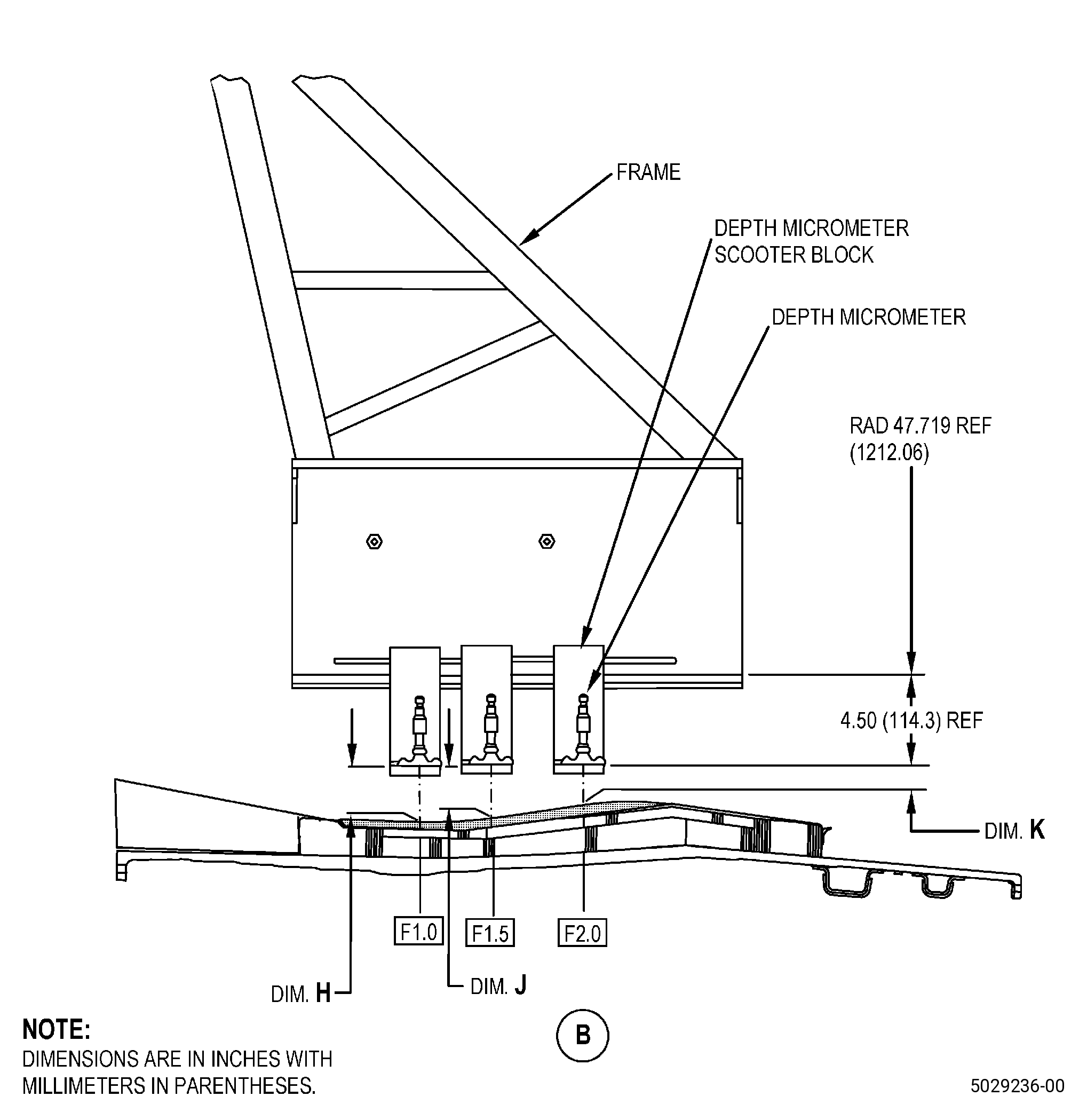
| (b) | Use a depth micrometer to get the dimension H, dimension J, and dimension K at the 6:00 o'clock position. Refer to Figure 916 and do as follows: |
| 1 | Make a record of the measurements in the table. |
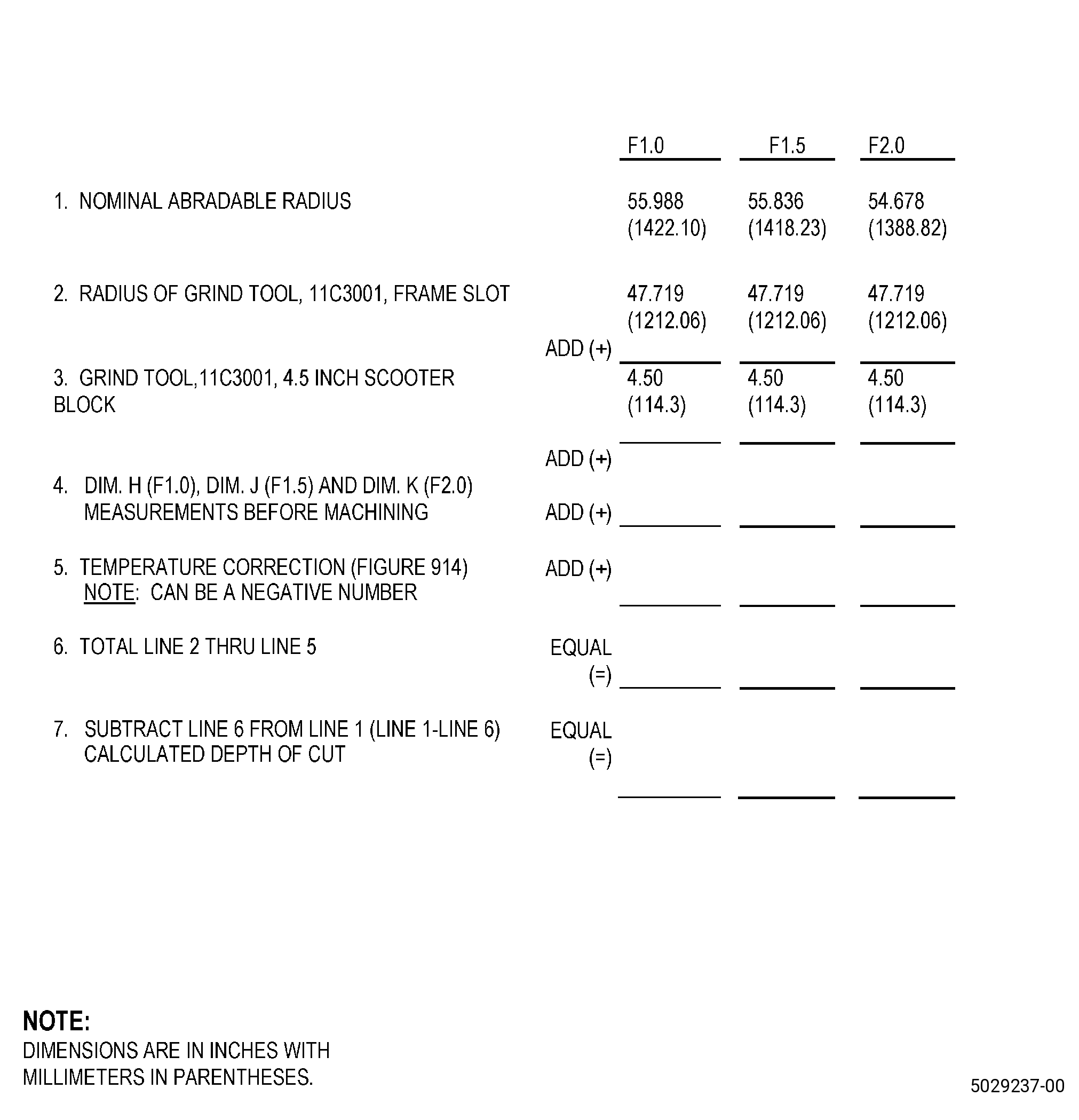
| (c) | Use the table in Figure 916 to calculate the radius at the 6:00 o’clock position as follows: |
| 1 | Add the radius of the scooter block, 11C3001P13, to dimension H, dimension J, and dimension K that was measured. |
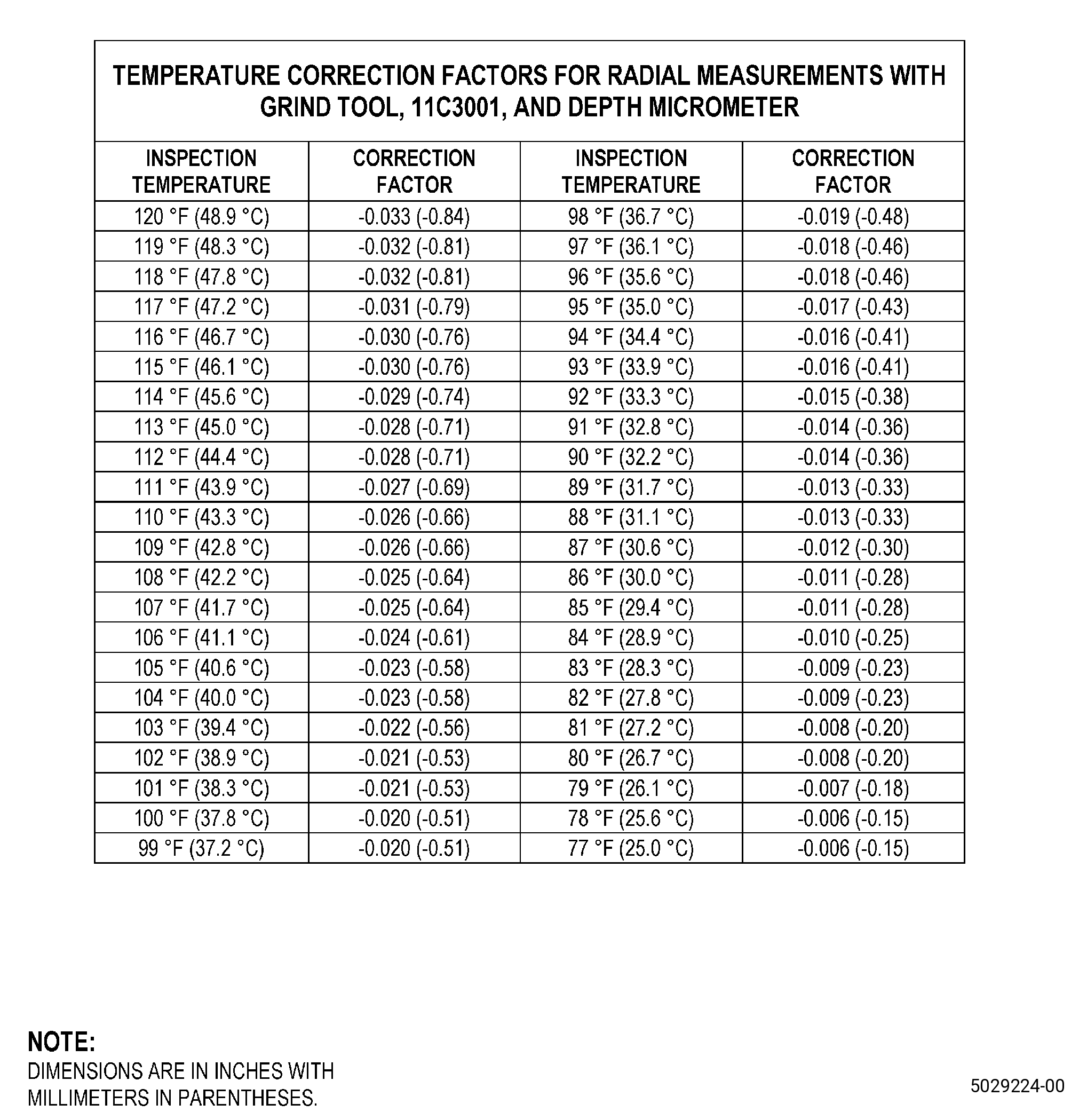
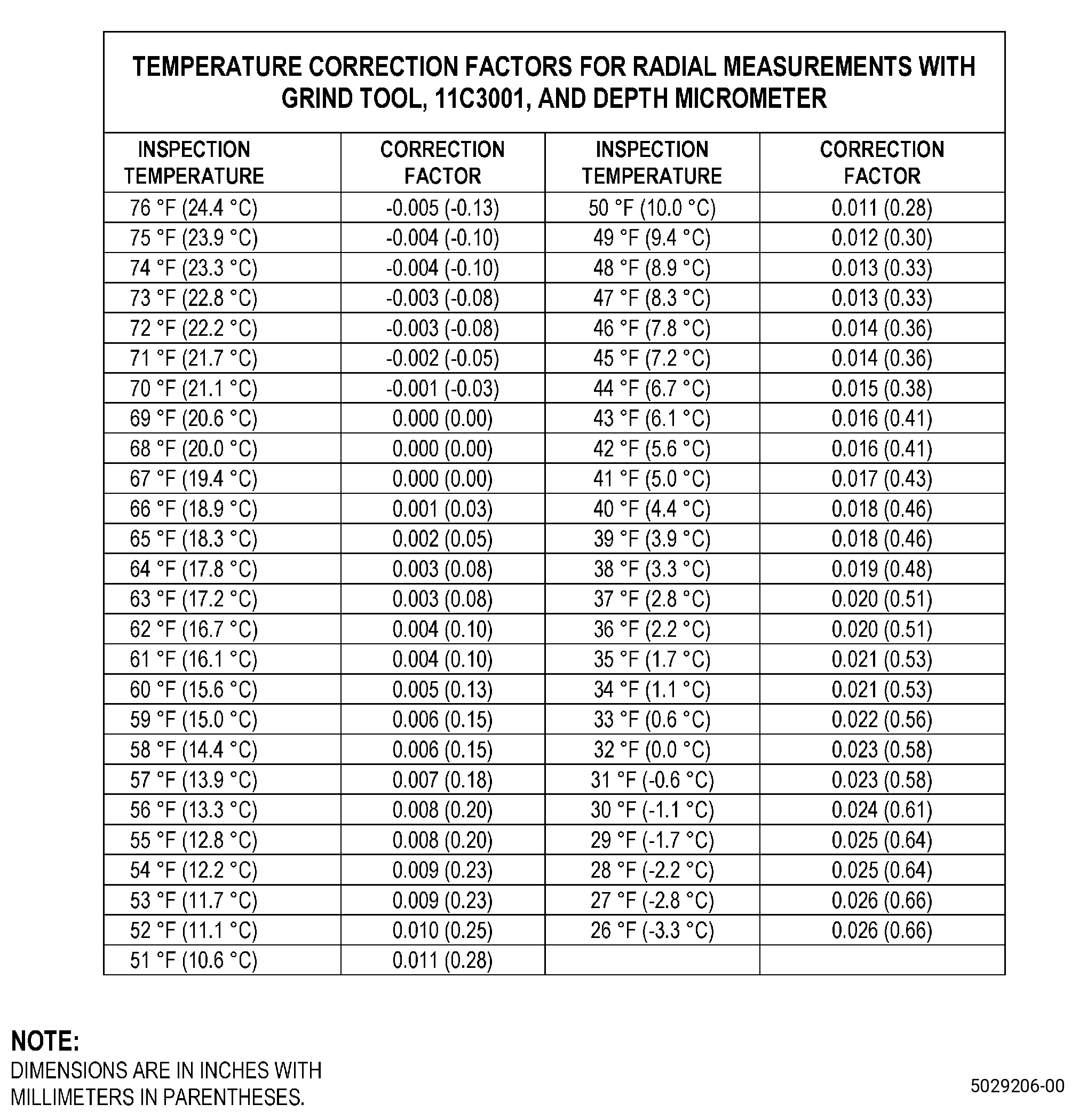
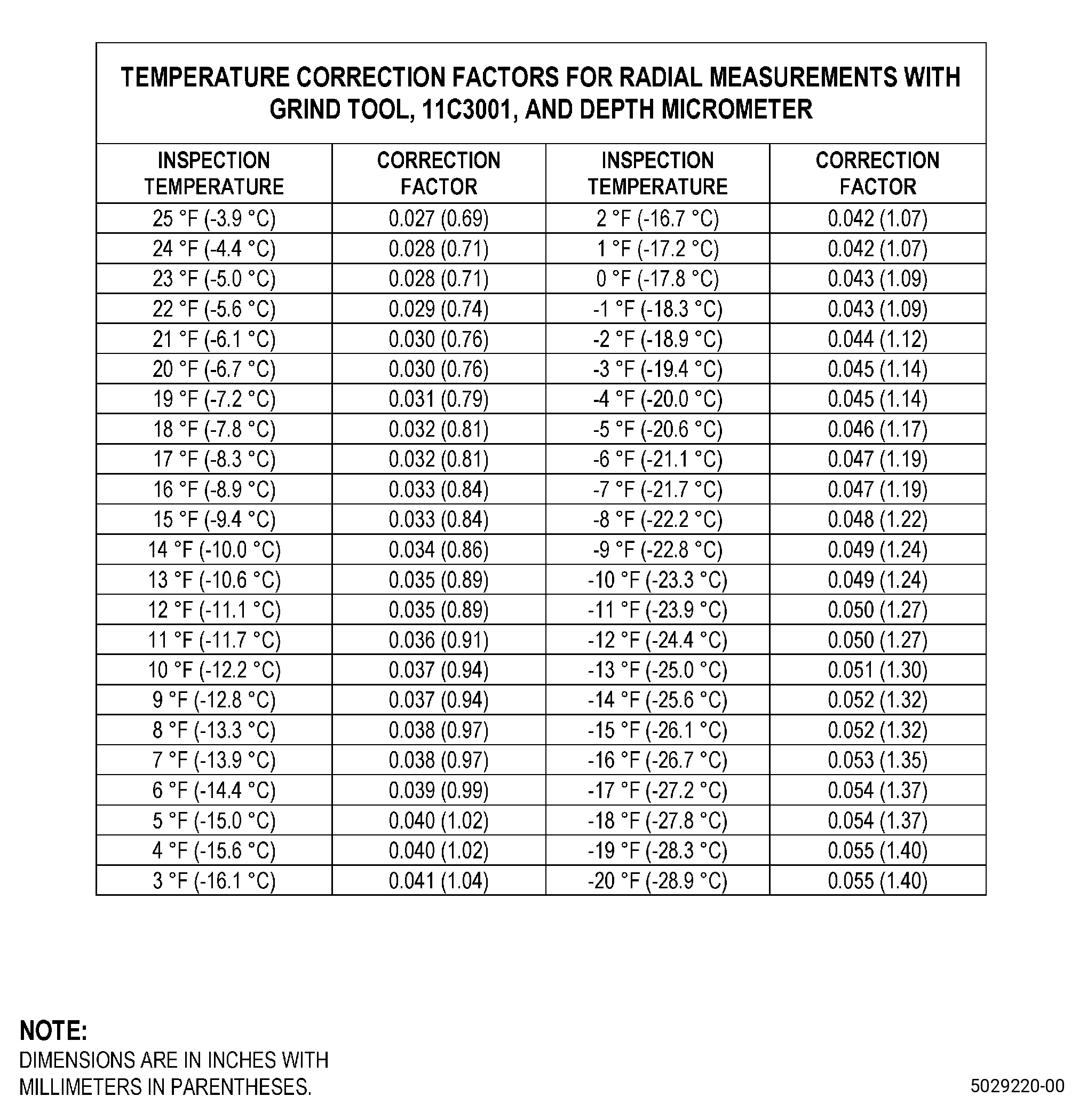
| 2 | Add the temperature correction factor for the 11C3001 grind tool. Refer to Figure 914. |
| NOTE: |
|
| (d) | Subtract the calculated abradable shroud radius from the nominal case radius for the F1.0 location, F1.5 location, and F2.0 location. The difference is the nominal depth of cut at the 6:00 o’clock position. |
| Subtask 72-00-01-360-062 |
| (e) | If the calculated depth of cut at the 6:00 o’clock position is negative, do Subtask 72-00-01-360-056 (paragraph 5.R.) thru Subtask 72-00-01-360-060 (paragraph 5.W.) again to add more C01-161 abradable material. |
| Subtask 72-00-01-320-012 |
| (2) | Cut the abradable shroud contour. Refer to Subtask 72-00-01-320-009 (paragraph 5.Z.(3)) thru Subtask 72-00-01-320-009 (paragraph 5.Z.(9)(j)2) , and as follows: |
| (a) | Use the calculated depth of cut. Refer to Figure 916. |
| NOTE: |
|
| Subtask 72-00-01-160-039 |
| AA. | Clean the repair area as follows: |
| Subtask 72-00-01-160-041 |
| (1) | Alternative Procedure Available. Remove the dust and debris with a dustpan and a C10-108 brush. |
| Subtask 72-00-01-160-040 |
| (1).A. | Alternative Procedure Available. Remove all the abradable dust and debris with a vacuum cleaner. |
| Subtask 72-00-01-160-042 |
| WARNING: |
|
| (2) | Remove the remaining dust from the repair area with compressed air that contains no oil. |
| Subtask 72-00-01-220-324 |
| AB. | Do an inspection of the abradable shroud repair area for voids and missing C01-161 abradable material. Refer to TASK 72-00-01-200-801 (72-00-01, INSPECTION 001) and as follows: |
| (1) | Areas with a shore D hardness less than 50 are not permitted. |
| (2) | Do an inspection of the abradable surface. The defects that follow are permitted: |
| (a) | Three voids for each 30 inches (762 mm) of circumference are permitted as follows: |
| 1 | If the void is no more than 0.10 inch (2.5 mm) at the maximum dimension. |
| 2 | If the void is no more than 0.060 inch (1.52 mm) in depth. |
| (b) | A number of voids for each 30 inches (762 mm) of circumference are permitted as follows: |
| 1 | If the void is no more than 0.06 inch (1.5 mm) at the maximum dimension. |
| 2 | If the void is no more than 0.03 (0.7 mm) in depth. |
| 3 | The total area of the collected voids must not be more than 20 square inches (129 square cm). |
| (c) | Any number of voids less than 0.03 inch (0.7 mm) at the maximum dimension are permitted. |
| (d) | Forward facing steps of a maximum of 0.02 inch (0.5 mm) are permitted. |
| (e) | Aft facing or axial steps of a maximum of 0.04 inch (1.0 mm) are permitted. |
| (3) | Loose material or foreign material is not permitted. |
| (4) | Cracks or unbonded areas are not permitted. |
| Subtask 72-00-01-350-271 |
| (5) | If the inspection does not agree with the specified limits, do as follows: |
| (a) | For defects more than 0.10 inch (2.5 mm) at the maximum dimension, do Subtask 72-00-01-350-262 (paragraph 5.J.) thru Subtask 72-00-01-360-060 (paragraph 5.W.) again to fill the defects. |
| WARNING: |
|
| WARNING: |
|
| CAUTION: |
|
| (b) | If necessary, fill the defects not more than 0.10 inch (2.5 mm) at the maximum dimension as follows: |
| 1 | Prepare the C01-155 adhesive paste as follows: |
| a | Make an estimate of the quantity of the C01-155 adhesive paste that you will use. |
| 2 | Use a clean metal or paper container that has no wax. |
| 3 | Mix each component in the ratio that follows: |
| a | Part A (adhesive) - 100 parts by weight. |
| b | Part B (catalyst) - 17 parts by weight. |
| 4 | Mix the two C01-155 adhesive paste components until you cannot see streaks of the components. |
| NOTE: |
|
| 5 | Use the teflon spatula to push the C01-155 adhesive paste in the defects that you will repair. |
| 6 | Use a C10-182 cleaning cloth to remove the unwanted C01-155 adhesive paste. |
| 7 | Cure the C01-155 adhesive paste. Refer to SAE ARP 5144 Heat Application for Thermosetting Resin Curing and as follows: |
| a | Let the mixed C01-155 adhesive paste cure for 8 hours at a minimum temperature of 65°F (18°C) followed by a minimum of 1 hour at a temperature range of 180 to 200°F (82.2 to 93.3°C). |
| Subtask 72-00-01-140-026 |
| WARNING: |
|
| (c) | Sand the abradable shroud with C10-141 abrasive paper to make the repair area smooth and agree with the adjacent contour. |
| Subtask 72-00-01-220-325 |
| AC. | Do the measurements for the fan blade tip clearances and the abradable shroud runout as follows: |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-00-01-220-330 |
| (1) | Alternative Procedure Available. If you use the 11C3001 grind tool, to get the runout measurements, do as follows: |
| (a) | Do Subtask 72-00-01-350-264 (paragraph 5.K.)again to get the runout measurements for the F1.0 location, F1.5 location, and F2.0 location. |
| (b) | Record the runout measurements in Figure 912. |
| (c) | Remove the 11C3001 grind tool, from the fan disk. |
| (d) | Remove the masking from the fan disk and the outlet guide vanes. |
| (e) | Install the fan blades, the fan platforms, and aft spinner. |
| (f) | Do paragraph Subtask 72-00-01-220-319 (paragraph 5.E.) or Subtask 72-00-01-220-320 (paragraph 5.E.A.) to get the clearances at the F1.0 location, F1.5 location, and F2.0 location. |
| (g) | Make a record of the clearance measurements. Refer to Figure 913. |
| Subtask 72-00-01-220-326 |
| (1).A. | Alternative Procedure. If you use the 11C3406 runout tool, to get the abradable shroud runout measurements, do as follows: |
| (a) | Remove the 11C3001 grind tool, from the fan disk. |
| (b) | Remove the masking from the fan disk and outlet guide vanes. |
| (c) | Install the fan blades, the fan platforms and the aft spinner. Refer to TASK 72-00-01-420-802 (72-00-01, INSTALLATION 001 - CONFIG 02). |
| (d) | Do Subtask 72-00-01-220-319 (paragraph 5.E.). again to get the runout measurements and the clearance measurements at the F1.0 location, F1.5 location, and F2.0 location. |
| Subtask 72-00-01-220-327 |
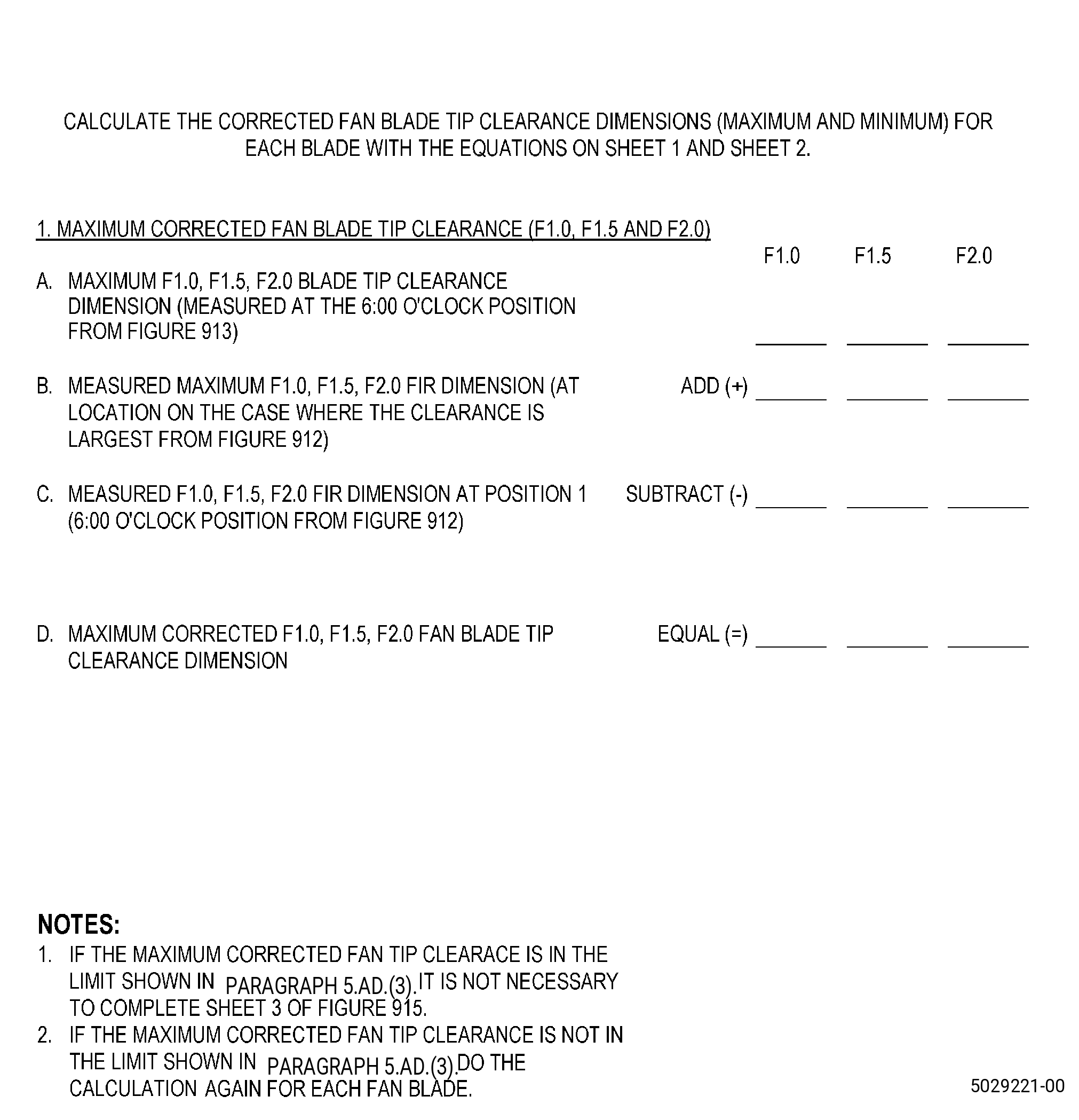
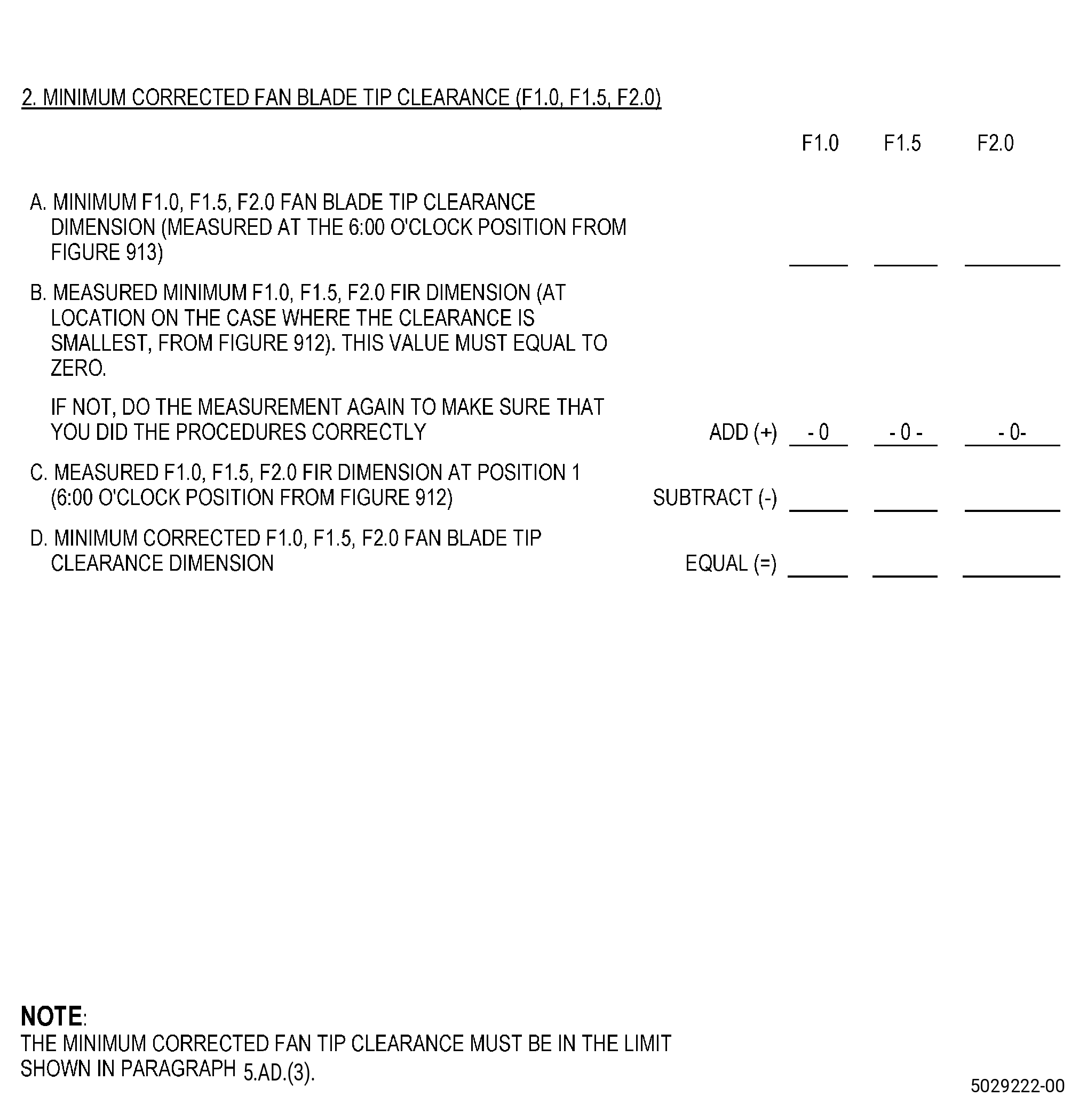
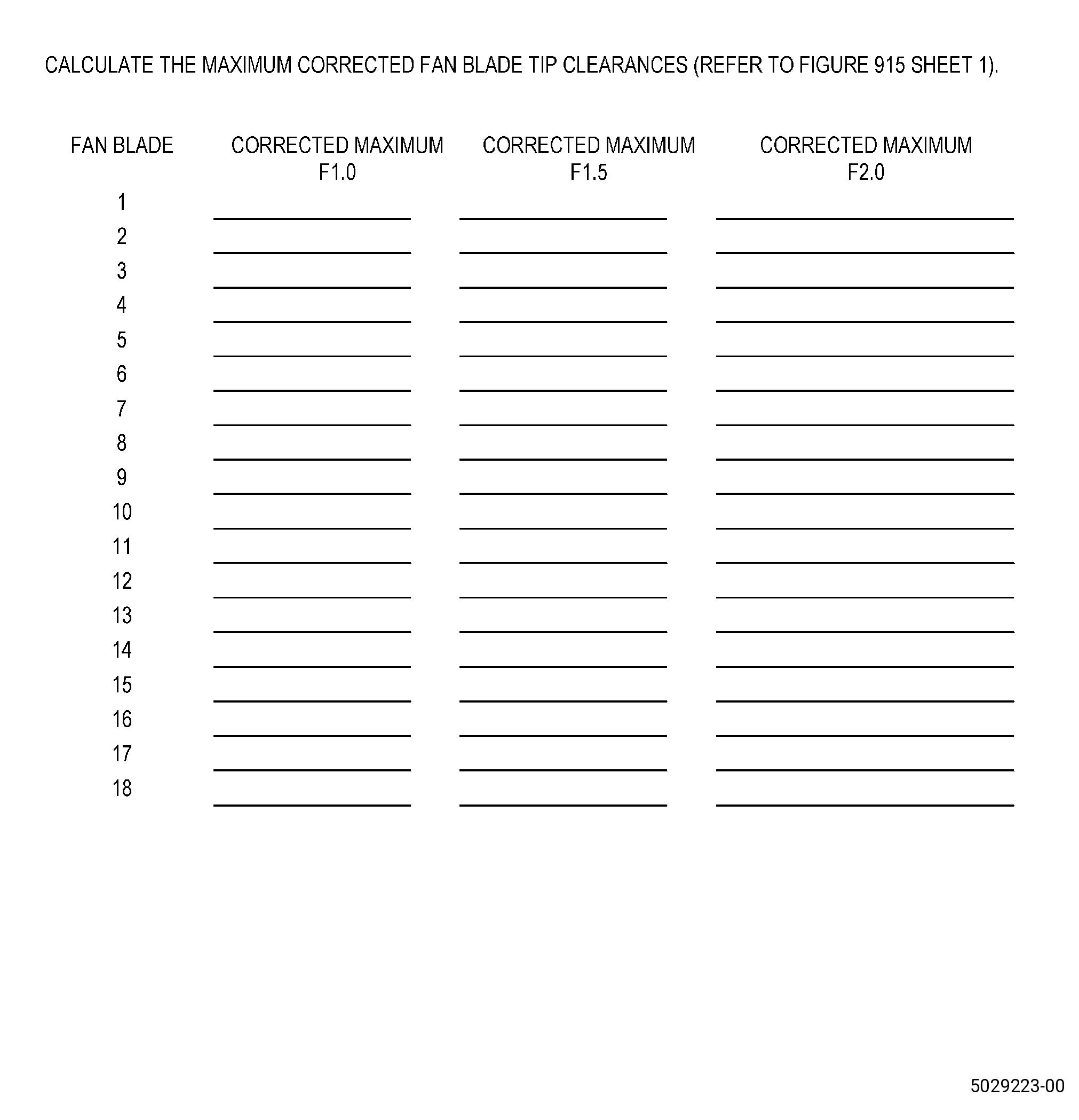
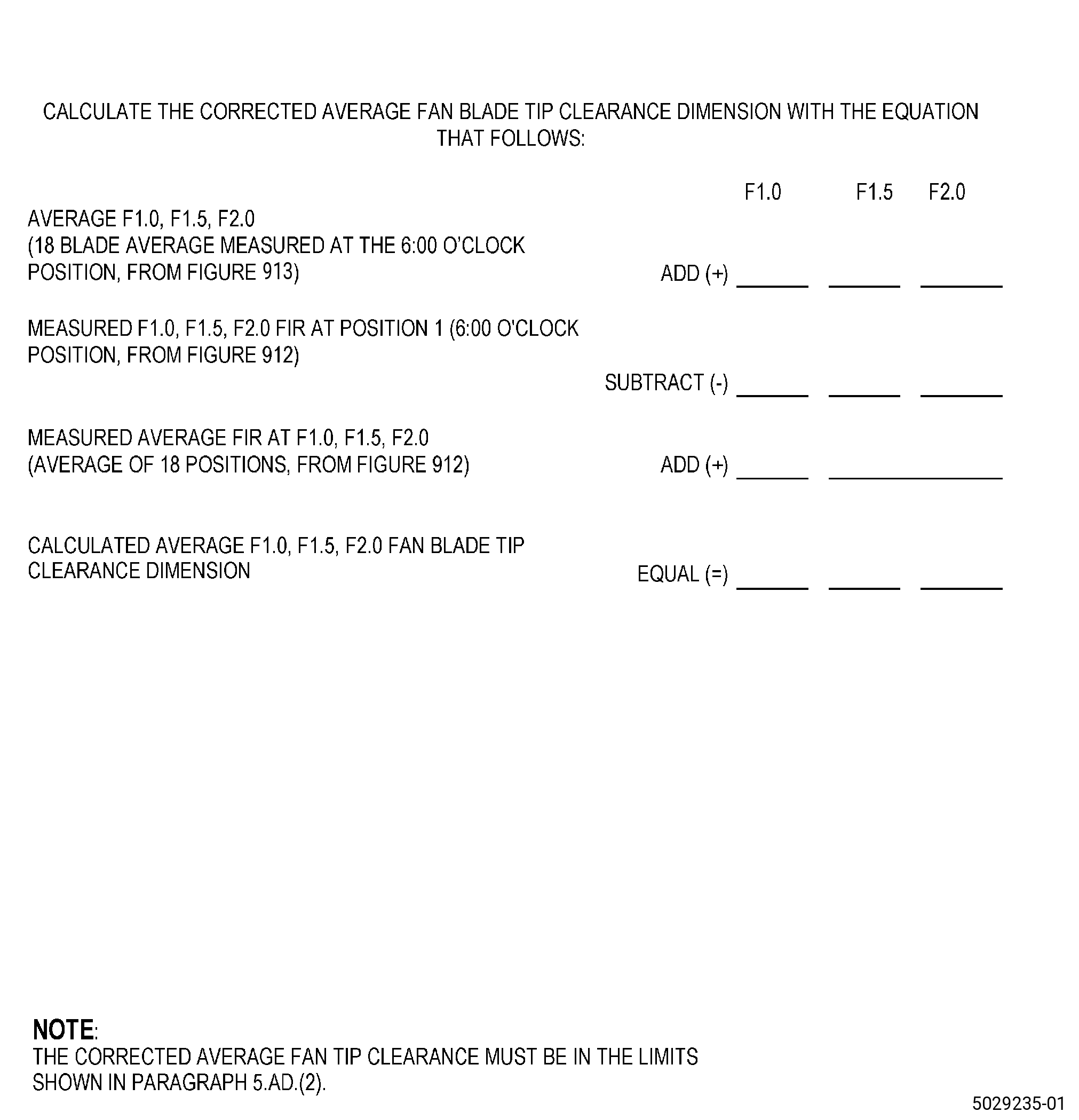
| AD. | Calculate the maximum single blade, the minimum single blade and the corrected average F1.0 dimensions, of the blade tip clearance, for each of the 18 blades. Refer to Figure 915 and do as follows: |
| (1) | Use the data that you recorded in the F1.0 clearance dimension form in Figure 913, and the F1.0 FIR dimensions form in Figure 912 to calculate the corrected F1.0 fan blade tip clearance maximum and minimum dimensions. |
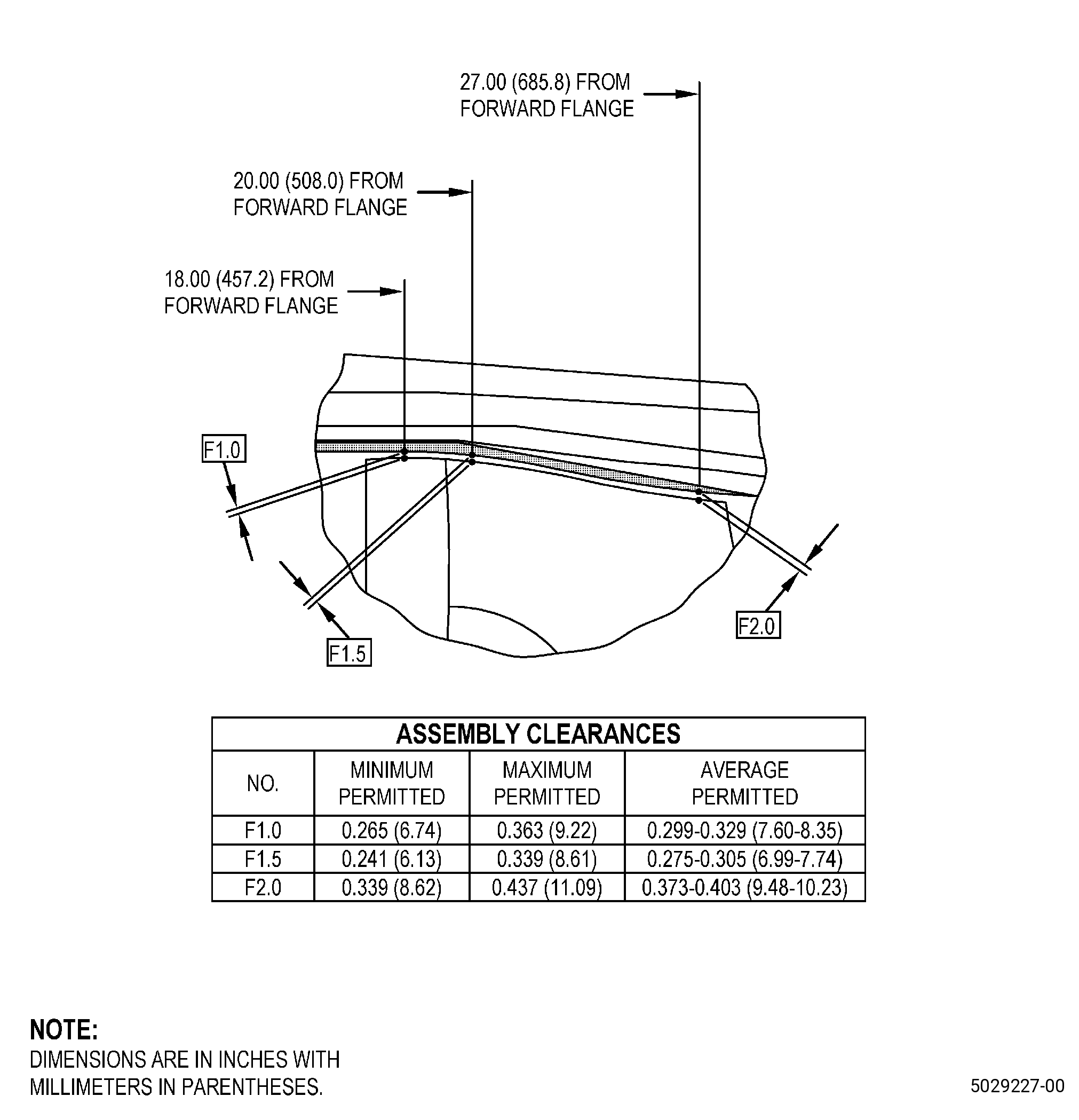
| (2) | The corrected average fan blade tip clearance dimensions must be in the limits that follow: |
| (a) | F1.0 = 0.299-0.329 inch (7.60-8.35 mm). |
| (b) | F1.5 = 0.275-0.305 inch (6.99-7.74 mm). |
| (c) | F2.0 = 0.373-0.403 inch (9.48-10.23 mm). |
| (3) | The single blade tip clearance dimensions must be in the limits that follow: |
| (a) | F1.0 = 0.265-0.363 inch (6.74-9.22 mm). |
| (b) | F1.5 = 0.241-0.339 inch (6.13-8.61 mm). |
| (c) | F2.0 = 0.339-0.437 inch (8.62-11.09 mm). |
| (4) | If the clearances do not agree with the limits, do the repair procedure again. |
| Subtask 72-00-01-220-328 |
| AE. | For the first fan case repaired by the Repair Source with this document, submit the information that follows to GE Aviation for approval. |
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
| (1) | These are significant operations and it is necessary to get the approval of GE Aviation before the repair shop changes what follows: |
| (a) | Fan blade tip clearances and measurement method. |
| (2) | Facilities: |
| (a) | All facilities (tooling) used in the fan blade tip clearances procedure must be defined and as applicable, calibration, and control of these facilities must be documented. |
| (3) | Routing sheets: |
| (a) | Necessary in English. |
| (4) | Process sheets: |
| (a) | Necessary for grinding operations in English. |
| (5) | Data requirements: |
| (a) | Submit worksheets and datasheets used to calculate fan blade tip clearances. |