| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 10/31/2022 | |
| CIR 72-00-52 , INSPECTION 001 | ||
| HIGH PRESSURE TURBINE STAGE 2 NOZZLE ASSEMBLY - INSPECTION | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 10/31/2022 | |
| CIR 72-00-52 , INSPECTION 001 | ||
| HIGH PRESSURE TURBINE STAGE 2 NOZZLE ASSEMBLY - INSPECTION | ||
| * * * FOR ALL |
| TASK 72-00-52-200-801 |
| 1 . | General. |
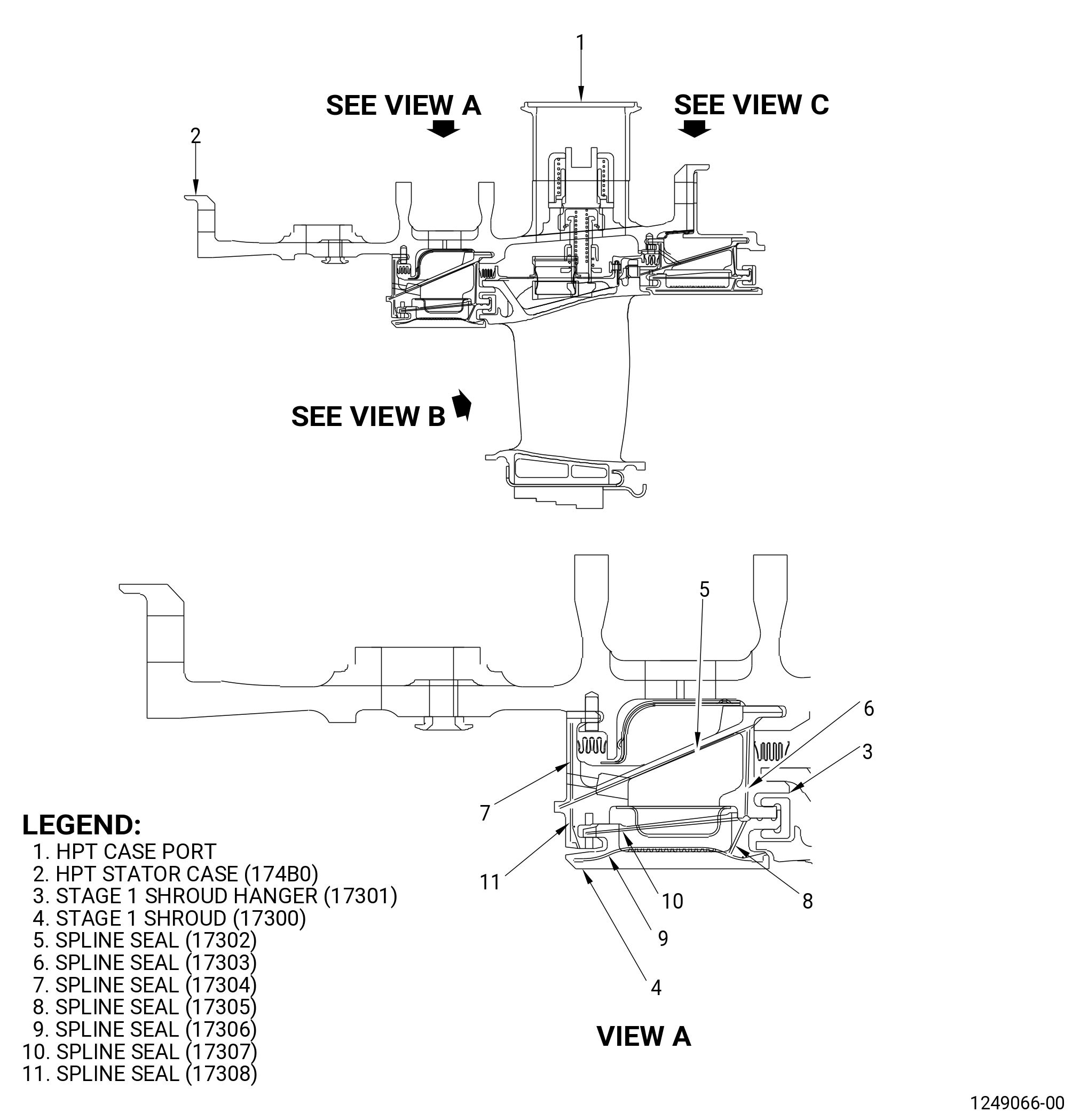
| A. | This procedure gives instructions to do an inspection of the high pressure turbine (HPT) stage 2 nozzle assembly (stage 2 nozzle assembly) (34-010 , 72-00-02) (SIN 17400) or (34-011 , 72-00-02) (SIN 17400). Refer to Figure 801. |
| B. | Any sub-assembly or part removed for access or limited workscope must be inspected in accordance with criteria in this section. If there is no criteria, the sub-assembly or part must receive a general visual inspection (GVI) for continued serviceability. Refer to TASK 72-00-00-200-805 (72-00-00, INSPECTION 001) . If required, the component can be hand-cleaned to do a visual inspection. Refer to TASK 70-21-01-110-001 (CLEANING METHOD 1 - SOLVENT DEGREASING) or TASK 70-21-03-160-001 (CLEANING METHOD 3 - STEAM CLEANING) . GVI can not be done to components identified in TASK 05-21-00-200-801 (05-21-00, LIFE LIMITS 001) that become piece part. These components must have their appropriate mandatory inspections done, unless stated differently in an applicable Service Bulletin. |
| C. | If you do this procedure and find an unserviceable assembly or part, refer to the applicable section of the engine manual for more disassembly and inspection procedures for the assembly or part. |
| D. | If you will fully disassemble the stage 2 nozzle assembly, this inspection is not necessary. Refer to the applicable section of the engine manual for the inspection procedure for each part. |
| E. | The maintenance instructions in this Manual do not purport to cover all details or variations in equipment, nor do they provide for every possible contingency to be met in connection with installation, operation, maintenance, or GEAE certified repair facilities. The maintenance instructions are intended to be all-inclusive for a complete teardown and overhaul of the component or sub assembly. The individual procedures as written are one sequence based on General Electric experience. Alternate sequences to these maintenance instructions are at the discretion of the operator and/or overhaul shop provided the intent of the maintenance instructions is met. The operator and/or overhaul shop can select specific tasks to partially disassemble and assemble hardware or subassemblies based upon the on demand maintenance requirement of the individual engine work scope provided the final assembly configuration and requirements contained in the manual have been met. |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. None. |
| C. | Referenced Procedures. |
| D. | Expendable Parts. None. |
| 3 . | Visual Inspection. |
| Subtask 72-00-52-220-001 |
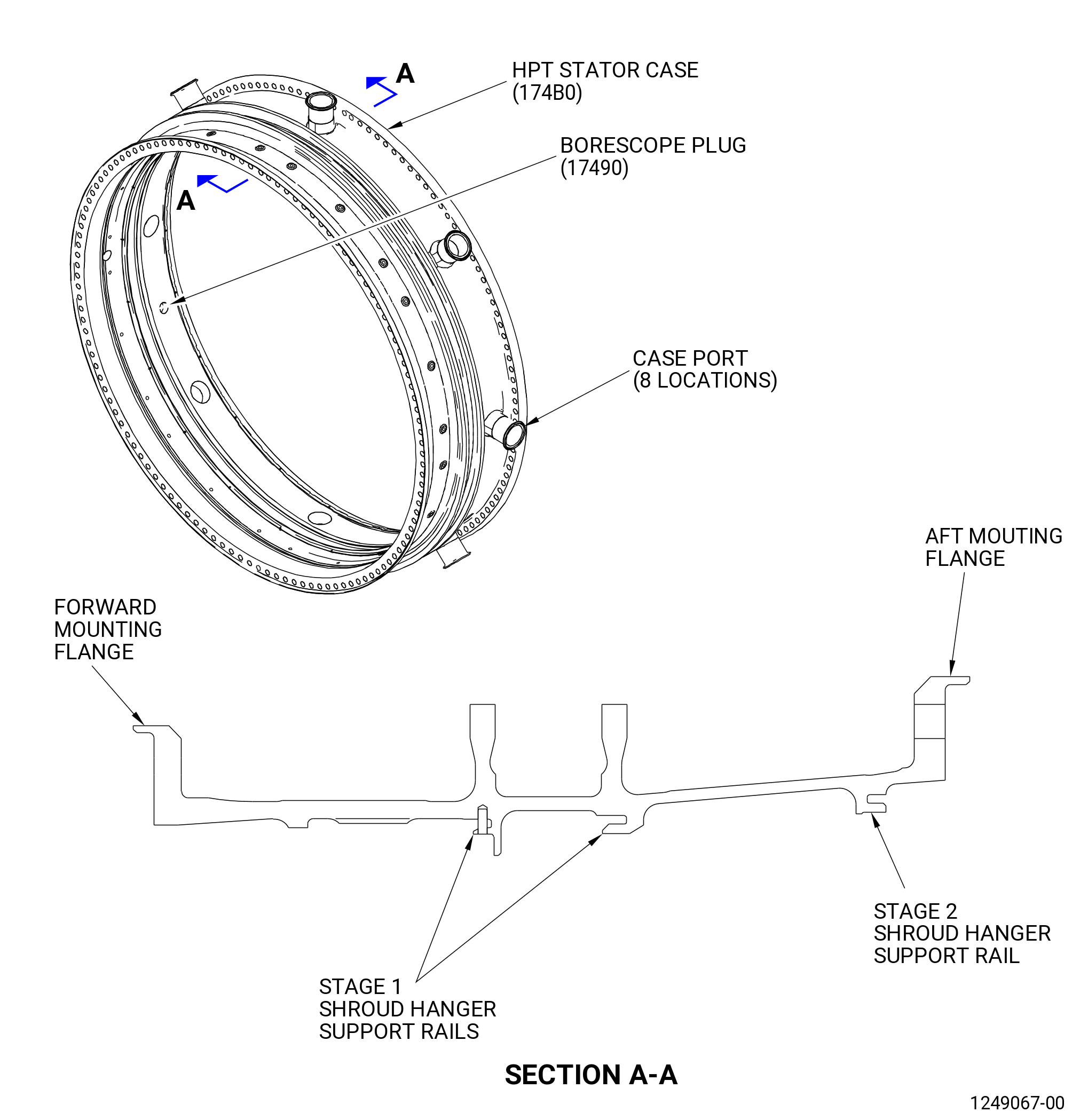
| A. | Do an inspection of all body surfaces of the HPT stator case (174B0) as follows. Refer to Figure 802. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-002 |
| (2) | Nicks and scratches that are 0.025 inch (0.64 mm) in depth or less: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-003 |
| (3) | Nicks and scratches that are more than 0.025 inch (0.64 mm) in depth: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-004 |
| (4) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-005 |
| B. | Do an inspection of the case ports on the HPT stator case (174B0) as follows. Refer to Figure 802. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-096 |
| C. | Do an inspection of the HPT stage 2 nozzle air tubes (01-360 , 72-52-00) (SIN 174A4) and impingement ring (01-480 , 72-52-00) (SIN 174A9) air tube interface visible through the case ports on the HPT stator case (01-490 , 72-52-00) (SIN 174B0). Refer to Figure 801 and as follows: |
| (1) | Wear: |
| Maximum serviceable limit: |
|
| Subtask 72-00-52-220-097 |
| (2) | Loose or missing air tubes: |
| Maximum serviceable limit: |
|
| Subtask 72-00-52-220-007 |
| D. | Do an inspection of the forward and aft mounting flanges of the HPT stator case (174B0) as follows. Refer to Figure 802. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-008 |
| (2) | Nicks, scores, and scratches that are less than 0.010 inch (0.25 mm) in depth: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-009 |
| (3) | Nicks, scores, and scratches that are more than 0.010 inch (0.25 mm) in depth: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-010 |
| (4) | Bulges and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-011 |
| E. | Do an inspection of the borescope port threads on the HPT stator case (174B0) as follows. Refer to Figure 802. |
| (1) | Thread damage: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-012 |
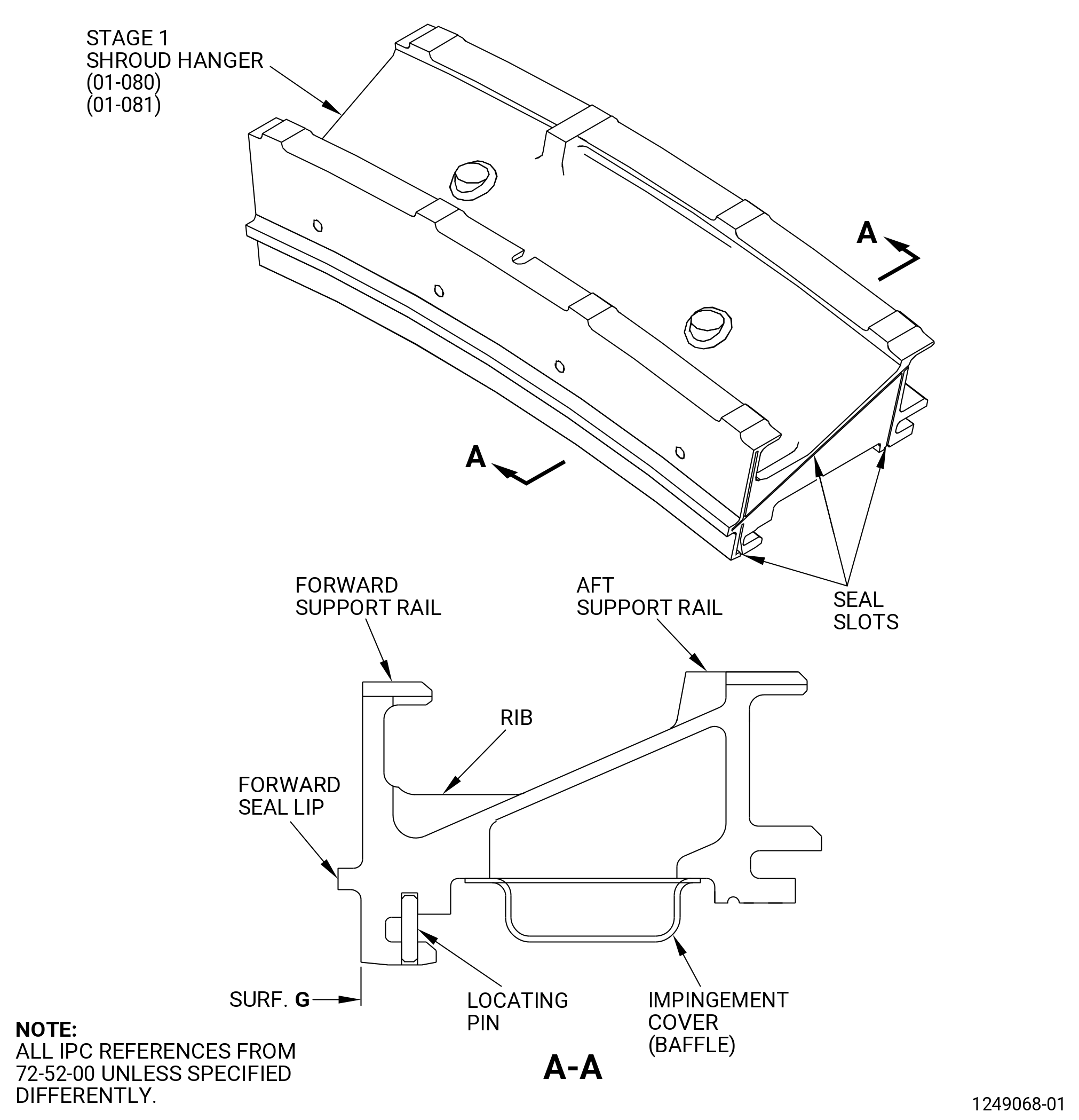
| F. | Do an inspection of all body surface areas of each HPT stage 1 shroud hanger (stage 1 shroud hanger) (17301) as follows. Refer to Figure 803. |
| (1) | Cracks (this does not include braze cracks): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-013 |
| (2) | Braze cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-014 |
| (3) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-095 |
| (4) | Wear on surface G: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-015 |
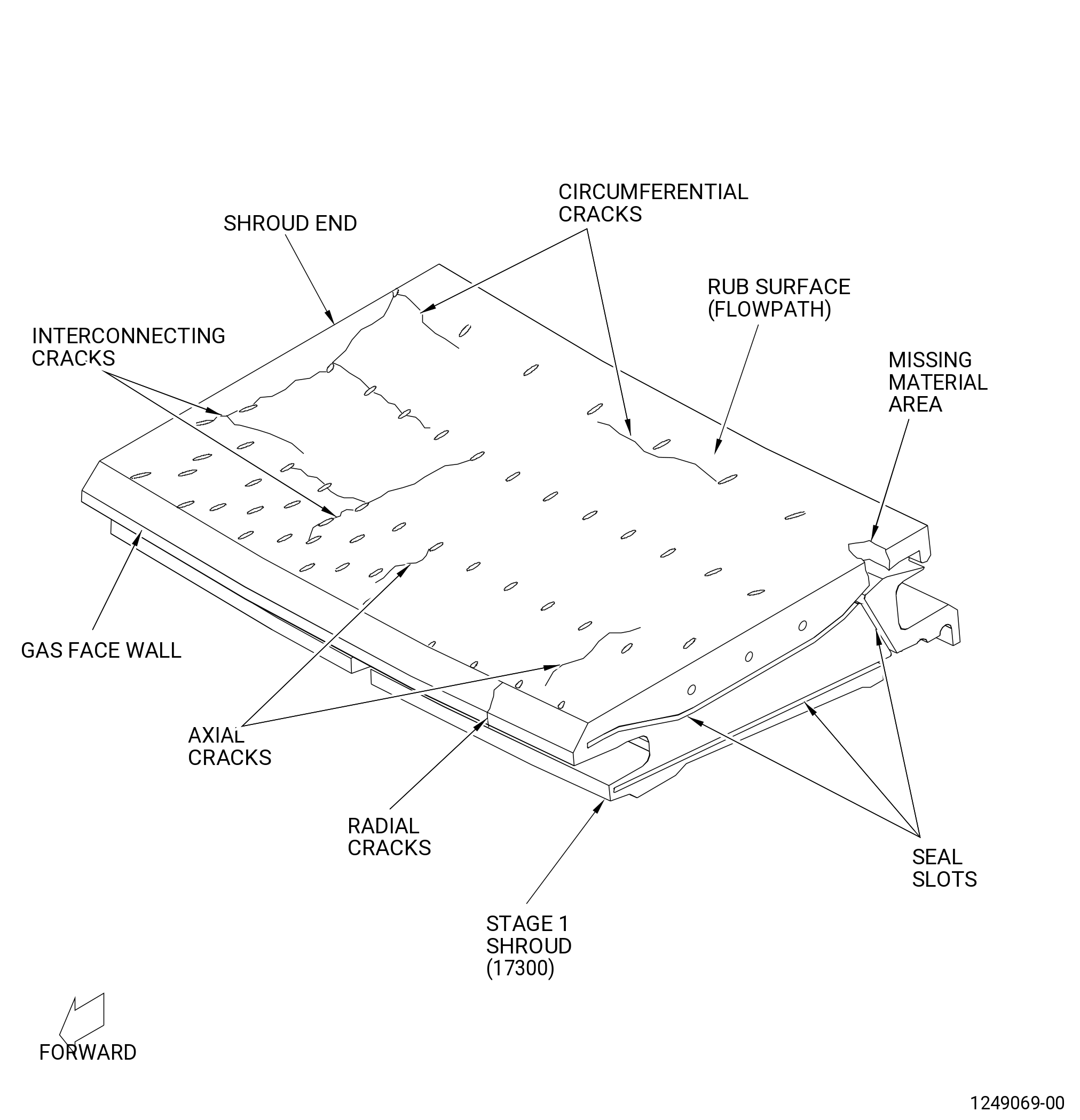
| G. | Do an inspection of each HPT stage 1 shroud (stage 1 shroud) (17300) as follows. Refer to Figure 804. |
| (1) | Axial cracks: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-016 |
| (2) | Circumferential cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-017 |
| (3) | Radial cracks in the gas face wall: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-018 |
| (4) | Axial and circumferential cracks that connect: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-019 |
| (5) | Missing material: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-093 |
| (6) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-094 |
| (7) | Rubs on the wear track: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-020 |
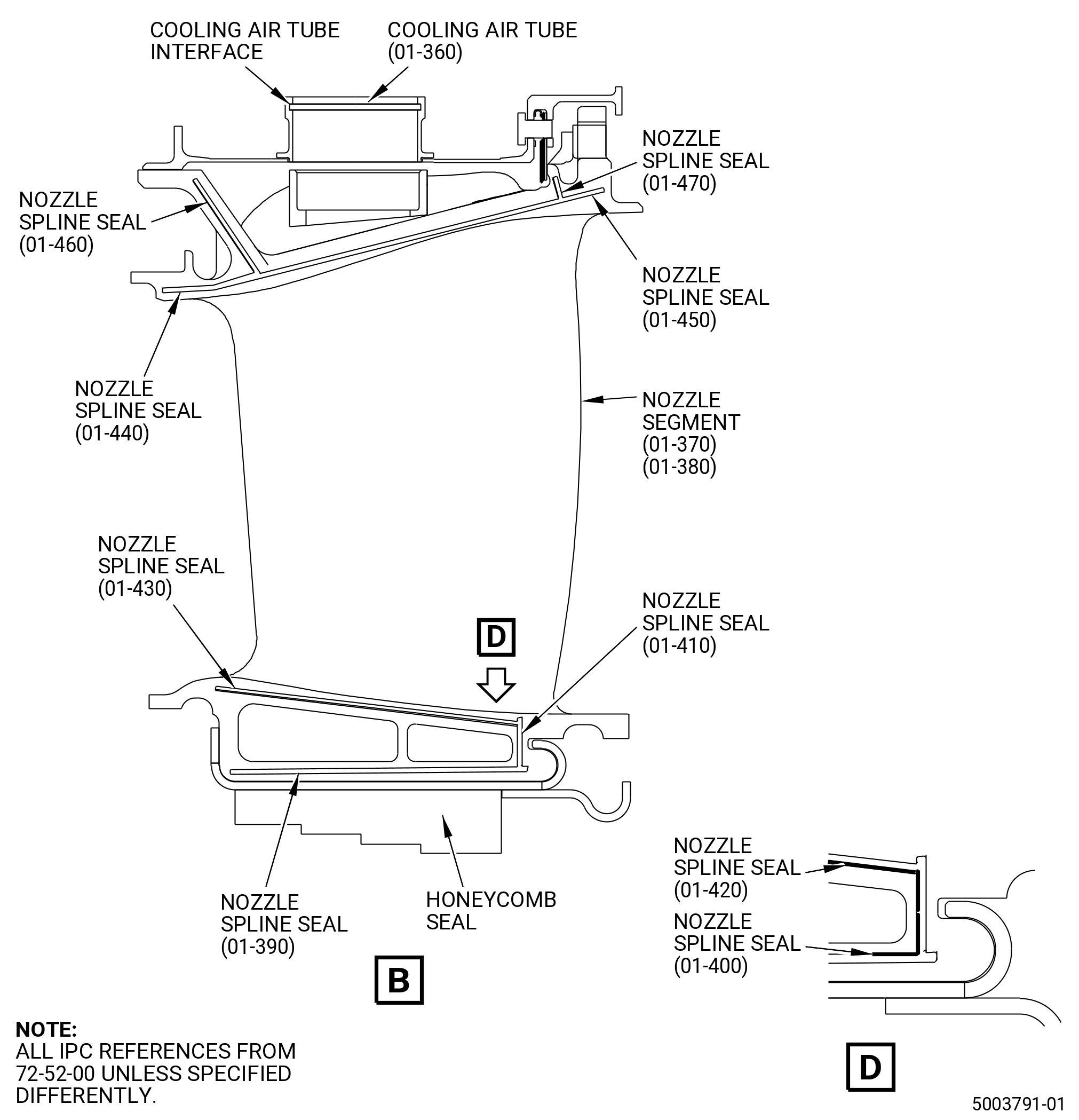
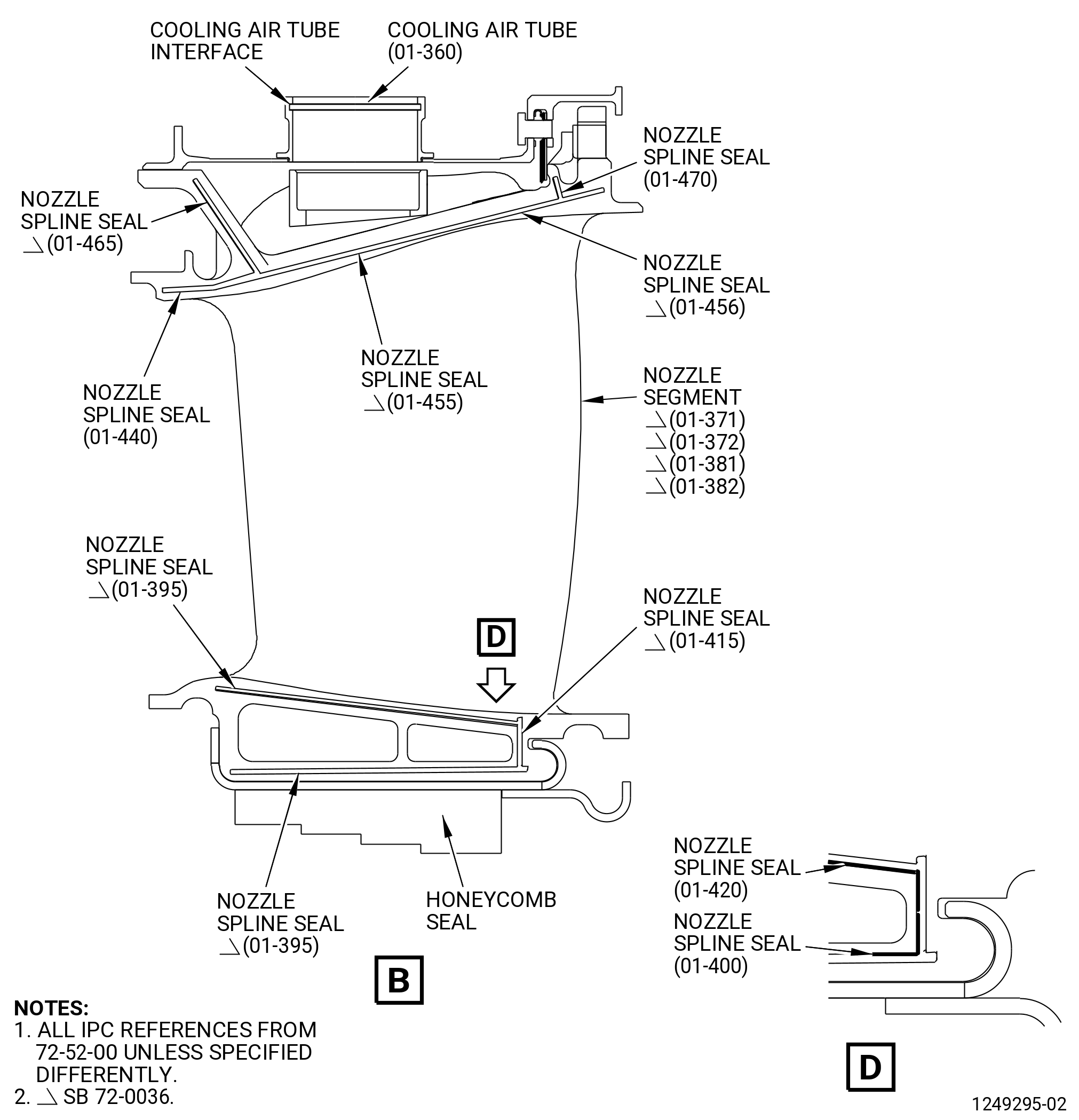
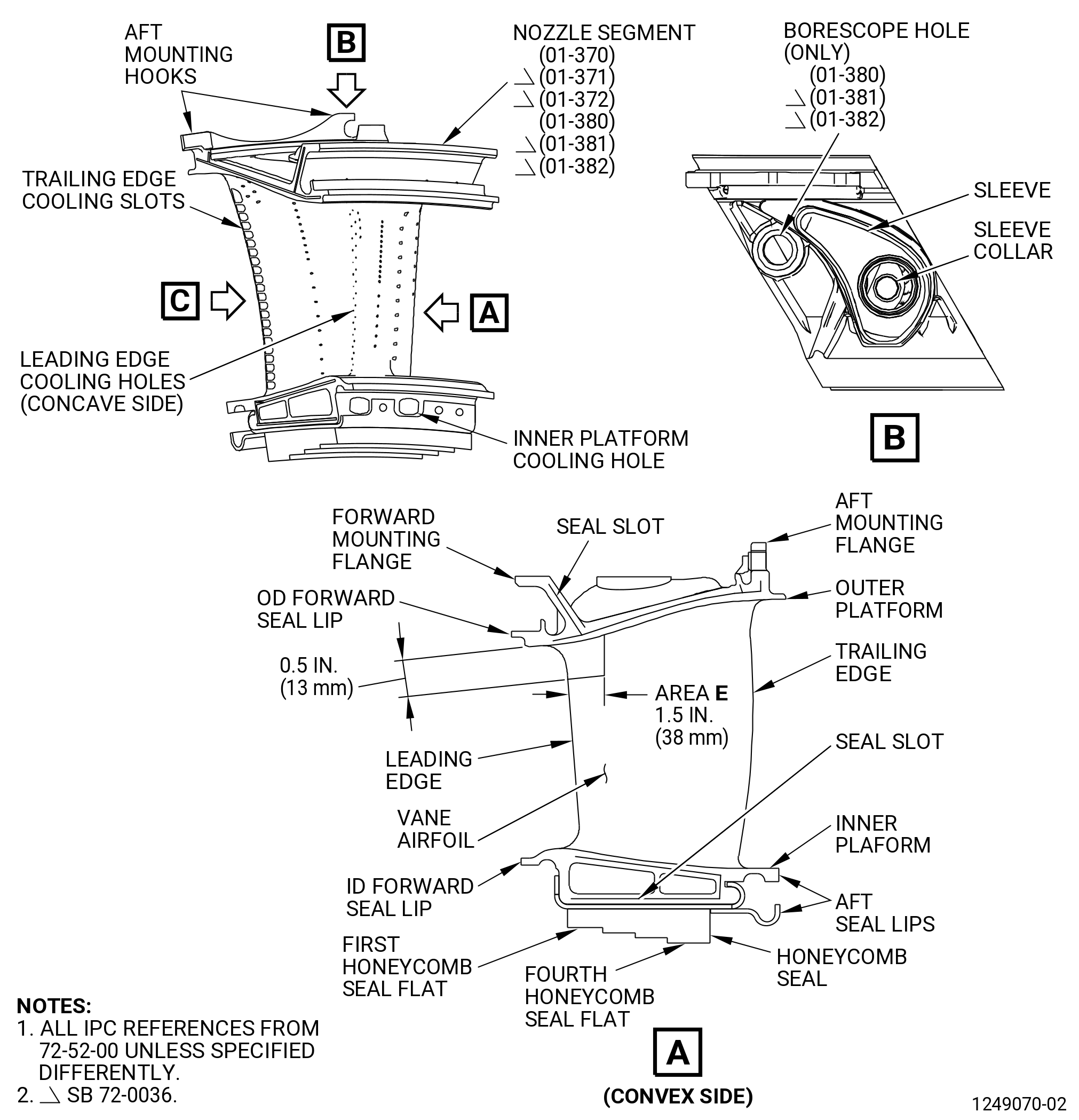
| H. | Do an inspection of all areas of each nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Metal splatter: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-021 |
| (2) | Corrosion (this does not include the vane airfoil): |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-022 |
| I. | Do an inspection of the vane airfoils of each nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Nicks, scores, scratches, and dents: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-023 |
| (2) | Missing surface coat (does not include area E): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-090 |
| (3) | Missing surface coat in area E: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-024 |
| (4) | Corrosion (raised or discolored coating with smooth surface and/or blisters): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-025 |
| J. | Do an inspection of the trailing edges of the vane airfoils of each nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Axial cracks that are more than 0.40 inch (10.2 mm) from the inner and outer platform: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-026 |
| (2) | Axial cracks or craze cracks that are less than 0.40 inch (10.2 mm) from the inner and outer platform: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-027 |
| (3) | Bowing: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-028 |
| (4) | Missing metal: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-029 |
| (5) | Blocked cooling slots in the trailing edge: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-031 |
| K. | Do an inspection of the leading edges of the vane airfoils of each nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-032 |
| (2) | Oxidation or burns through the coating with no parent metal attack: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-033 |
| (3) | Erosion not through the surface coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-088 |
| (4) | Blocked cooling holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-034 |
| L. | Do an inspection of the concave surfaces of the vane airfoils of each nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Cracks (this does not include cracks from the cooling holes): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-035 |
| (2) | Cracks from the cooling holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-036 |
| (3) | Oxidation or burns through the coating with no parent metal attack: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-091 |
| (4) | Blocked cooling holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-037 |
| M. | Do an inspection of the convex surfaces of the vane airfoils of each nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Cracks (this does not include cracks from the cooling holes): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-092 |
| (2) | Cracks from the cooling holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-038 |
| (3) | Oxidation or burns through the coating with no parent metal attack: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-039 |
| (4) | Blocked cooling holes: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-040 |
| N. | Do an inspection of the inner and outer platform of each nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Cracks on the inner platform: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-042 |
| (2) | Cracks on the outer platform (this does not include the mounting flange): |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-043 |
| (3) | Cracks on the forward and aft mounting flanges and aft mounting hooks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-044 |
| (4) | Nicks, scores, scratches, and dents on the platform surfaces: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-045 |
| (5) | Crazing (craze cracks are surface cracks that do not break the coating surface): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-046 |
| (6) | Missing surface coat: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-047 |
| (7) | Cracks in the outer platform trailing edge: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-048 |
| (8) | Heat distress (network of fine cracks): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-049 |
| (9) | Cracks on the forward and aft seal lips: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-051 |
| (10) | Oxidation or erosion in the forward and aft seal lips: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-052 |
| (11) | Distortion in the forward and aft seal lips: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-053 |
| (12) | Rubs on the forward and aft seal lips: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-054 |
| (13) | Missing metal or edge burn of seal slots on the flowpath side of the outer platform: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-056 |
| (14) | Missing metal on all other non-flowpath or flowpath areas of the seal slots, including seal slot break out at the forward end: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-057 |
| (15) | Oxidation or burns through the nozzle coating and parent metal attack at platform edges: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-089 |
| (16) | Blocked cooling holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-058 |
| O. | Do an inspection of the borescope hole on the nozzle segment as follows. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| (1) | Cracks from the borescope hole (flowpath side only): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-059 |
| (2) | Cracks around the outer platform borescope hole (flowpath side only): |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-061 |
| P. | Do an inspection of all nozzle segment honeycomb seals. Refer to Figure 805. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Rubs: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-52-220-062 |
| (2) | Missing honeycomb on each segment: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Subtask 72-00-52-220-064 |
| (3) | Honeycomb damage on each nozzle segment: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-065 |
| (4) | Cracks in the seal body on each segment: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-066 |
| (5) | Nicks and dents on each segment: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-067 |
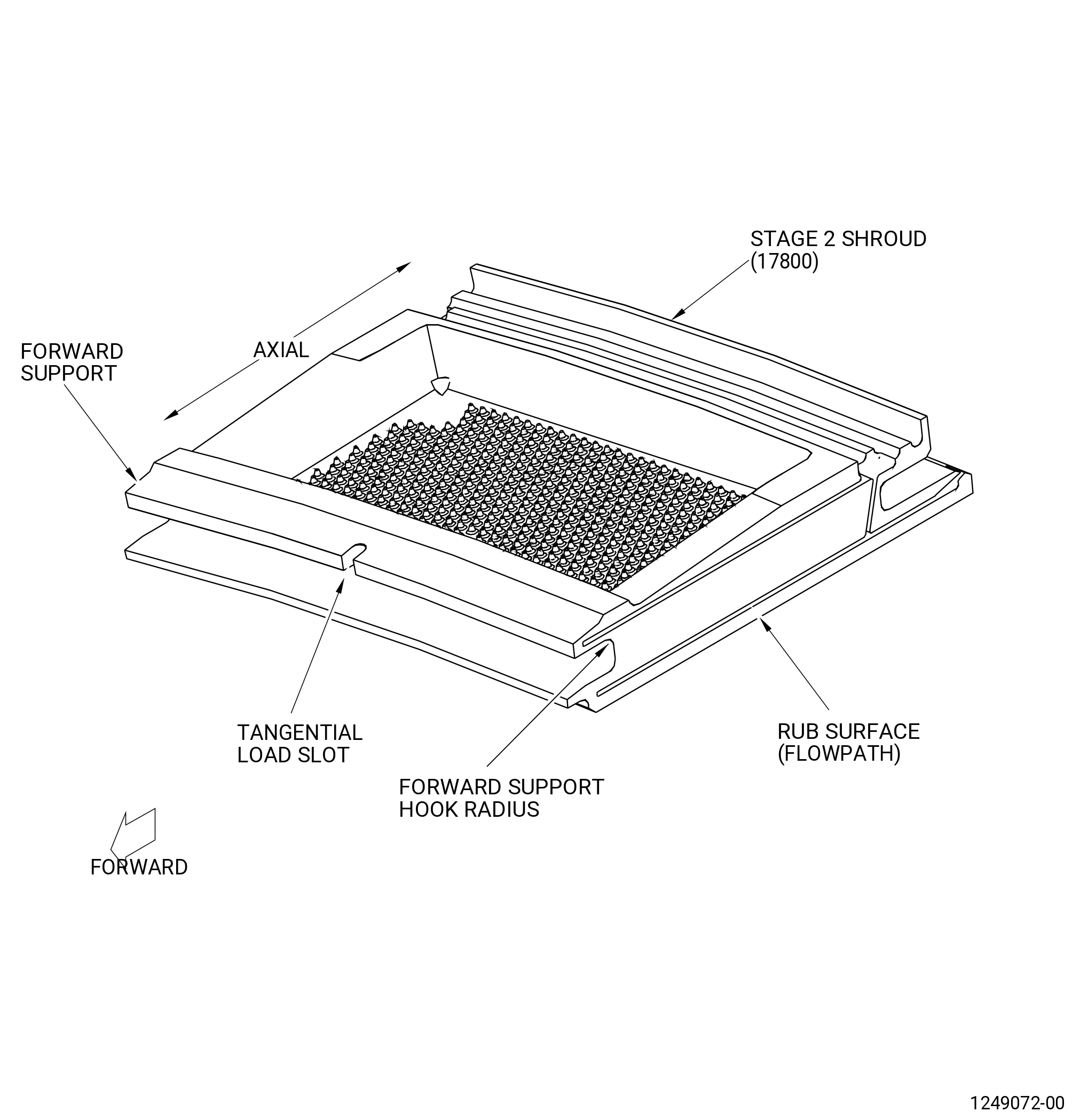
| Q. | Do an inspection of the body of each HPT stage 2 shroud (stage 2 shroud) (17800) (this does not include the rub surface) as follows. Refer to Figure 806. |
| (1) | Axial cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-068 |
| (2) | Nicks, dents, and scores: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-069 |
| (3) | Cracks in the tangential load slot: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-070 |
| (4) | Burns/through holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-071 |
| (5) | Bowing and/or waviness: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-072 |
| R. | Do an inspection of the rub surface of each stage 2 shroud (17800) as follows. Refer to Figure 805. |
| (1) | Axial cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-073 |
| (2) | Erosion: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-074 |
| (3) | Circumferential cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-075 |
| (4) | Rubs on the wear track: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-076 |
| (5) | Pickup caused by blade rub: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-077 |
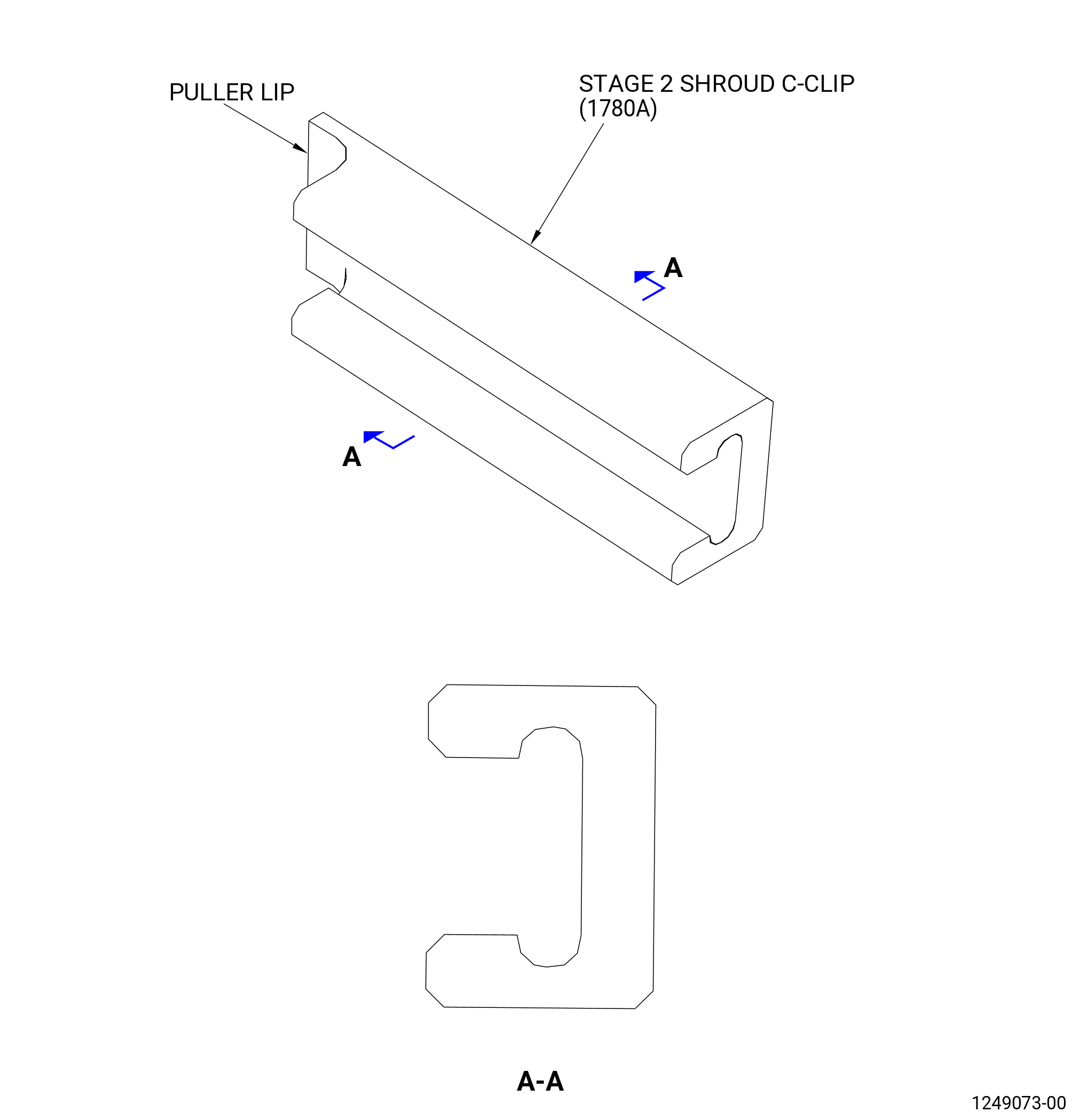
| S. | Do an inspection of all surface areas of each stage 2 shroud C-clip (1780A) as follows. Refer to Figure 807. |
| (1) | Circumferential cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-078 |
| (2) | Radial and axial cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-079 |
| (3) | Distortion: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-080 |
| (4) | Missing puller lip: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-081 |
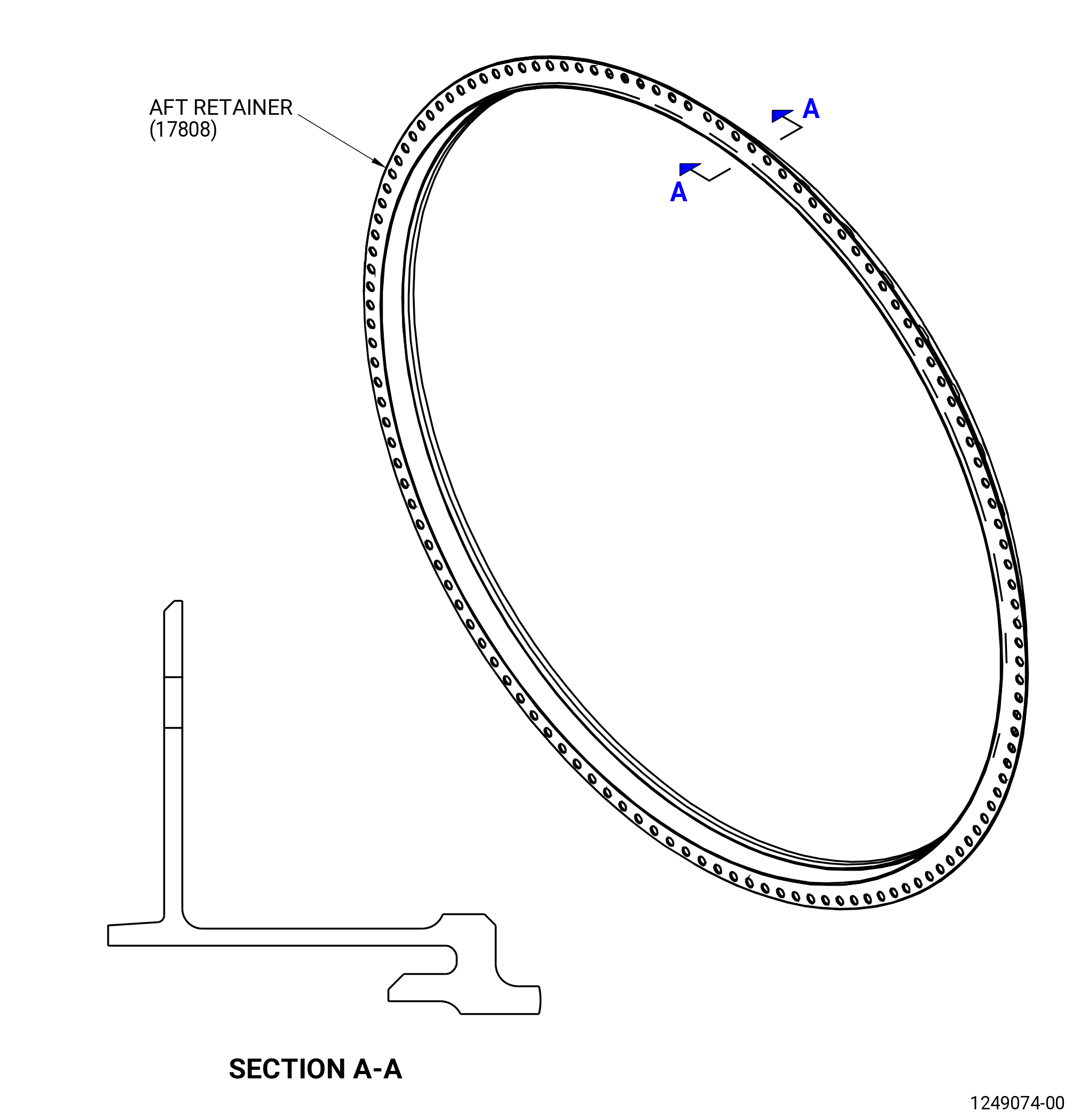
| T. | Do an inspection of all areas of the HPT stage 2 aft retainer (aft retainer) (17808) as follows. Refer to Figure 808. |
| (1) | Circumferential cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-082 |
| (2) | Radial cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-083 |
| (3) | Distortion: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-084 |
| U. | Do an inspection of each exposed stage 2 nozzle spline seal (nozzle spline seal), as follows. Refer to Figure 801. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Missing nozzle spline seal (remove seals that are not fully engaged): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-085 |
| V. | Do an inspection of the exposed long axial stage 2 nozzle spline seals (nozzle spline seals) (located at the inner and outer platform only), as follows. Refer to Figure 801. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (1) | Missing seal material: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-086 |
| W. | Do an inspection of each HPT stage 1 spline seal (spline seal) (17302, 17303, 17304, 17305, 17306, 17307, 17308) and each HPT stage 2 spline seal (spline seal) (17802, 17803, 17804, 17805, 17806, 17807), that you can see, in the flowpath area as follows. Refer to Figure 801. |
| (1) | Spline seal that is not fully deteriorated: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-087 |
| (2) | Missing spline seal: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-100 |
| X. | Do an inspection of the nozzle segment sleeve collar. Refer to Figure 805. |
| (1) | Score marks, wear, or scratches on the ID: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-101 |
| (2) | Braze cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-102 |
| (3) | Deformation: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-103 |
| Y. | Do an inspection of the nozzle segment sleeve. Refer to Figure 805. |
| (1) | Cracks |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-104 |
| (2) | Missing material or cracks opening: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-52-220-105 |
| (3) | Nicks, dents, and gouges: |
| Maximum serviceable limit: |
|
| Repair method: |
|