| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 04/10/2025 | |
| CIR 72-53-44 , INSPECTION 001 | ||
| HPT ROTOR AFT SEAL - INSPECTION | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 04/10/2025 | |
| CIR 72-53-44 , INSPECTION 001 | ||
| HPT ROTOR AFT SEAL - INSPECTION | ||
| * * * FOR ALL |
| TASK 72-53-44-200-801 |
| 1 . | General. |
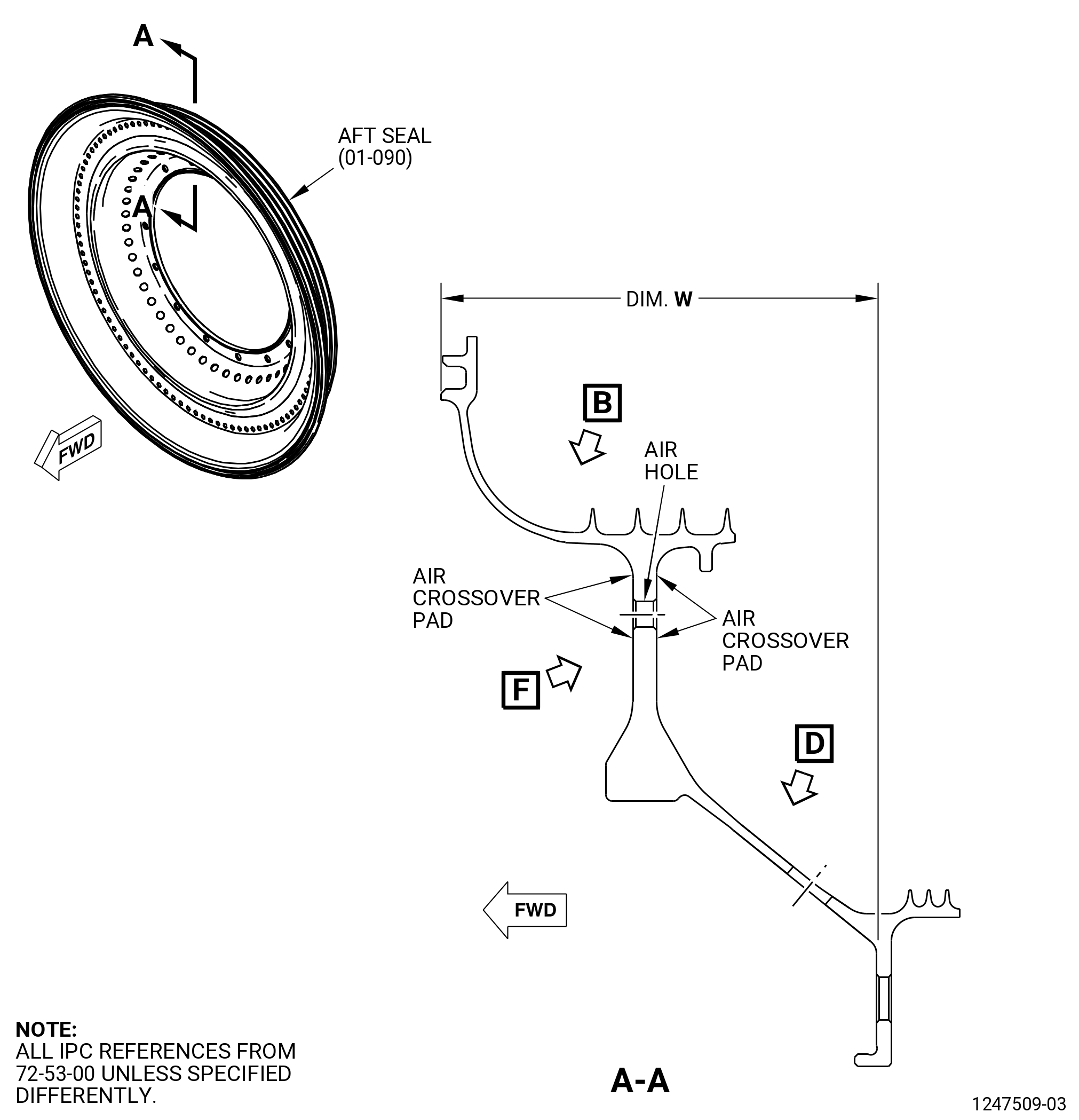
| A. | This procedure gives instructions to do an inspection of the high pressure turbine (HPT) aft seal (aft seal) (01-090 , 72-53-00) (SIN 150B4). |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. |
|
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. None. |
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
| 3 . | Specific Inspection Procedure. |
| NOTE: |
|
| Subtask 72-53-44-230-001 |
| NOTE: |
|
| A. | Do a Class G fluorescent penetrant inspection (FPI) of the aft seal. Refer to TASK 70-32-02-230-001 (FLUORESCENT PENETRANT INSPECTION) and as follows: |
| • |
|
| 4 . | Visual Inspection. |
| Refer to Figure 801. |
| Subtask 72-53-44-200-001 |
| A. | Do an inspection of all areas of the aft seal for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-001 |
| (2) | Deleted. |
| Subtask 72-53-44-220-002 |
| (3) | Discoloration: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-026 |
| B. | Do an inspection of the outer air hole for: |
| (1) | Deleted. |
| Subtask 72-53-44-220-027 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-035 |
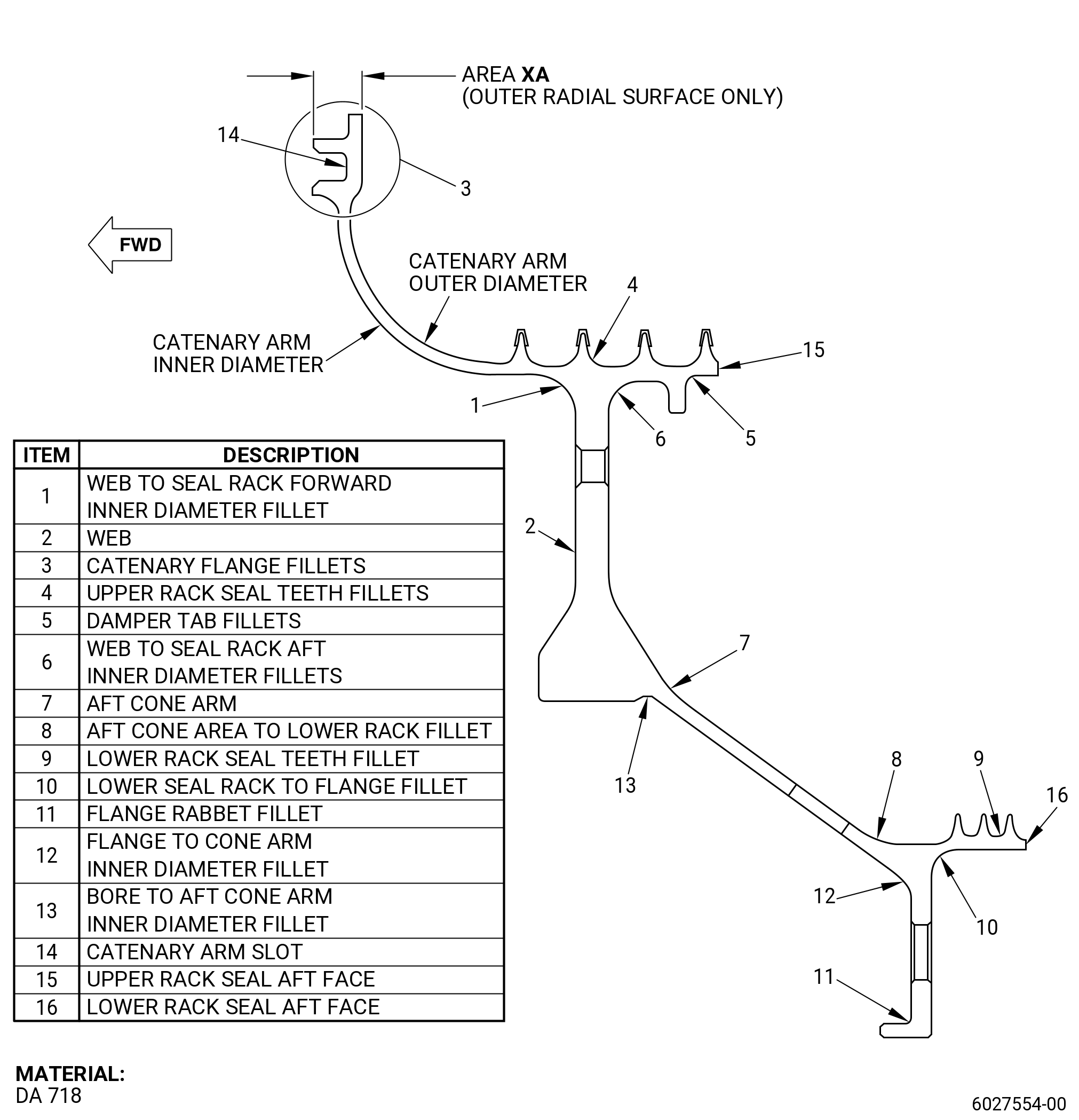
| C. | Do an inspection of the lower rack seal teeth fillets for: |
| (1) | Deleted. |
| Subtask 72-53-44-220-036 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-037 |
| (3) | Deleted. |
| Subtask 72-53-44-220-038 |
| D. | Do an inspection of the damper tab fillets for: |
| (1) | Deleted. |
| Subtask 72-53-44-220-039 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-040 |
| (3) | Deleted. |
| Subtask 72-53-44-220-041 |
| E. | Do an inspection of the web to seal rack aft inner diameter fillet for: |
| (1) | Deleted. |
| Subtask 72-53-44-220-042 |
| (2) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-053 |
| (3) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-043 |
| (4) | Deleted. |
| Subtask 72-53-44-220-028 |
| F. | Do an inspection of the catenary arm inner diameter for: |
| (1) | Deleted. |
| Subtask 72-53-44-220-029 |
| (2) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-054 |
| (3) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-003 |
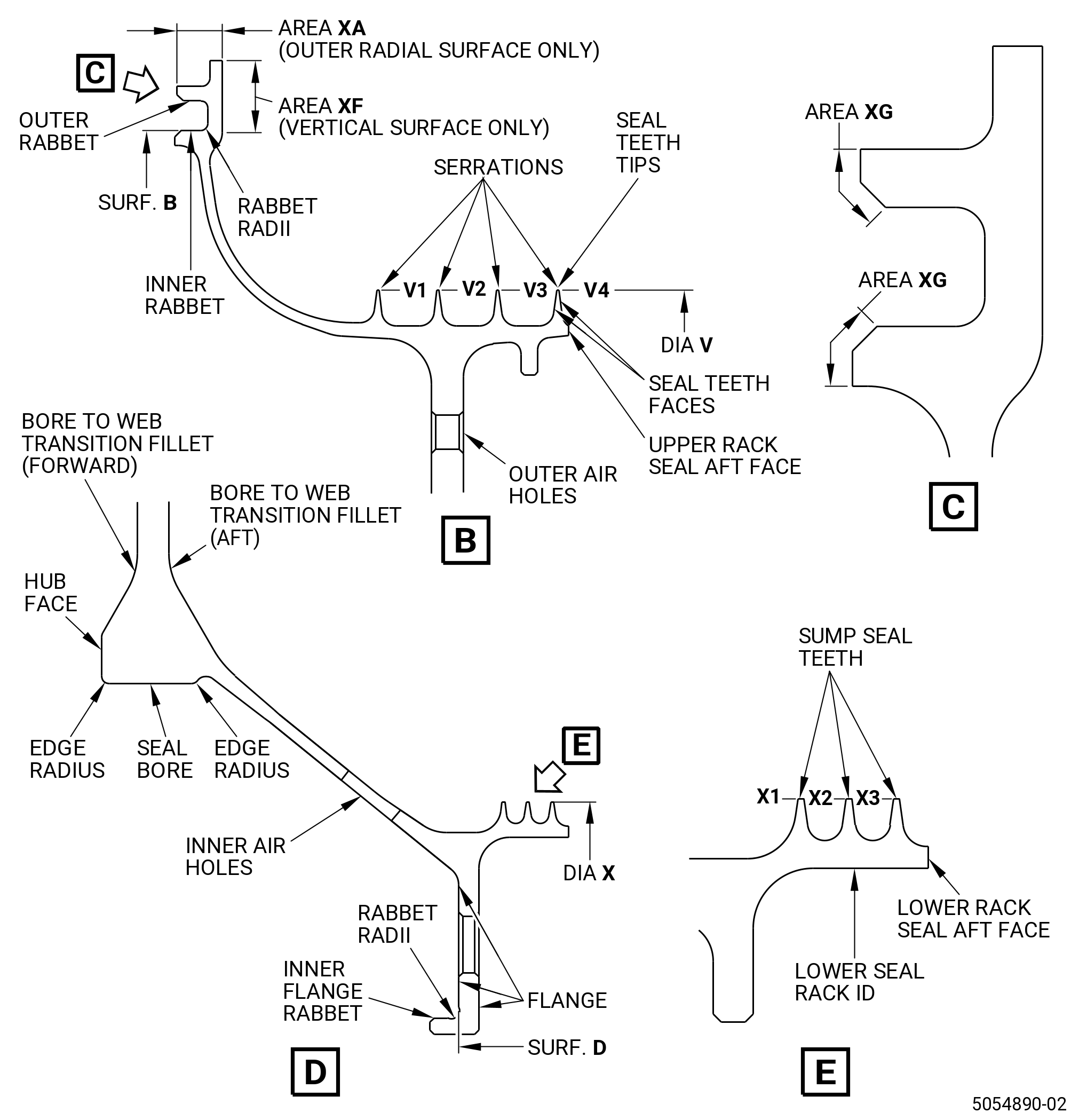
| G. | Do an inspection of area XA (outer radial surface only) for: |
| (1) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-004 |
| (2) | Dents in area XA: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-005 |
| H. | Do an inspection of outer seal serrations for: |
| (1) | Deleted. |
| Subtask 72-53-44-220-006 |
| (2) | Bending: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-031 |
| (3) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-048 |
| (4) | Missing coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-032 |
| I. | Do an inspection of the sump seal teeth for: |
| (1) | Deleted. |
| Subtask 72-53-44-220-033 |
| (2) | Bending: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-034 |
| (3) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-009 |
| J. | Do an inspection of the inner air holes (48 holes) and aft inner flange boltholes (15 boltholes) for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-049 |
| (2) | Fretting and wear: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-010 |
| K. | Do an inspection of the outer rabbet, inner rabbet, and inner flange rabbet for: |
| (1) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-011 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-012 |
| L. | Do an inspection of the seal bore and hub face for: |
| NOTE: |
|
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-013 |
| (2) | Damage in the edge radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-050 |
| M. | Do an inspection of the forward and aft faces of the flange for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-055 |
| N. | Do an inspection of the flange rabbet fillet for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-056 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-057 |
| O. | Do an inspection of the upper rack seal teeth fillets for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-058 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-059 |
| P. | Do an inspection of the bore to aft cone arm inner diameter fillet for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-060 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-061 |
| Q. | Do an inspection of the lower seal rack to flange fillet for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-062 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-063 |
| R. | Do an inspection of the catenary flange fillets for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-064 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-065 |
| S. | Do an inspection of the flange to cone arm inner diameter fillet for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-066 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-067 |
| T. | Do an inspection of the web to seal rack forward inner diameter fillet for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-068 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-069 |
| U. | Do an inspection of the aft cone arm and aft cone arm to lower rack fillet for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-070 |
| V. | Do an inspection of the catenary arm slot for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-071 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-072 |
| W. | Do an inspection of the bore to web transition fillet (forward) for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-073 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-074 |
| X. | Do an inspection of the bore to web transition fillet (aft) for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-075 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-076 |
| Y. | Do an inspection of the lower seal rack ID for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-077 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-078 |
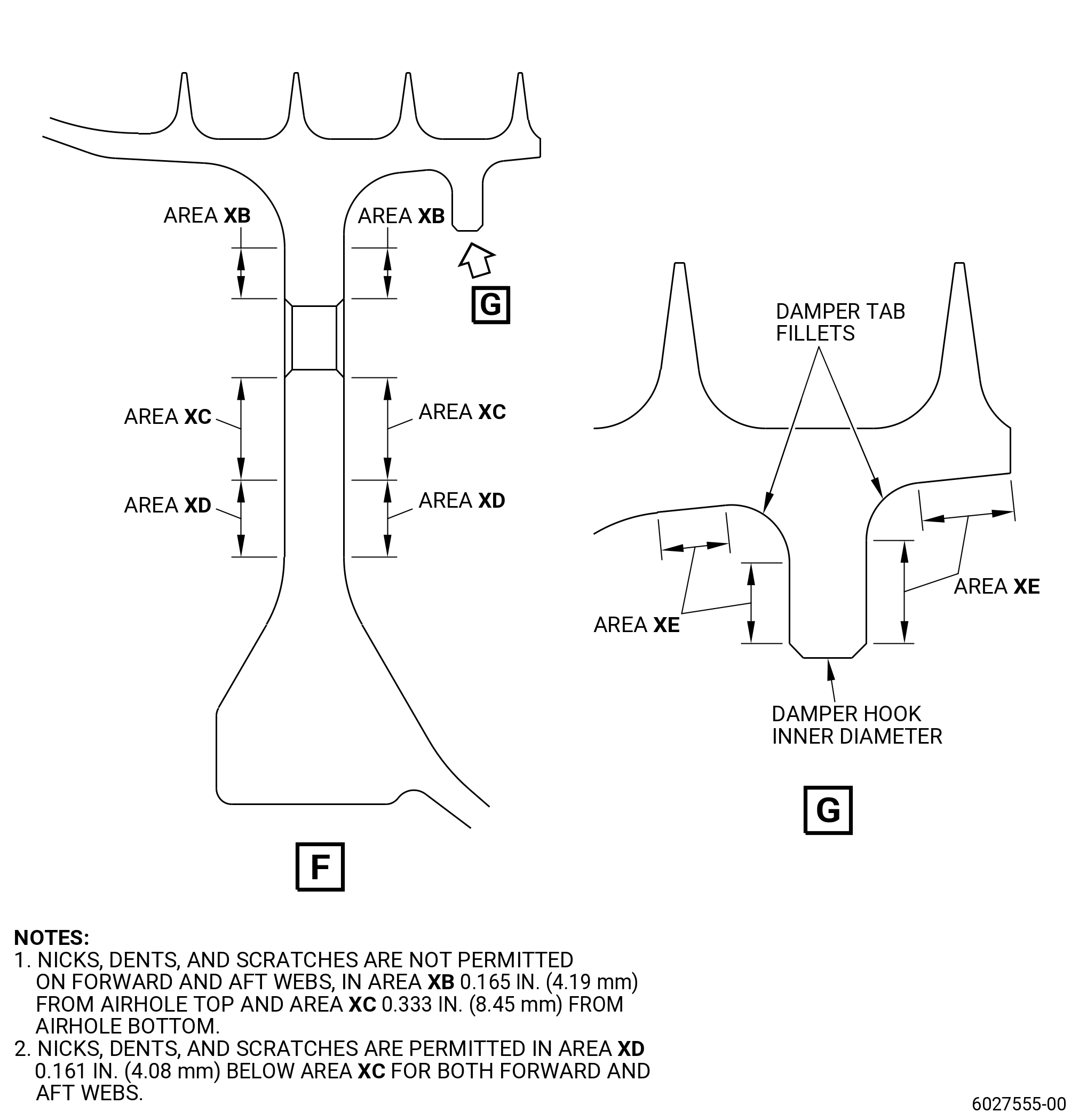
| Z. | Do an inspection of the forward and aft web for: |
| (1) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-079 |
| (2) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-080 |
| AA. | Do an inspection of the catenary arm outer diameter for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-081 |
| AB. | Do an inspection of the area XE (does not include damper tab fillets) for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-082 |
| AC. | Do an inspection of the area XF (does not include damper tab fillets) for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-083 |
| AD. | Do an inspection of the upper rack seal aft face for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-084 |
| AE. | Do an inspection of the lower rack seal aft face for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-085 |
| AF. | Do an inspection of the area XG for: |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-051 |
| AG. | Do an inspection of the damper hook inner diameter (ID) for: |
| (1) | Fretting, wear, and metal deposits: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-052 |
| AH. | Do an inspection of catenary arm flange slot bottom for: |
| (1) | Fretting and wear: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| 5 . | Dimensional Inspection. |
| Refer to Figure 801. |
| Subtask 72-53-44-220-014 |
| A. | Measure the diameters at eight equally-spaced locations. Calculate the average diameter dimensions. Compare the average diameters to the dimensions given in the dimensional inspection table. |
| Subtask 72-53-44-220-015 |
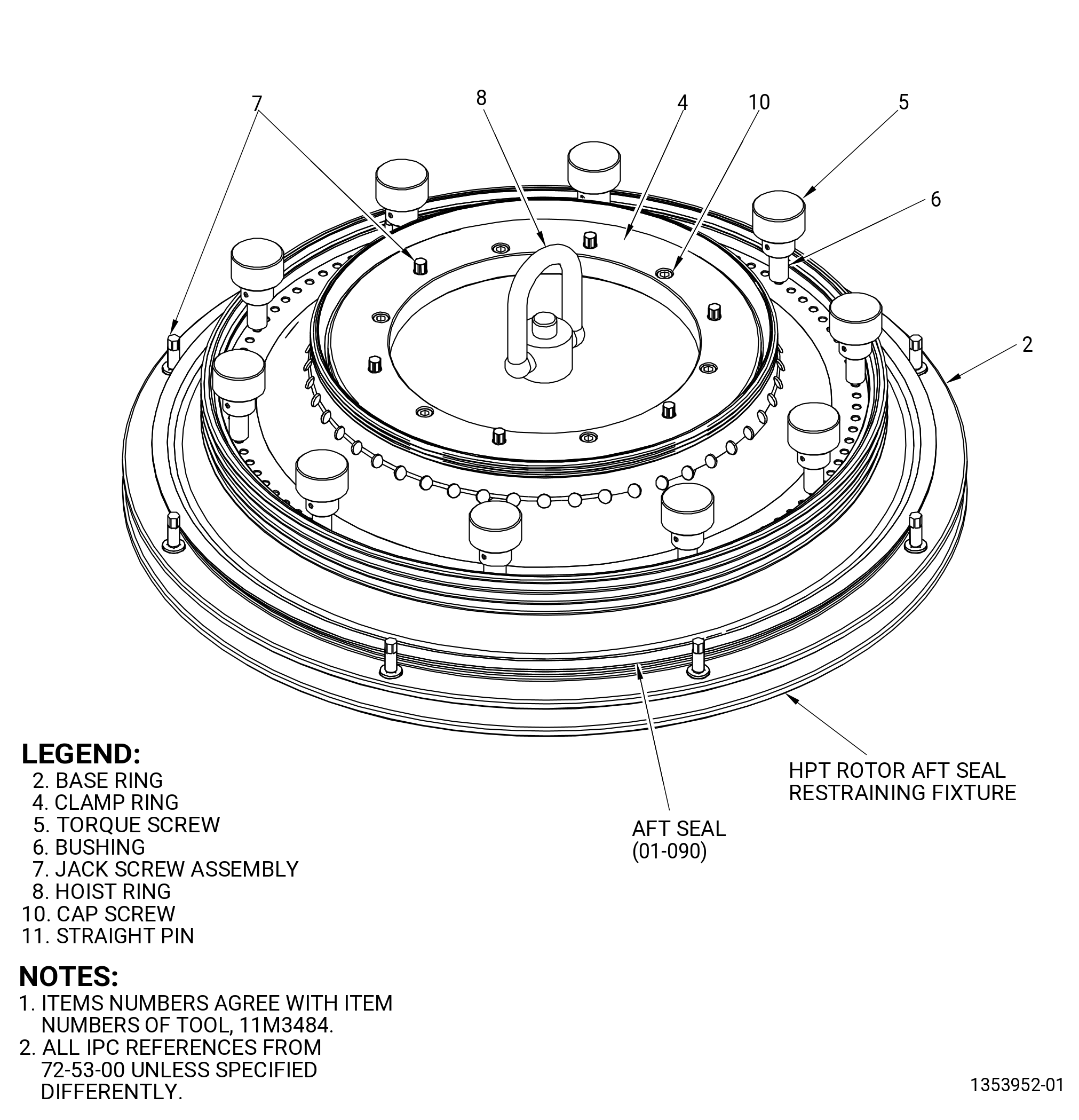
| B. | Restrain the aft seal in 11C3484 restraining fixture. Measure all dimensions with surface B held round to 0.002 inch (0.05 mm) and surface D held flat to 0.002 inch (0.05 mm). If the parts follow necessary roundness and flatness requirements in free state, part dimensions can be measured in free state. Refer to Figure 802. |
| Subtask 72-53-44-220-016 |
| C. | Do an inspection of the aft seal for: |
| (1) | Diameter V (V1, V2, V3, and V4) (coated seal teeth): |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-017 |
| (2) | Diameter X (X1, X2, and X3): |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-53-44-220-030 |
| (3) | Dimension W: |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| 6 . | Application of Coating |
| Subtask 72-53-44-330-001 |
| A. | Reapply the coating to seal serrations V1, V2, V3 and V4. Refer to Repair. |