| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 03/31/2025 | |
| CIR 72-56-41 , INSPECTION 001 | ||
| LOW PRESSURE TURBINE STAGE 2 DISK - INSPECTION | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 03/31/2025 | |
| CIR 72-56-41 , INSPECTION 001 | ||
| LOW PRESSURE TURBINE STAGE 2 DISK - INSPECTION | ||
| * * * FOR ALL |
| TASK 72-56-41-200-801 |
| 1 . | General. |
| A. | This procedure gives instructions to do an inspection of the low pressure turbine stage 2 disks (disks) that follow: |
| • |
|
| • |
|
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. None. |
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
| 3 . | Specific Inspection Procedure. |
| NOTE: |
|
| Subtask 72-56-41-230-001 |
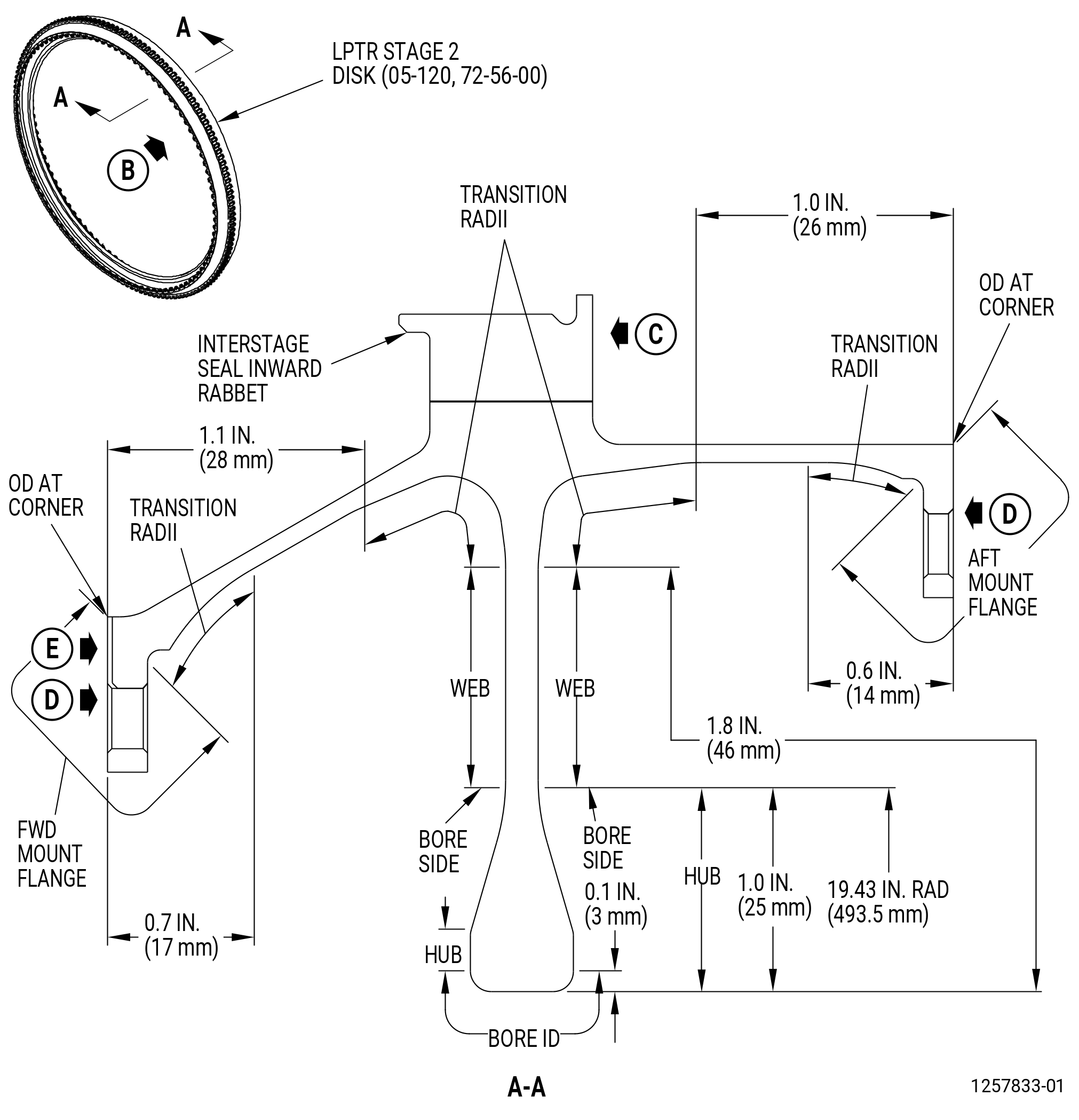
| A. | Do a Class G fluorescent penetrant inspection of the disks. Refer to TASK 70-32-02-230-001 (FLUORESCENT PENETRANT INSPECTION) and as follows. Refer to Figure 801. |
| (1) | Through indications are not permitted. |
| (2) | Linear indications are not permitted. |
| NOTE: |
|
| (3) | Indications that cross into corners are not permitted. |
| (4) | Indications are not permitted in the areas that follow: |
| (a) | Indications in boltholes or 0.25 inch (6.40 mm) or less from the boltholes. |
| (b) | Indications in fillets or 0.25 inch (6.40 mm) or less from the fillet. |
| (5) | Indications that are less than 0.020 inch (0.51 mm) in length are permitted if they are 0.060 inch (1.52 mm) or more apart. |
| (6) | Indications that are less than 0.030 inch (0.76 mm) in length are permitted if they are 0.750 inch (19.05 mm) or more apart. |
| 4 . | Visual Inspection. |
| Subtask 72-56-41-220-001 |
| A. | Do an inspection of the mount flanges for. Refer to Figure 801. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-002 |
| (2) | Nicks, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-073 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-003 |
| (4) | Nicks, dents, and scratches on the outside diameter (OD) at the corner: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-004 |
| * * * PRE SB 72-0040 |
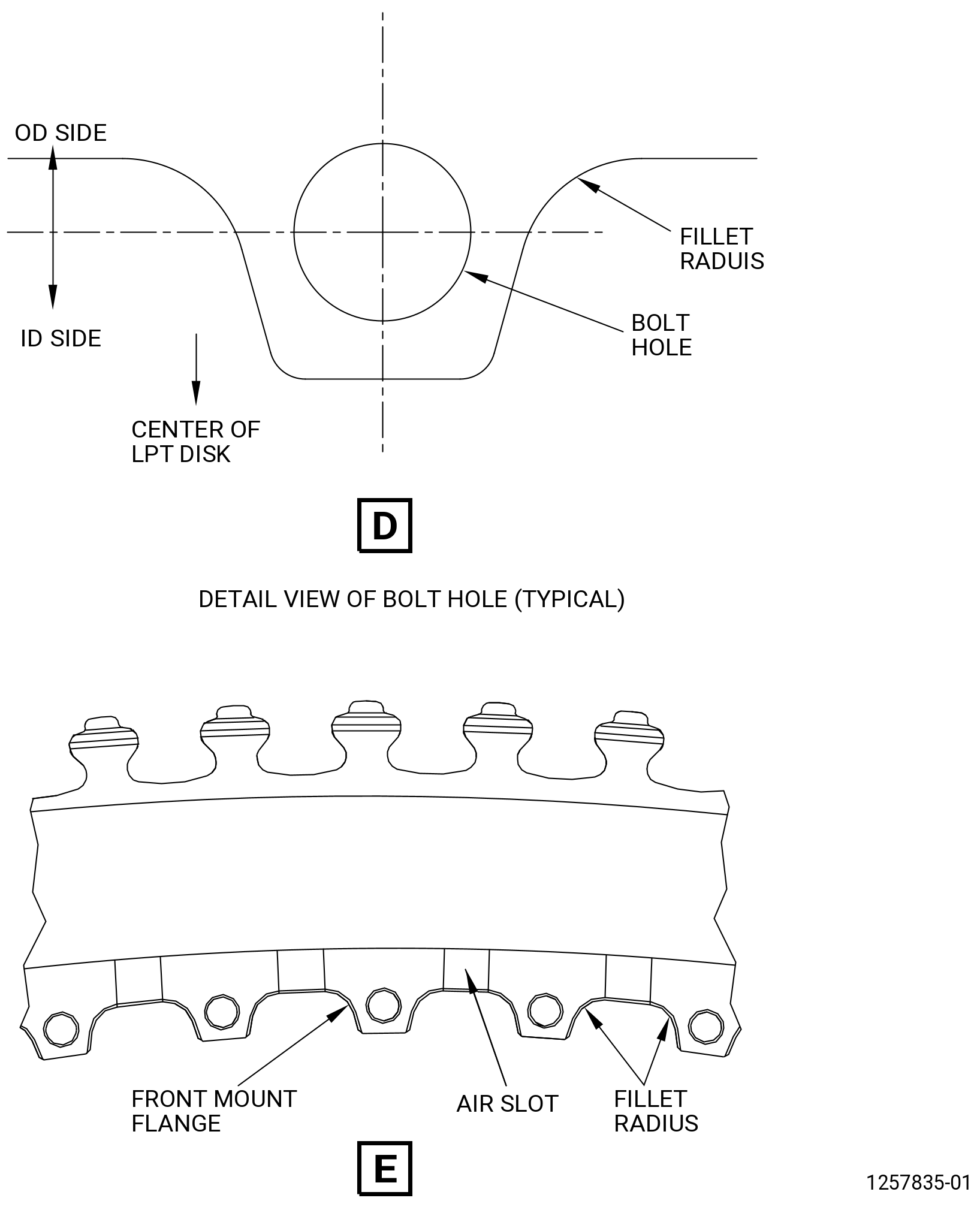
| (5) | Nicks, dents, and scratches on fillet R of scalloping in the forward flange: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-074 |
| (6) | Nicks, dents, and scratches on fillet R of scalloping in the aft flange: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-052 |
| (7) | Nicks, dents, and scratches on the air slot: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END PRE SB 72-0040 |
| Subtask 72-56-41-220-075 |
| * * * SB 72-0040 |
| (8) | Nicks, dents, and scratches on fillet R of scalloping: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-076 |
| (9) | Nicks, dents, and scratches on the air slot: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| * * * END SB 72-0040 |
| Subtask 72-56-41-220-005 |
| (10) | Burnishing/contact mark around the bolthole: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-006 |
| B. | Do an inspection of the inside diameter (ID) side of the boltholes including the chamfer for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-007 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-077 |
| (3) | Burnishing/contact mark: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-008 |
| C. | Do an inspection of the OD side of the boltholes including the chamfer for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-009 |
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-010 |
| D. | Do an inspection of the interstage seal inward rabbet for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-011 |
| (2) | Deformed/bent: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-012 |
| (3) | Wear: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-078 |
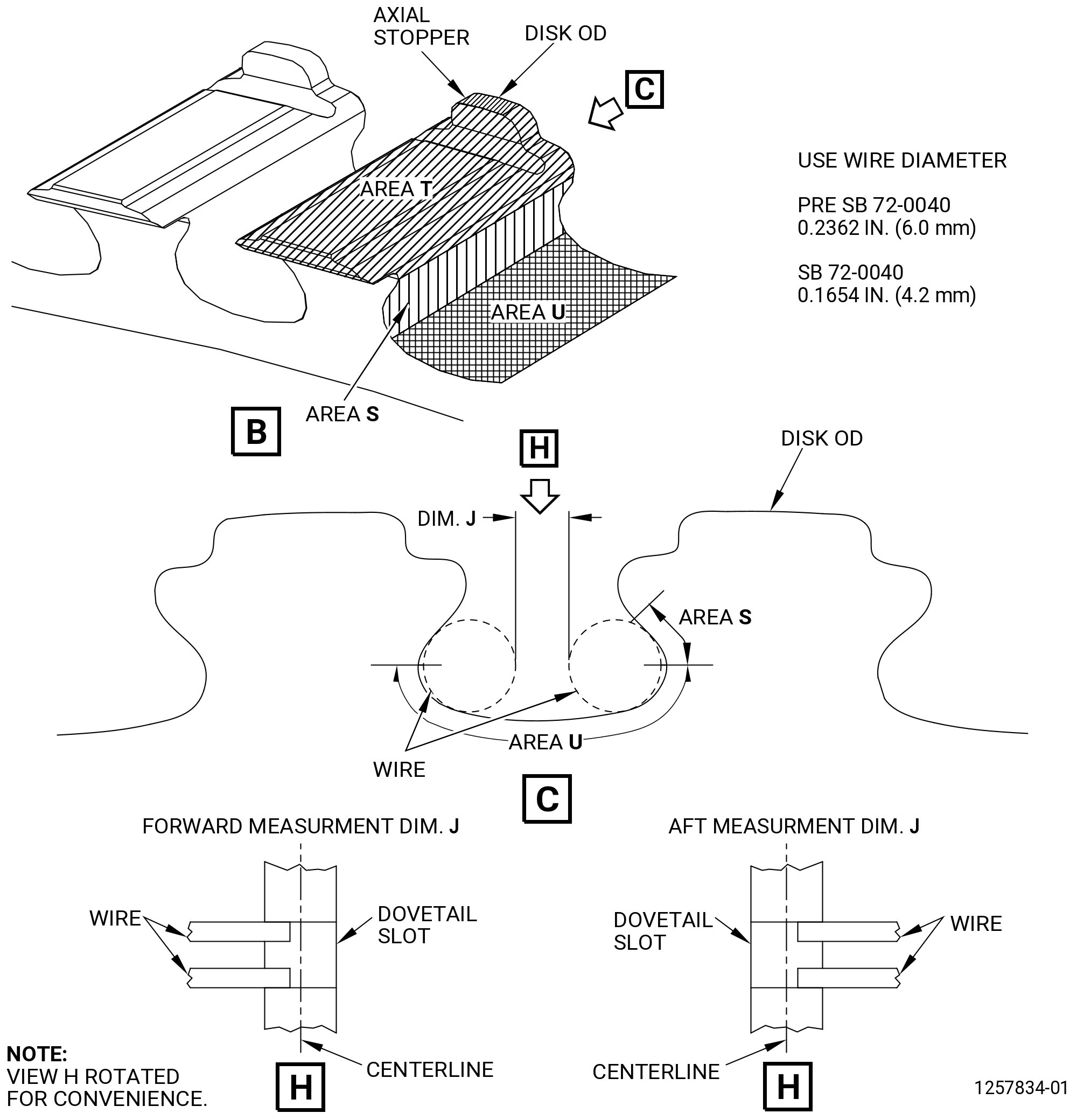
| E. | Do an inspection of the disk OD at the axial stopper for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-079 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-080 |
| (3) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-081 |
| (4) | Missing material, smeared or rolled: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-017 |
| * * * PRE SB 72-0040 |
| F. | Do an inspection of area S of the dovetail serrations for (does not include the front and rear edge of the blade slot): |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-018 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-019 |
| (3) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END PRE SB 72-0040 |
| Subtask 72-56-41-220-082 |
| * * * SB 72-0040 |
| F.A. | Do an inspection of area S of the dovetail serrations for (does not include the front and rear edge of the blade slot): |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-083 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-084 |
| (3) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0040 |
| Subtask 72-56-41-220-020 |
| G. | Do an inspection of the front and rear edge of the blade slot in area S of the dovetail serrations for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-021 |
| (2) | Dents, nicks, scratches, and sharp edges: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-022 |
| H. | Do an inspection of area T of the dovetail serrations (does not include the front and rear edge of the blade slot) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-023 |
| (2) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-024 |
| (3) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-026 |
| I. | Do an inspection of the front and rear edge of the blade slot in area T of the dovetail serrations for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-027 |
| (2) | Dents, nicks, scratches, and sharp edges: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-028 |
| J. | Do an inspection of the axial stopper of area T of the dovetail serration for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-029 |
| (2) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-030 |
| (3) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-031 |
| (4) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-032 |
| (5) | Missing material, smeared or rolled: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-033 |
| (6) | Deformed/Bent: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-034 |
| K. | Do an inspection of area U of the dovetail serrations (does not include the front and rear edge of the blade slot) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-035 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-036 |
| L. | Do an inspection of the front and the rear edge of the blade slot in area U of the dovetail serration for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-037 |
| (2) | Nicks, dents, scratches, and sharp edges: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-038 |
| M. | Do an inspection of the bore (hub and adjacent radii) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-039 |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-56-41-220-085 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-086 |
| * * * PRE SB 72-0040 |
| N. | Do an inspection of the hub for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-087 |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-088 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-089 |
| O. | Do an inspection of the web for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-090 |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-091 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| * * * END PRE SB 72-0040 |
| Subtask 72-56-41-220-092 |
| * * * FOR ALL.ALL |
| * * * SB 72-0040 |
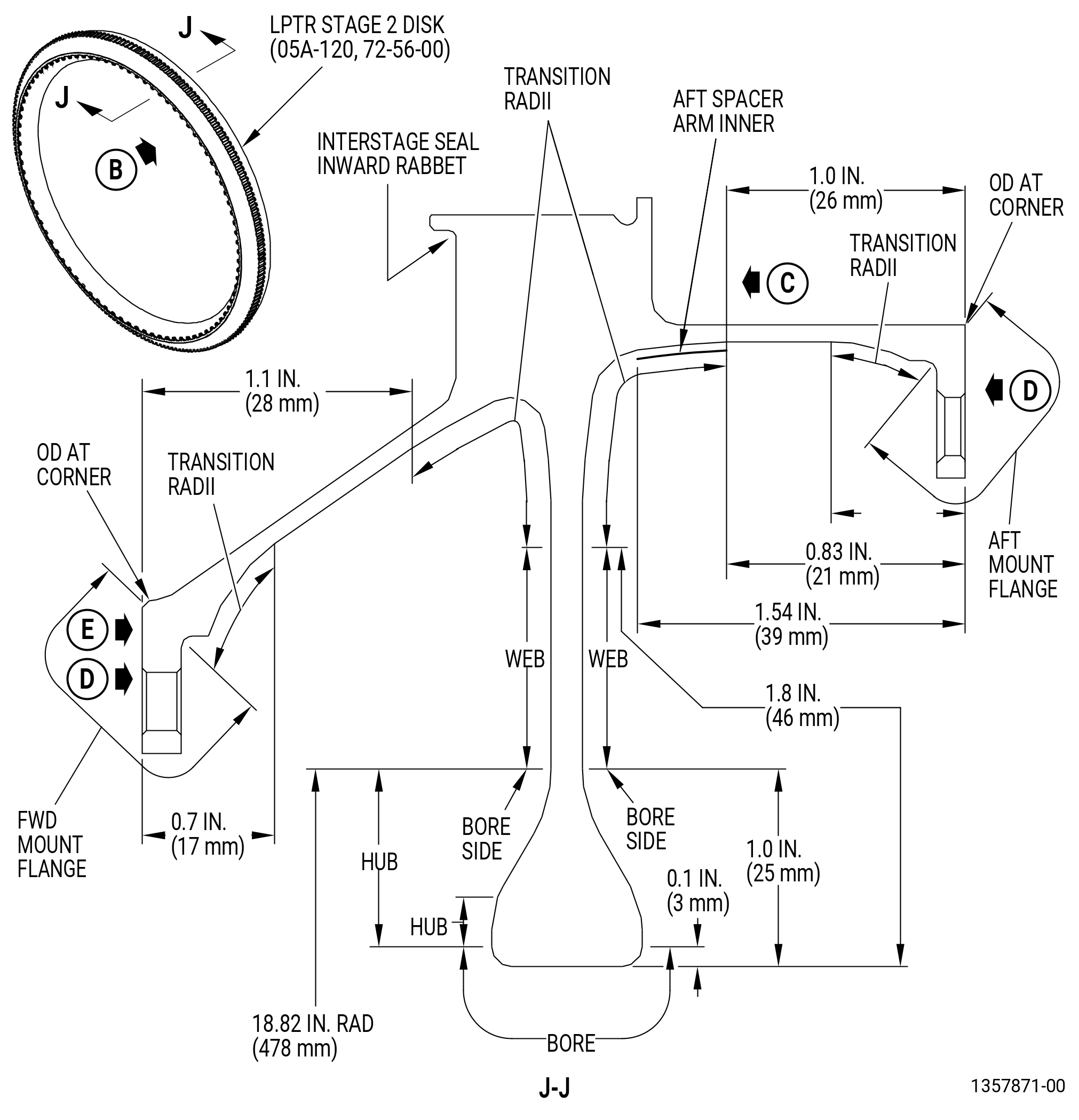
| P. | Do an inspection of the aft spacer arm inner for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-093 |
| * * * FOR ALL.ALL |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-094 |
| * * * FOR ALL.ALL |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-095 |
| * * * FOR ALL.ALL |
| Q. | Do an inspection of the hub for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-096 |
| * * * FOR ALL.ALL |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-097 |
| * * * FOR ALL.ALL |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-098 |
| * * * FOR ALL.ALL |
| R. | Do an inspection of the web for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-099 |
| * * * FOR ALL.ALL |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-100 |
| * * * FOR ALL.ALL |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| * * * END SB 72-0040 |
| Subtask 72-56-41-220-044 |
| S. | Do an inspection of all other areas for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-045 |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-046 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| 5 . | Hardness Check and Growth on Diameter AX and Diameter AW of the Low Pressure Turbine Stage 2 Disks. |
| NOTE: |
|
| Subtask 72-56-41-220-047 |
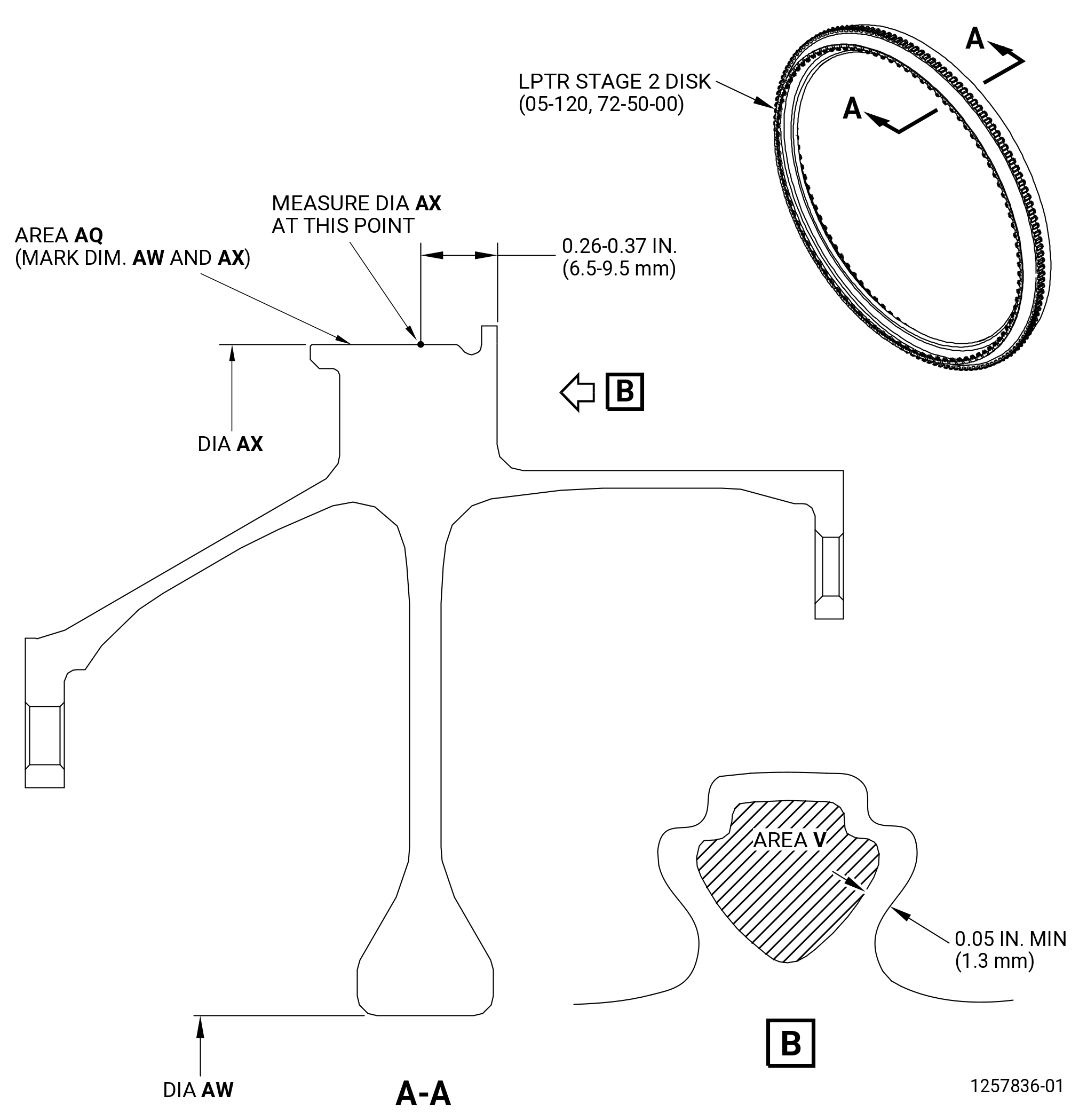
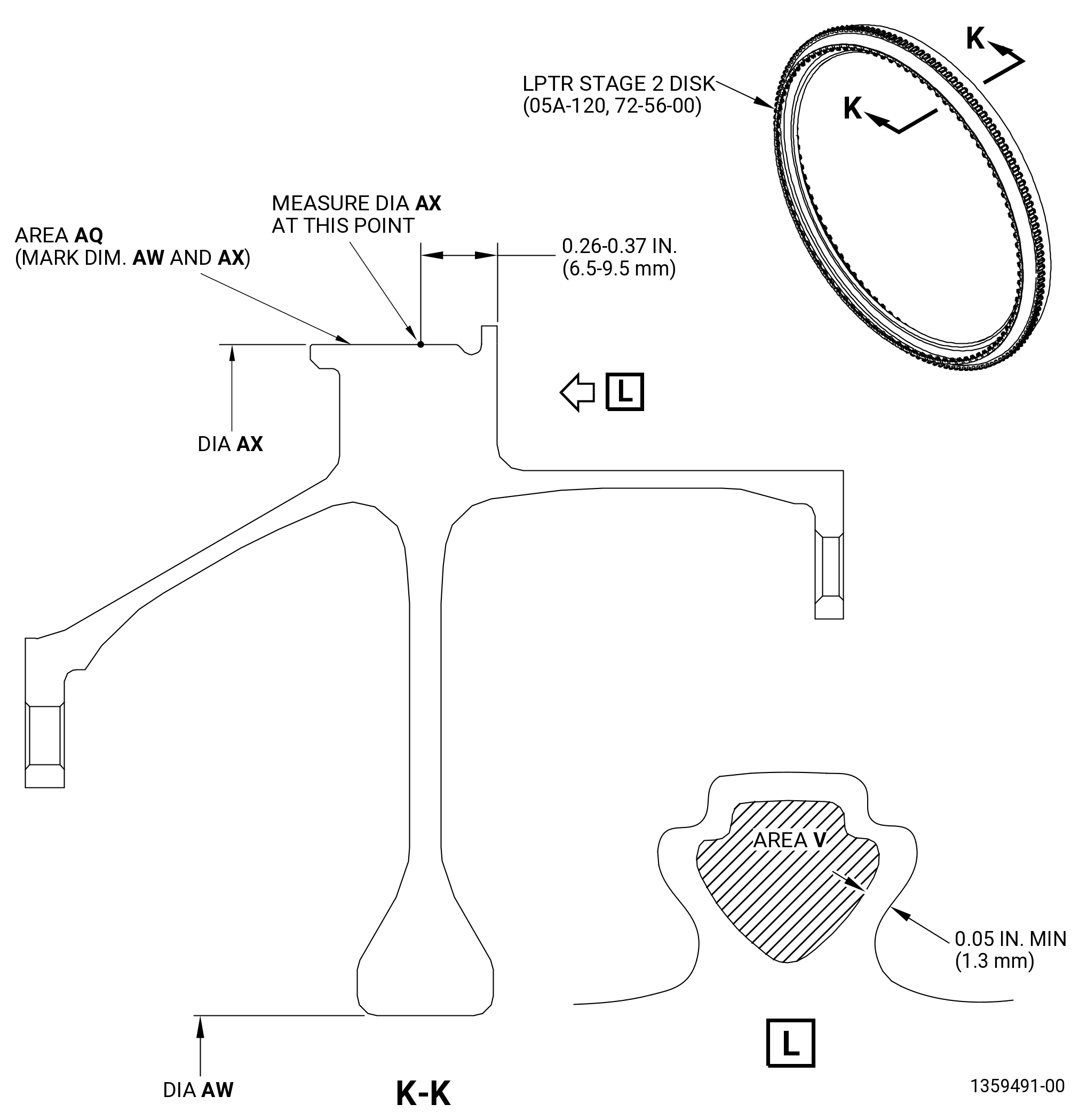
| A. | Do a measurement and make a record of the disk hardness in locations as follows. Use a modified or unmodified Ames Portable Hardness Tester, Model No. 2 with a sphero-conical diamond penetrator and a 60 kilogram load. Refer to TASK 70-34-04-220-010 (PORTABLE ROCKWELL HARDNESS TESTING). Refer to Figure 802. |
| NOTE: |
|
| (1) | Measure the disk rim hardness at two locations approximately 0.125 inch (3.18 mm) apart and at least 0.050 inch (1.27 mm) from corners. Measure hardness on the aft side of the rim. |
|
|
| Subtask 72-56-41-220-048 |
| B. | Do a measurement and make a record of the growth of the diameters AW and AX. |
| Subtask 72-56-41-220-049 |
| C. | Determine: |
| (1) | Hardness at area V: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-050 |
| (2) | Growth on diameter AW (bore ID): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-220-051 |
| (3) | Growth on diameter AX (post OD): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-41-350-001 |
| D. | Blend to remove the surface indentations generated from hardness checks. Blend the indentation to a maximum depth of 0.010 inch (0.25 mm) from the initial contour. Refer to TASK 70-42-00-350-002 (BLENDING AND REMOVAL OF HIGH METAL PROCEDURES). Power blending is permitted if unwanted local heat build-up is prevented and the blend is smooth. |
| 6 . | Dimensional Inspection. |
| Subtask 72-56-41-220-101 |
| A. | Measure dimension J at the forward and aft locations of each dovetail slot at eight equally-spaced positions on the circumference. |
| Subtask 72-56-41-220-102 |
| B. | Install the wires approximately one-third into the length of the dovetail slot for the forward and aft dimensional inspections. |
| Subtask 72-56-41-220-103 |
| * * * PRE SB 72-0040 |
| C. | Dimension J: |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END PRE SB 72-0040 |
| Subtask 72-56-41-220-104 |
| * * * SB 72-0040 |
| D. | Dimension J: |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0040 |