| GENX-1B ENGINE MANUAL | Dated: 03/22/2023 | |
| EM 72-30-00 , ASSEMBLY 002 | ||
| HIGH PRESSURE COMPRESSOR MODULE ASSEMBLY - ASSEMBLY 002 - CONFIGURATION 02 | ||
| GENX-1B ENGINE MANUAL | Dated: 03/22/2023 | |
| EM 72-30-00 , ASSEMBLY 002 | ||
| HIGH PRESSURE COMPRESSOR MODULE ASSEMBLY - ASSEMBLY 002 - CONFIGURATION 02 | ||
| * * * FOR ALL PIP 2 |
| TASK 72-30-00-440-804 |
| 1 . | General. |
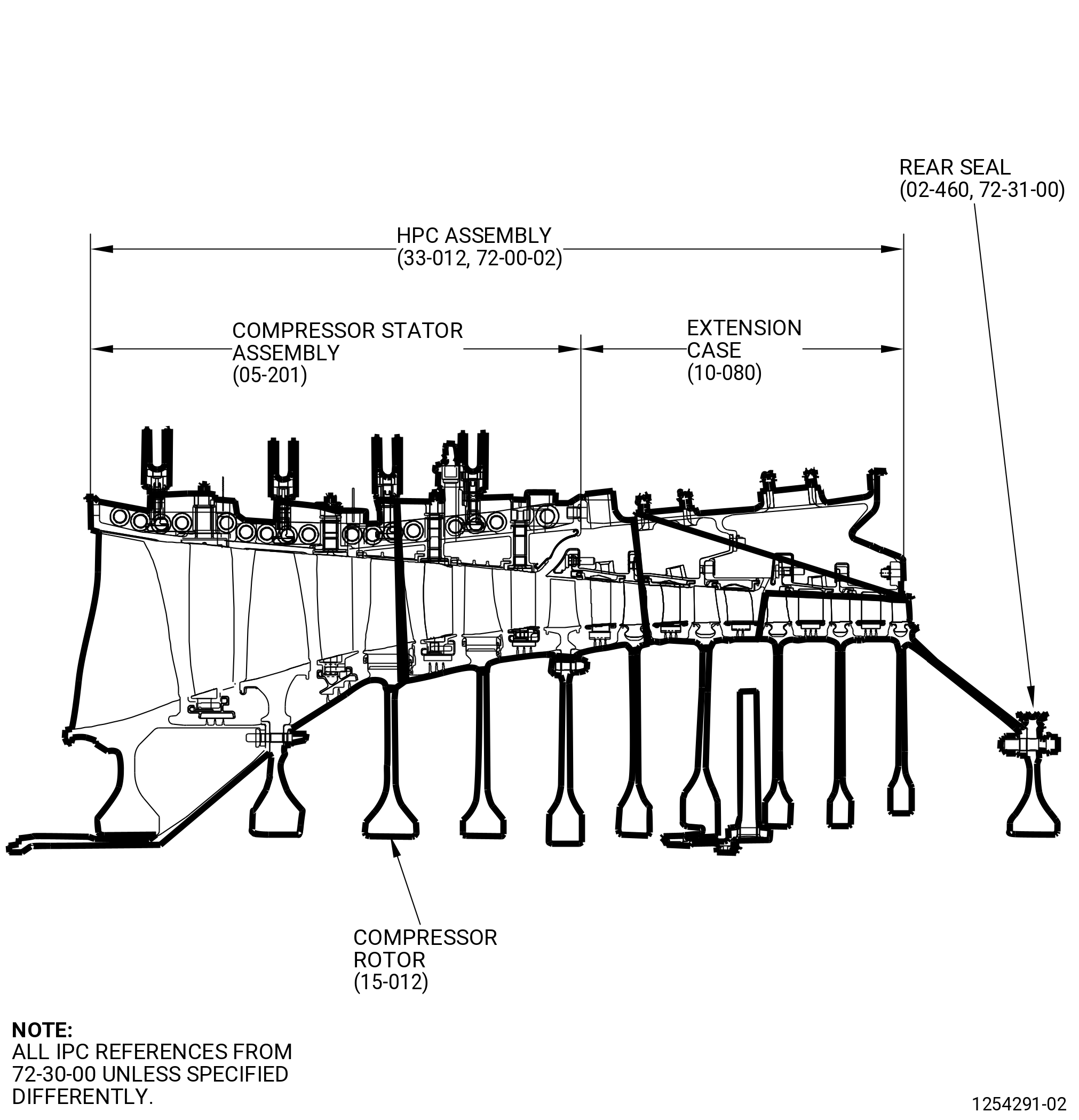
| A. | This procedure gives instructions to continue the assembly of the high pressure compressor (HPC) module assembly (HPC assembly) (33-012 , 72-00-02) (SIN 00108). This procedure includes the assembly and rigging procedures for the variable stator vane (VSV) system. Make sure that the HPC assembly is at the equivalent build status of TASK 72-30-00-440-805 (72-30-00, ASSEMBLY 001 CONFIGURATION 02). Refer to Figure 1001. |
| B. | The HPC assembly is assumed to be installed on the 11C4279 core module build-up fixture or on the 11C3010 core module build-up fixture . |
| C. | All directions are aft looking forward (ALF), unless specified differently. |
| D. | This procedure gives instructions for VSV actuator system adjusting and rigging. |
| • |
|
| • |
|
| • |
|
| E. | Follow the instructions to safety the parts with C10-071 safety wire, C10-143 safety cable, cotter pins, or tab washers. Refer to TASK 70-11-00-400-001 (FASTENER RETENTION PROCEDURES) . |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
|
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. |
|
| 3 . | Procedure. |
| Subtask 72-30-00-220-020 |
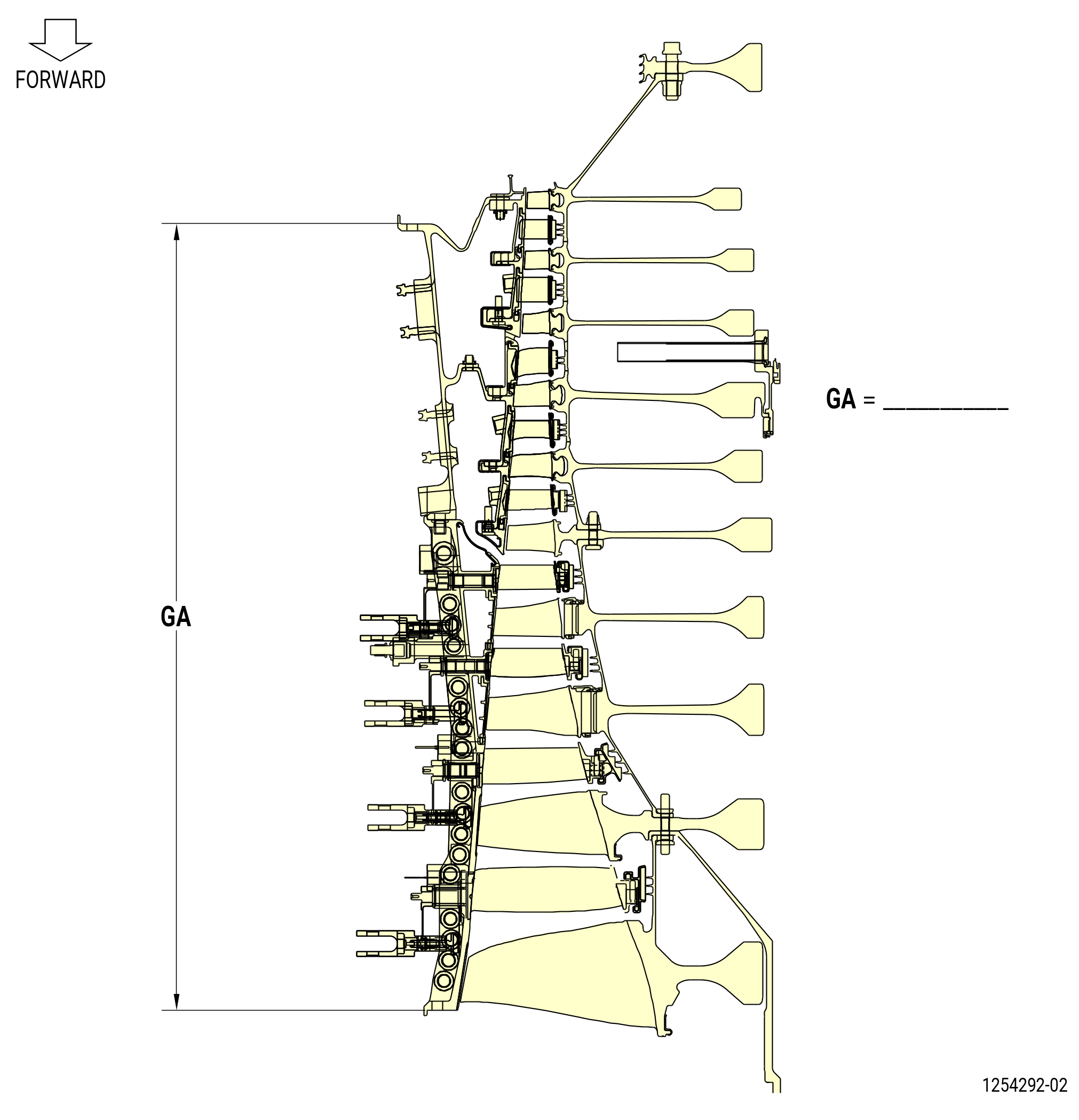
| A. | Measure the axial dimensions of the HPC assembly (33-012 , 72-00-02) (SIN 00108). Refer to Figure 1002 and do as follows: |
| WARNING: |
|
| CAUTION: |
|
| (1) | Remove all special tools or lift fixtures that are attached to the compressor rear CDP seal (rear seal) (02-460 , 72-31-00) (SIN 050NC). |
| (2) | Measure the HPC assembly length dimension GA and record the result. Refer to Figure 1002. |
| (3) | Make sure that the measured dimensions are in the limits that follow: |
| (a) | Dimension GA 29.542-29.560 inches (750.37-750.82 mm). |
| Subtask 72-30-00-430-038 |
| B. | Assembly of VSV torque shaft linkage: |
| (1) | For torque shaft linkage assembly procedure, refer to TASK 72-30-00-000-801 (72-30-00, SPECIAL PROCEDURES 003). |
| Subtask 72-30-00-440-490 |
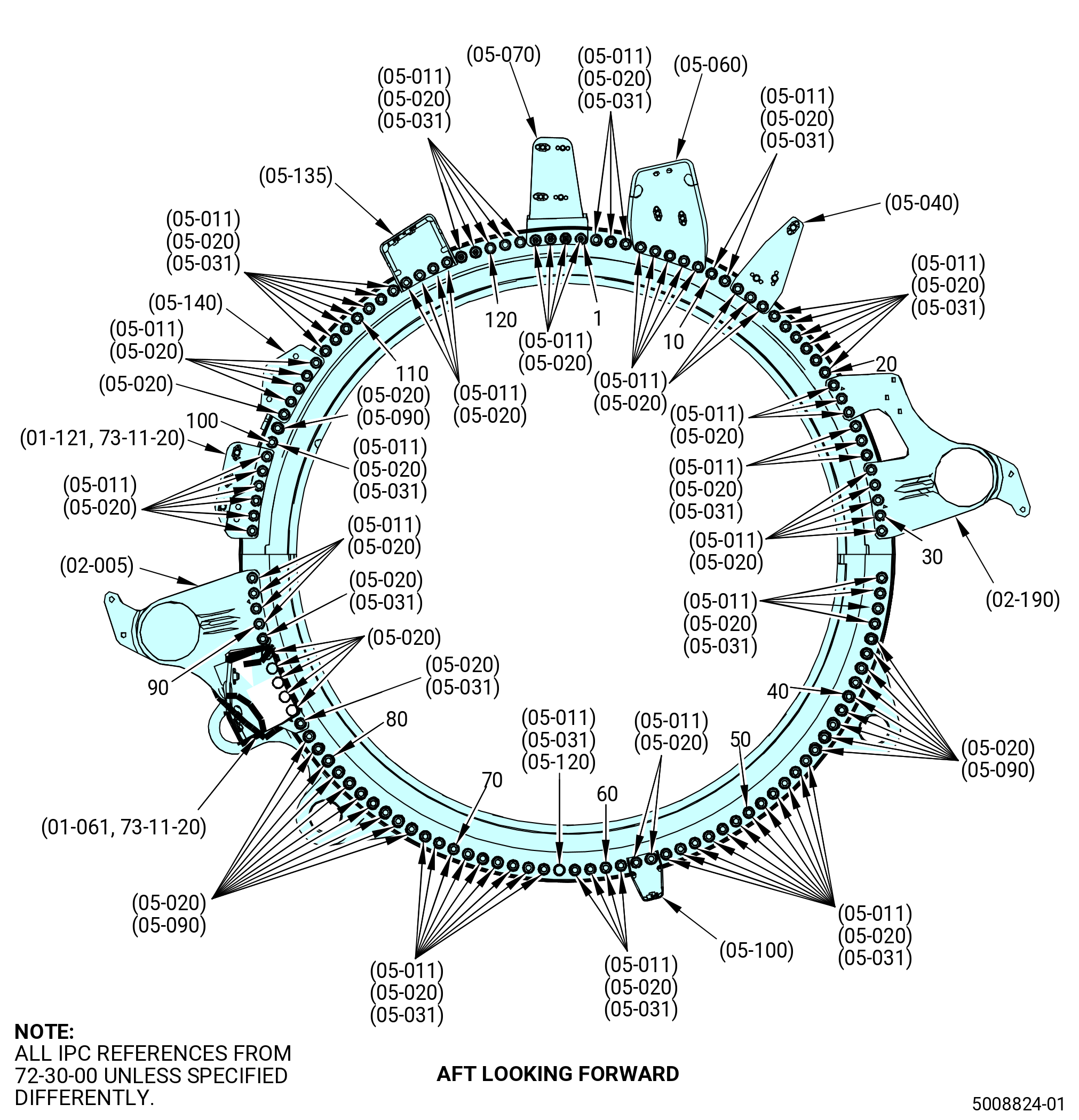
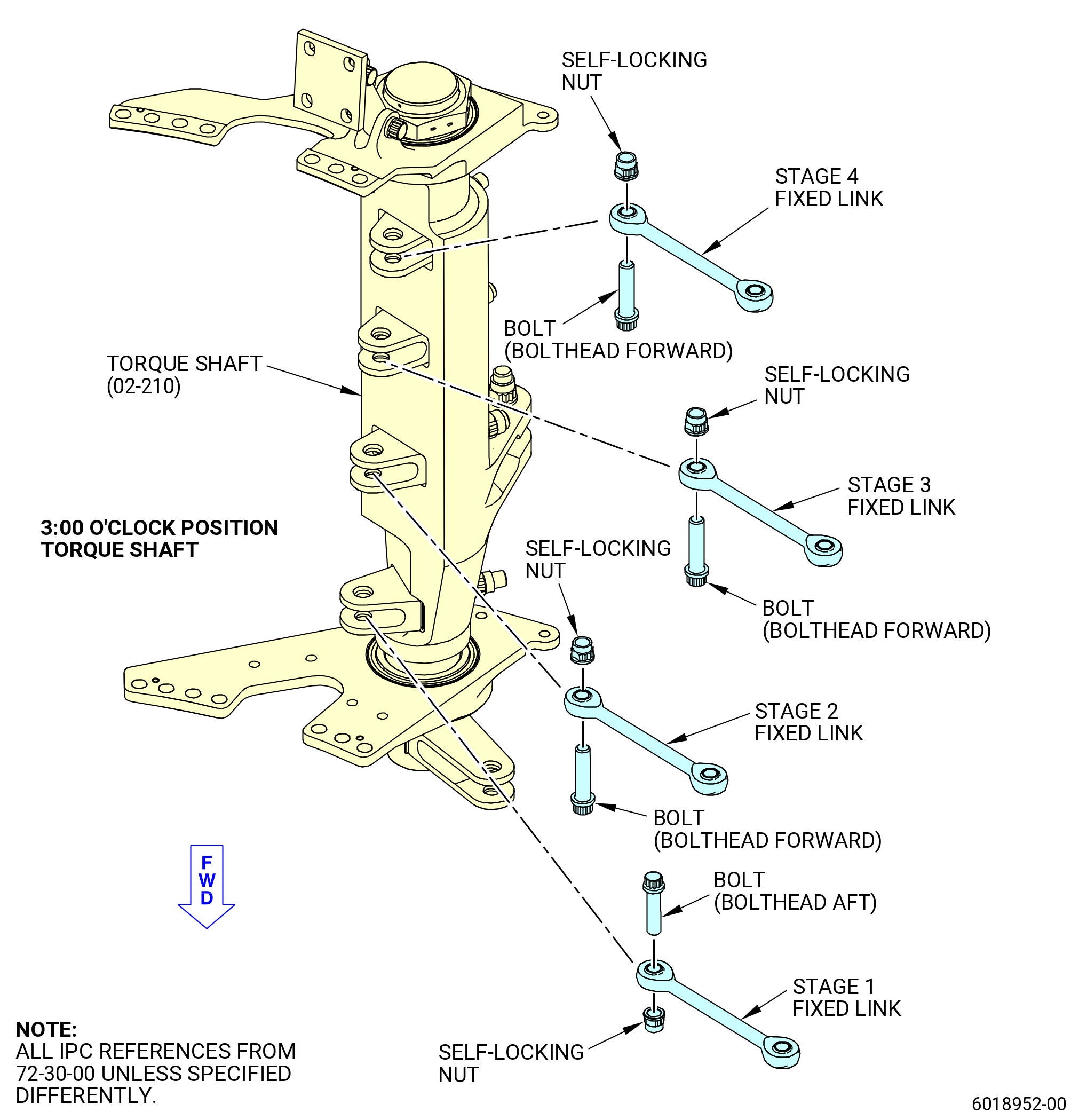
| C. | Install the VSV torque shaft linkage (VSV torque shaft) (02-190) (SIN 07500) on the extension case as follows: |
| (1) | Put the VSV torque shaft (02-190) (SIN 07500) on the aft face of the extension case forward flange and the aft face of the forward flange of the HPC assembly. |
| (2) | Align the dowel pins in the aft support (02-225) (SIN 07500-4) with the holes located near boltholes No. 21 and No. 31 on the aft face of the extension case forward flange. |
| (3) | Align the dowel pins in the forward support (02-220) (SIN 07500-3) with the holes on the aft face of the forward flange of the HPC assembly. |
| (4) | Make sure that the boltholes in the aft support (02-225) (SIN 07500-4) are aligned with boltholes No. 21 thru No. 23 and boltholes No. 27 thru No. 31 on the aft face of the extension case forward flange. |
| WARNING: |
|
| (5) | Apply a thin layer of C02-097 lubricant to the threads and the pressure faces of eight bolts (05-020) (SIN 080FC) and eight self-locking nuts (05-011) (SIN 080K2). |
| (6) | Attach the aft support (02-225) (SIN 07500-4) with the eight bolts (05-020) (SIN 080FC), boltheads aft, and eight self-locking nuts (05-011) (SIN 080K2). Hand-tighten the self-locking nuts. |
| (7) | Attach the bracket (05-100) (SIN 29914) on the forward flange of extension case as follows: |
| WARNING: |
|
| (a) | Apply a thin layer of C02-097 lubricant to the threads and the pressure faces of two bolts (05-020) (SIN 080FC) and two self-locking nuts (05-011) (SIN 080K2). |
| (b) | Attach the bracket with the two bolts (05-020) (SIN 080FC), boltheads aft, and two self-locking nuts (05-011) (SIN 080K2) on the aft face of the extension case forward flange at boltholes No. 57 and No. 58. Hand-tighten the self-locking nuts. |
| Subtask 72-30-00-440-491 |
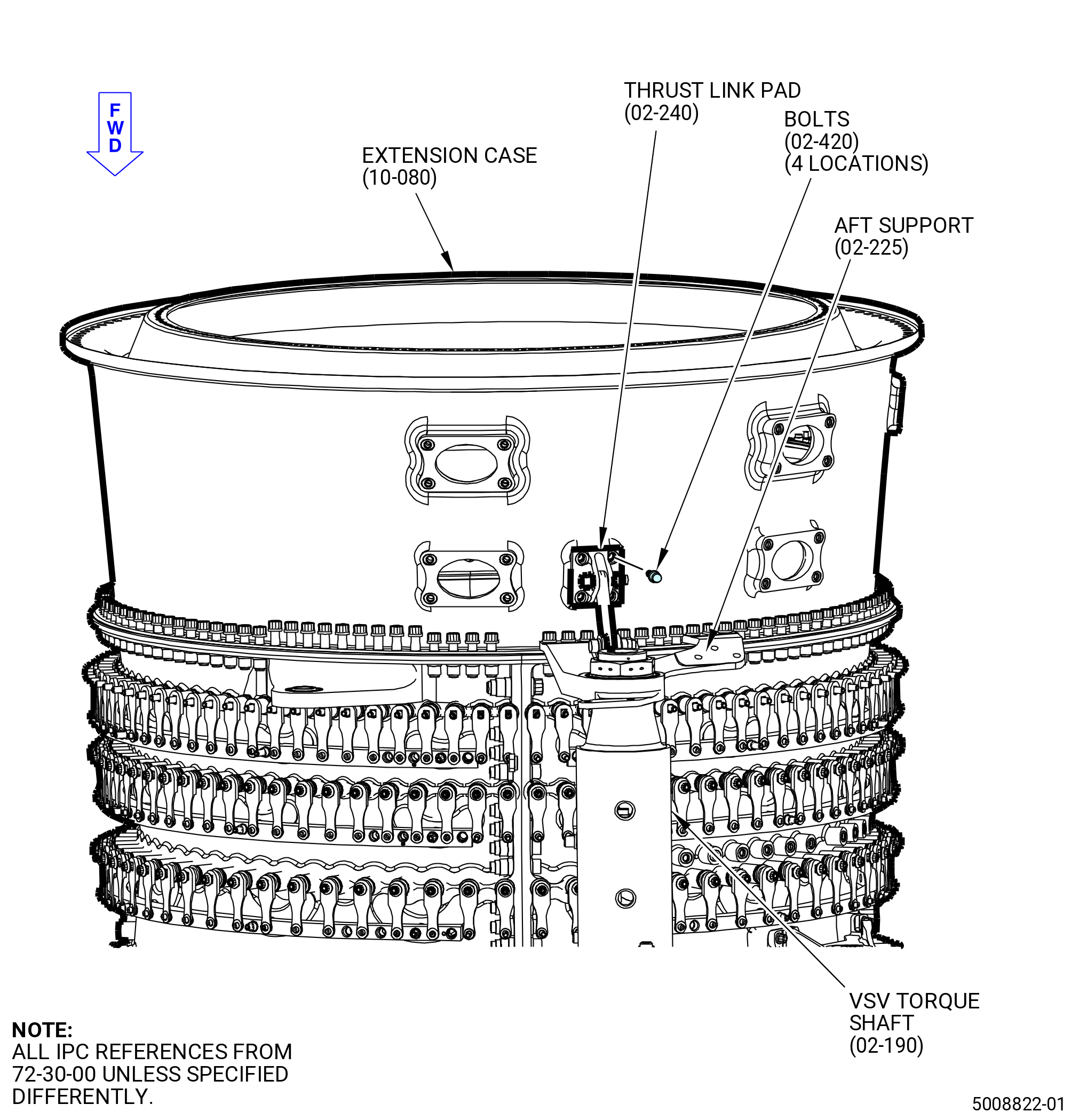
| D. | Attach the thrust link pad (02-240) (SIN 07500-7) of VSV torque shaft to the extension case near the 3:00 o'clock position horizontal flange. Refer to Figure 1003 and do as follows: |
| WARNING: |
|
| (1) | Apply a thin layer of C02-058 lubricant to the threads and the pressure faces of four bolts (02-420) (SIN 075F5). |
| (2) | Put the thrust link pad on the pad boss on the extension case and attach it with the four bolts (02-420) (SIN 075F5). Hand-tighten the bolts (02-420) (SIN 075F5). Do not torque at this time. |
| Subtask 72-30-00-440-492 |
| E. | Install the VSV torque shaft linkage (VSV torque shaft) (02-005) (SIN 07501) on the forward flange of extension case as follows: |
| (1) | Put the VSV torque shaft (02-005) (SIN 07501) on the aft face of the extension case forward flange and the aft face of the forward flange of the compressor assembly. |
| (2) | Align the dowel pins in the aft support (02-030) (SIN 07501-4) with the holes located near boltholes No. 83 and No. 93 on the aft face of the extension case forward flange. |
| (3) | Align the dowel pins in the forward support (02-025) (SIN 07501-3) with the holes on the aft face of the forward flange of the compressor assembly. |
| (4) | Make sure that the boltholes in the aft support (02-030) (SIN 07501-4) are aligned with boltholes No. 83 thru No.85 and boltholes No. 89 thru No. 93 on the aft face of the extension case forward flange. |
| WARNING: |
|
| (5) | Apply a thin layer of C02-097 lubricant to the threads and the pressure faces of six bolts (05-020) (SIN 080FC) and four self-locking nuts (05-011) (SIN 080K2). |
| (6) | Attach the aft support (02-030) (SIN 07501-4) with four bolts (05-020) (SIN 080FC), boltheads aft, and four self-locking nuts (05-011) (SIN 080K2) at the boltholes No. 90 thru No. 93, and two bolts (05-020) (SIN 080FC) with two spacers (05-031) (SIN 080TA), below the bolthead, at boltholes No. 83 and No. 89. Hand-tighten the self-locking nuts and bolts. |
| (7) | Install the bracket (01-061 , 73-11-20) (SIN 42413) as follows: |
| (a) | Put the bracket (01-061, 73-11-20) (SIN 42413) on the aft support (02-030) (SIN 07501-4) at boltholes No.84 thru No. 88. |
| WARNING: |
|
| (b) | Apply a thin layer of C02-097 lubricant to the threads and the pressure faces of five bolts (05-020) (SIN 080FC). |
| (c) | Attach the bracket (01-061 , 73-11-20) (SIN 42413) with the five bolts (05-020) (SIN 080FC) at boltholes No.84 thru No. 88. Hand-tighten the bolts. |
| Subtask 72-30-00-440-493 |
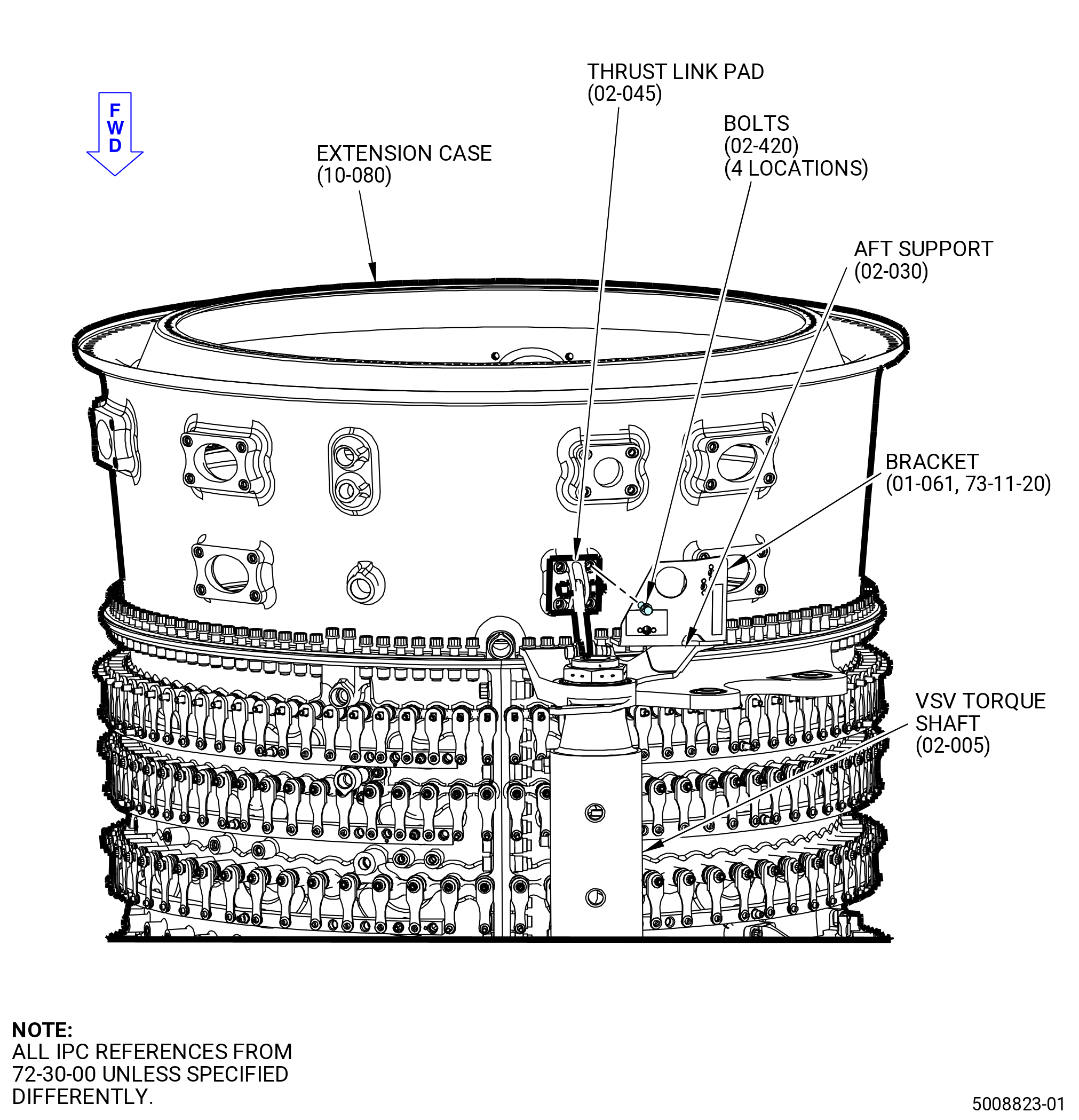
| F. | Attach the thrust link pad (02-045) (SIN 07501-7) of VSV torque shaft to the extension case near the 9:00 o'clock position horizontal flange. Refer to Figure 1004 and do as follows: |
| WARNING: |
|
| (1) | Apply a thin layer of C02-058 lubricant to the threads and the pressure faces of four bolts (02-420) (SIN 075F5). |
| (2) | Put the thrust link pad on the pad boss on the extension case and attach it with the four bolts (02-420) (SIN 075F5). Hand-tighten the bolts (02-420) (SIN 075F5). Do not torque at this time. |
| Subtask 72-30-00-440-494 |
| G. | Torque the self-locking nuts on the HPC assembly (33-012 , 72-00-02) (SIN 00108) to extension case (10-080) (SIN 080AL) flange. Refer to Figure 1005 and do as follows: |
| NOTE: |
|
| (1) | Torque the self-locking nut (05-011) (SIN 080K2) at bolthole No. 21 to 368-432 lb in. (41.6-48.8 N.m). |
| (2) | Torque the remaining self-locking nuts or bolts to 276-324 lb in. (31.2-36.6 N.m) in a criss-cross pattern. |
| (3) | Torque all the self-locking nuts or bolts, again, to 368-432 lb in. (41.6-48.8 N.m) in a criss-cross pattern. |
| Subtask 72-30-00-440-684 |
| H. | Torque the thrust link pad bolts as follows: |
| (1) | Torque the four bolts (02-420) (SIN 075F5) on the thrust link pad (02-240) (SIN 07500-7) at the 3:00 o'clock position to 106 to 124 lb in. (12.0 to 4.0 Nm). |
| (2) | Torque the four bolts (02-420) (SIN 075F5) on the thrust link pad (02-045) (SIN 07501-7) at the 9:00 o'clock position to 106 to 124 lb in. (12.0 to 14.0 Nm). |
| Subtask 72-30-00-440-495 |
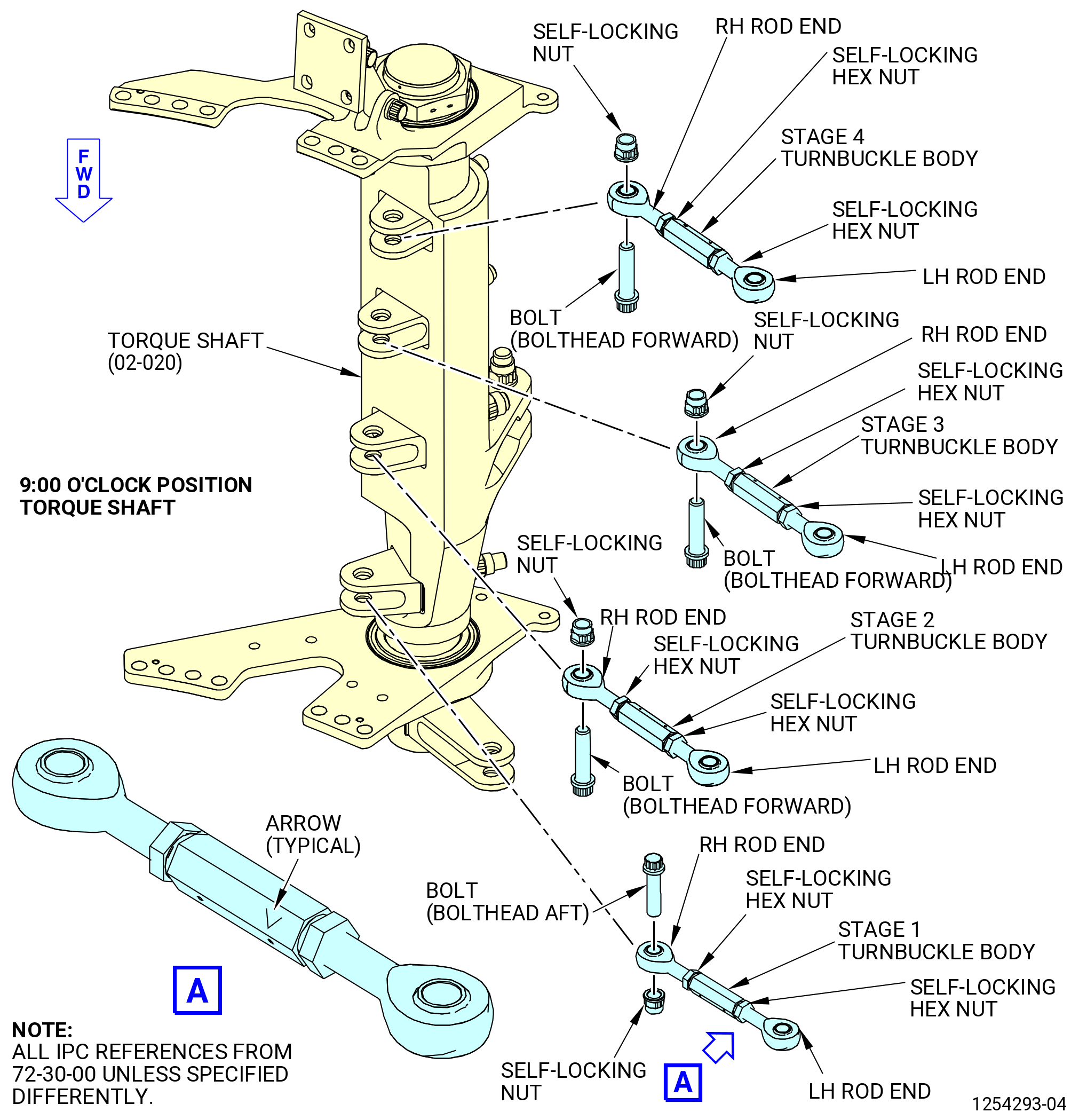
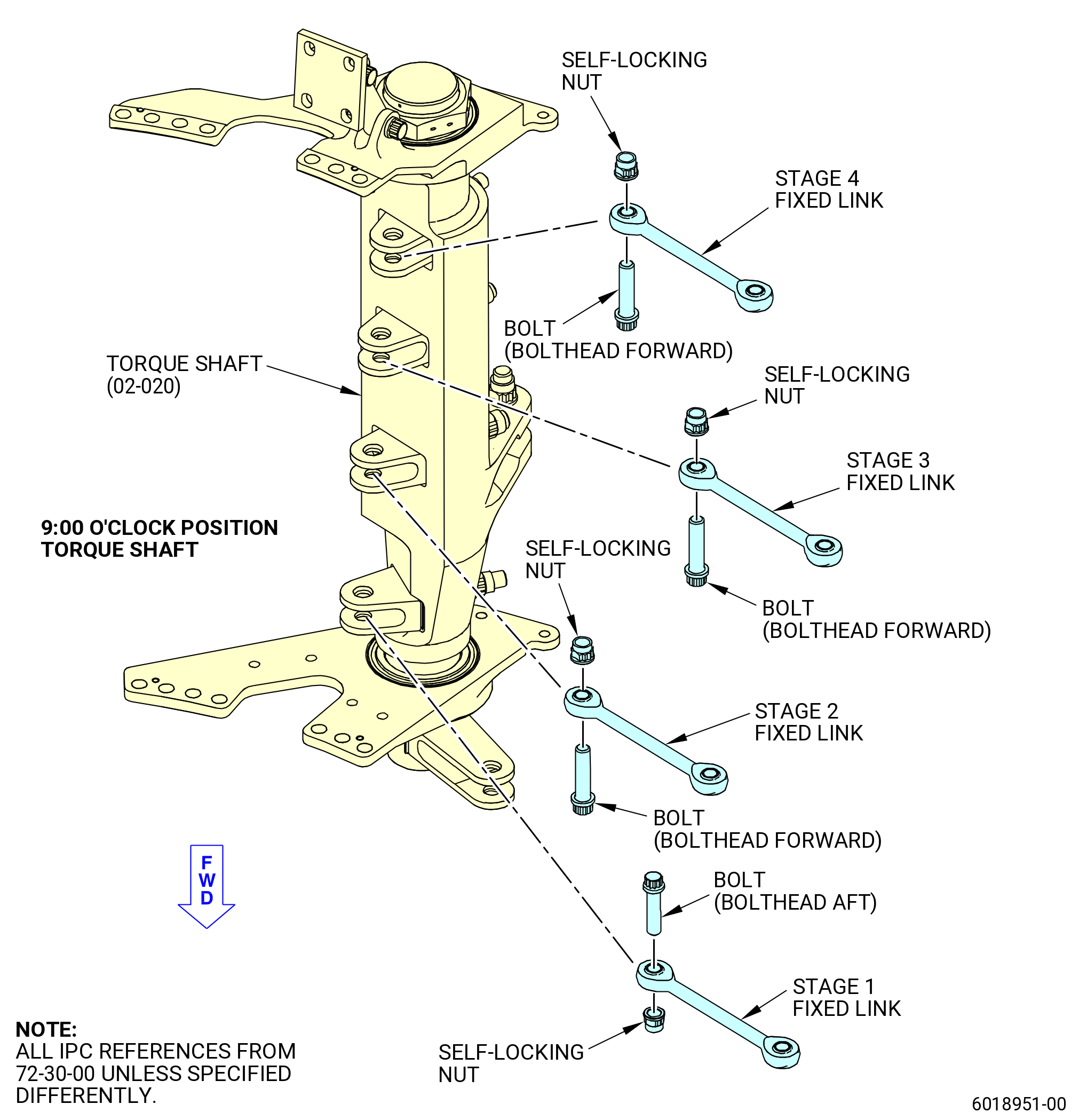
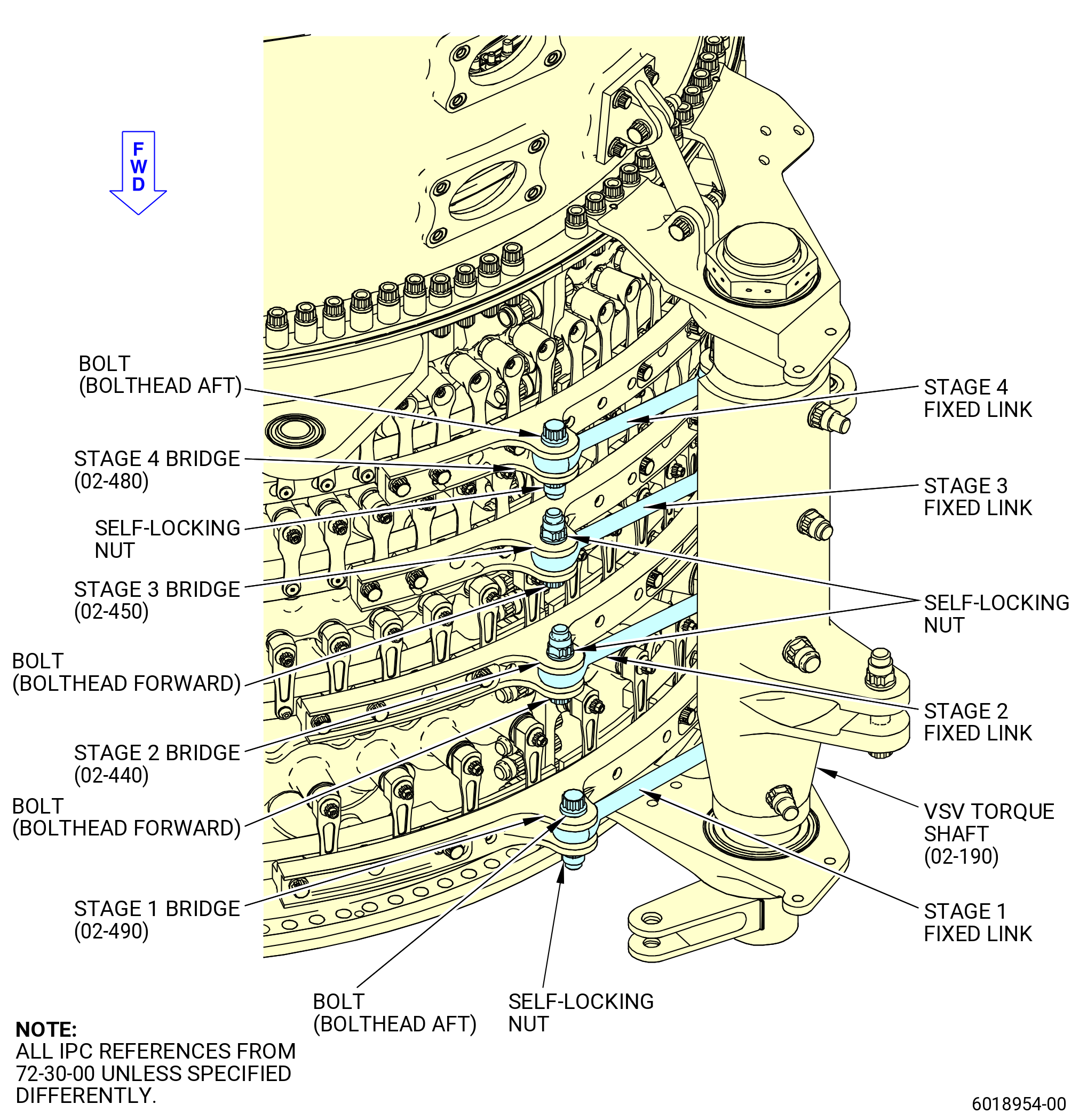
| I. | Install the turnbuckles or fixed links on the torque shaft (02-020) (SIN 07501-2), at the 9:00 o'clock position. Refer to Figure 1006 and do as follows: |
| NOTE: |
|
| NOTE: |
|
|
| Subtask 72-30-00-440-496 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
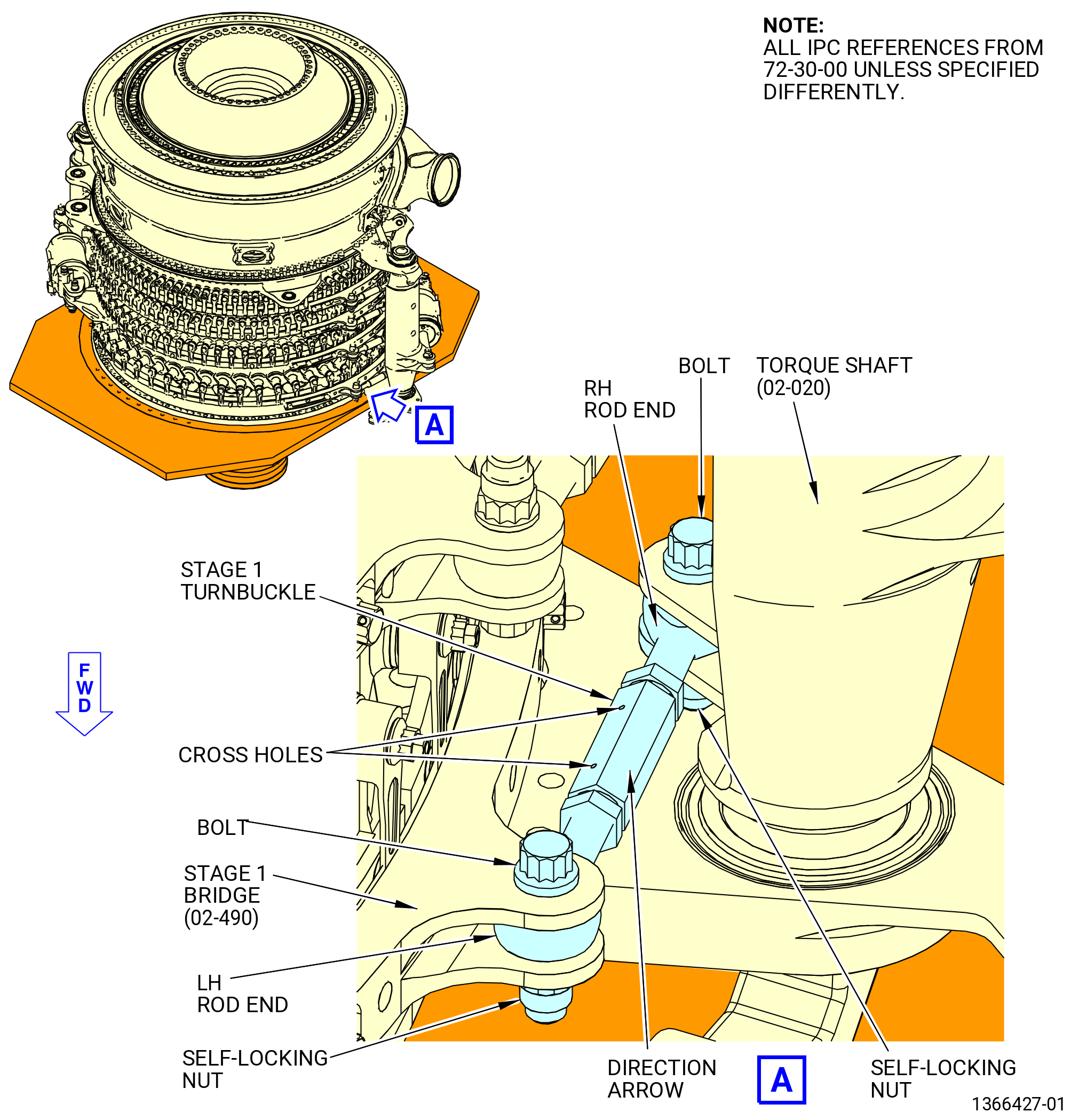
| (1) | Make sure that the side of the stage 1 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-020) (SIN 07501 2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-674 |
| (2) | Attach the stage 1 turnbuckle body or stage 1 fixed link on the torque shaft with an aft-facing bolt and a self-locking nut. |
| (3) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-497 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
| (4) | Make sure that the side of the stage 2 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-020) (SIN 07501 2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-675 |
| (5) | Attach the stage 2 turnbuckle body or stage 2 fixed link on the torque shaft with a forward-facing bolt and a self-locking nut. |
| (6) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-498 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
| (7) | Make sure that the side of the stage 3 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-020) (SIN 07501-2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-676 |
| (8) | Attach the stage 3 turnbuckle body or stage 3 fixed link on the torque shaft with a forward-facing bolt and a self-locking nut. |
| (9) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-499 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
| (10) | Make sure that the side of the stage 4 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-020) (SIN 07501-2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-677 |
| (11) | Attach the stage 4 turnbuckle body or stage 4 fixed link on the VSV torque shaft with a forward-facing bolt and a self-locking nut. |
| (12) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-500 |
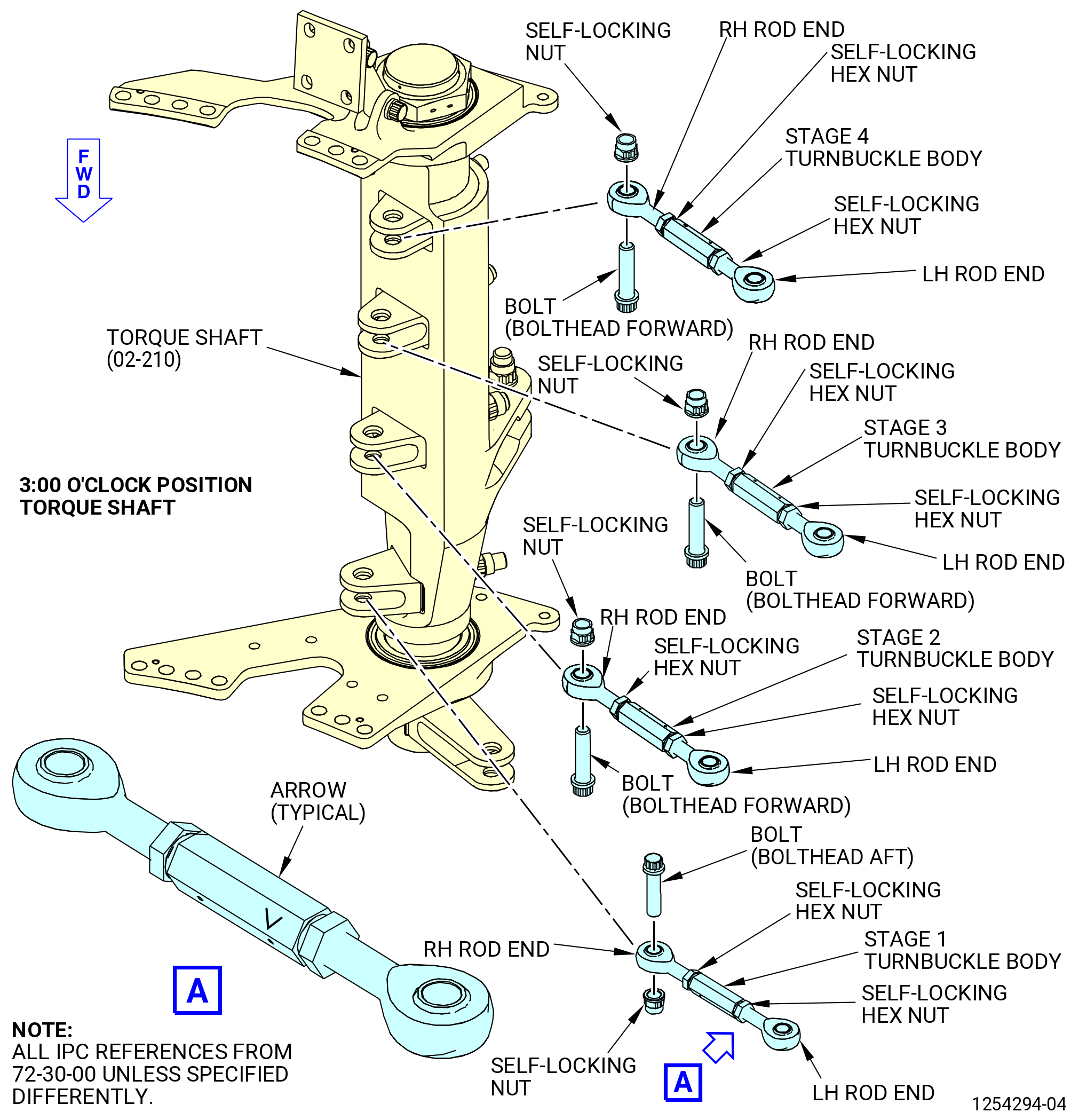
| J. | Install the turnbuckles or fixed links on the VSV torque shaft (02-210) (SIN 07500-2) at the 3:00 o'clock position. Refer to Figure 1007 and do as follows: |
| NOTE: |
|
| NOTE: |
|
|
| Subtask 72-30-00-440-501 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
| (1) | Make sure that the side of the stage 1 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-210) (SIN 07500-2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-678 |
| (2) | Attach the stage 1 turnbuckle body or stage 1 fixed link on the VSV torque shaft with an aft-facing bolt and a self-locking nut. |
| (3) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-502 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
| (4) | Make sure that the side of the stage 2 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-210) (SIN 07500-2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-679 |
| (5) | Attach the stage 2 turnbuckle body or stage 2 fixed link on the VSV torque shaft with a forward-facing bolt and a self-locking nut. |
| (6) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-503 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
| (7) | Make sure that the side of the stage 3 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-210) (SIN 07500-2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-680 |
| (8) | Attach the stage 3 turnbuckle body or stage 3 fixed link on the VSV torque shaft with a forward-facing bolt and a self-locking nut. |
| (9) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-504 |
| * * * PRE SB 72-0483 |
| CAUTION: |
|
| CAUTION: |
|
| (10) | Make sure that the side of the stage 4 turnbuckle body with the arrow is opposite to the VSV torque shaft (02-210) (SIN 07500-2). Install the RH rod end on the VSV torque shaft. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-681 |
| (11) | Attach the stage 4 turnbuckle body or stage 4 fixed link on the VSV torque shaft with a forward-facing bolt and a self-locking nut. |
| (12) | Torque the self-locking nut to 460-540 lb in. (52.0-61.0 N.m). |
| Subtask 72-30-00-440-505 |
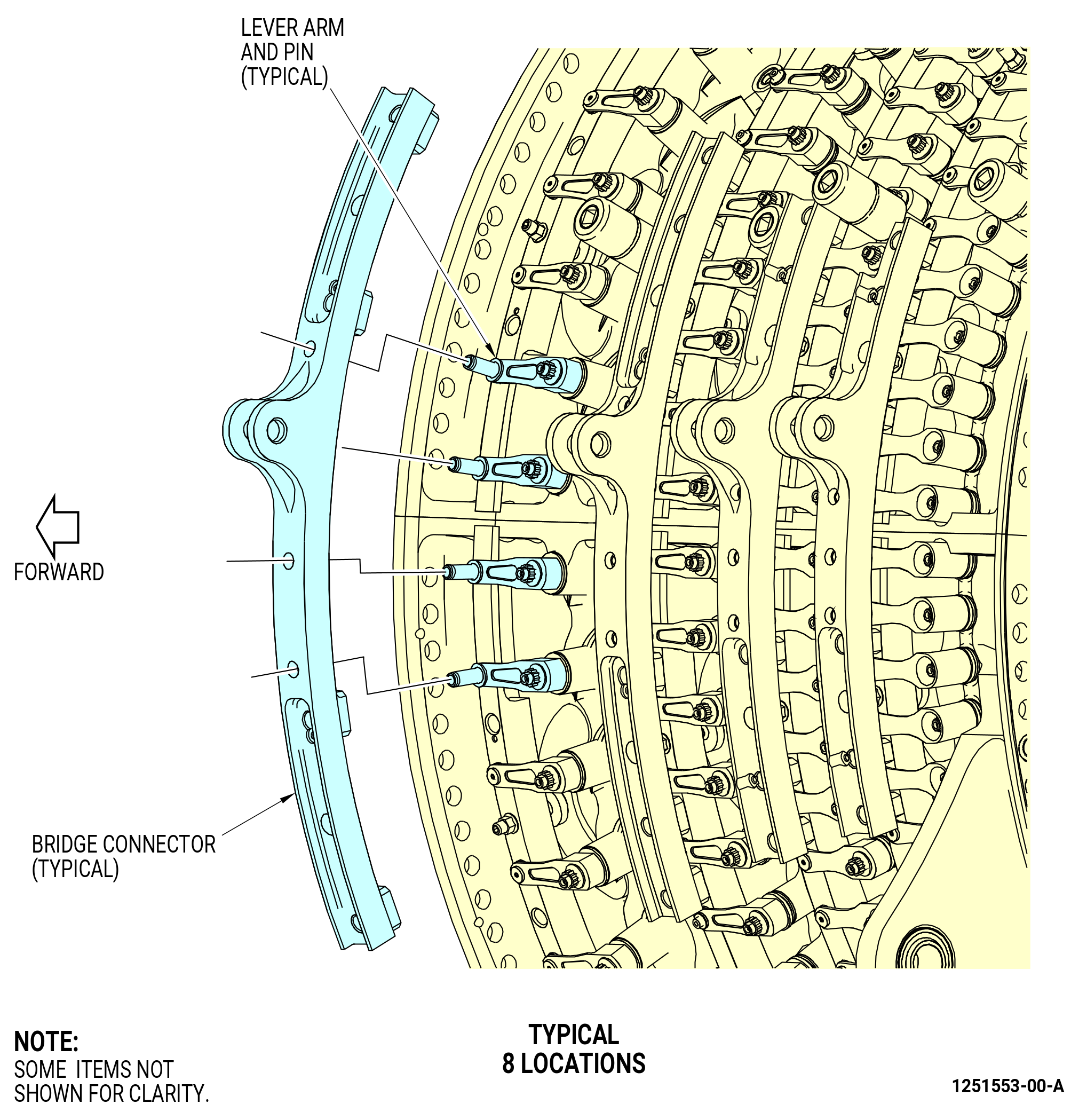
| K. | Install the compressor stator actuating ring bridges (bridges) as follows: |
| Subtask 72-30-00-440-506 |
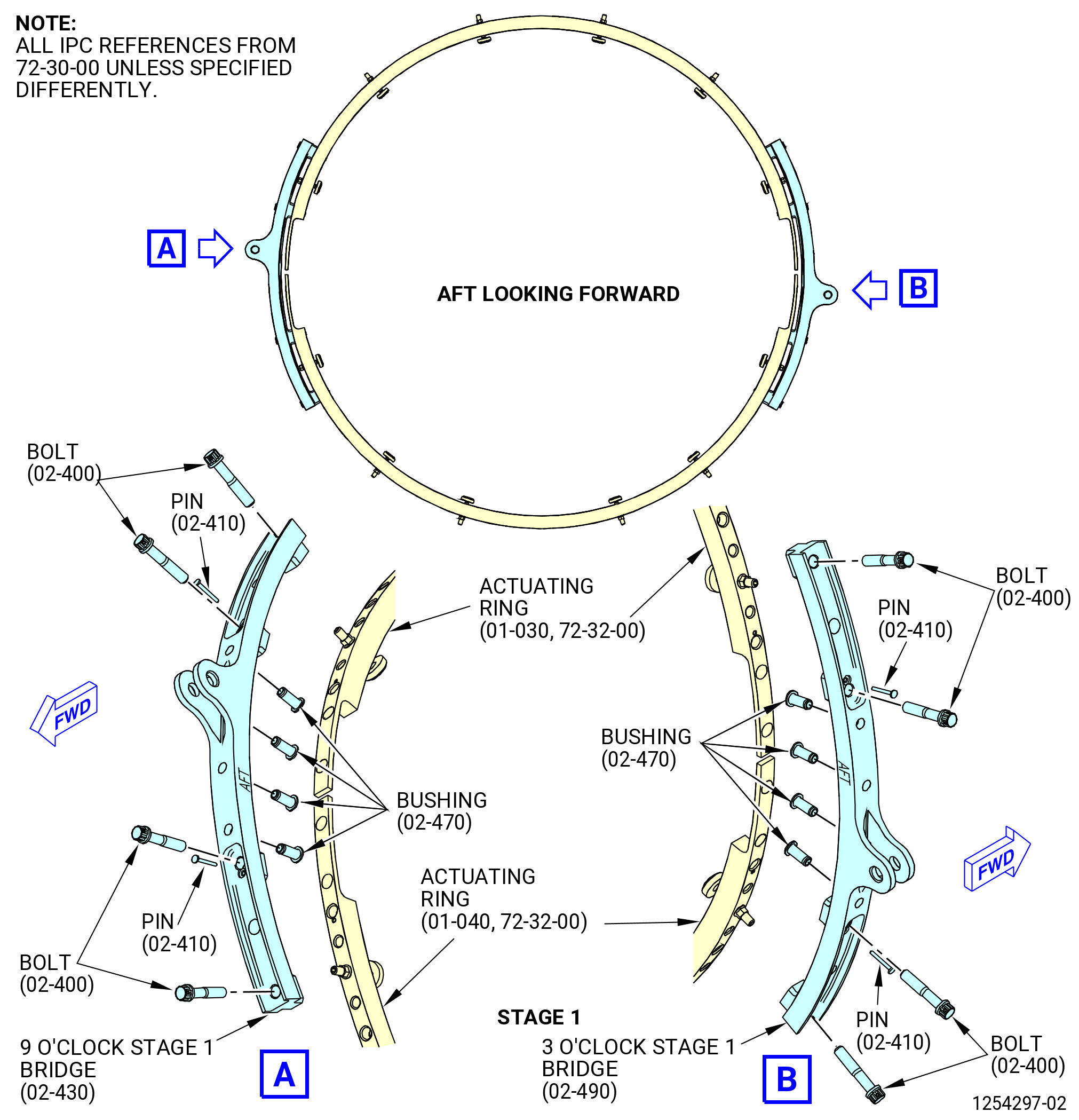
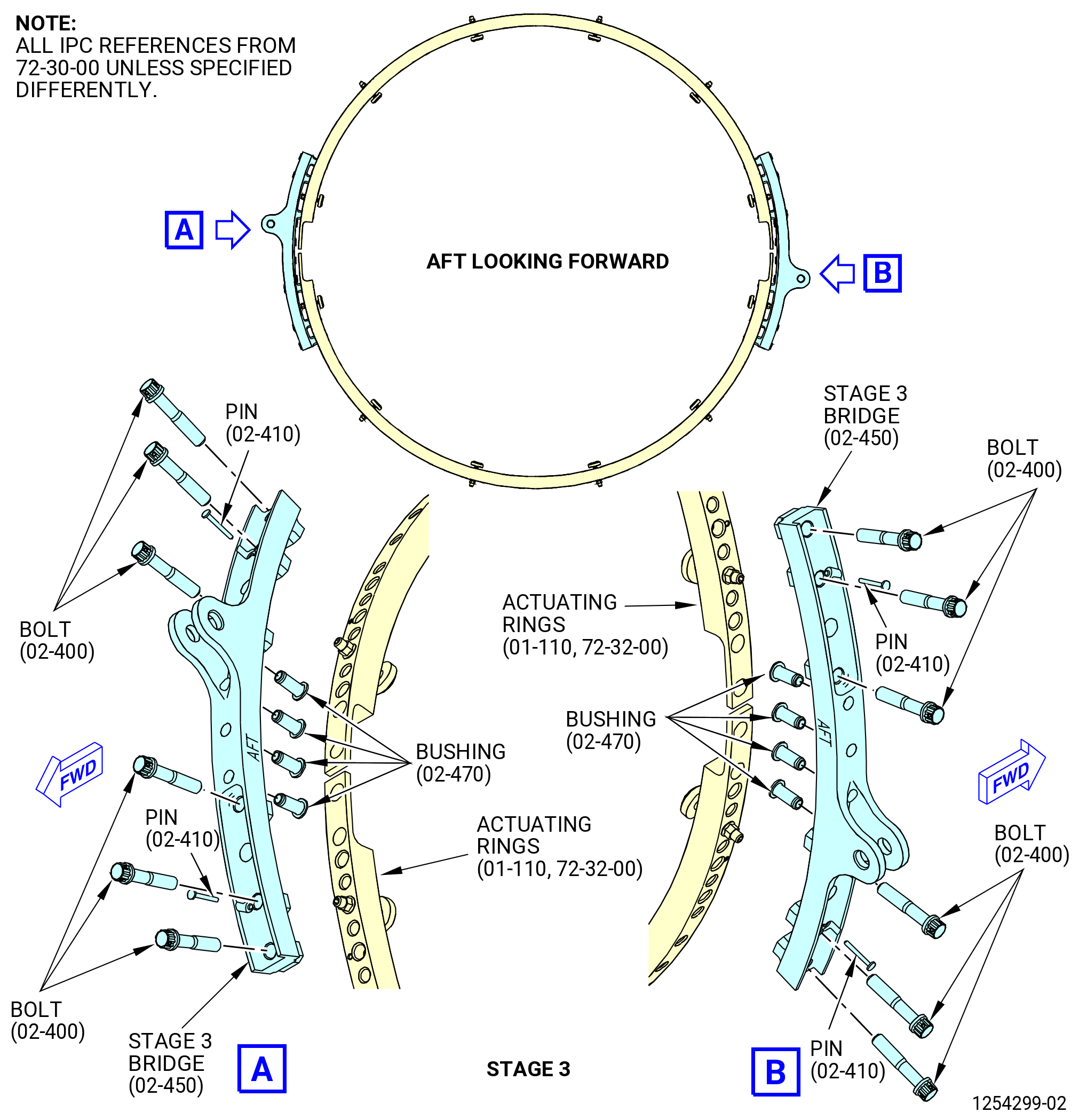
| (1) | Install the 9:00 o'clock position stage 1 bridge (stage 1 bridge) (02-430) (SIN 071E6) on the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6). Refer to Figure 1008 and do as follows: |
| (a) | Make sure that the lever pin bushings (bushing) (02-470) (SIN 071TB) are installed in the stage 1 bridge (02-430) (SIN 071E6). |
| (b) | Make sure that the AFT mark on the 9:00 o'clock position stage 1 bridge (02-430) (SIN 071E6) points aft. |
| (c) | Find the four stage 1 lever arms (01-060 , 72-32-00) (SIN 071D6) that are between the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6) and will insert directly into the stage 1 bridge (02-430) (SIN 071E6). |
| (d) | Manually align the four stage 1 lever arms (01-060 , 72-32-00) (SIN 071D6) to match the holes in the 9:00 o'clock position stage 1 bridge. Refer to Figure 1009. |
| (e) | Install the stage 1 bridge (02-430) (SIN 071E6) on the four lever arms and the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6). |
| (f) | Install two alignment pins (pin) (02-410) (SIN 075V1) in the two holes on the stage 1 bridge (02-430) (SIN 071E6). |
| (g) | Attach the stage 1 bridge (02-430) (SIN 071E6) to the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6) with four bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| Subtask 72-30-00-440-507 |
| (2) | Install the 3:00 o'clock stage 1 bridge (stage 1 bridge) (02-490) (SIN 071E1) on the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6). Refer to Figure 1008 and do as follows: |
| (a) | Make sure that the bushings (02-470) (SIN 071TB) are installed in the stage 1 bridge (02-490) (SIN 071E1). |
| (b) | Make sure that the AFT mark on the stage 1 bridge (02-490) (SIN 071E1) points aft. |
| (c) | Find the four stage 1 lever arms (01-060 , 72-32-00) (SIN 071D6) that are between the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6) and will insert directly into the stage 1 bridge (02-490) (SIN 071E1). |
| (d) | Manually align the four stage 1 lever arms (01-060 , 72-32-00) (SIN 071D6) to match the holes in the stage 1 bridge. Refer to Figure 1009. |
| (e) | Install the stage 1 bridge (02-490) (SIN 071E1) on the four lever arms and the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6). |
| (f) | Install two pins (02-410) (SIN 075V1) in the two holes on the stage 1 bridge (02-490) (SIN 071E1). |
| (g) | Attach the stage 1 bridge (02-490) (SIN 071E1) to the stage 1 actuating rings with four bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| (3) | Torque the eight bolts (02-400) (SIN 075F2) on the stage 1 bridges to 235-275 lb in. (26.6-31.1 N.m). |
| Subtask 72-30-00-210-070 |
| CAUTION: |
|
| (4) | Do a travel check of the stage 1 actuating rings (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6) as follows: |
| (a) | Use your hand to push the stage 1 bridges. Move the bridges fully in each direction with your hand. |
| (b) | Make sure that the actuating rings move the full distance that the case rub buttons permit. |
| (c) | Make sure that there is not binding or interference. |
| Subtask 72-30-00-820-029 |
| (5) | If necessary, adjust the stage 1 VSV ring segment adjusting pad screws (01-030 , 72-32-00) (SIN 071A1) and (01-040 , 72-32-00) (SIN 071A6) in with the 11C3343 gage set. Refer to Figure 1010 and do as follows: |
| (a) | Engage the applicable stage 1 shim (item 2) of the 11C3343 gage set from the aft side of the actuation ring until the short leg of the shim is engaged between the VSV adjusting pad screws and the case. |
| NOTE: |
|
| (b) | Adjust the VSV adjusting pad screws in the ring segment with the T-shape wrench (item 8) of the 11C3343 gage set and the socket wrench (item 6) of the 11C3343 gage set. |
| (c) | Do Subtask 72-30-00-820-029 (paragraph 3.K.(5)(a)) thru (paragraph 3.K.(5)(b)) again to the other VSV adjusting pad screws on stage 1. |
| (d) | Remove the stage 1 shim (item 2) from the 11C3343 gage set. |
| Subtask 72-30-00-400-009 |
| (6) | Safety the bolts (02-400) (SIN 075F2) with C10-143 safety cable. |
| Subtask 72-30-00-440-508 |
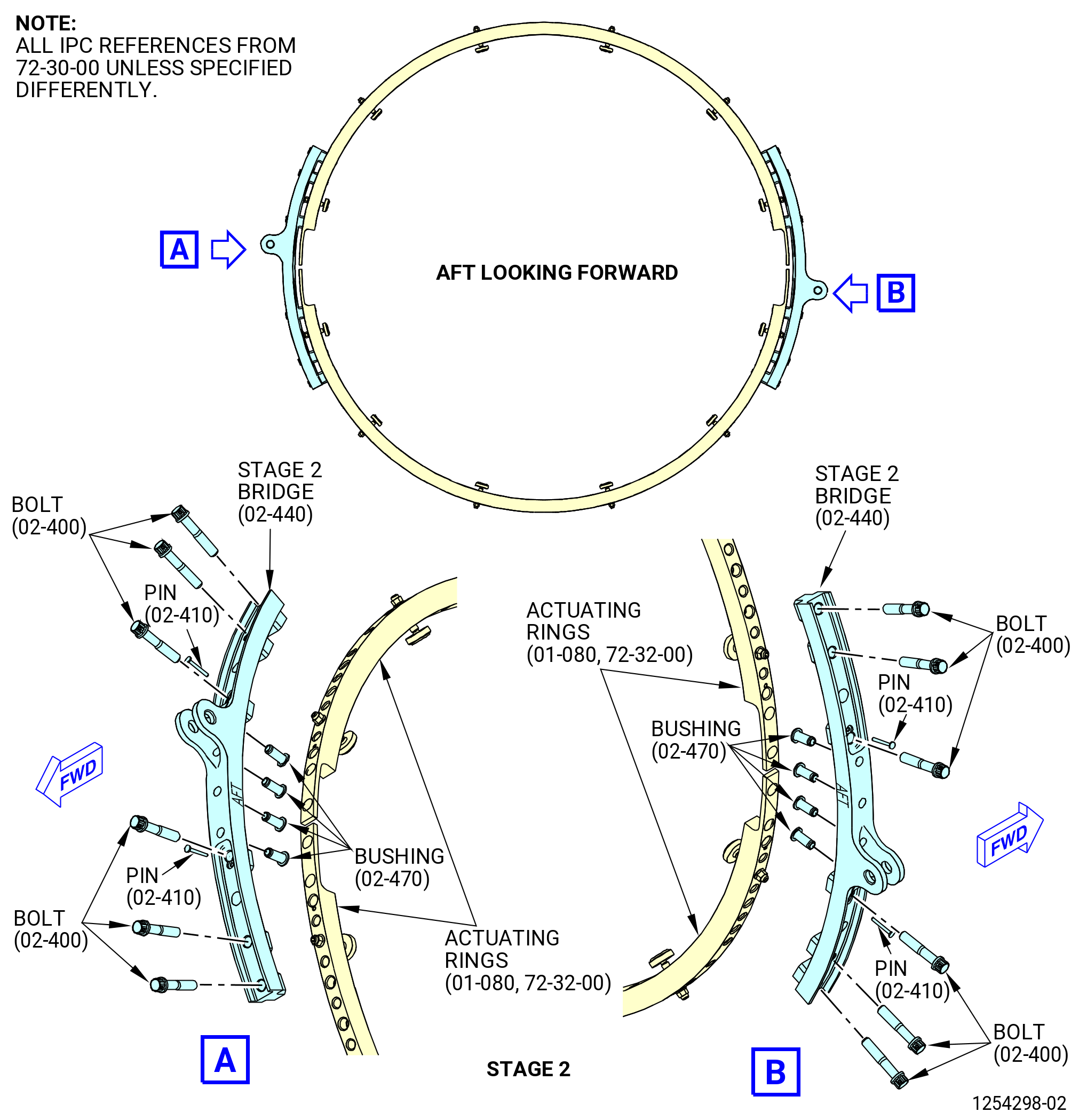
| (7) | Install the stage 2 bridge (02-440) (SIN 071E2) at the 9:00 o'clock position on the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2). Refer to Figure 1011 and do as follows: |
| (a) | Make sure that the bushings (02-470) (SIN 071TB) are installed in the stage 2 bridge (02-440) (SIN 071E2). |
| (b) | Make sure that the AFT mark on the stage 2 bridge (02-440) (SIN 071E2) points aft. |
| (c) | Find the four stage 2 lever arms (01-100 , 72-32-00) (SIN 071D7) that are between the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2) and will insert directly into the stage 2 bridge (02-440) (SIN 071E2). |
| (d) | Manually align the four stage 2 lever arms (01-100 , 72-32-00) (SIN 071D7) to match the holes in the stage 2 bridge (02-440) (SIN 071E2). Refer to Figure 1009. |
| (e) | Install the stage 2 bridge (02-440) (SIN 071E2) on the four lever arms and the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2). |
| (f) | Install two pins (02-410) (SIN 075V1) in the two holes on the stage 2 bridge (02-440) (SIN 071E2). |
| (g) | Attach the stage 2 bridge (02-440) (SIN 071E2) to the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2) with six bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| Subtask 72-30-00-440-509 |
| (8) | Install the stage 2 bridge (02-440) (SIN 071E2) at the 3:00 o'clock position on the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2). Refer to Figure 1011 and do as follows: |
| (a) | Make sure that the bushings (02-470) (SIN 071TB) are installed in the stage 2 bridge (02-440) (SIN 071E2). |
| (b) | Make sure that the AFT mark on the stage 2 bridge points is aft. |
| (c) | Find the four stage 2 lever arms (01-100 , 72-32-00) (SIN 071D7) that are between the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2) and will insert directly into the stage 2 bridge (02-440) (SIN 071E2). |
| (d) | Manually align the four stage 2 lever arms (01-100 , 72-32-00) (SIN 071D7) to match the holes in the stage 2 bridge (02-440) (SIN 071E2). Refer to Figure 1009. |
| (e) | Install the stage 2 bridge (02-440) (SIN 071E2) on the four lever arms and the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2). |
| (f) | Install two pins (02-410) (SIN 075V1) in the two holes on the stage 2 bridge (02-440) (SIN 071E2). |
| (g) | Attach the stage 2 bridge (02-440) (SIN 071E2) to the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2) with six bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| (9) | Torque the 12 bolts (02-400) (SIN 075F2) on the stage 2 bridges (02-440) (SIN 071E2) to 235-275 lb in. (26.6-31.1 N.m). |
| Subtask 72-30-00-210-071 |
| CAUTION: |
|
| (10) | Do a travel check of the stage 2 actuating rings (01-080 , 72-32-00) (SIN 071A2) as follows: |
| (a) | Manually push the lifted portion of the stage 2 bridges. Move the bridges fully in each direction with your hand. |
| (b) | Make sure that the actuating rings move the full distance that the case rub buttons will permit. |
| (c) | Make sure that there is not binding or interference. |
| Subtask 72-30-00-820-030 |
| (11) | If necessary, adjust the stage 2 VSV ring segment adjusting pad screws (01-080 , 72-32-00) (SIN 071A2) in with the 11C3343 gage set. Refer to Figure 1010 and do as follows: |
| (a) | Engage the applicable stage 2 shim (item 3) of the 11C3343 gage set from the aft side of the actuation ring until the short leg of the shim is engaged between the VSV adjusting pad screw and the case. |
| NOTE: |
|
| (b) | Adjust the VSV adjusting pad screws in the ring segment with the T-shape wrench (item 8) of the 11C3343 gage set and the socket wrench (item 6) of the 11C3343 gage set. |
| (c) | Do Subtask 72-30-00-820-030 (paragraph 3.K.(11)(a)) thru (paragraph 3.K.(11)(b)) again to the other VSV adjusting pad screws on stage 2. |
| (d) | Remove the stage 2 shim (item 3) from the 11C3343 gage set. |
| Subtask 72-30-00-400-010 |
| (12) | Safety the bolts (02-400) (SIN 075F2) with C10-143 safety cable. |
| Subtask 72-30-00-440-510 |
| (13) | Install the stage 3 bridge (02-450) (SIN 071E3) at the 9:00 o'clock position on the stage 3 actuating rings (01-110 , 72-32-00) (SIN 071A3). Refer to Figure 1012 and do as follows: |
| (a) | Make sure that the bushings (02-470) (SIN 071TB) are installed in the stage 3 bridge (02-450) (SIN 071E3). |
| (b) | Make sure that the AFT mark on the stage 3 bridge points is aft. |
| (c) | Find the four stage 3 lever arms (01-130 , 72-32-00) (SIN 071D8) that are between the stage 3 actuating rings (01-110 , 72-32-000) (SIN 071A3) and will insert directly into the stage 3 bridge (02-450) (SIN 071E3). |
| (d) | Manually align the four stage 3 lever arms (01-130 , 72-32-00) (SIN 071D8) to match the holes in the stage 3 bridge (02-450) (SIN 071E3). Refer to Figure 1009. |
| (e) | Install the stage 3 bridge (02-450) (SIN 071E3) on the four lever arms and the stage 3 actuating rings (01-110 , 72-32-000) (SIN 071A3). |
| (f) | Install two pins (02-410) (SIN 075V1) in the two holes on the stage 3 bridge (02-450) (SIN 071E3). |
| (g) | Attach the stage 3 bridge (02-450) (SIN 071E3) to the stage 3 actuating rings (01-110 , 72-32-000) (SIN 071A3) with six bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| Subtask 72-30-00-440-511 |
| (14) | Install the stage 3 bridge (02-450) (SIN 071E3) at the 3:00 o'clock position on the stage 3 actuating rings (01-110 , 72-32-00) (SIN 071A3). Refer to Figure 1012 and do as follows: |
| (a) | Make sure that the bushings (02-470) (SIN 071TB) are installed in the stage 3 bridge (02-450) (SIN 071E3). |
| (b) | Make sure that the AFT mark on the stage 3 bridge points aft. |
| (c) | Find the four stage 3 lever arms (01-130 , 72-32-00) (SIN 071D8) that are between the stage 3 actuating rings (01-110 , 72-32-000) (SIN 071A3) and will insert directly into the stage 3 bridge (02-450) (SIN 071E3). |
| (d) | Manually align the four stage 3 lever arms (01-130 , 72-32-00) (SIN 071D8) to match the holes in the stage 3 bridge (02-450) (SIN 071E3). Refer to Figure 1009. |
| (e) | Install the stage 3 bridge (02-450) (SIN 071E3) on the four lever arms and the stage 3 actuating rings (01-110 , 72-32-000) (SIN 071A3). |
| (f) | Install two pins (02-410) (SIN 075V1) in the two holes on the stage 3 bridge (02-450) (SIN 071E3). |
| (g) | Attach the stage 3 bridge (02-450) (SIN 071E3) to the stage 3 actuating rings (01-110 , 72-32-000) (SIN 071A3) with six bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| (15) | Torque the 12 bolts (02-400) (SIN 075F2) to 235-275 lb in. (26.6-31.1 N.m). |
| Subtask 72-30-00-210-072 |
| CAUTION: |
|
| (16) | Do a travel check of the stage 3 actuating rings (01-110 , 72-32-00) (SIN 071A3) as follows: |
| (a) | Manually push the lifted portion of the stage 3 bridges. Move the bridges fully in each direction manually. |
| (b) | Make sure that the actuating rings move the full distance that the case rub buttons will permit. |
| (c) | Make sure that there is not binding or interference. |
| Subtask 72-30-00-820-031 |
| (17) | If necessary, adjust the stage 3 VSV ring segment adjusting pad screws (01-110 , 72-32-00) (SIN 071A3) in with the 11C3343 gage set. Refer to Figure 1010 and do as follows: |
| (a) | Engage the applicable stage 3 shim (item 4) of the 11C3343 gage set from the aft side of the actuation ring until the short leg of the shim is engaged between the VSV adjusting pad screw and the case. |
| NOTE: |
|
| (b) | Adjust the VSV adjusting pad screws in the ring segment with the T-shape wrench (item 8) of the 11C3343 gage set and the socket wrench (item 6) of the 11C3343 gage set. |
| (c) | Do Subtask 72-30-00-820-031 (paragraph 3.K.(17)(a)) thru (paragraph 3.K.(17)(b)) again to the other VSV adjusting pad screws on stage 3. |
| (d) | Remove the stage 3 shims (item 4) from the 11C3343 gage set. |
| Subtask 72-30-00-400-011 |
| (18) | Safety the bolts (02-400) (SIN 075F2) with C10-143 safety cable. |
| Subtask 72-30-00-440-512 |
| (19) | Install the 9:00 o'clock stage 4 bridge (stage 4 bridge) (02-460) (SIN 071E9) on the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9). Refer to Figure 1013 and do as follows: |
| (a) | Make sure that the bushings (02-470) (SIN 071TB) are installed in the stage 4 bridge (02-460) (SIN 071E9). |
| (b) | Make sure that the AFT mark on the stage 4 bridge points aft. |
| (c) | Find the four stage 4 lever arms (01-160 , 72-32-00) (SIN 071D4) that are between the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9) and will insert directly into the stage 4 bridge (02-460) (SIN 071E9). |
| (d) | Manually align the four stage 4 lever arms (01-160 , 72-32-00) (SIN 071D4) to match the holes in the stage 4 bridge (02-460) (SIN 071E9). Refer to Figure 1009. |
| (e) | Install the stage 4 bridge (02-460) (SIN 071E9) on the four lever arms and the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9). |
| (f) | Install two pins (02-410) (SIN 075V1) in the two holes on the stage 4 bridge (02-460) (SIN 071E9). |
| (g) | Attach the stage 4 bridge (02-460) (SIN 071E9) to the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9) with six bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| Subtask 72-30-00-440-513 |
| (20) | Install the 3:00 o'clock stage 4 bridge (02-480) (SIN 071E4) on the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9). Refer to Figure 1013 and do as follows: |
| (a) | Make sure that the bushings (02-470) (SIN 071TB) are installed in the stage 4 bridge (02-480) (SIN 071E4). |
| (b) | Make sure that the AFT mark on the stage 4 bridge points aft. |
| (c) | Find the four stage 4 lever arms (01-160 , 72-32-00) (SIN 071D4) that are between the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9) and will insert directly into the stage 4 bridge (02-480) (SIN 071E4). |
| (d) | Manually align the four stage 4 lever arms (01-160 , 72-32-00) (SIN 071D4) to match the holes in the stage 4 bridge (02-480) (SIN 071E4). Refer to Figure 1009. |
| (e) | Install the stage 4 bridge (02-480) (SIN 071E4) on the four lever arms and the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9). |
| (f) | Install two pins (02-410) (SIN 075V1) in the two holes on the stage 4 bridge (02-480) (SIN 071E4). |
| (g) | Attach the stage 4 bridge (02-480) (SIN 071E4) to the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9) with six bolts (02-400) (SIN 075F2). Hand-tighten the bolts. |
| (21) | Torque the 12 bolts (02-400) (SIN 075F2) on the stage 4 bridges (02-480) (SIN 071E4) and (02-460) (SIN 071E9) to 235-275 lb in. (26.6-31.1 N.m). |
| Subtask 72-30-00-210-073 |
| CAUTION: |
|
| (22) | Do a travel check of the stage 4 actuating rings (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-00) (SIN 071A9) as follows: |
| (a) | Manually push the lifted portion of the stage 4 bridges. Move the bridges fully in each direction manually. |
| (b) | Make sure that the actuating rings move the full distance that the case rub buttons will permit. |
| (c) | Make sure that there is not binding or interference. |
| Subtask 72-30-00-820-032 |
| (23) | If necessary, adjust the stage 4 VSV ring segment adjusting pad screws (01-140 , 72-32-00) (SIN 071A4) and (01-150 , 72-32-0001) (SIN 071A9) in with the 11C3343 gage set as follows. Refer to Figure 1010. |
| (a) | Engage the applicable stage 4 shim (item 5) of the 11C3343 gage set from the aft side of the actuating ring until the short leg of the shim is engaged between the VSV adjusting pad screw and the case. |
| NOTE: |
|
| (b) | Adjust the VSV adjusting pad screws in the ring segment with the T-shape wrench (item 8) of the 11C3343 gage set and the socket wrench (item 6) of the 11C3343 gage set. |
| (c) | Do Subtask 72-30-00-820-032 (paragraph 3.K.(23)(a)) thru (paragraph 3.K.(23)(a)) again to the other VSV adjusting pad screws on stage 4. |
| (d) | Remove the stage 4 shims (item 5) from the 11C3343 gage set. |
| Subtask 72-30-00-400-012 |
| (24) | Safety the bolts (02-400) (SIN 075F2) with C10-143 safety cable. |
| Subtask 72-30-00-440-514 |
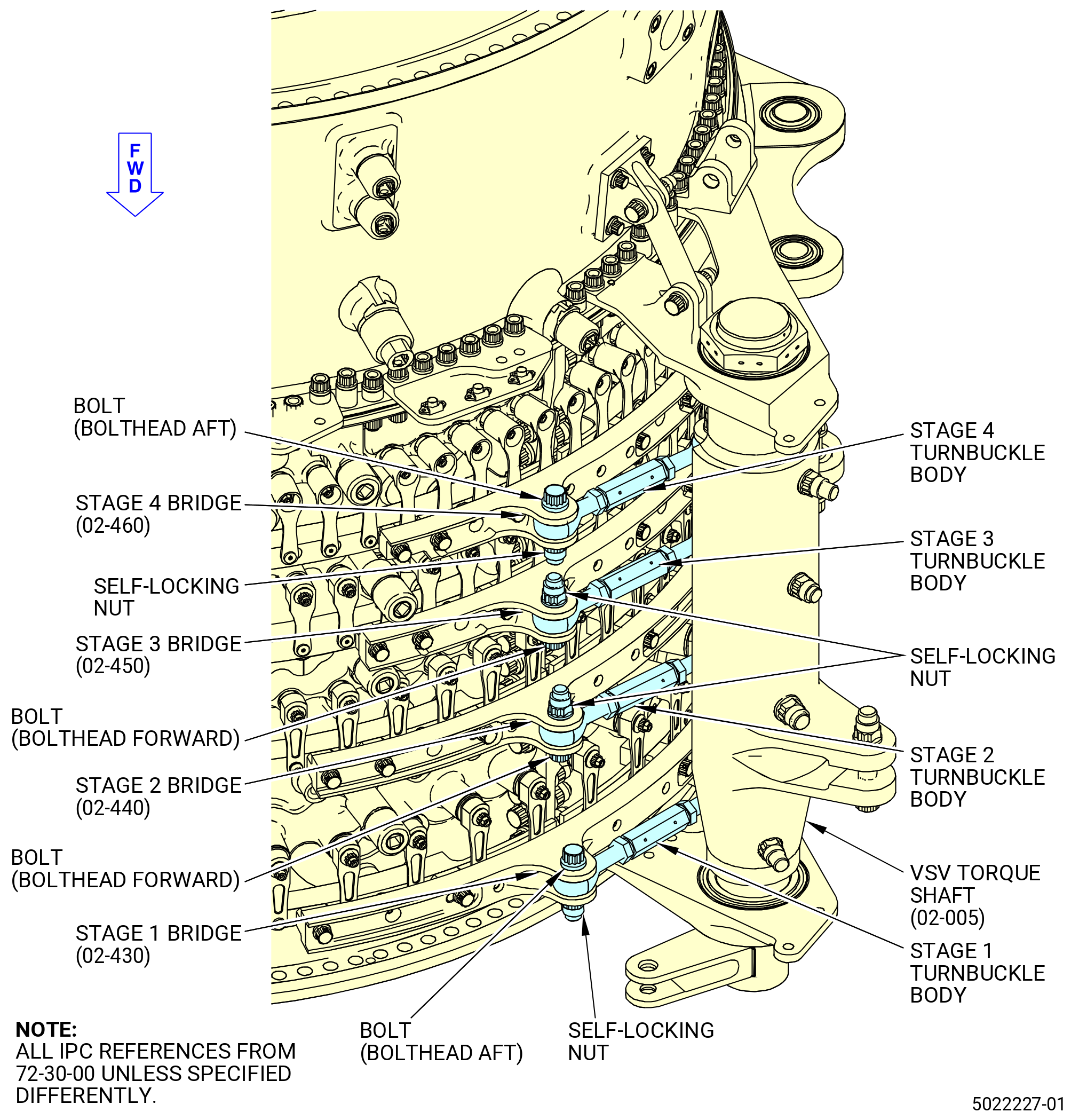
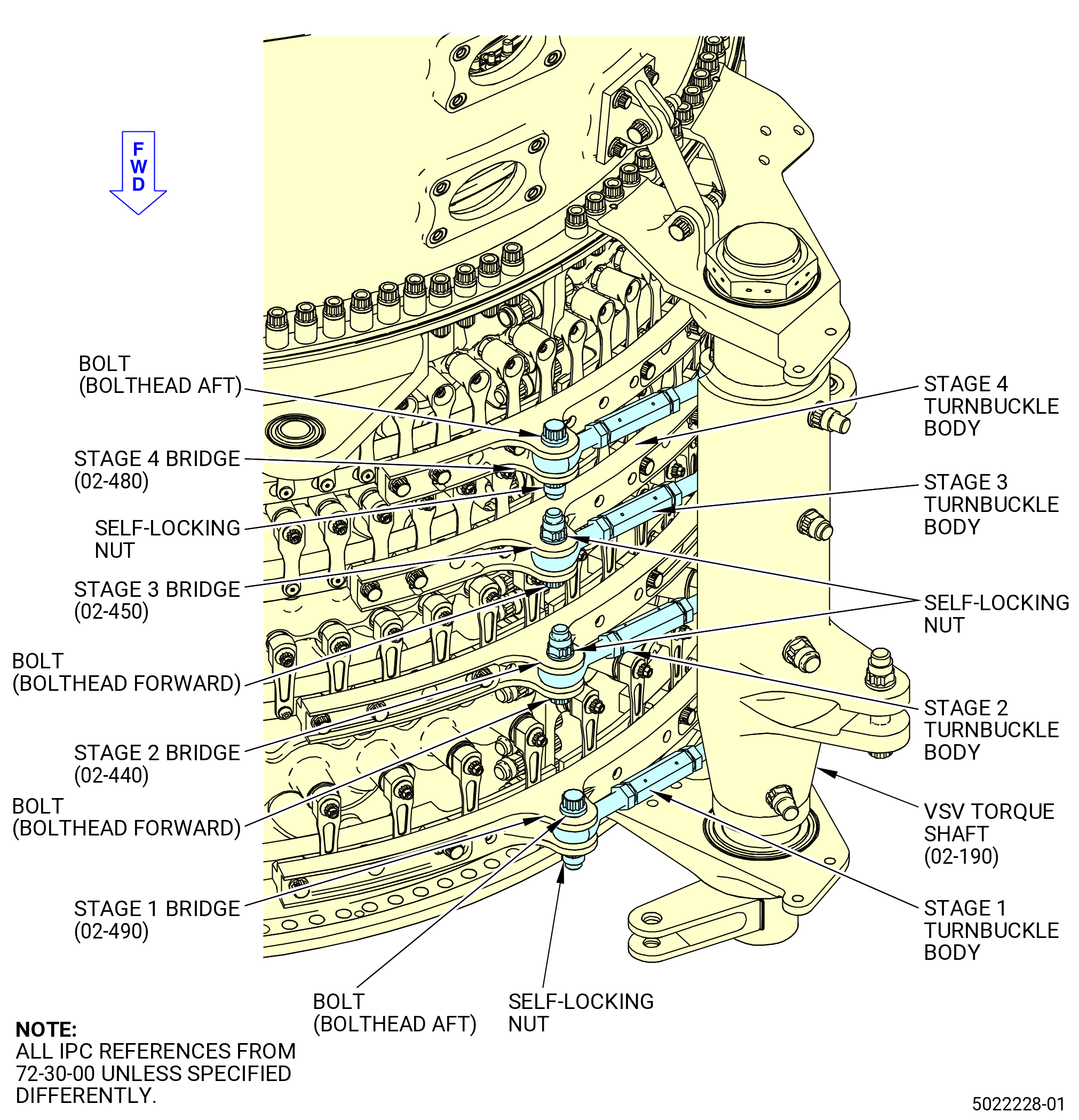
| L. | Attach the turnbuckles or fixed links of the VSV torque shaft (02-005) (SIN 07501) and (02-190) (SIN 07500) to the stage 1 thru stage 4 bridges as follows: |
| NOTE: |
|
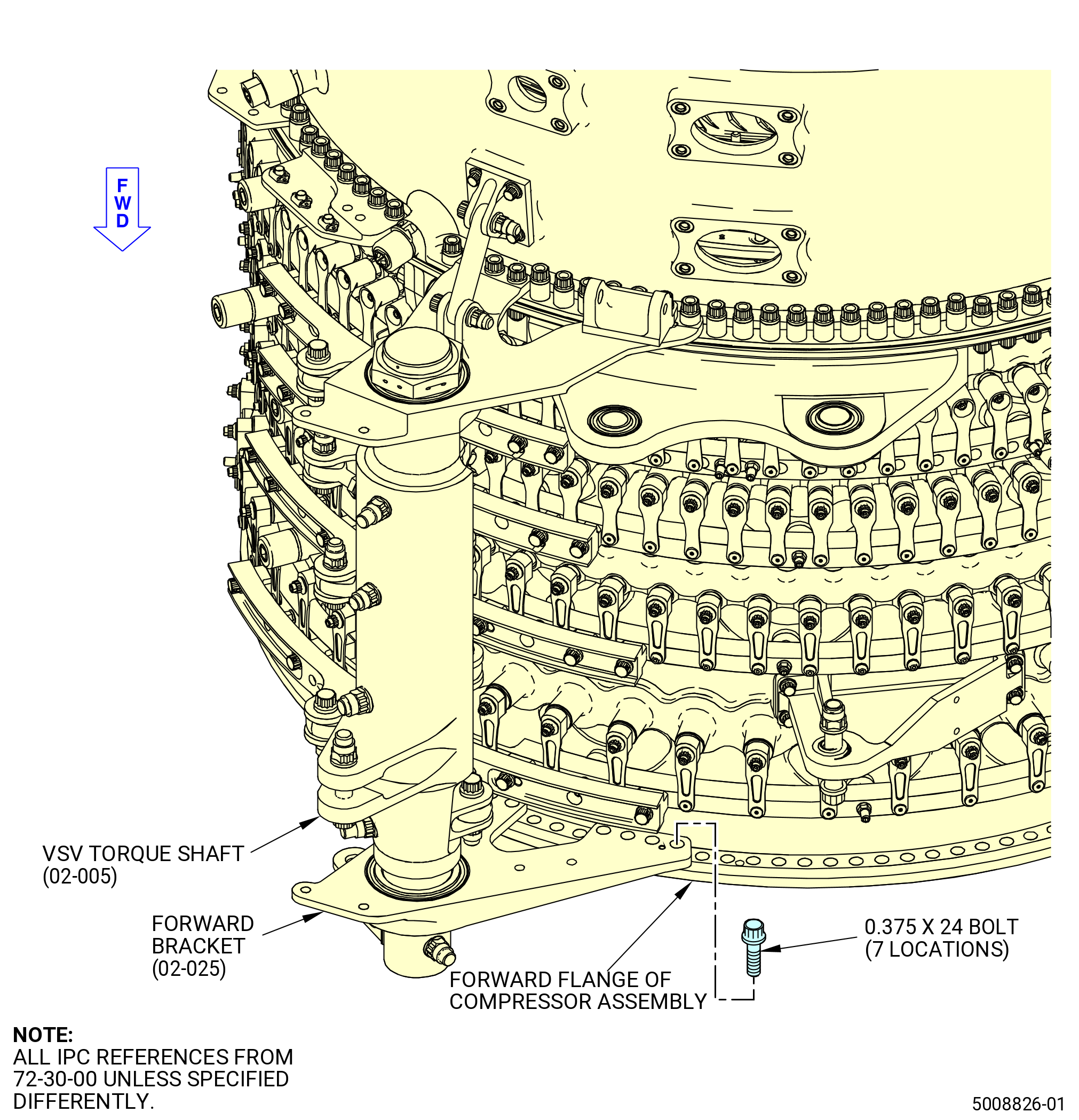
| (1) | Attach the forward brackets of the VSV torque shaft to the HPC stator assembly (05-201) (SIN 07000) forward flange as follows. Refer to Figure 1014 and Figure 1015. |
| CAUTION: |
|
| (a) | Attach the forward bracket (02-220) (SIN 07500-3) to the forward flange of the HPC stator assembly at the 3:00 o'clock position (ALF) with seven 0.375-24 bolts. |
| (b) | Torque the bolts to 198-232 lb in. (22.4-26.2 N.m). |
| (c) | Attach the forward bracket (02-025) (SIN 07501-3) to the forward flange of the HPC stator assembly at the 9:00 o'clock position (ALF) with seven 0.375-24 bolts. |
| (d) | Torque the bolts to 198-232 lb in. (22.4-26.2 N.m). |
| (2) | Attach the stage 1 turnbuckles or stage 1 fixed links. Refer to Figure 1016 and Figure 1017 and as follows: |
| NOTE: |
|
| CAUTION: |
|
| (a) | Install the stage 1 turnbuckle or stage 1 fixed link into the stage 1 bridge (02-490) (SIN 071E1) at the 9:00 o'clock position (aft looking forward). Attach the turnbuckle with an aft-facing bolt and self-locking nut. |
| (b) | Install the stage 1 turnbuckle or stage 1 fixed link into the stage 1 bridge (02-430) (SIN 071E6) at the 3:00 o'clock position (aft looking forward). Attach the turnbuckle with a aft-facing bolt and a self-locking nut. |
| (c) | Torque the two self-locking nuts to 460-540 lb in. (52.0-61.0 N.m). |
| (3) | Attach the stage 2 turnbuckles or stage 2 fixed links as follows: |
| NOTE: |
|
| (a) | Install the stage 2 turnbuckles or stage 2 fixed links on both the stage 2 bridges (02-440) (SIN 071E2). Attach the turnbuckles with two forward-facing bolts and self-locking nuts. |
| (b) | Torque the self-locking nuts to 460-540 lb in. (52.0-61.0 N.m). |
| (4) | Attach the stage 3 turnbuckles or stage 3 fixed links as follows: |
| (a) | Install the stage 3 turnbuckles or stage 3 fixed links on both the stage 3 bridges (02-450) (SIN 071E3). Attach the turnbuckles with two forward-facing bolts and self-locking nuts. |
| (b) | Torque the self-locking nuts to 460-540 lb in. (52.0-61.0 N.m). |
| (5) | Attach the stage 4 turnbuckles or stage 4 fixed links as follows: |
| NOTE: |
|
| (a) | Install the stage 4 turnbuckle or stage 4 fixed link into the stage 4 bridge (02-460) (SIN 071E9) at the 9:00 o'clock position location (aft looking forward). Attach the turnbuckle with an aft-pointing bolt and a self-locking nut. |
| (b) | Install the stage 4 turnbuckle or stage 4 fixed link into the stage 4 bridge (02-480) (SIN 071E4) at the 3:00 o'clock position location (aft looking forward). Attach the turnbuckle with a aft-pointing bolt and a self-locking nut. |
| (c) | Torque the self-locking nuts to 460-540 lb in. (52.0-61.0 N.m). |
|
|
| Subtask 72-30-00-440-515 |
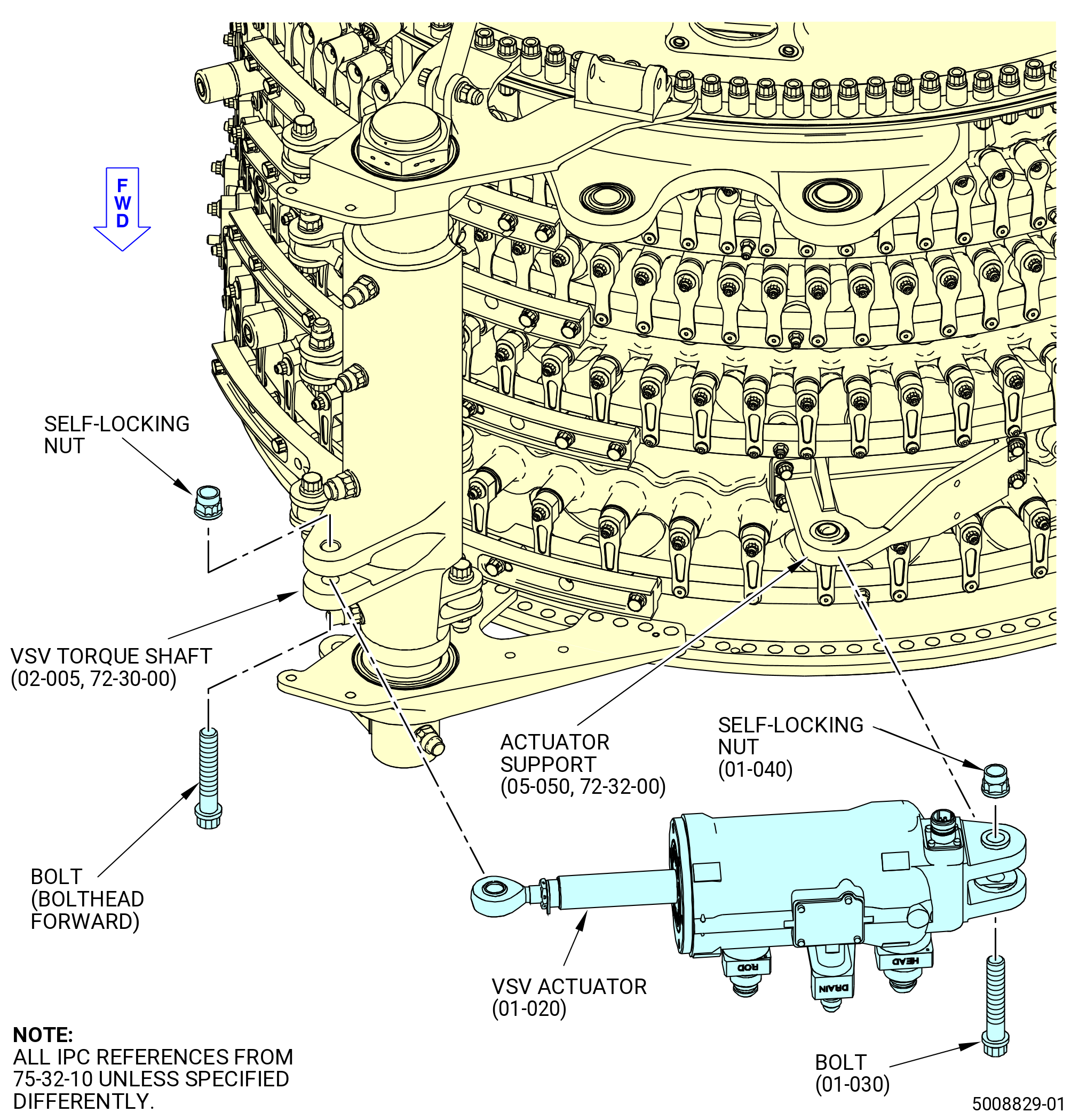
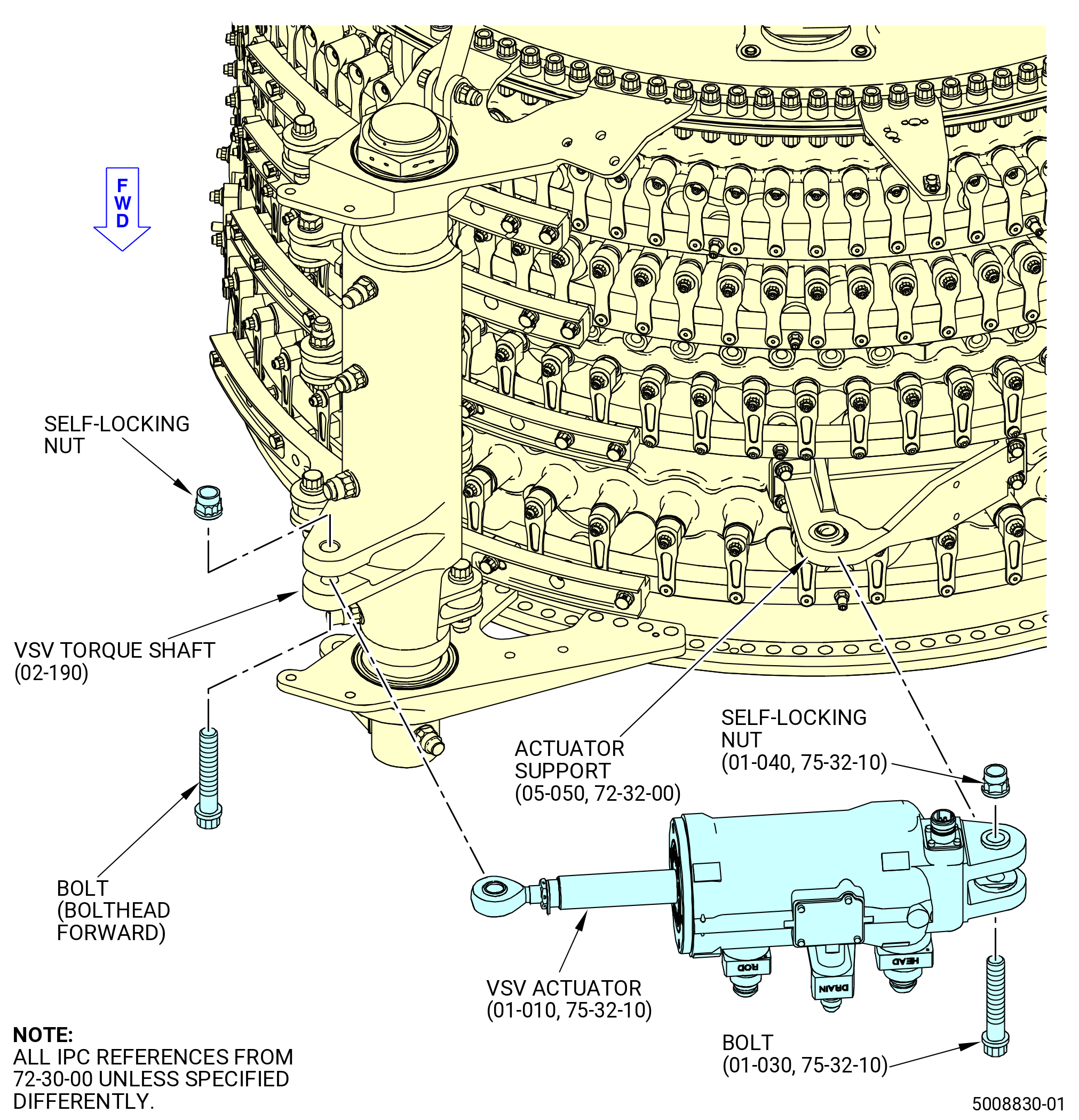
| M. | Install the VSV actuators (01-010 , 75-32-10) (SIN 30400) and (01-020 , 75-32-10) (SIN 30401). Refer to Figure 1018, Figure 1019, and do as follows: |
| (1) | Install the VSV actuator (01-020 , 75-32-10) (SIN 30401) on the VSV torque shaft (02-005) (SIN 07501) and actuator support (05-050 , 72-32-00) (SIN 075C0) at the 9:00 o'clock position as follows: |
| (a) | Make sure that the drain fittings are pointing forward and put the VSV actuator (01-020 , 75-32-10) (SIN 30401) in the actuator support (05-050 , 72-32-00) (SIN 075C0). Attach the VSV actuator to the actuator support with a bolt (01-030 , 75-32-10) (SIN 080FT) and self-locking nut (01-040 , 75-32-10) (SIN 080K3) and hand-tighten. |
| (b) | Torque the self-locking nut (01-040 , 75-32-10) (SIN 080K3) on the VSV actuator to 350-410 lb in. (39.5-46.3 N.m). |
| (c) | Torque the self-locking nut (01-040 , 75-32-10) (SIN 080K3) on the VSV actuator to 350-410 lb in. (39.5-46.3 N.m) again. |
| (d) | Remove the bolt (02-150) (SIN 07501-30) or (02-151) (SIN 07501-22) and self-locking nut (02-140) (SIN 07501-28) or (02-141) (SIN 07501-20) from the clevis on the VSV torque shaft and put the VSV actuator in the clevis. Attach the VSV actuator to the clevis of the VSV torque shaft with the bolt and the self-locking nut you removed. |
| (e) | Torque the removed self-locking nut on the VSV torque shaft to 662-778 lb in. (74.8-87.9 N.m). |
| (2) | Install the VSV actuator (01-010 , 75-32-10) (SIN 30400) on the VSV torque shaft (02-190) (SIN 07500) and actuator support (05-050 , 72-32-00) (SIN 075C0) at the 3:00 o'clock position as follows: |
| (a) | Make sure that the drain fittings are pointing forward and put the VSV actuator (01-010 , 75-32-10) (SIN 30400) in the actuator support (05-050 , 72-32-00) (SIN 075C0). Attach the VSV actuator to the actuator support with a bolt (01-030 , 75-32-10) (SIN 080FT) and self-locking nut (01-040 , 75-32-10) (SIN 080K3) and hand-tighten. |
| (b) | Torque the self-locking nut (01-040 , 75-32-10) (SIN 080K3) on the VSV actuator to 350-410 lb in. (39.5-46.3 N.m). |
| (c) | Torque the self-locking nut (01-040 , 75-32-10) (SIN 080K3) on the VSV actuator to 350-410 lb in. (39.5-46.3 N.m) again. |
| (d) | Remove the bolt (02-345) (SIN 07500-30) or (02-346) (SIN 07500-22) and self-locking nut (02-335) (SIN 07500-28) or (02-336) (SIN 07500-20) from the clevis on the VSV torque shaft and put the VSV actuator in the clevis. Attach the VSV actuator to the clevis of the VSV torque shaft with the bolt and the self-locking nut that you removed. |
| (e) | Torque the removed self-locking nut on the VSV torque shaft to 662-778 lb in. (74.8-87.9 N.m). |
| Subtask 72-30-00-210-074 |
| WARNING: |
|
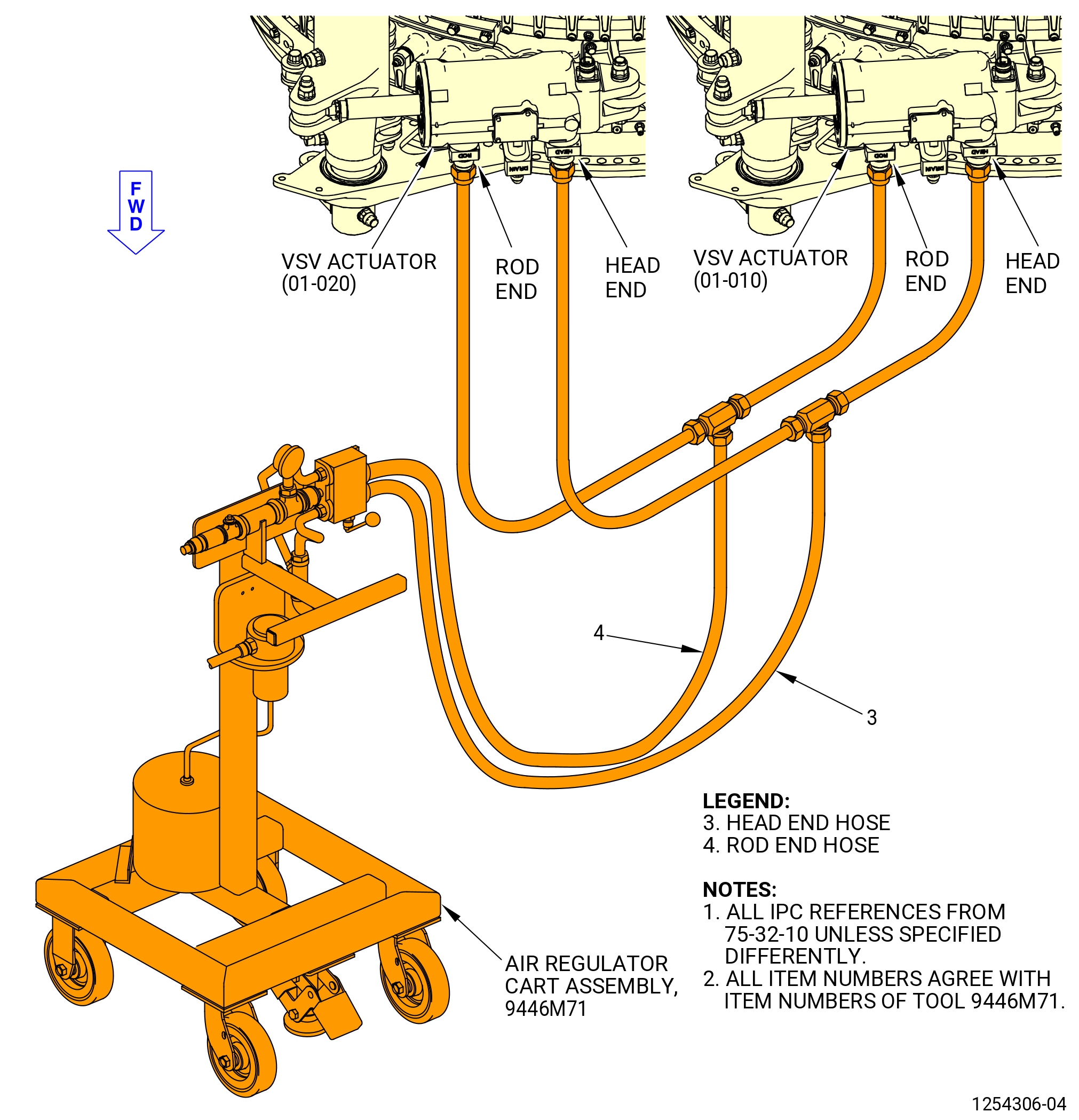
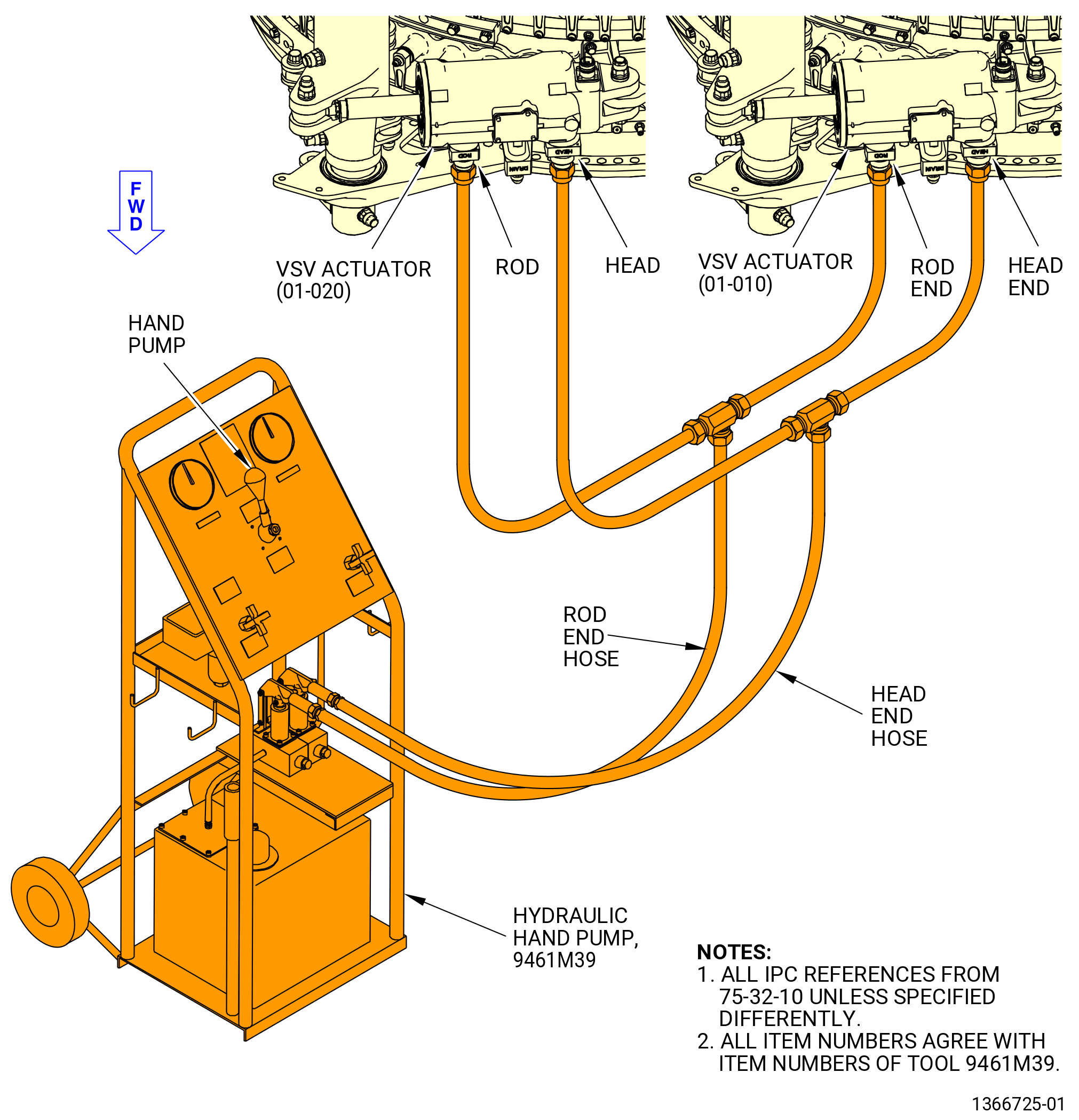
| N. | Alternative Procedure Available. Connect the rod and head hoses (item 3 and 4) of the 9446M71 air regulator cart assembly to the head and rod fittings on the VSV actuators (01-010 , 75-32-10) (SIN 30400) and (01-020 , 75-32-10) (SIN 30401). Use nitrogen gas with the 9446M71 air regulator cart assembly. Refer to Figure 1020. |
| Subtask 72-30-00-210-075 |
| WARNING: |
|
| N.A. | Alternative Procedure. Connect the hoses between the head and rod fittings on the VSV actuators (01-010 , 75-32-10) (SIN 30400) and (01-020 , 75-32-10) (SIN 30401) and the head and rod fittings on the 9461M39 hydraulic hand pump. Use C02-019 engine oil or C02-021 grade 1010 oil with the 9461M39 hydraulic hand pump. Refer to Figure 1021. |
| Subtask 72-30-00-820-033 |
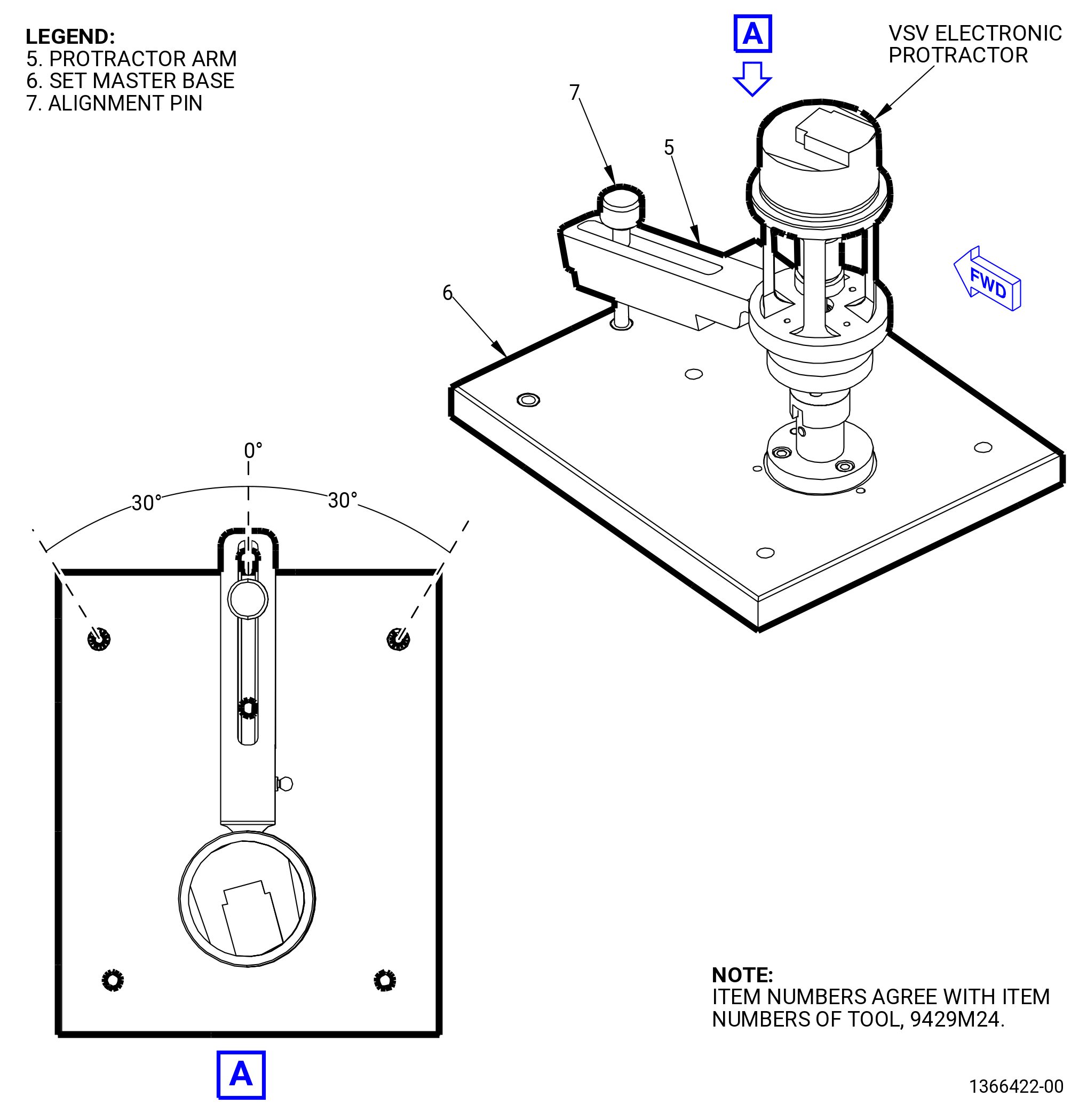
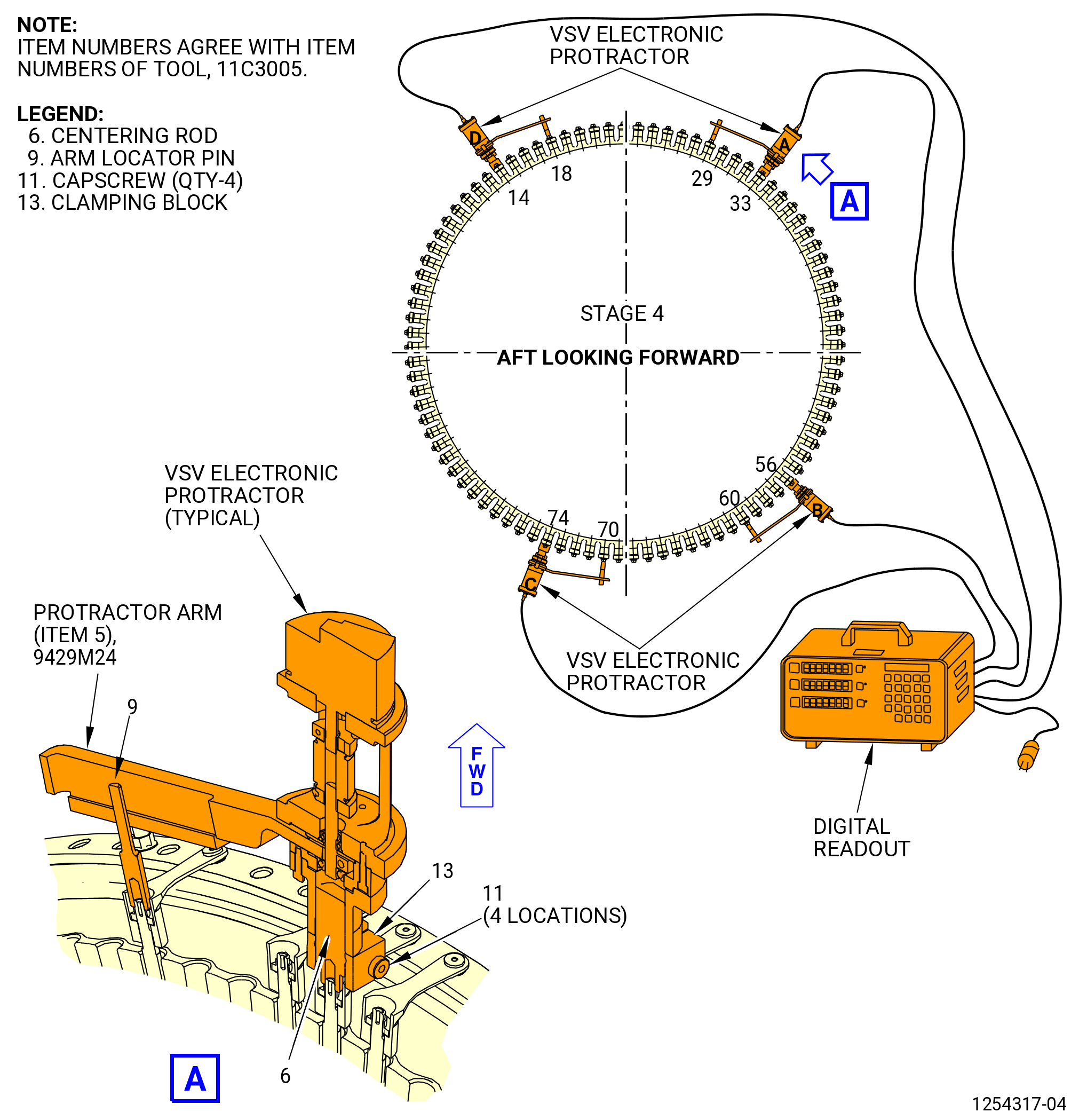
| O. | Calibrate the 9429M24 VSV electronic protractor A, B, C, and D with the 9429M24 VSV electronic protractor as follows: |
| (1) | Install the 9429M24 VSV electronic protractor A on the set master base (item 6) of the 9429M24 VSV electronic protractor. |
| (2) | Move the protractor arm (item 5) of the 9429M24 VSV electronic protractor to align with the zero mark on the set master base (item 6). |
| (3) | Install the alignment pin (item 7) through the protractor arm (item 5) and in the set master base (item 6) to keep the protractor arm (item 5) in position. Refer to Figure 1022. |
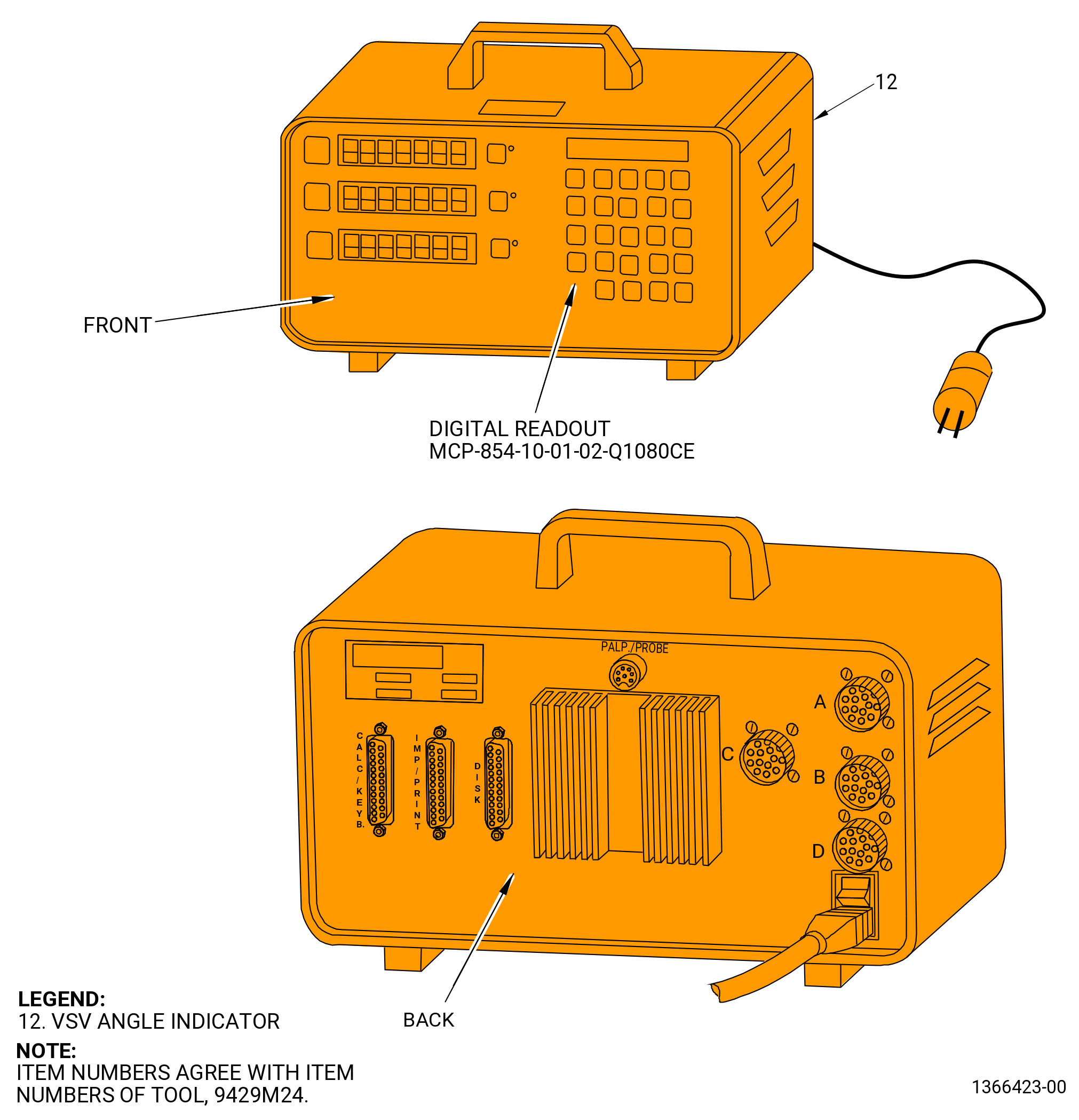
| (4) | Connect the 9429M24 VSV electronic protractor A electrical connector to the A channel connector on the back of the digital readout MCP-854-10-01-02-Q1080CE of the 9429M24 VSV electronic protractor . Refer to Figure 1023. |
| (5) | Press the zero button on the front of the digital readout. The sensor must read an angle of 00.0 degrees on the display. |
| (6) | Remove the alignment pin (item 7) and turn the protractor arm (item 5) CW to the right and stop at the 30-degrees mark on the set master base (item 6). |
| (7) | Install the set master alignment pin (item 7) through the protractor arm (item 5) and into the set master base (item 6) to keep the protractor arm (item 5) in position. |
| (8) | Read an angle of 30.0 degrees, plus or minus 0.2 degrees on the digital readout. |
| NOTE: |
|
| (9) | Remove the alignment pin (item 7) and turn the protractor arm (item 5) CCW to the left and stop at the zero mark on the set master base (item 6). Install the set master alignment pin (item 7) through the protractor arm (item 5) and into the set master base (item 6) to keep the protractor arm (item 5) in position. |
| (10) | Read an angle of 00.0 degrees on the digital readout. |
| (11) | Remove the alignment pin (item 7) and turn the protractor arm (item 5) CCW to the left and stop at the 30-degrees mark on the set master base (item 6). Install the set master alignment pin (item 7) through the protractor arm (item 5) and into the set master base (item 6) to keep the protractor arm in position. |
| (12) | Install the set master alignment pin (item 7) through the protractor arm (item 5) and into the set master base (item 6) to keep the protractor arm in position. |
| (13) | Read an angle of minus 30.0 degrees, plus or minus 0.2 degrees on the digital readout. |
| NOTE: |
|
| (14) | Do Subtask 72-30-00-820-033 (paragraph 3.O.(1)) thru Subtask 72-30-00-820-033 (paragraph 3.O.(13)) again for VSV electronic protractors B, C, and D with the digital readout channels B, C, and D. |
| (15) | Press the F button on the front of the digital readout unit to set channels A thru D. |
| NOTE: |
|
| Subtask 72-30-00-830-019 |
| P. | Do the VSV system rigging as follows: |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-30-00-440-516 |
| (1) | Do a rigging of the VSV system stage 1 as follows: |
| (a) | Install the calibrated VSV electronic protractors on the stage 1 variable stator vanes as follows: |
| Subtask 72-30-00-440-517 |
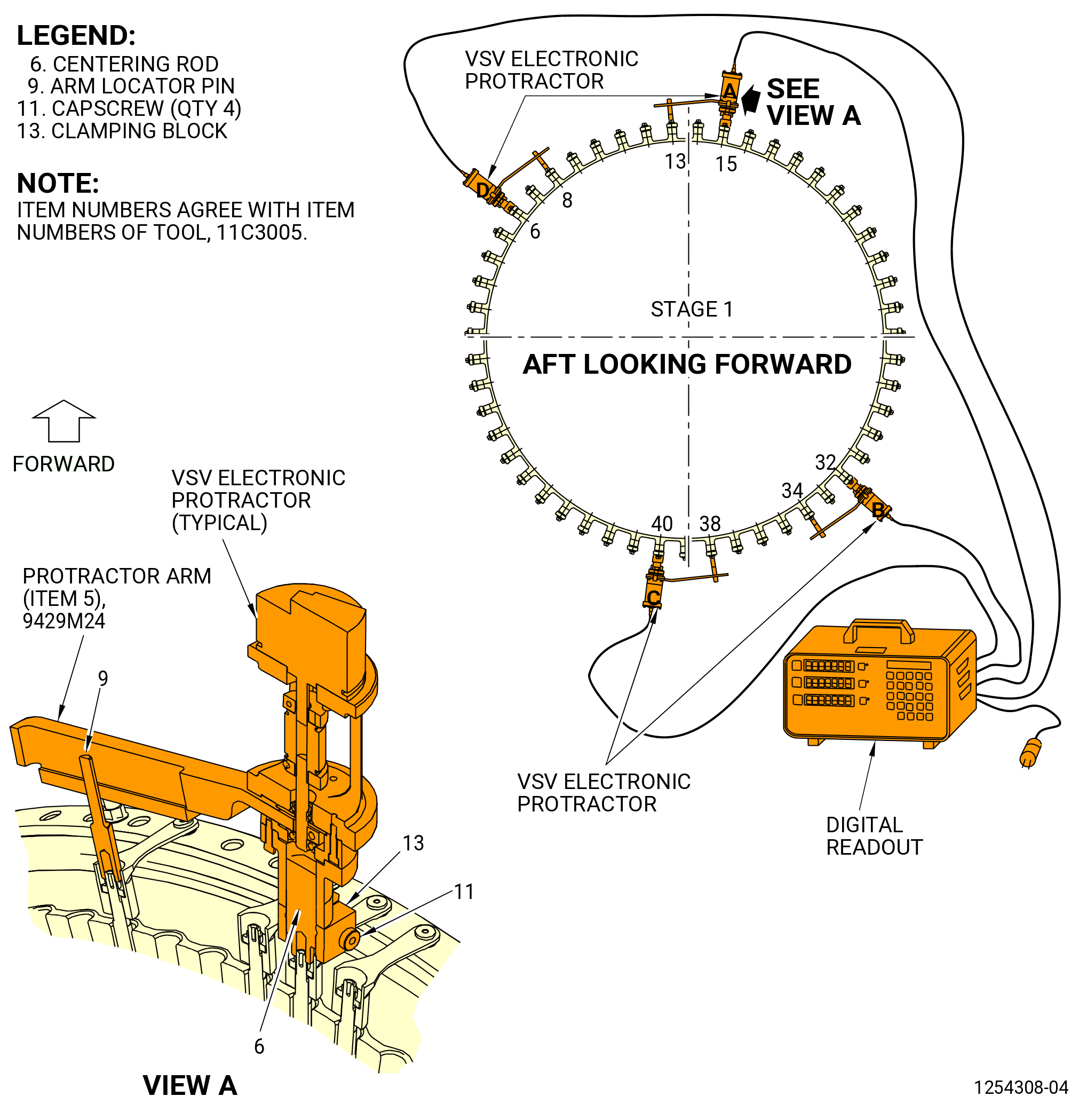
| 1 | Install the centering rod (item 6) of the 11C3005 adapter kit on the stage 1 lever arms (01-180 , 72-32-00) (SIN 071C0) at positions No. 6, 15, 32, and 40 in a CW direction ALF. Refer to Figure 1024. |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-30-00-440-518 |
| 2 | Make sure that the side of the clamping blocks (item 13) of the 11C3005 adapter kit with the channel are aligned with the stage 1 lever arms. |
| 3 | Install them on the centering rods (item 6) of the 11C3005 adapter kit. Do not tighten the capscrews (item 11) of the 11C3005 adapter kit on the clamping blocks (item 13) at this time. |
| 4 | Install the arm locator pin (item 9) of the 11C3005 adapter kit on the stage 1 lever arms at positions No. 8, No. 13, No. 34, and No. 38 in a CW direction ALF. |
| Subtask 72-30-00-440-519 |
| CAUTION: |
|
| (b) | Install the VSV electronic protractors A, B, C, and D on the stage 1 lever arms at positions 6, 15, 32, and 40 respectively, as follows. Refer to Figure 1024. |
| 1 | Align the slot in the protractor arm (item 5) of the 9429M24 VSV electronic protractor with the arm locator pin (item 9) of the 11C3005 adapter kit. |
| 2 | Put the 9429M24 VSV electronic protractor on the centering rod (item 6) of the 11C3005 adapter kit along with the protractor arm (item 5) of the 9429M24 VSV electronic protractor above the arm locator pin (item 9) of the 11C3005 adapter kit. |
| 3 | Tighten the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| 4 | Connect the electrical connector of each 9429M24 VSV electronic protractor to the correct channel receptacle on the back of the digital readout of the 9429M24 VSV electronic protractor . Refer to Figure 1023. |
| 5 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set the channels A thru D. |
| Subtask 72-30-00-440-520 |
| WARNING: |
|
| CAUTION: |
|
| (c) | Operate the VSV system as follows: |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully closed position. |
| 2 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. Refer to Figure 1020 and Figure 1021. |
| 3 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully open position. |
| 4 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. |
| 5 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system from the fully closed to open to the closed position, for four full cycles. |
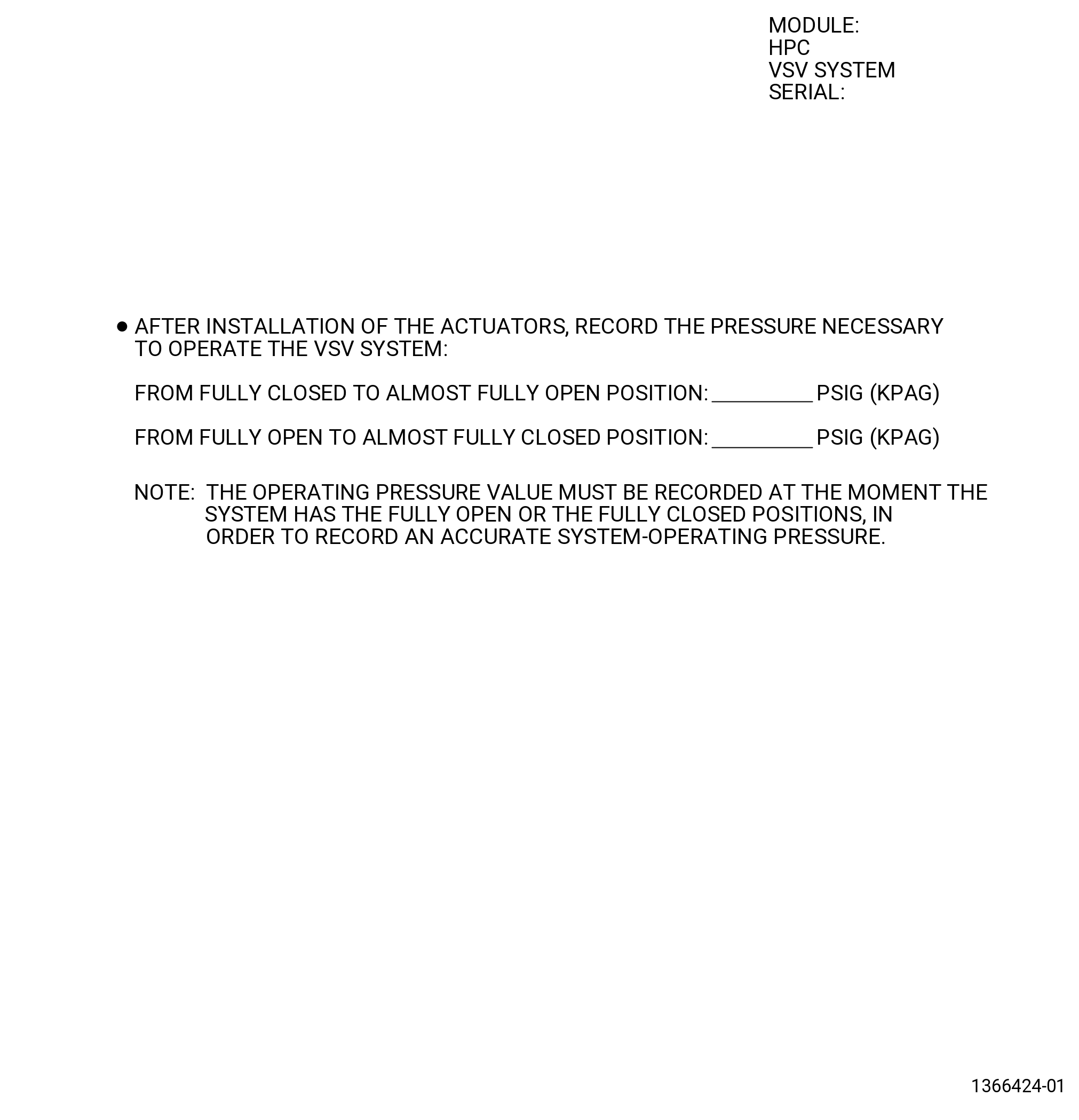
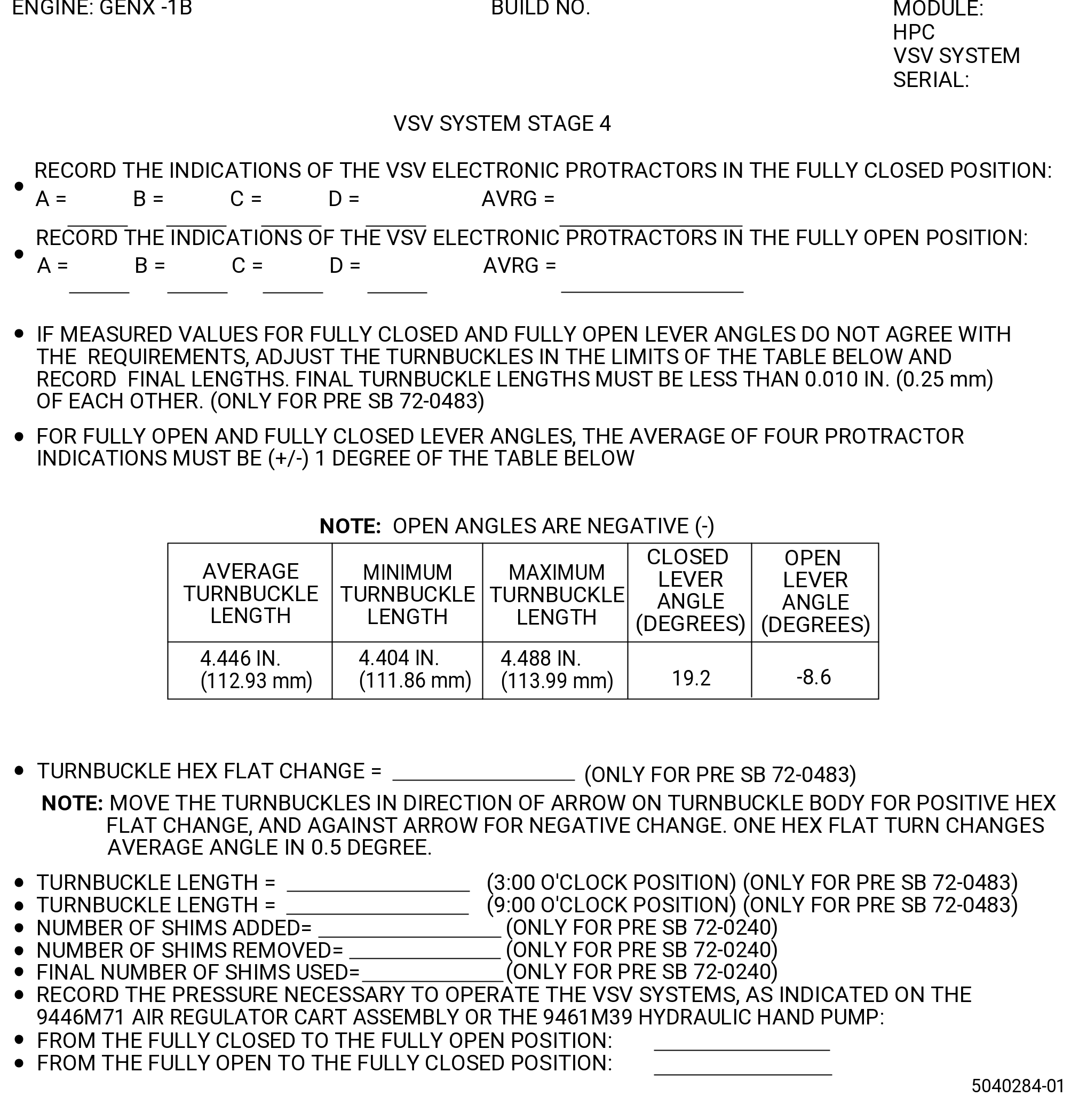
| 6 | Record the pressure necessary to operate the system on the VSV actuator pressure form. Refer to Figure 1025. |
| Subtask 72-30-00-210-076 |
| WARNING: |
|
| CAUTION: |
|
| (d) | Operate the VSV system to the fully open position as follows: |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully open position. |
| 2 | Do not release the pressure until the values are recorded. |
| (e) | Record the values of the four position sensors in the fully open position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
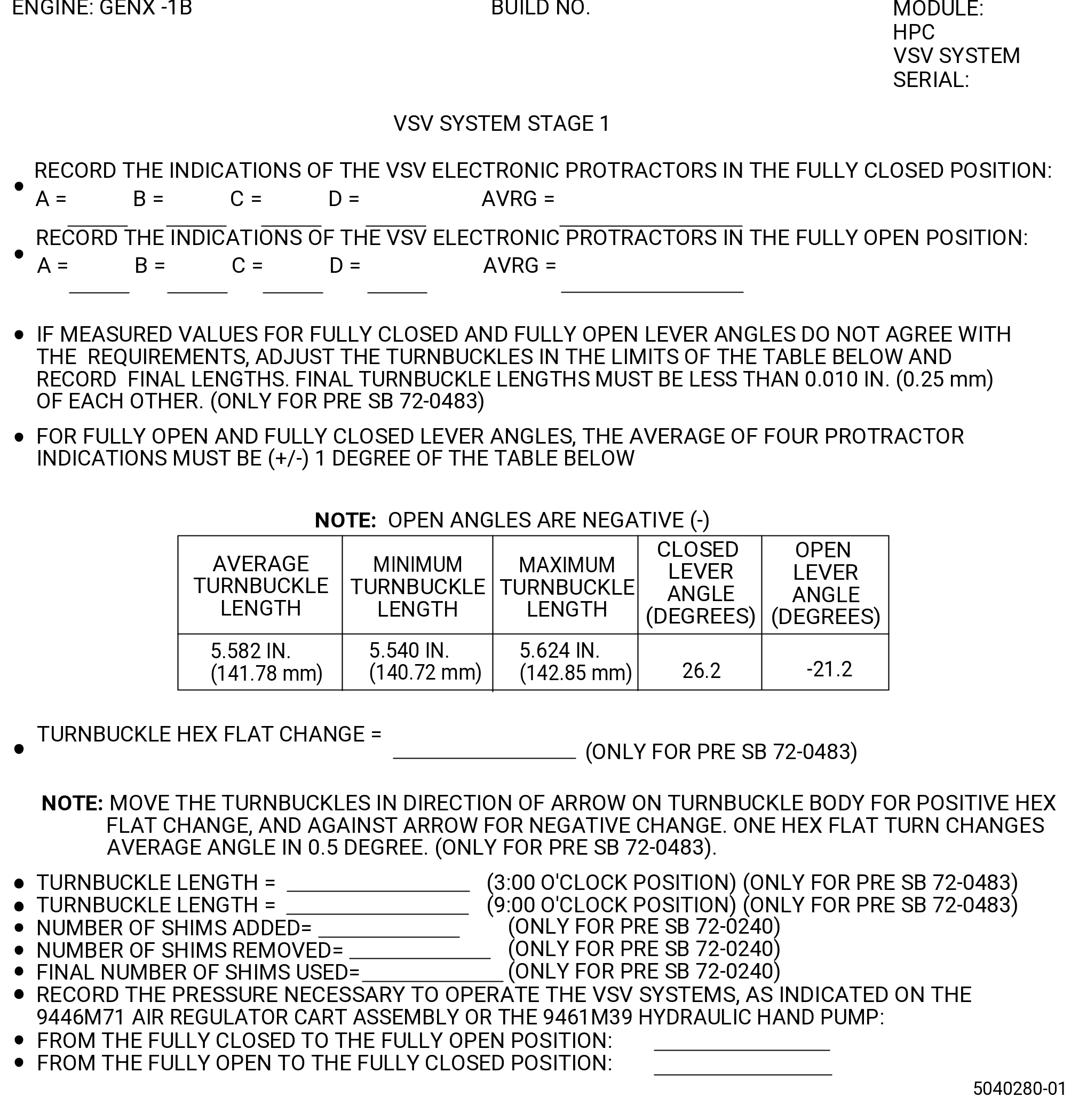
| 2 | Record the value for each of the position sensors A, B, C, and D, and the average on the stage 1 vane assembly form. Refer to Figure 1026. |
| 3 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-521 |
| WARNING: |
|
| CAUTION: |
|
| (f) | Operate the VSV system to the fully closed position as follows: |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully closed position. |
| 2 | Do not release the pressure until the values are recorded. |
| Subtask 72-30-00-440-522 |
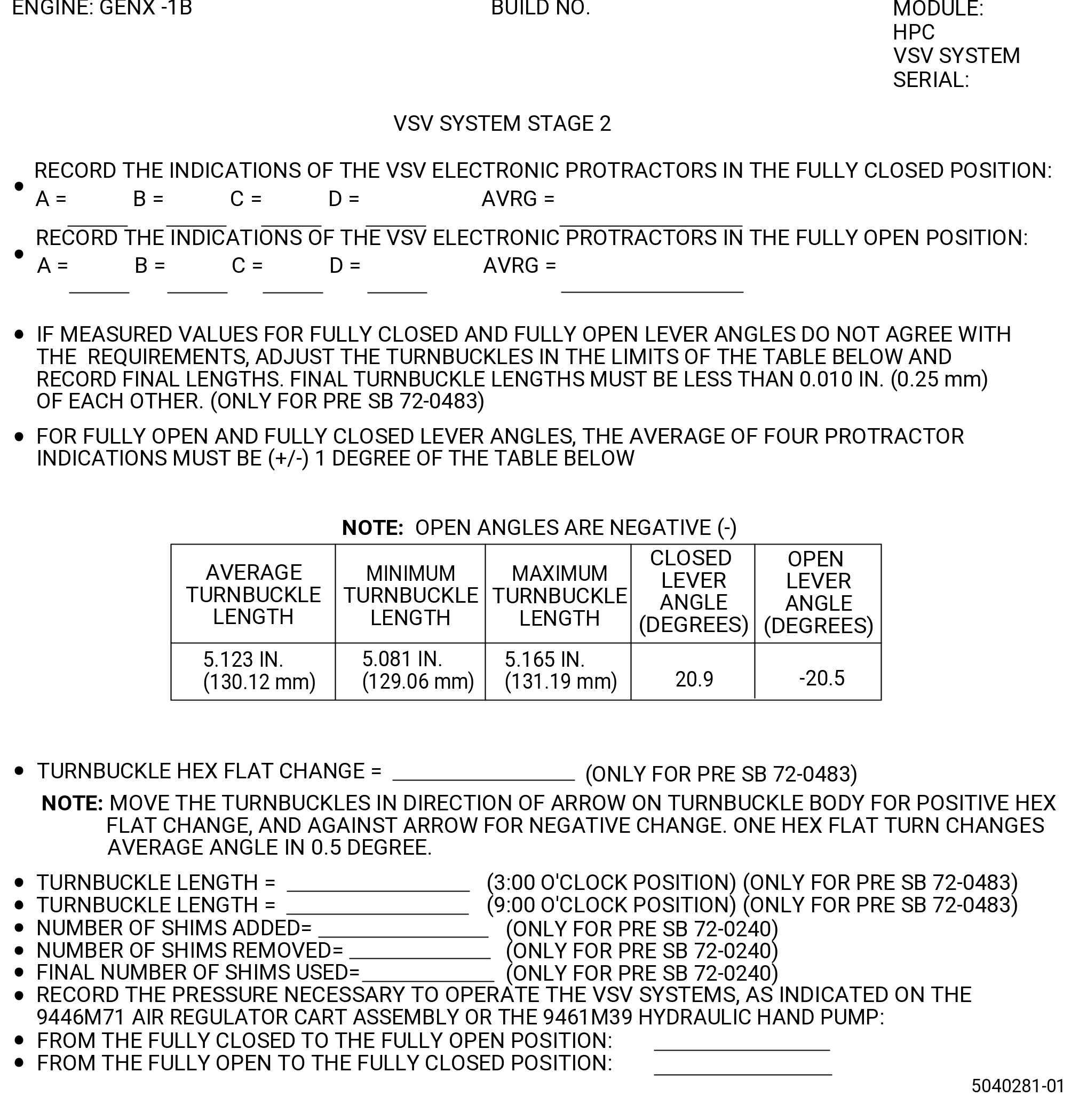
| (g) | Record the values of the four VSV electronic protractors in the fully closed position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
| 2 | Record the value for each of the VSV electronic protractors A, B, C, and D, and the average on the stage 1 vane assembly form. |
| 3 | Record the pressure necessary to operate the system to fully closed position. |
| 4 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-523 |
| (h) | If the fully open and fully closed lever angle readings are not 1.0 degree or less of the values shown in Figure 1026, correct the VSV system as follows. |
| Subtask 72-30-00-220-031 |
| 1 | Do a visual inspection of the parts that follow for any defects: |
| a | The left and right VSV actuators (01-010 , 75-32-10) (SIN 30400) and (01-020 , 75-32-10) (SIN 30401). Refer to CMM TASK 75-32-05-210-808. |
| b | The VSV torque shaft linkage (VSV torque shaft) (02-190) (SIN 07500) and (02-005) (SIN 07501). Refer to TASK 72-30-74-200-801 (72-30-74, INSPECTION 001) and TASK 72-30-99-200-801 (72-30-99, INSPECTION 001). |
| c | Stage 1 actuation rings. Refer to TASK 72-32-71-200-801 (72-32-71, INSPECTION 001). |
| d | Stage 1 lever arms. Refer to TASK 72-32-70-200-801 (72-32-70, INSPECTION 001). |
| e | Stage 1 actuation ring bridges. Refer to TASK 72-30-70-200-801 (72-32-70, INSPECTION 001) thru TASK 72-30-73-200-801 (72-30-73, INSPECTION 001). |
| 2 | If all the parts are inspected to be serviceable, continue with Subtask 72-30-00-220-031 (paragraph 3.P.(h)5). |
| 3 | If any of the parts are inspected to be unserviceable, replace the unserviceable parts. |
| 4 | Do a rig check as specified in Subtask 72-30-00-440-520 (paragraph 3.P.(1)(c)) thru Subtask 72-30-00-440-522 (paragraph 3.P.(1)(g) again to make sure that the system is in limits. |
| 5 | If the measured closed and open lever angles still do not agree with the design closed and open lever angles as shown in Figure 1026 and do as follows: |
| Subtask 72-30-00-440-682 |
| * * * PRE SB 72-0483 |
| a | Adjust the stage 1 turnbuckle as follows: |
| (1) | Calculate the hex flat change as follows: |
| (a) | Add the average measured open angle to the average measured closed angle and divide by two. Do not ignore the negative sign of the average open angle. |
| (b) | Add the average design open angle to the average design closed angle and divide by two. Do not ignore the negative sign of the average open angle. |
| (c) | Find the difference between the two values calculated in steps a and b (average measured - average design) and divide by 0.5. This will give the number of hex flats to turn the turnbuckle. Record the turnbuckle hex flat change on the stage 1 vane assembly form. Refer to Figure 1026. |
| (d) | The rotation of the turnbuckle bodies in the direction of the arrow decreases the average angle. The rotation of the turnbuckle bodies in the direction opposite the arrow increases the average angle. Average angle change is 0.5 degree for each hex flat turn. |
| NOTE: |
|
| (2) | If the measured VSV closed and open angles do not agree with the design VSV closed and open values on the stage 1 vane assembly form, adjust the stage 1 turnbuckles as follows. Refer to Figure 1028 and Figure 1030. |
| NOTE: |
|
| (a) | Remove the bolts and self-locking nuts that attach the turnbuckle to the stage 1 bridge (02-490) (SIN 071E1) and (02-430) (SIN 071E6) and the VSV torque shaft (02-005) (SIN 07501) and (02-190) (SIN 07500). |
| NOTE: |
|
| NOTE: |
|
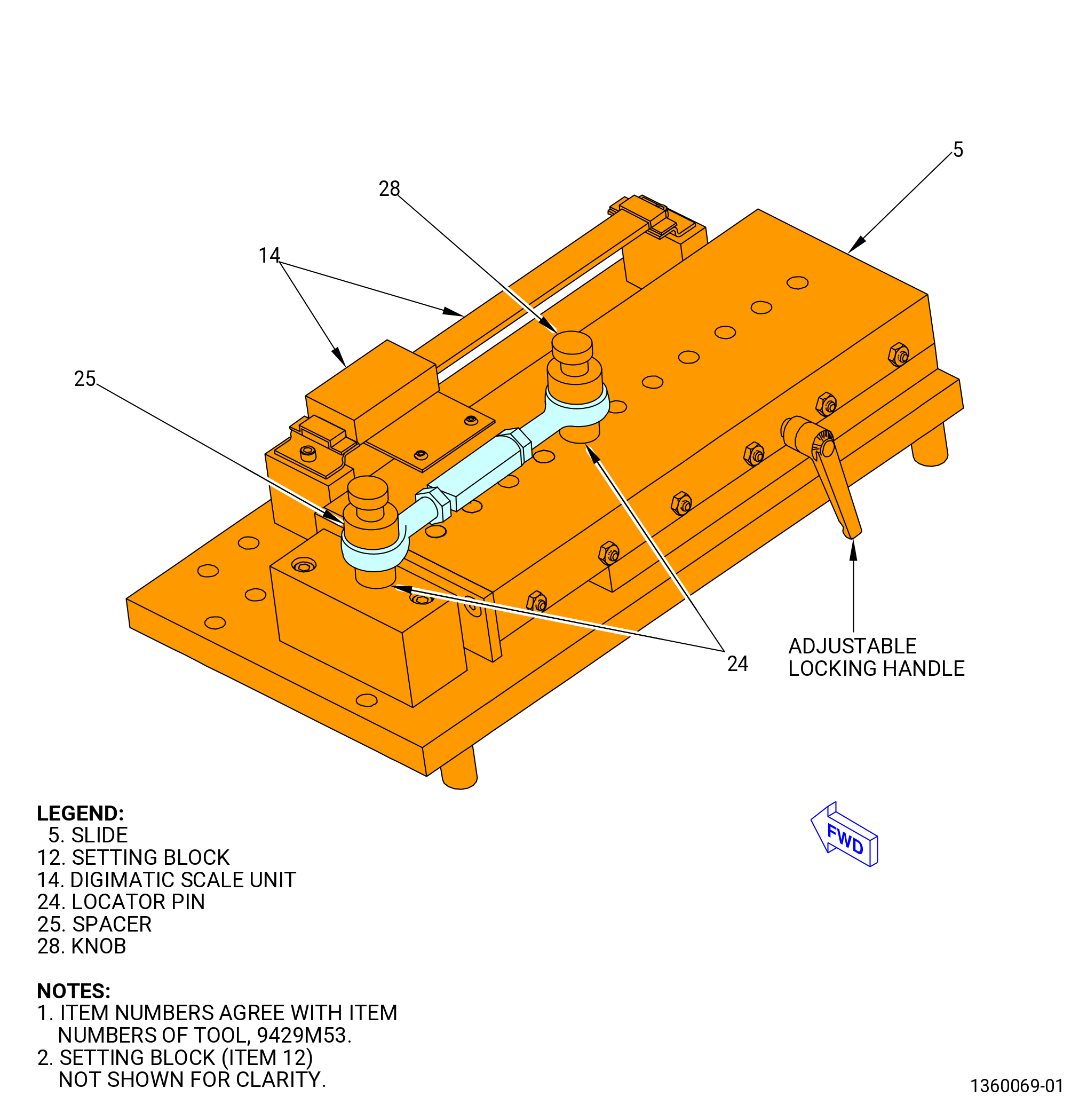
| (b) | Adjust the length of the turnbuckle with the 9429M53 turnbuckle gauging fixture. Refer to Figure 1027. |
| (c) | Make sure that the accuracy of the 9429M53 turnbuckle gauging fixture is correct as follows: |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (d) | Unlock the slide (item 5) of the 9429M53 turnbuckle gauging fixture with the adjustable locking handle. |
| (e) | Put the turnbuckle in the 9429M53 turnbuckle gauging fixture as follows: |
| • |
|
| • |
|
| • |
|
| • |
|
| NOTE: |
|
| NOTE: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| (f) | After all adjustments are made, operate the system from full open to full closed four times. Make sure that there is no binding or interference. |
| NOTE: |
|
| CAUTION: |
|
| (g) | Put the rod end bearing into the clevises on the stage 1 bridge (02-490) (SIN 071E1) and (02-430) (SIN 071E6) and VSV torque shaft (02-005) (SIN 07501) and (02-190) (SIN 07500) with the direction arrow away from the VSV torque shaft. |
| NOTE: |
|
| (h) | Attach the rod end bearing to the stage 1 bridge and VSV torque shaft with the removed bolts and self-locking nuts. Put the boltheads aft. |
| (i) | Torque the self-locking nuts to 460 to 540 lb in. (52.0 to 61.0 Nm). |
| (3) | Adjust the other stage 1 turnbuckle. Refer to Subtask 72-30-00-440-523 (paragraph 3.P.(1)(h)) . |
| NOTE: |
|
| (4) | Do Subtask 72-30-00-440-520 (paragraph 3.P.(1)(c)) thru Subtask 72-30-00-440-522 (paragraph 3.P.(1)(g) again to make sure that the system is in limits. This must be done each time the VSV system is adjusted. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-683 |
| * * * SB 72-0483( Fixed Link Configuration ) |
| b | Contact GE fleet support. |
| * * * END PRE SB 72-0483 |
| Subtask 72-30-00-440-524 |
| 6 | Remove the VSV electronic protractors from the VSV system stage 1 as follows. Refer to Figure 1024. |
| a | Loosen the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| b | Remove the VSV electronic protractors. |
| c | Remove the clamping blocks (item 13) of the 11C3005 adapter kit from the stage 1 lever arms. |
| d | Remove the centering rod (item 6) of the 11C3005 adapter kit from the stage 1 lever arms. |
| e | Remove the arm locator pin (item 9) of the 11C3005 adapter kit from the stage 1 lever arms. |
|
|
| Subtask 72-30-00-820-034 |
| (2) | Do a rigging of the VSV system stage 2 as follows: |
| (a) | Install the calibrated VSV elctronic protractors on the stage 2 VSV as follows: |
| Subtask 72-30-00-440-525 |
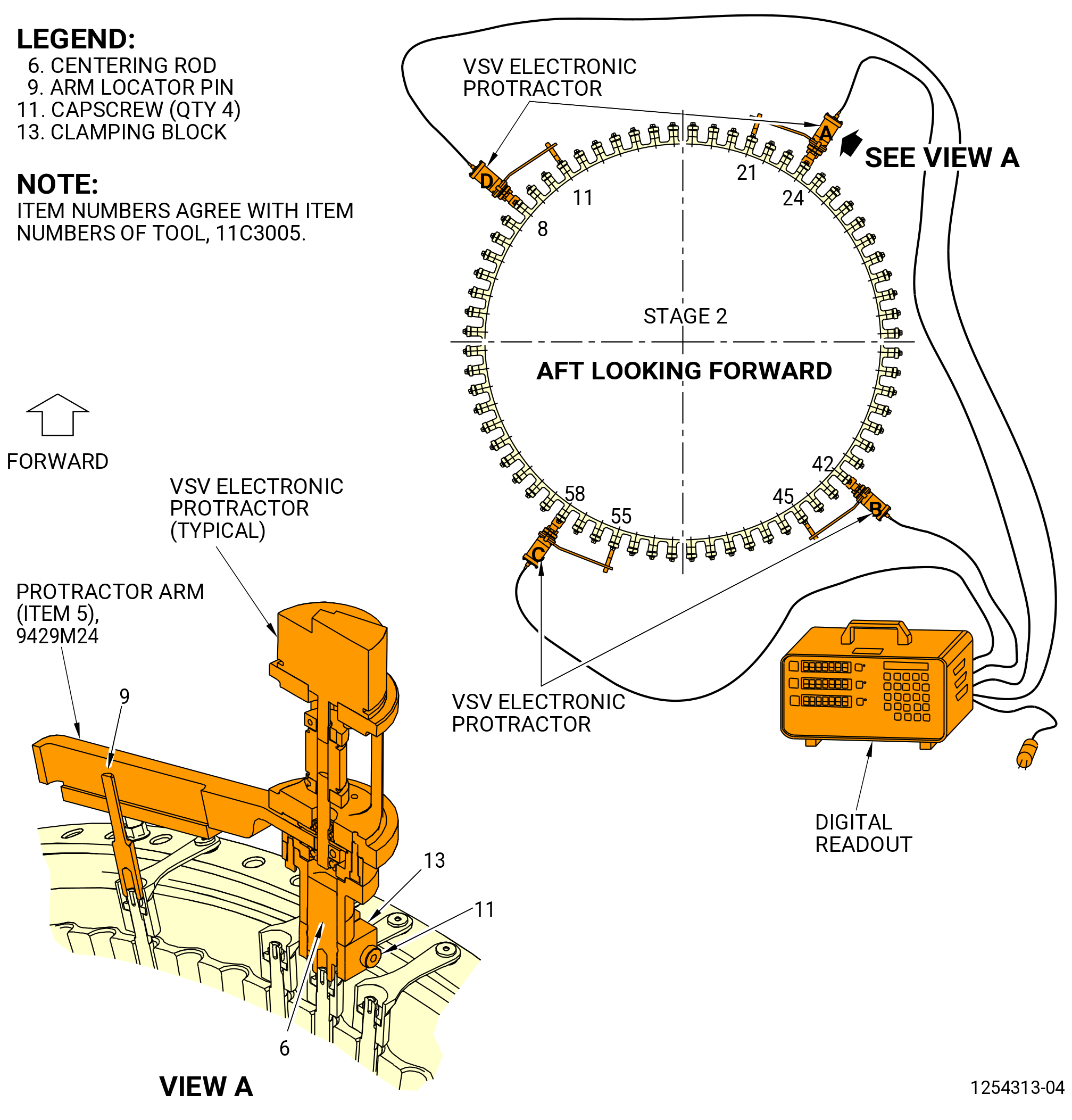
| 1 | Install the centering rod (item 6) of the 11C3005 adapter kit on the stage 2 lever arms (01-180 , 72-32-00) (SIN 071C0) at positions No. 8, 24, 42, and 58 in a CW direction ALF. Refer to Figure 1032. |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-30-00-440-526 |
| 2 | Make sure that the side of the clamping blocks (item 13) of the 11C3005 adapter kit with the channel are aligned with the stage 2 lever arms. |
| 3 | Install them on the centering rods. Do not tighten the capscrews (item 11) of the 11C3005 adapter kit on the clamping blocks (item 13) at this time. |
| 4 | Install the arm locator pin (item 9) of the 11C3005 adapter kit on the stage 2 lever arms at positions No. 11, 21, 45, and 55 in a CW direction ALF. |
| 5 | Install the VSV electronic protractors A, B, C, and D on the stage 2 lever arms at positions No. 8, 24, 42, and 58 respectively, as follows. Refer to Figure 1032. |
| a | Align the slot in the protractor arm (item 5) of the 9429M24 VSV electronic protractor with the arm locator pin (item 9) of the 11C3005 adapter kit. |
| b | Put the VSV electronic protractor on the centering rod (item 6) of the 11C3005 adapter kit along with the protractor arm (item 5) of the 9429M24 VSV electronic protractor above the arm locator pin (item 9) of the 11C3005 adapter kit. |
| c | Tighten the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| d | Connect the electrical connector of each 9429M24 VSV electronic protractor to the correct channel receptacle on the back of the digital readout of the 9429M24 VSV electronic protractor . Refer to Figure 1023. |
| 6 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set the channels A thru D. |
| Subtask 72-30-00-440-527 |
| WARNING: |
|
| CAUTION: |
|
| (b) | Operate the VSV system as follows. Refer to Figure 1020 and Figure 1021. |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully closed position. |
| 2 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. |
| 3 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully open position. |
| 4 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. |
| 5 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system from the fully closed to open to the closed position, for four full cycles. |
| 6 | Record the pressure necessary to operate the system on the VSV actuator pressure form. Refer to Figure 1025. |
| Subtask 72-30-00-210-077 |
| WARNING: |
|
| CAUTION: |
|
| (c) | Operate the VSV system to the fully open position as follows: |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump. |
| 2 | Do not release the pressure until the values are recorded. |
| (d) | Record the values of the four position sensors in the fully open position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
| 2 | Record the value for each of the VSV electronic protractors A, B, C, and D, and the average on the stage 2 vane assembly form. Refer to Figure 1031. |
| 3 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-528 |
| WARNING: |
|
| CAUTION: |
|
| (e) | Operate the VSV system to the fully closed position as follows: |
| 1 | Slowly apply pressure with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump. |
| 2 | Do not release the pressure until the values are recorded. |
| Subtask 72-30-00-440-529 |
| (f) | Record the values of the four position sensors in the fully closed position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
| 2 | Record the value for each of the 9429M24 VSV electronic protractor A, B, C, and D, and the average on the stage 2 vane assembly form. Refer to Figure 1031. |
| 3 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-530 |
| (g) | If the fully open and fully closed lever angle readings are not 1.0 degree or less of the values shown in Figure 1031, correct the VSV system. Refer to Subtask 72-30-00-440-523 (paragraph 3.P.(1)(h)) and Figure 1031. |
| Subtask 72-30-00-440-531 |
| (h) | Do Subtask 72-30-00-440-527 (paragraph 3.P.(2)(b)) thru Subtask 72-30-00-440-529 (paragraph 3.P.(2)(f)) again to make sure that the system is in the limits. This must be done each time the VSV system is adjusted. |
| (i) | Remove the 9429M24 VSV electronic protractors from the VSV system stage 2 as follows. Refer to Figure 1032. |
| 1 | Loosen the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| 2 | Remove the 9429M24 VSV electronic protractors. |
| 3 | Remove the clamping blocks (item 13) of the 11C3005 adapter kit from the stage 2 lever arms. |
| 4 | Remove the centering rod (item 6) of the 11C3005 adapter kit from the stage 2 lever arms. |
| 5 | Remove the arm locator pin (item 9) of the 11C3005 adapter kit from the stage 2 lever arms. |
| Subtask 72-30-00-820-035 |
| (3) | Do a rigging of the VSV system stage 3. |
| (a) | Calibrate the 9429M24 VSV electronic protractors A, B, C, and D with the set master base (item 6) of the 9429M24 VSV electronic protractor. Refer to Subtask 72-30-00-820-033 (paragraph 3.O.). |
| Subtask 72-30-00-440-532 |
| (b) | Install the calibrated 9429M24 VSV electronic protractor on the stage 3 variable stator vanes as follows: |
| Subtask 72-30-00-440-533 |
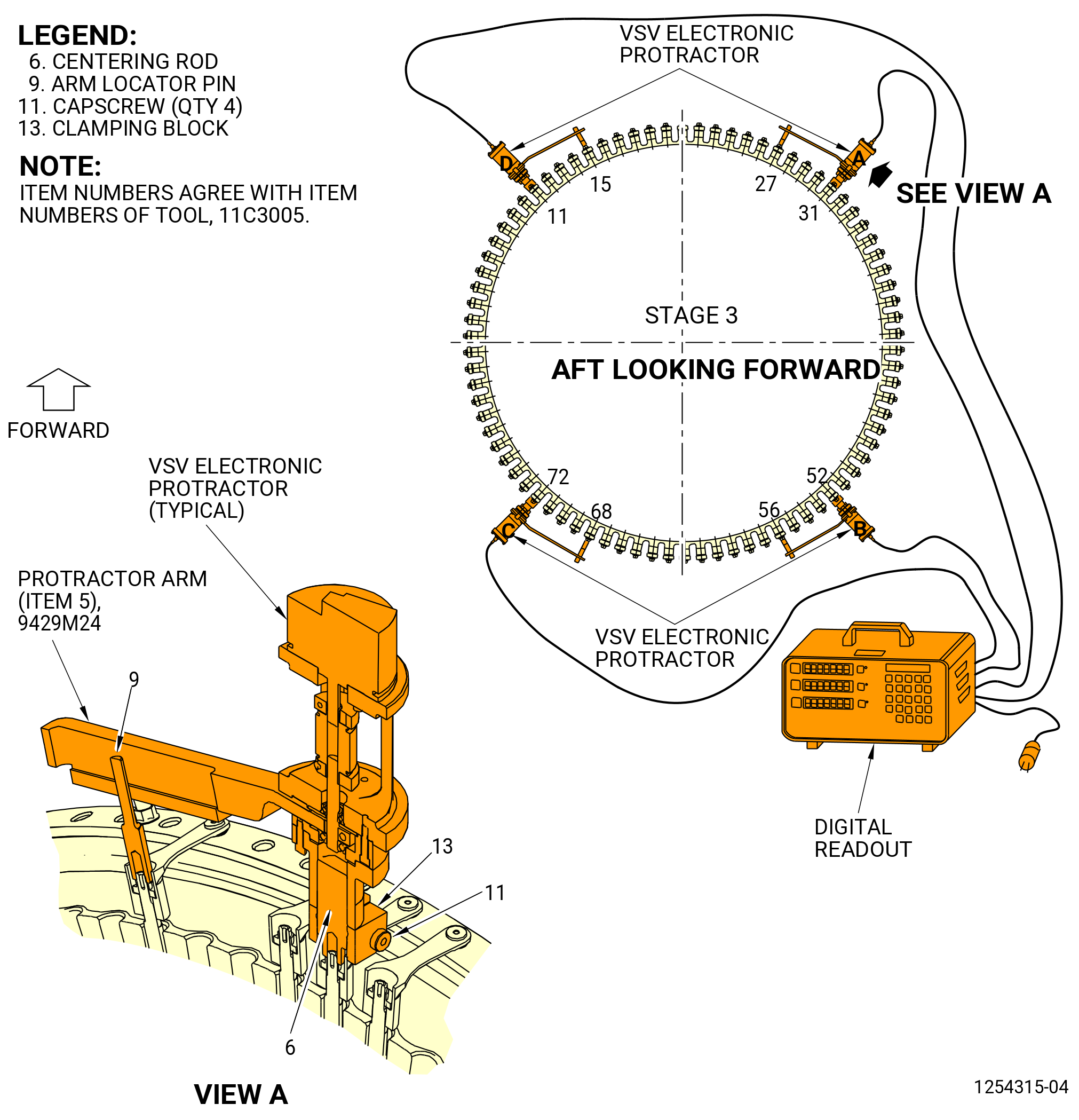
| 1 | Install the centering rod (item 6) of the 11C3005 adapter kit on the stage 3 lever arms (01-180 , 72-32-00) (SIN 071C0) at positions No. 11, 31, 52, and 72 in a CW direction ALF. Refer to Figure 1033. |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-30-00-440-534 |
| 2 | Make sure that the side of the clamping blocks (item 13) of the 11C3005 adapter kit with the channel are aligned with the stage 3 lever arms. |
| 3 | Install them on the centering rods (item 6) of the 11C3005 adapter kit. Do not tighten the capscrews (item 11) on the clamping blocks (item 13) at this time. |
| 4 | Install the arm locator pin (item 9) of the 11C3005 adapter kit on the stage 3 lever arms at positions No. 15, 27, 56, and 68 in a CW direction ALF. |
| Subtask 72-30-00-440-535 |
| CAUTION: |
|
| 5 | Install the 9429M24 VSV electronic protractors A, B, C, and D on the stage 3 lever arms at positions No. 11, 31, 52 and 72 respectively, as follows. Refer to Figure 1033. |
| a | Align the slot in the protractor arm (item 5) of the 9429M24 VSV electronic protractor with the arm locator pin (item 9) of the 11C3005 adapter kit. |
| b | Put the 9429M24 VSV electronic protractor on the centering rod (item 6) of the 11C3005 adapter kit along with the protractor arm (item 5) of the 9429M24 VSV electronic protractor above the arm locator pin (item 9) of the 11C3005 adapter kit. |
| c | Tighten the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| d | Connect the electrical connector of each 9429M24 VSV electronic protractor to the correct channel receptacle on the back of the digital readout of the 9429M24 VSV electronic protractor . Refer to Figure 1023. |
| 6 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set the channels A thru D. |
| Subtask 72-30-00-440-536 |
| WARNING: |
|
| CAUTION: |
|
| (c) | Operate the VSV system as follows. Refer to Figure 1020 and Figure 1021. |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully closed position. |
| 2 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. |
| 3 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully open position. |
| 4 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. |
| 5 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system from the fully closed to open to the closed position, for four full cycles. |
| 6 | Record the pressure necessary to operate the system on the VSV actuator pressure form. Refer to Figure 1025. |
| Subtask 72-30-00-210-078 |
| WARNING: |
|
| CAUTION: |
|
| (d) | Operate the VSV system to the fully open position as follows: |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump. |
| 2 | Do not release the pressure until the values are recorded. |
| (e) | Record the values of the four position sensors in the fully open position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
| 2 | Record the value for each of the 9429M24 VSV electronic protractors A, B, C, and D, and the average on the stage 3 vane assembly form. Refer to Figure 1034. |
| 3 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-537 |
| WARNING: |
|
| CAUTION: |
|
| (f) | Operate the VSV system to the fully closed position as follows: |
| 1 | Slowly apply pressure with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump. |
| 2 | Do not release the pressure until the values are recorded. |
| Subtask 72-30-00-440-538 |
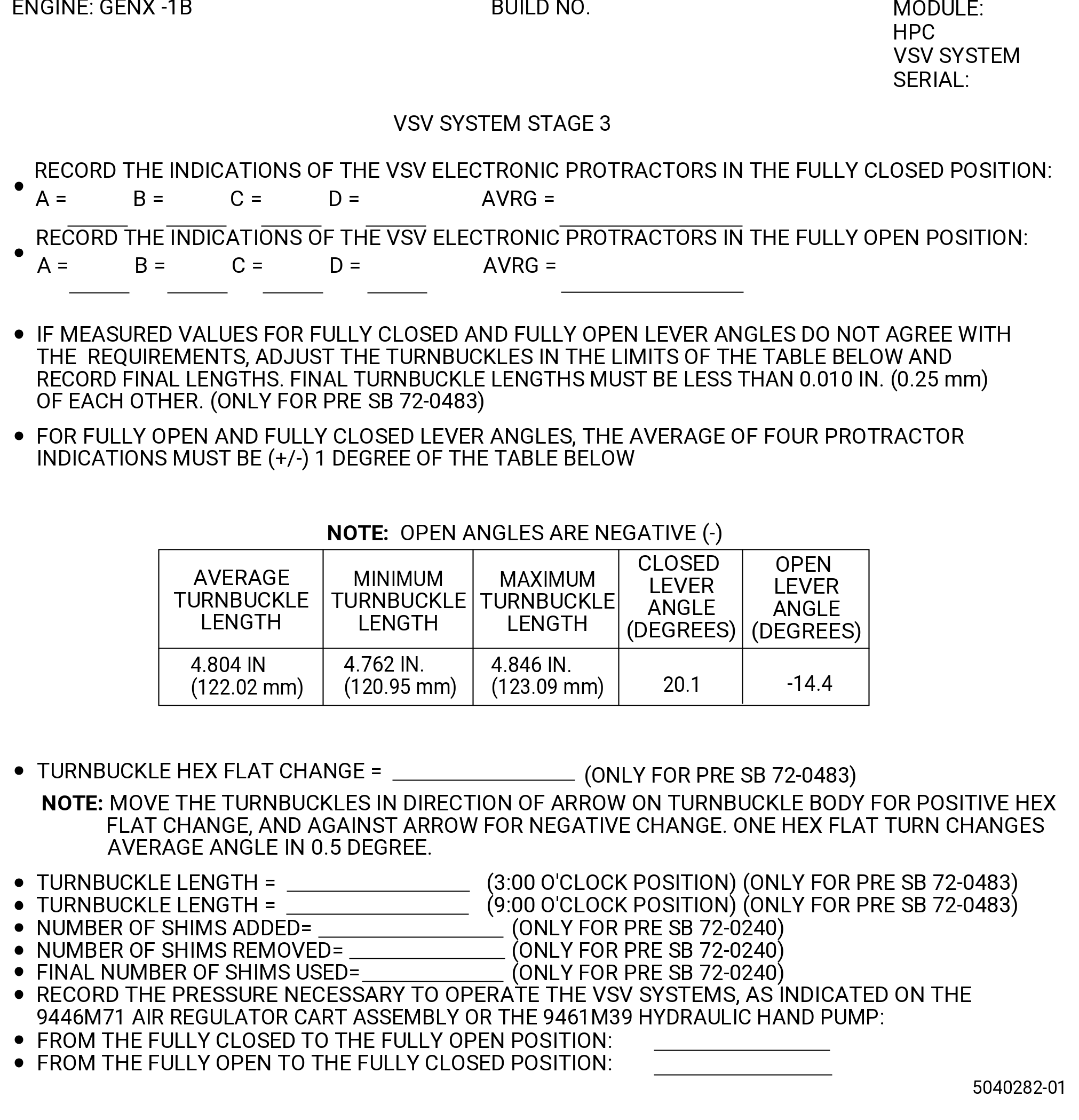
| (g) | Record the values of the four position sensors in the fully closed position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
| 2 | Record the value for each of the 9429M24 VSV electronic protractors A, B, C, and D, and the average on the stage 3 vane assembly form. Refer to Figure 1034. |
| 3 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-539 |
| (h) | If the fully open and fully closed lever angle readings are not 1.0 degree or less of the values shown in Figure 1034, correct the VSV system. Refer to Subtask 72-30-00-440-523 (paragraph 3.P.(1)(h)) and Figure 1034. |
| Subtask 72-30-00-820-036 |
| (i) | Do Subtask 72-30-00-440-536 (paragraph 3.P.(3)(c)) thru Subtask 72-30-00-440-538 (paragraph 3.P.(3)(g)) again to make sure that the system is in the limits. This must be done each time the VSV system is adjusted. |
| (j) | Remove the 9429M24 VSV electronic protacotrs from the VSV system stage 3 as follows. Refer to Figure 1033. |
| 1 | Loosen the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| 2 | Remove the VSV electronic protractors. |
| 3 | Remove the clamping blocks (item 13) of the 11C3005 adapter kit from the stage 3 lever arms. |
| 4 | Remove the centering rod (item 6) of the 11C3005 adapter kit from the stage 3 lever arms. |
| 5 | Remove the arm locator pin (item 9) of the 11C3005 adapter kit from the stage 3 lever arms. |
| Subtask 72-30-00-820-037 |
| (4) | Do a rigging of the VSV stage 4 as follows: |
| (a) | Calibrate the 9429M24 VSV electronic protacotrs A, B, C, and D, with the set master base (item 6) of the 9429M24 VSV electronic protractor. Refer to Subtask 72-30-00-820-033 (paragraph 3.O.). |
| Subtask 72-30-00-440-540 |
| (b) | Install the calibrated 9429M24 VSV electronic protactors on the stage 4 variable stator vanes as follows: |
| Subtask 72-30-00-440-541 |
| 1 | Install the centering rod (item 6) of the 11C3005 adapter kit on the stage 4 lever arms (01-180 , 72-32-00) (SIN 071C0) at positions No. 14, 33, 56, and 74 in a CW direction ALF. Refer to Figure 1035. |
| NOTE: |
|
| NOTE: |
|
| Subtask 72-30-00-440-542 |
| 2 | Make sure that the side of the clamping blocks (item 13) of the 11C3005 adapter kit with the channel are aligned with the stage 4 lever arms. |
| 3 | Install them on the centering rods (item 6) of the 11C3005 adapter kit. Do not tighten the capscrews (item 11) of the 11C3005 adapter kit on the clamping blocks (item 13) at this time. |
| 4 | Install the arm locator pin (item 9) of the 11C3005 adapter kit on the stage 4 lever arms at positions No. 18, 29, 60, and 70 in a CW direction ALF. |
| Subtask 72-30-00-440-543 |
| CAUTION: |
|
| 5 | Install the 9429M24 VSV electronic protactors A, B, C, and D on the stage 4 lever arms at positions No. 14, 33, 56, and 74 respectively as follows. Refer to Figure 1035 and as follows: |
| a | Align the slot in the protractor arm (item 5) of the 9429M24 VSV electronic protractor with the arm locator pin (item 9) of the 11C3005 adapter kit. |
| b | Put the 9429M24 VSV electronic protactor on the centering rod (item 6) of the 11C3005 adapter kit along with the protractor arm (item 5) of the 9429M24 VSV electronic protractor above the arm locator pin (item 9) of the 11C3005 adapter kit. |
| c | Tighten the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| d | Connect the electrical connector of each 9429M24 VSV electronic protractor to the correct channel receptacle on the back of the digital readout of the 9429M24 VSV electronic protractor . Refer to Figure 1023. |
| 6 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set the channels A thru D. |
| Subtask 72-30-00-440-544 |
| WARNING: |
|
| CAUTION: |
|
| (c) | Operate the VSV system as follows. Refer to Figure 1020, Figure 1021, and as follows: |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully closed position. |
| 2 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. |
| 3 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system to the fully open position. |
| 4 | Make sure that the movement is smooth and that there is no interference or binding of the turnbuckles or fixed links against their mating clevises, and no interference or binding of other system components. |
| 5 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump to operate the VSV system from the fully closed to open to the closed position, for four full cycles. |
| 6 | Record the pressure necessary to operate the system on the VSV actuator pressure form. Refer to Figure 1025. |
| Subtask 72-30-00-210-079 |
| WARNING: |
|
| CAUTION: |
|
| (d) | Operate the VSV system to the fully open position as follows: |
| 1 | Slowly apply a pressure of 75-125 psig (517-862 kPa gage) maximum with the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump. |
| 2 | Do not release the pressure until the values are recorded. |
| (e) | Record the values of the four position sensors in the fully open position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
| 2 | Record the value for each of the VSV electronic protractors A, B, C, and D, and the average on the stage 3 vane assembly form. Refer to Figure 1036. |
| 3 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-545 |
| WARNING: |
|
| CAUTION: |
|
| (f) | Operate the VSV system to the fully closed position as follows: |
| 1 | Slowly apply pressure using the 9446M71 air regulator cart assembly or the 9461M39 hydraulic hand pump. |
| 2 | Do not release the pressure until the values are recorded. |
| Subtask 72-30-00-820-038 |
| (g) | Record the values of the four position sensors in the fully closed position as follows: |
| NOTE: |
|
| 1 | Press the F button on the front of the digital readout of the 9429M24 VSV electronic protractor to set channels A thru D. |
| 2 | Record the value for each of the 9429M24 VSV electronic protactors A, B, C, and D, and the average on the stage 4 vane assembly form. Refer to Figure 1036. |
| 3 | Release the pressure on the VSV system. |
| Subtask 72-30-00-440-546 |
| (h) | If the fully open and fully closed lever angle readings are not 1.0 degree or less of the values shown in Figure 1036, correct the VSV system. Refer to Subtask 72-30-00-440-523 (paragraph 3.P.(1)(h)) and Figure 1036. |
| Subtask 72-30-00-440-547 |
| (i) | Do Subtask 72-30-00-440-544 (paragraph 3.P.(4)(c)) thru Subtask 72-30-00-820-038 (paragraph 3.P.(4)(g)) again to make sure that the system is in the limits. This must be done each time the VSV system is adjusted. |
| (j) | Remove the 9429M24 VSV electronic protactors from the VSV system stage 4 as follows. Refer to Figure 1035. |
| 1 | Loosen the capscrews (item 11) on the clamping blocks (item 13) of the 11C3005 adapter kit. |
| 2 | Remove the 9429M24 VSV electronic protactors. |
| 3 | Remove the clamping blocks (item 13) of the 11C3005 adapter kit from the stage 4 lever arms. |
| 4 | Remove the centering rod (item 6) of the 11C3005 adapter kit from the stage 4 lever arms. |
| 5 | Remove the arm locator pin (item 9) of the 11C3005 adapter kit from the stage 4 lever arms. |
| Subtask 72-30-00-510-002 |
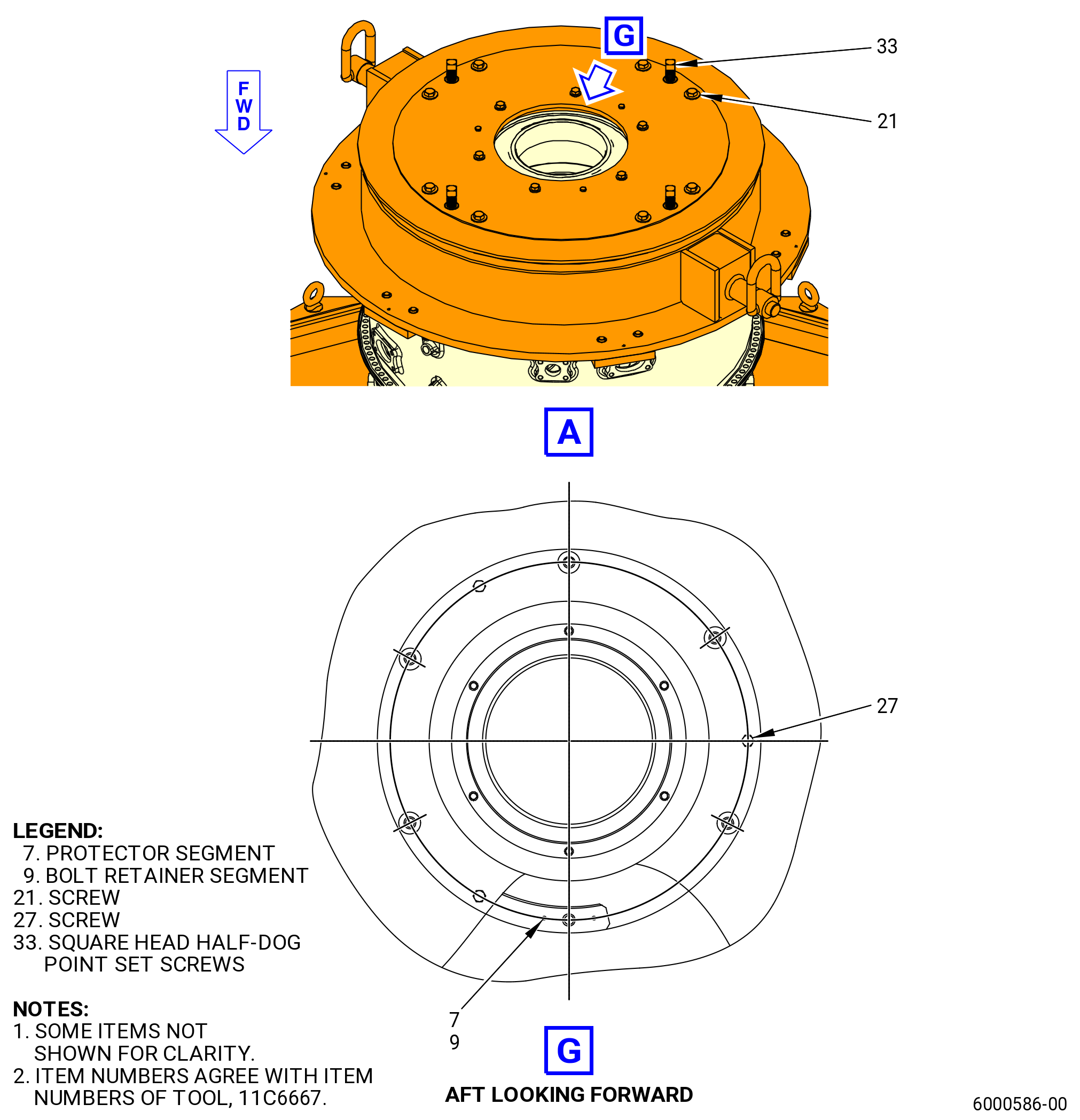
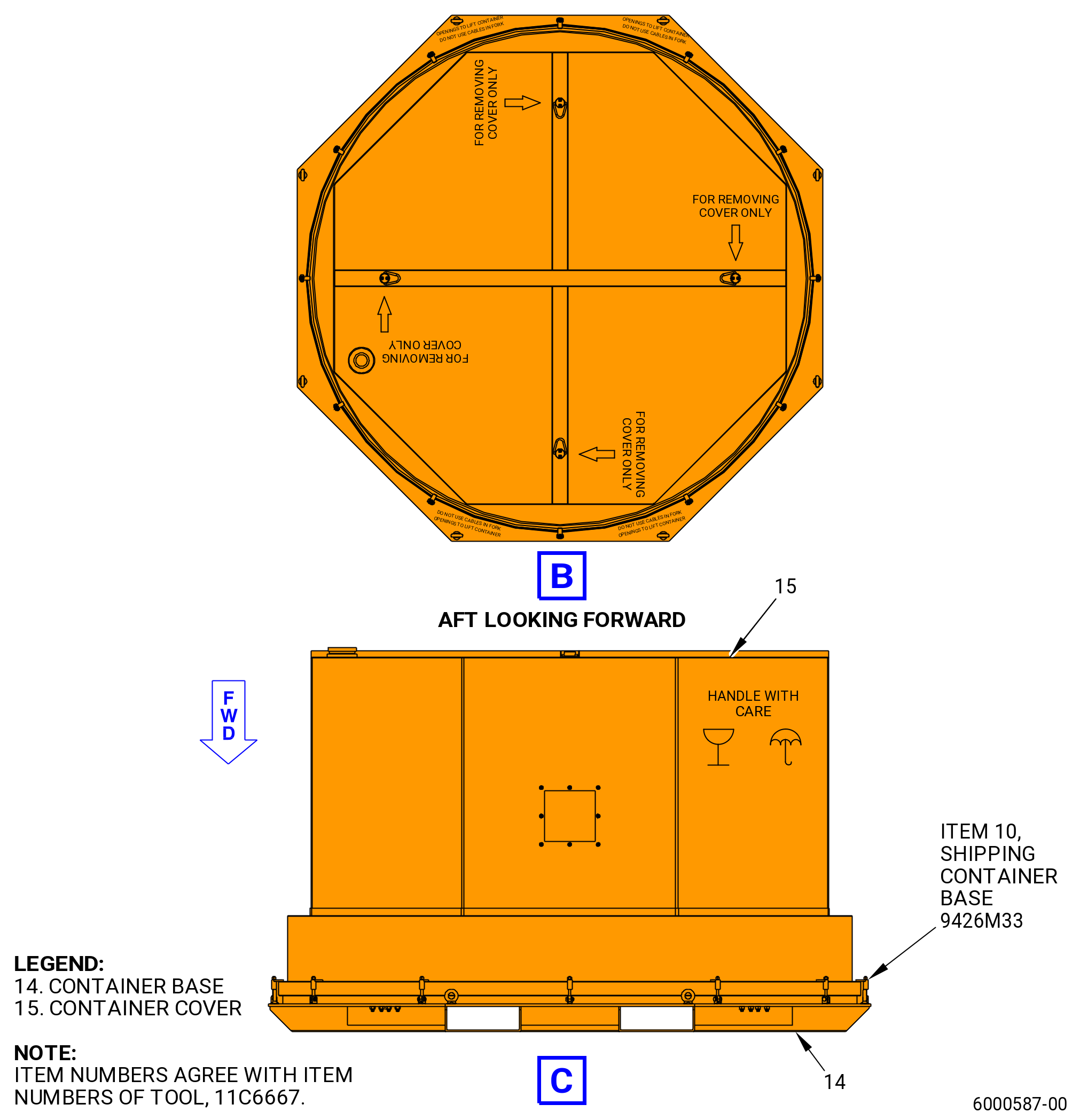
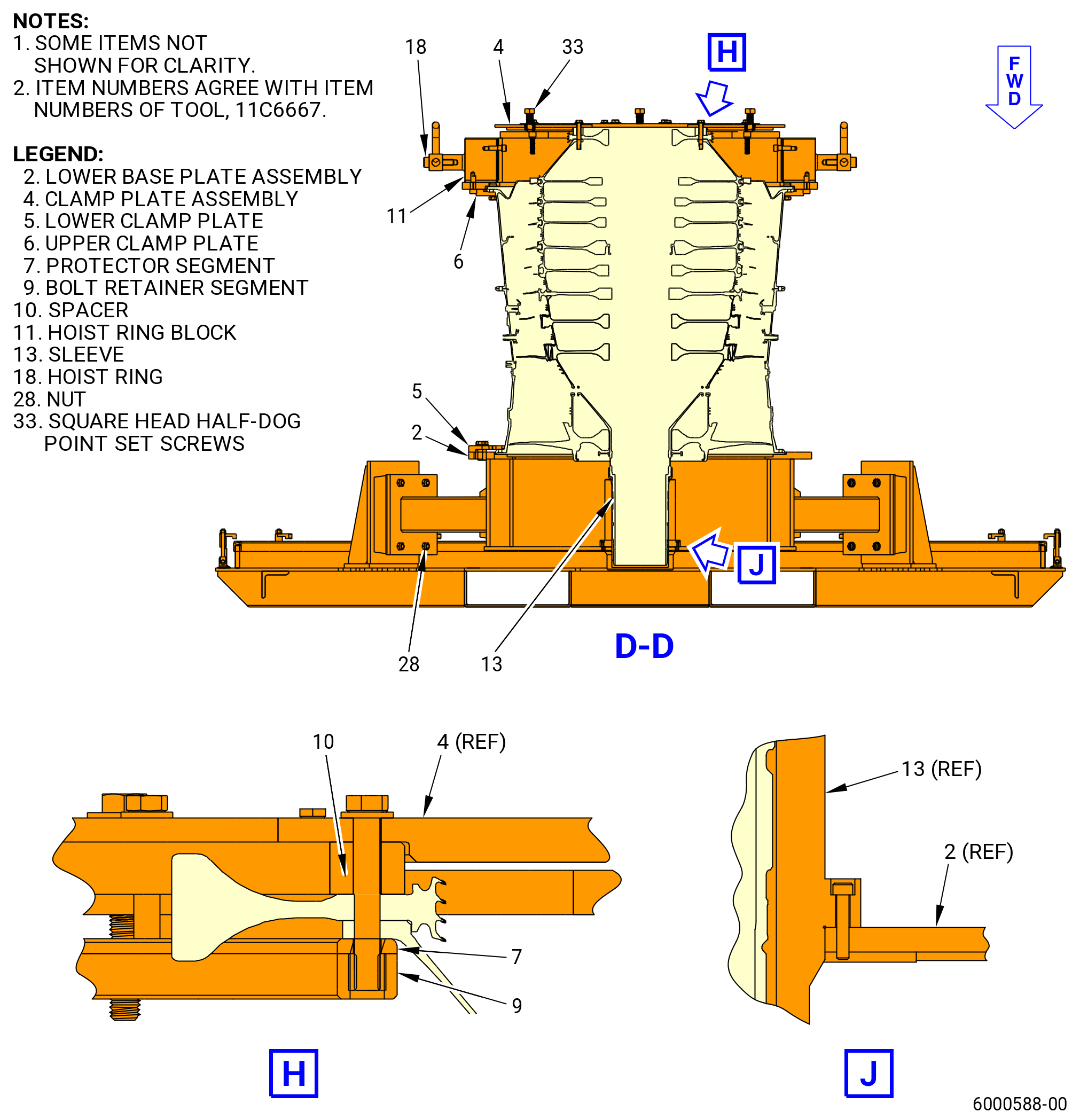
| Q. | If the HPC module is to be transported to another facility, put the module in the 11C4667 shipping container. Refer to Figure 1037 and do as follows: |
| (1) | Loosen the 12 swing clamp assemblies that secure the container cover (item 15) to the container base (item 14). |
| (2) | Remove the container cover (item 15) with a four-legged sling. |
| (3) | Loosen and retract the six lower clamp plates (item 5) on the lower base plate assembly (item 2) so that the lift assembly can be lifted out of storage position. |
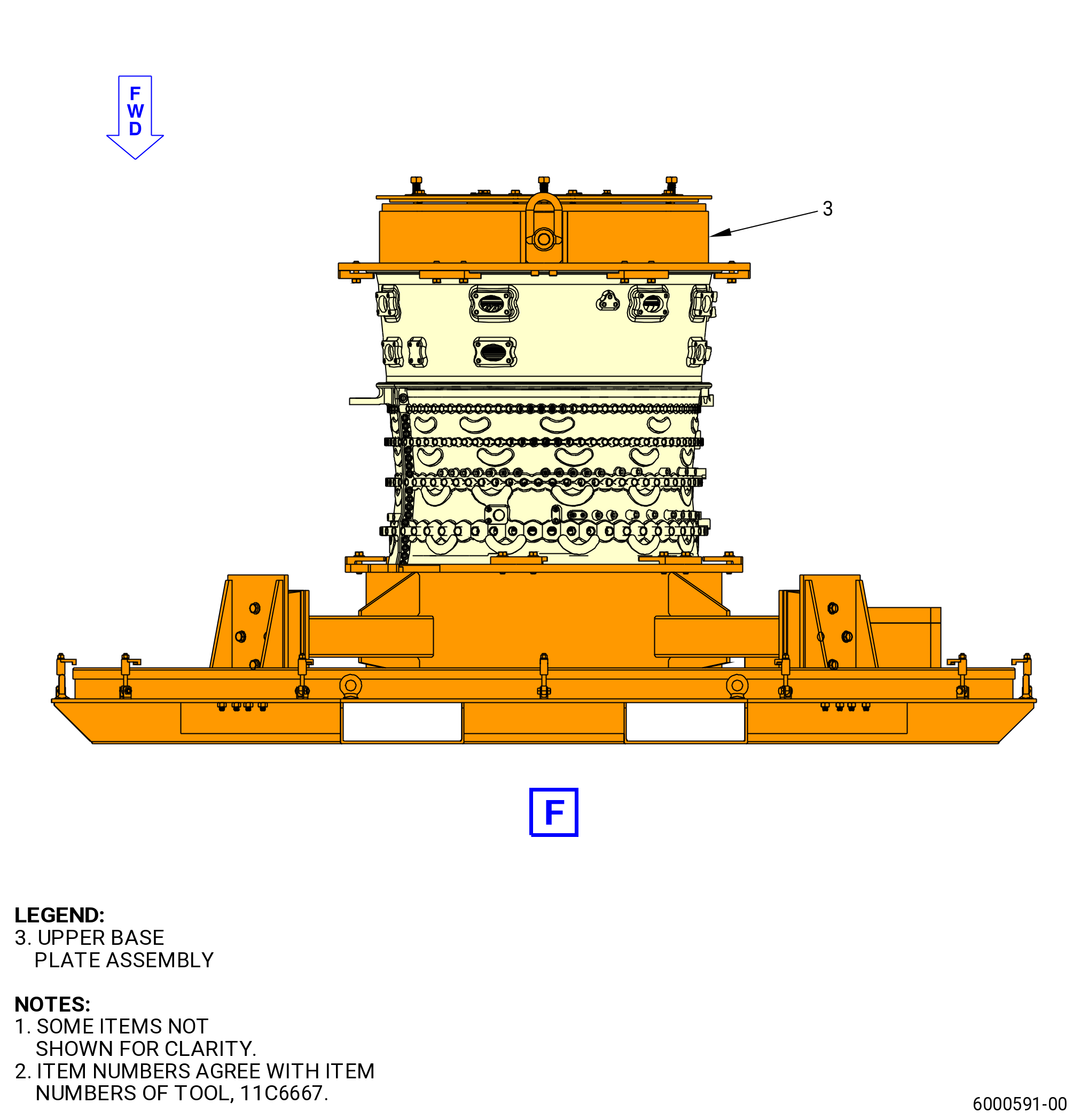
| (4) | Use a two-legged sling to lift the upper base plate assembly (item 3), clamp plate assembly (item 4), hoist ring block (item 11), hoist ring (item 18) and turn over. |
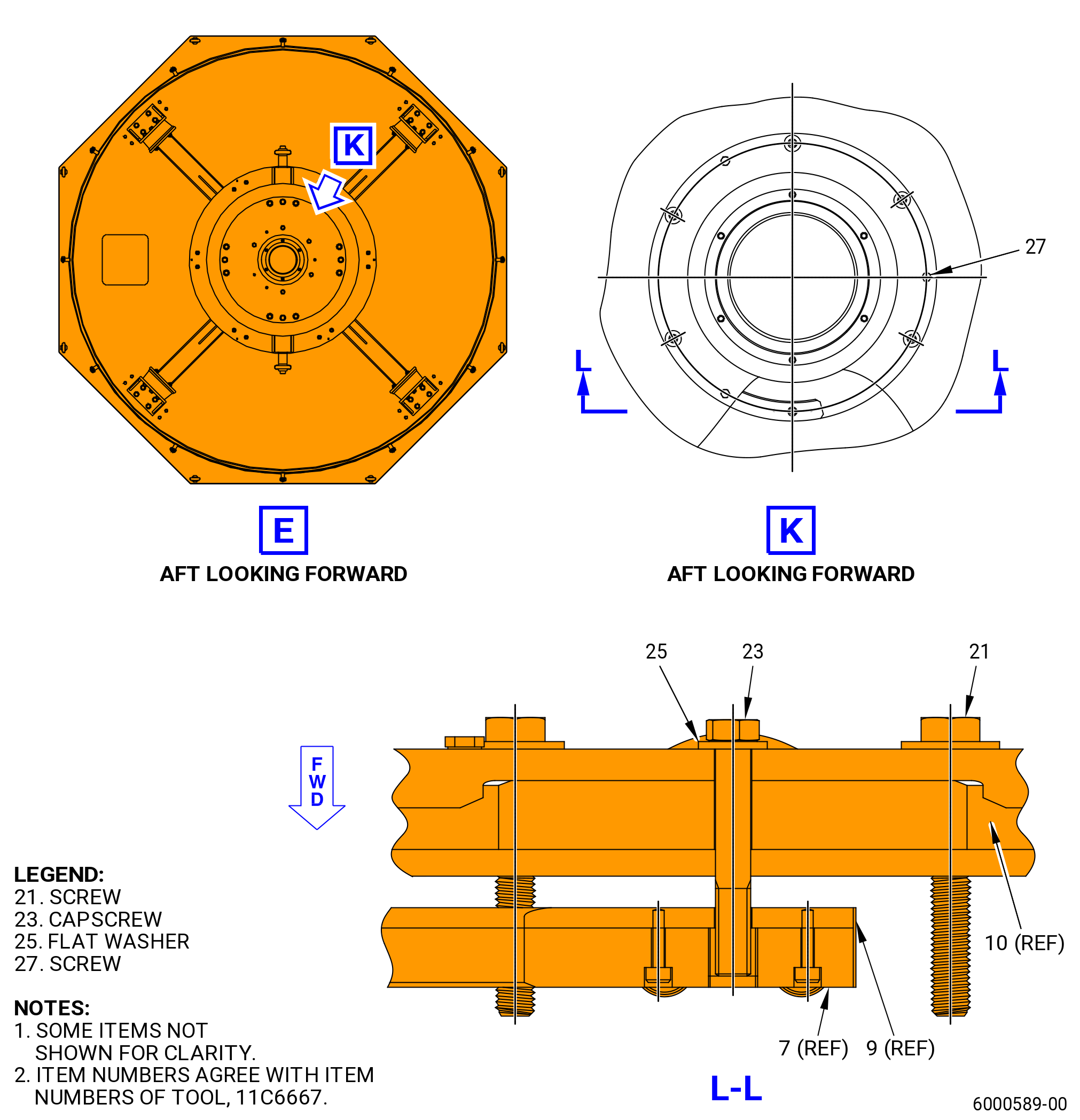
| (5) | Loosen the screws (item 21) and remove the clamp plate assembly (item 4) from the upper base plate assembly (item 3). |
| (6) | Put the upper base plate assembly (item 3) on the aft end of the compressor module setting on the 11C3010 core module buildup fixture. |
| (7) | Attach the upper base plate assembly (item 3) to the stator case by sliding in the six upper clamp plates (item 6) over the aft flange and tighten the two flat washers (item 25) on each of the upper clamp plates (item 6). |
| (8) | Make sure that the pin on the upper clamp plate (item 6) is inserted in the hole of the upper base plate assembly (item 3) for proper clamp positioning/installation. |
| CAUTION: |
|
| (9) | Install the clamp plate assembly (item 4) and spacer (item 10) on the rotor with three sets of protector segments (item 7), bolt retainer segments (item 9), capscrews (item 23) and flat washers (item 25). |
| NOTE: |
|
| (10) | Adjust the location of the clamp plate assembly (item 4) by tighten/loosen the eight screws (item 21) to provide aft direction restraint and tighten/loosen the four square head half-dog point set screws (item 33) to provide forward direction restraint for the rotor. |
| NOTE: |
|
| (11) | Hold the protector segment (item 7) and bolt retainer segment (item 9) under the CDP seal and install two capscrews (item 23) through the clamp plate assembly (item 4), spacer (item 10), CDP seal and stage 6-10 spool aft flange and thread into the bolt retainer segment (item 9). |
| (12) | Repeat for other protector segments (item 7) and bolt retainer segments (item 9). |
| (13) | Unfasten the compressor module from the 11C3010 core module buildup fixture for its TDS. |
| WARNING: |
|
| (14) | Lift the module with a two-legged sling from the hoist ring (item 18). |
| (15) | Slide the forward shaft into the protective/centering sleeve (item 13) and the compress module onto the lower base plate assembly (item 2). |
| (16) | Align the split lines of the stator case with split line markings from the lower base plate assembly (item 2). |
| (17) | Slide the six lower clamp plates (item 5) into position on the forward flange of the case. |
| (18) | Make sure that the pin on the upper clamp plate (item 6) is inserted in the hole of the upper base plate assembly (item 3) for proper clamp positioning/installation. |
| (19) | Tighten the two bolts in each of the lower clamp plates (item 5) to attach firmly the compressor module into place. |
| WARNING: |
|
| (20) | Lift the container cover (item 15) and set it on the container base (item 14). |
| (21) | Swing the 12 clamp assemblies (item 10) of the 9426M33 shipping container base up over the lip of the container cover (item 15). |
| (22) | Tighten the bolts in the clamp assemblies fastening the container cover (item 15) to the container base (item 14). |