| GEnx-1B SERVICE BULLETIN - 72-0290 R01 | Revised: 02/05/2020 | |
| SB 72-0290 R01 ENGINE - General (72-00-00) - Elimination of Oil Supply Temperature Sensor and CC Temperature Sensor | Issued: 12/23/2015 | |
| GEnx-1B SERVICE BULLETIN - 72-0290 R01 | Revised: 02/05/2020 | |
| SB 72-0290 R01 ENGINE - General (72-00-00) - Elimination of Oil Supply Temperature Sensor and CC Temperature Sensor | Issued: 12/23/2015 | |
| GE Designated: -CONFIDENTIAL- | |
| The information contained in this document is GE proprietary information and is disclosed in confidence. It is the property of GE and shall not be used, disclosed to others or reproduced without the express written consent of GE, including, but without limitation, it is not to be used in the creation, manufacture, development, or derivation of any repairs, modifications, spare parts, designs, or configuration changes or to obtain FAA or any other government or regulatory approval to do so. If consent is given for reproduction in whole or in part, this notice and the notice set forth on each page of this document shall appear in any such reproduction in whole or part. | |
| This technical data is considered subject to the Export Administration Regulations (EAR) pursuant to 15 CFR Parts 730-774. Transfer of this data by any means to a Non-U.S. Person, whether in the United States or abroad, without the proper U.S. Government authorization (e.g., License, exemption, NLR, etc.), is strictly prohibited. | |
| Copyright (2020) General Electric Company, U.S.A. |
| TRANSMITTAL INFORMATION |
| REVISION 1 TO SERVICE BULLETIN 72-0290 |
| Revision 1 is issued to update paragraphs 1., PLANNING INFORMATION, 2., MATERIAL INFORMATION, and 3., ACCOMPLISHMENT INSTRUCTIONS. |
| The original was issued December 23, 2015. Revision bars in the left margin identify changes. |
| 1. | PLANNING INFORMATION |
| A. | Effectivity |
| * * * FOR GEnx-1B64, -1B64/P1, -1B64/P2, -1B67, -1B67/P1, -1B67/P2, -1B70, -1B70/75/P1, -1B70/75/P2, -1B70/P1, -1B70/P2, -1B70C/P1, -1B70C/P2, -1B74/75/P1, -1B74/75/P2 |
| This Service Bulletin has been introduced in production to these GEnx-1B engines: |
| • |
|
| These serial numbers are the best available data. |
| The parts listed in Table 1 below are affected by this Service Bulletin: |
|
| *Affected sub-parts of propulsor module assembly P/N 2447M20G03. Attaching hardware is not listed. |
|
| B. | Description |
| This Service Bulletin provides instructions to eliminate the oil supply temperature sensor and CC temperature sensor. |
| Revision 1 of this Service Bulletin allows the field configurations to intermix the fan stator module/propulsor module assemblies by applying a customized list of hardware depending of customer necessities. Refer to paragraph 1.K., Interchangeability to verify intermix options. |
| This Service Bulletin also introduces new: |
|
|
| C. | Compliance |
| Category 7 |
| GE recommends that you do this Service Bulletin at customer's convenience. |
| NOTE: |
|
| D. | Concurrent Requirements |
| Install the electronic engine control (EEC) software version B185 or later before you do this Bulletin. |
| NOTE: |
|
| E. | Reason |
| (1) | Objective: |
| To introduce new parts from production and the rework procedure for field parts, reduce weight, and improve reliability. |
| (2) | Condition: |
| The oil supply temperature sensor and CC temperature sensor are not longer used. By keeping these sensors and associated harness branches adds extra unnecessary weight. |
| In addition, the current associated W06 and W10 harnesses that experience lack of thread engagement between connectors and harness backshells allowing the backshell to rotate and come loose. |
| (3) | Cause: |
| The oil supply temperature sensor and CC temperature sensor were disabled since they are no longer used for EEC software version B140 or later. |
| The current W06 and W10 harness construction relies on safety wire to retain the connector to the harness backshell. |
| (4) | Improvement: |
| The design change removes unnecessary hardware that at this point have been on the engine without purpose since the EEC software B140 was implemented. The new hardware design reduces weight per engine and simplifies the system due to the redesigned parts. |
| The new W06 and W10 harnesses uses stainless steel backshell with a tack weld to prevent the threaded backshell from rotating relative to the connector, eliminating the need to maintain tension in safety wire and making sure that the backshell is fully retained. |
| (5) | Substantiation: |
| Substantiation is by comparative analysis. |
| F. | Approval |
| The data contained in this Service Bulletin has been reviewed by the appropriate governmental authority and the repair(s) and modification(s) herein comply with the applicable Aviation Regulations and are APPROVED for installation in the model(s) listed in this Service Bulletin. |
| G. | Manpower |
| After you get access to the core module, you will need approximately 2 man-hours for each engine or component. |
| H. | Weight and Balance |
| The complete compliance with this Service Bulletin decreases weight by 5.7 lb (2.6 kg). |
| I. | References (Use the latest version of these documents) |
| GEnx-1B, Boeing 787 Aircraft Maintenance Manual (AMM) |
| GEK 9250, Commercial Engine Standard Practices Manual (SPM) |
| GEK 112851, GEnx-1B Engine Manual (EM) |
| GEK 112864, GEnx-1B Engine Illustrated Parts Catalog (EIPC) |
| GEK 114025, GEnx-1B Component Maintenance Manual (CMM), 73-21-63 |
| Deleted |
| GEnx-1B S/B 73-0044, ENGINE FUEL AND CONTROL - Electronic Engine Control (73-21-20) - Release of EEC Software Version B185 |
| GEnx-1B S/B 72-0156, ENGINE - General (72-00-00) - GEnx-1B Pre-PIP2 Fan Module Upgrade to GEnx-1B/P2 |
| NOTE: |
|
| J. | Publications Affected |
| GEnx-1B, Boeing 787 Aircraft Maintenance Manual (AMM) |
| GEK 112851, GEnx-1B Engine Manual (EM) |
| GEK 112864, GEnx-1B Engine Illustrated Parts Catalog (EIPC) |
| GEK 114025, GEnx-1B Component Maintenance Manual (CMM), 73-21-63 |
| K. | Interchangeability |
| For production and field configuration: |
| The EEC software version B185 or later is required and must be installed before the accomplishment of this Service Bulletin. |
| The W10 harness is two way interchangeable, there is no need for changing any additional hardware for replacing the W10 harness. |
| Introduce the proposed and superseded hardware can be done in complete engine sets or mixing the proposed and superseded hardware on the same engine. Detailed instructions to let the GEnx-1B entry into service (EIS) GEnx-1B/P1, and GEnx-1B/P2 fleet intermix any fan stator module/propulsor module assemblies combination with or without the oil supply temperature sensor installed. The different tables make hardware selection easy according with your engine module. |
| The old, new, and rework columns let you know the options of the hardware you can use according with the set you want to install, either 1 or 2 from first column. As in example in the Table 2, the configuration is described for engines GEnx-1B/P2 with oil supply temperature sensor installed. The tube hose P/N 2422M72G01 needs to be superseded configuration and keep the oil supply temperature sensor P/N 2121M86P01 installed as well, both shown as old on the Table 2. The rework or new tube hose P/N 2422M72G01 is not necessary or you will be implementing the same changes as production and not taking advantage of an intermix, thus new and rework are marked as dotted lines on the tab or not applicable. |
| The oil supply temperature sensor needs to be capped with the sensor cap P/N EN2997KE3N10 or plug with the connector from superseded W06 harness. The oil supply temperature sensor with port exposed is not allowed. |
| For the rest of the Table you need to keep using same set either 1 or 2 from first column. By doing this you make sure all hardware will fit and will comply with configuration chart. |
|
| NOTE: |
|
|
|
| NOTE: |
|
| NOTE: |
|
| L. | Software Accomplishment Summary |
| Not applicable. |
| 2. | MATERIAL INFORMATION |
| A. | Material - Price and Availability |
| (1) | Parts necessary to do this Service Bulletin: |
|
|
|
|
| *Part not supplied by GE Engine Services Distribution L.L.C. To procure parts, contact the following: |
|
| **Part not supplied by GE Engine Services Distribution L.L.C. To procure parts, contact the following: |
|
| NP = Not Provisioned |
| ***Part not supplied by GE Engine Services Distribution L.L.C. Procure through local purchase. |
| NOTE: |
|
| (2) | Other Spare Parts: |
|
| NOTE: |
|
| (3) | Consumables: |
|
| B. | Industry Support Information |
| None. |
| C. | Configuration Chart |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Operation Codes AD=Add DE=Delete QTC=Quantity Change RE=Replace RM=Remains RW=Rework |
| Change Codes 5=Qualified interchangeability. Refer to paragraph 1.K., Interchangeability. |
| Support Codes B=Old parts will be supplied until all old parts are sold. E=Old parts will be supplied, and can be used at other engine locations. |
| D. | Parts Disposition |
| Removed parts that are serviceable can be used on engines that have not complied with this Service Bulletin. |
| Removed hardware could be shipped to the following direction: |
| GE Aviation Materials 1920 E. 19th St. Winfield, KS 67156 U.S.A. Reference: GEnx-1B S/B 72-0290 ATTN: Sabrina Lewis Phone: +1 620-262-4432 |
| E. | Tooling - Price and Availability |
|
| 3. | ACCOMPLISHMENT INSTRUCTIONS |
| A. | General |
| (1) | Before you comply with this Service Bulletin, find the configuration and hardware necessary. Refer to paragraph 1.K., Interchangeability. |
| B. | In-Shop |
| (1) | Removal: |
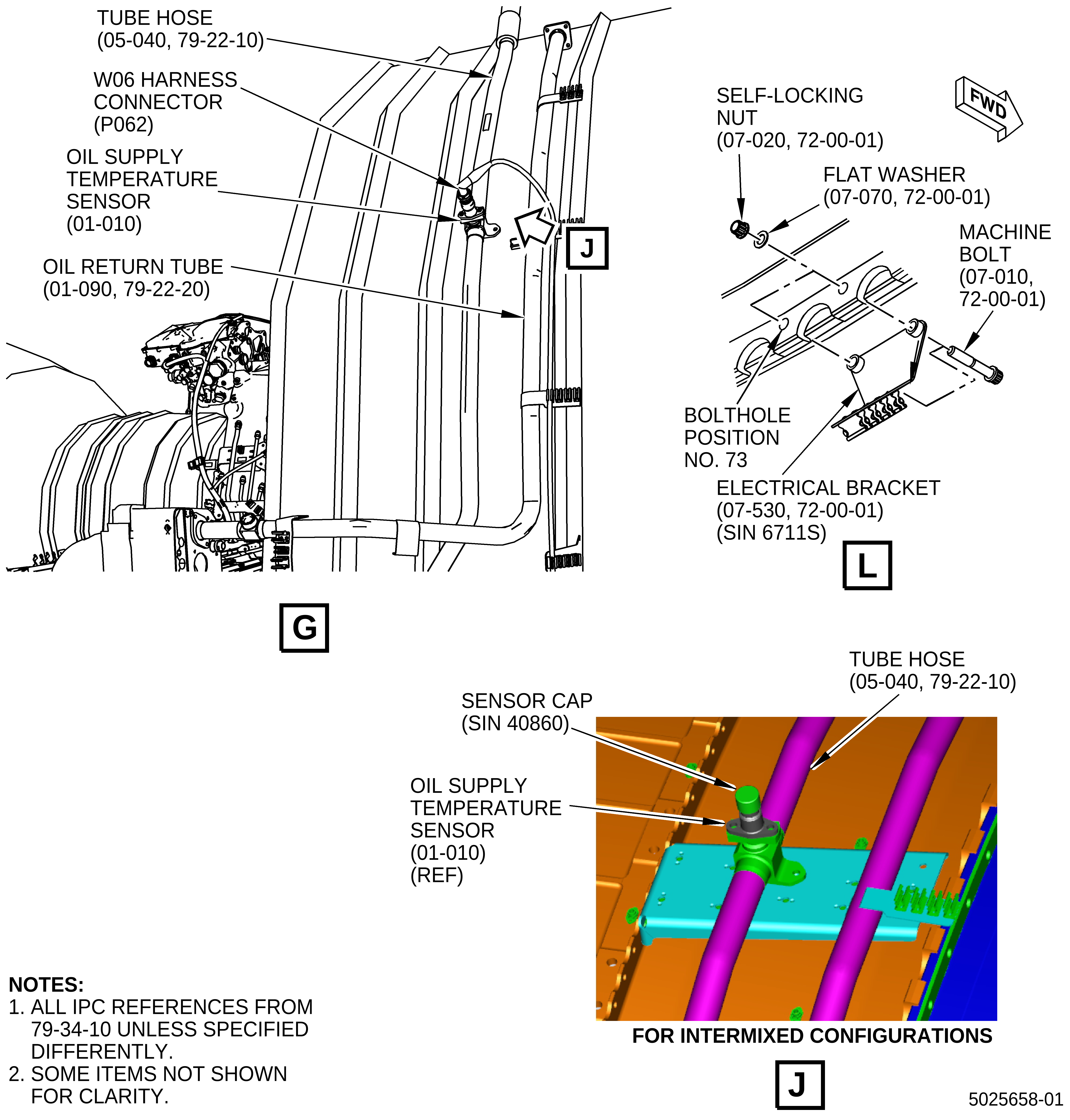
| (a) | Remove and discard the oil supply temperature sensor (01-010, 79-34-10, Figure 1, Sheet 7) (SIN 40800). Refer to the GEnx-1B EM, 72-00-01, DISASSEMBLY 001, Subtask 72-00-01-040-076. |
| NOTE: |
|
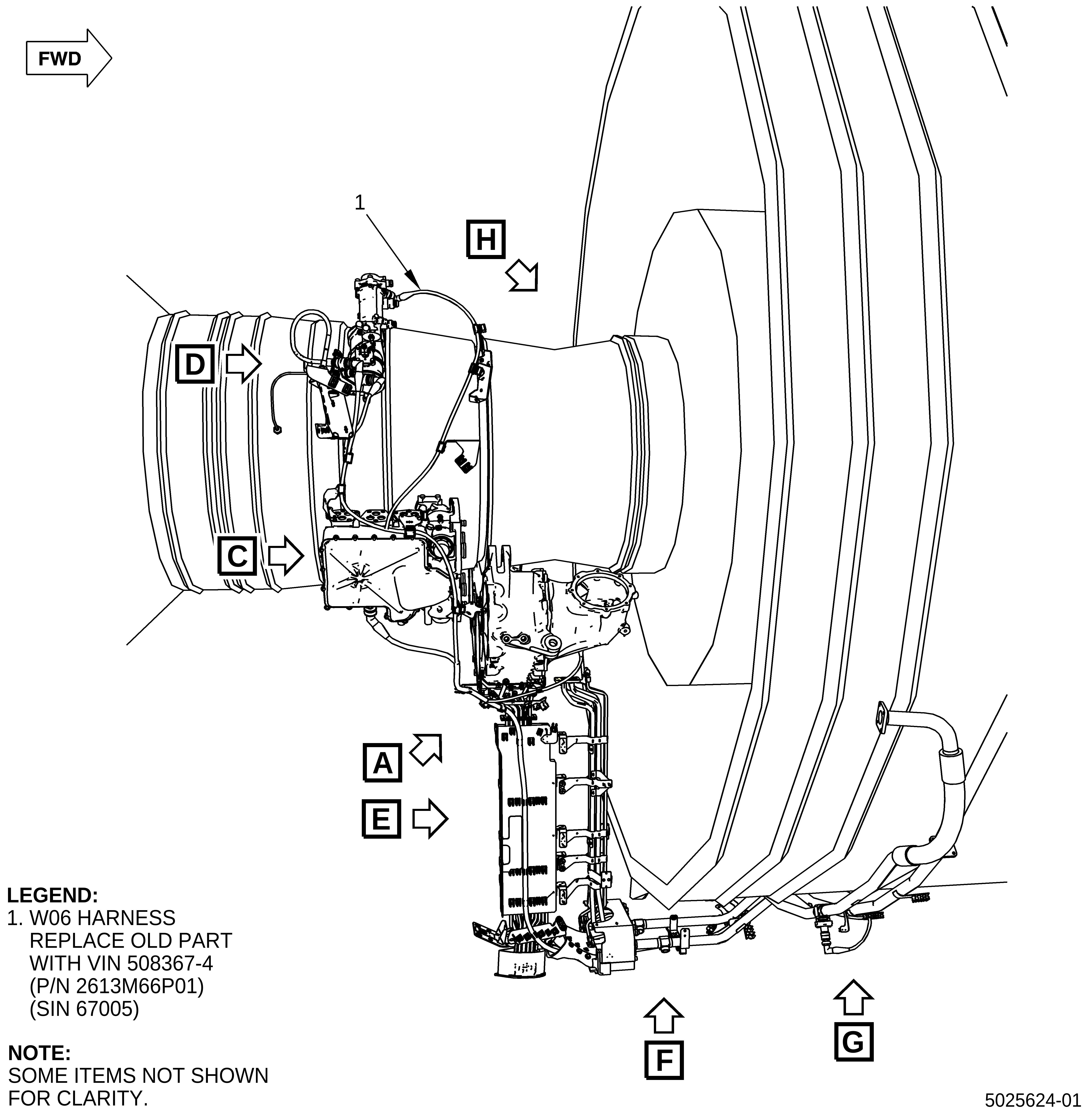
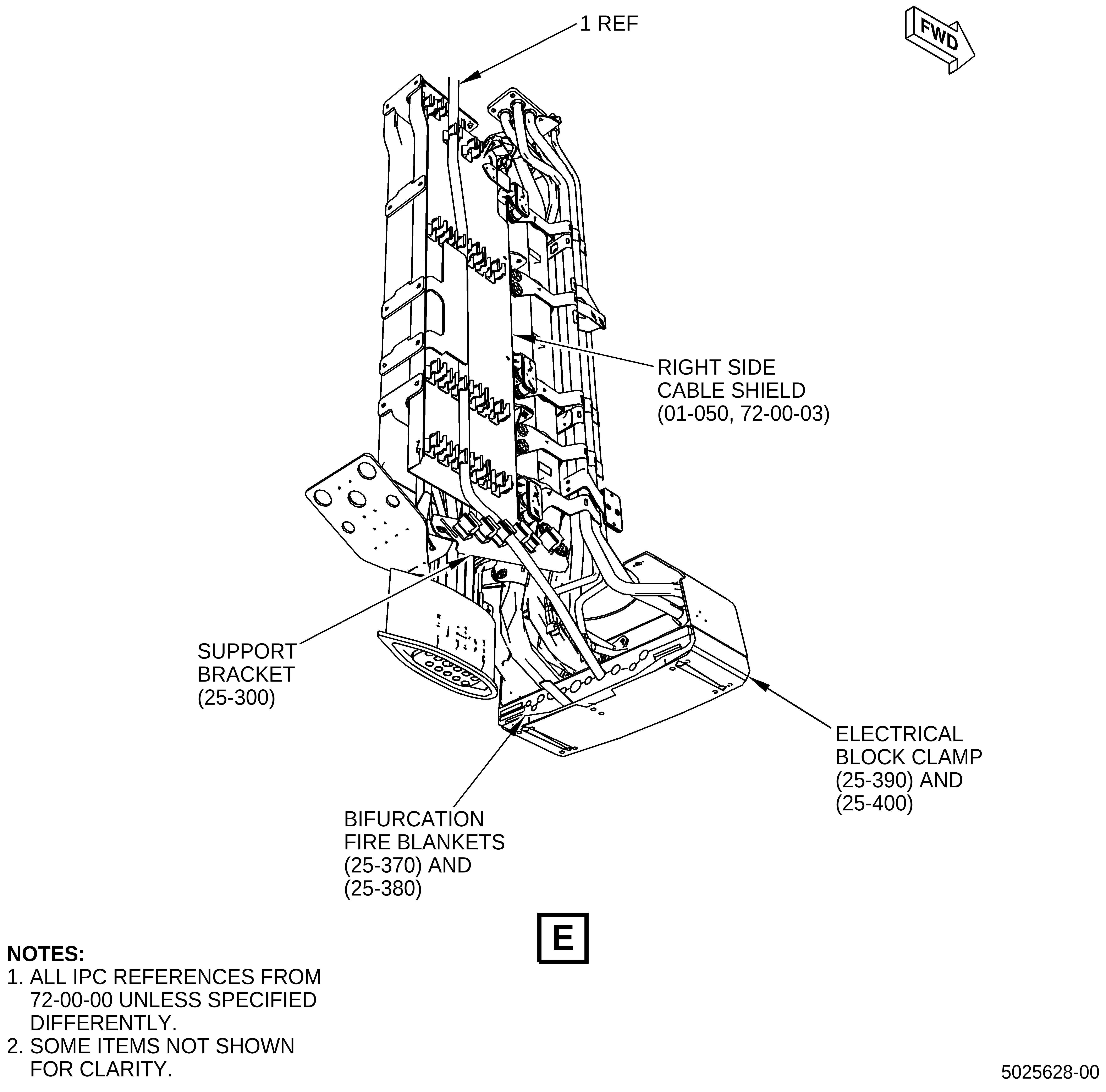
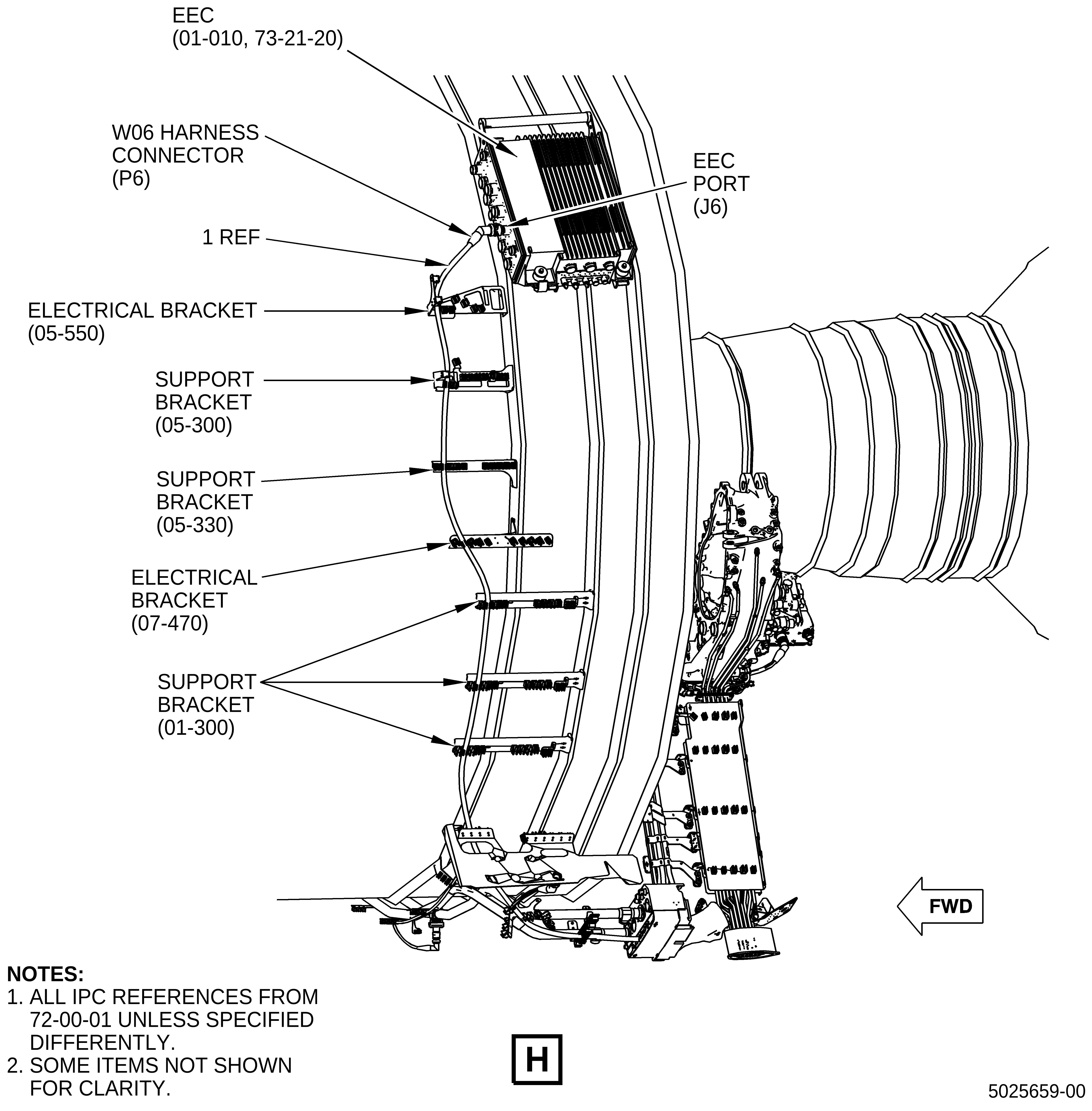
| (b) | Remove the W06 harness (1, Figure 1, Sheet 1) (SIN 67005). Refer to the GEnx-1B EM, 72-00-00, DISASSEMBLY 001, Subtask 72-00-00-030-228. If you replace the W06 harness, refer to paragraph 2.D., Parts Disposition. |
| (c) | Remove the electrical bracket (07-530, 72-00-01, Figure 1, Sheet 6) (SIN 6711S). Refer to the GEnx-1B EM, 72-21-00, DISASSEMBLY 001, Subtask 72-21-00-040-061. If you replace the electrical bracket (07-530), refer to paragraph 2.D., Parts Disposition. |
| NOTE: |
|
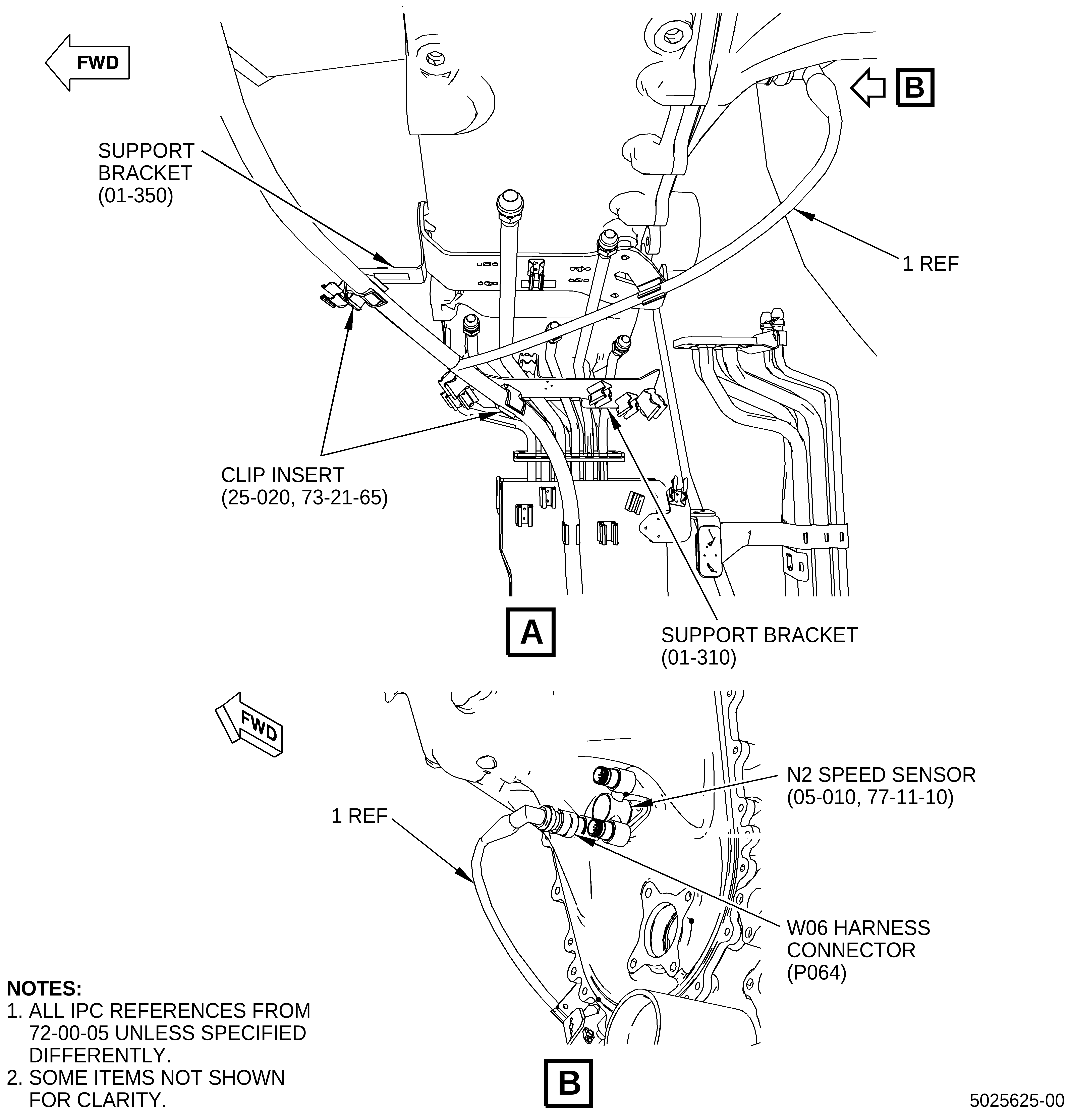
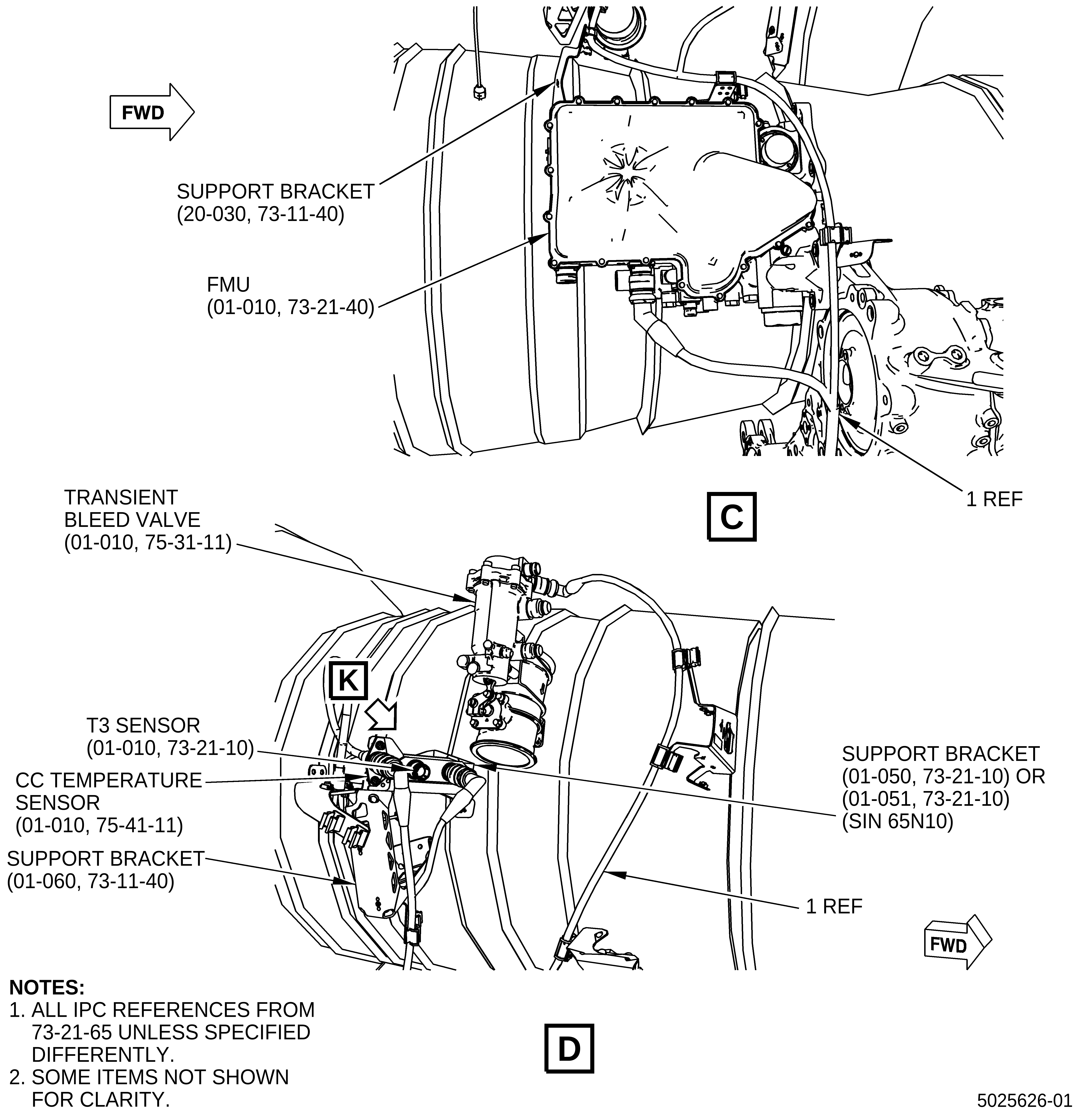
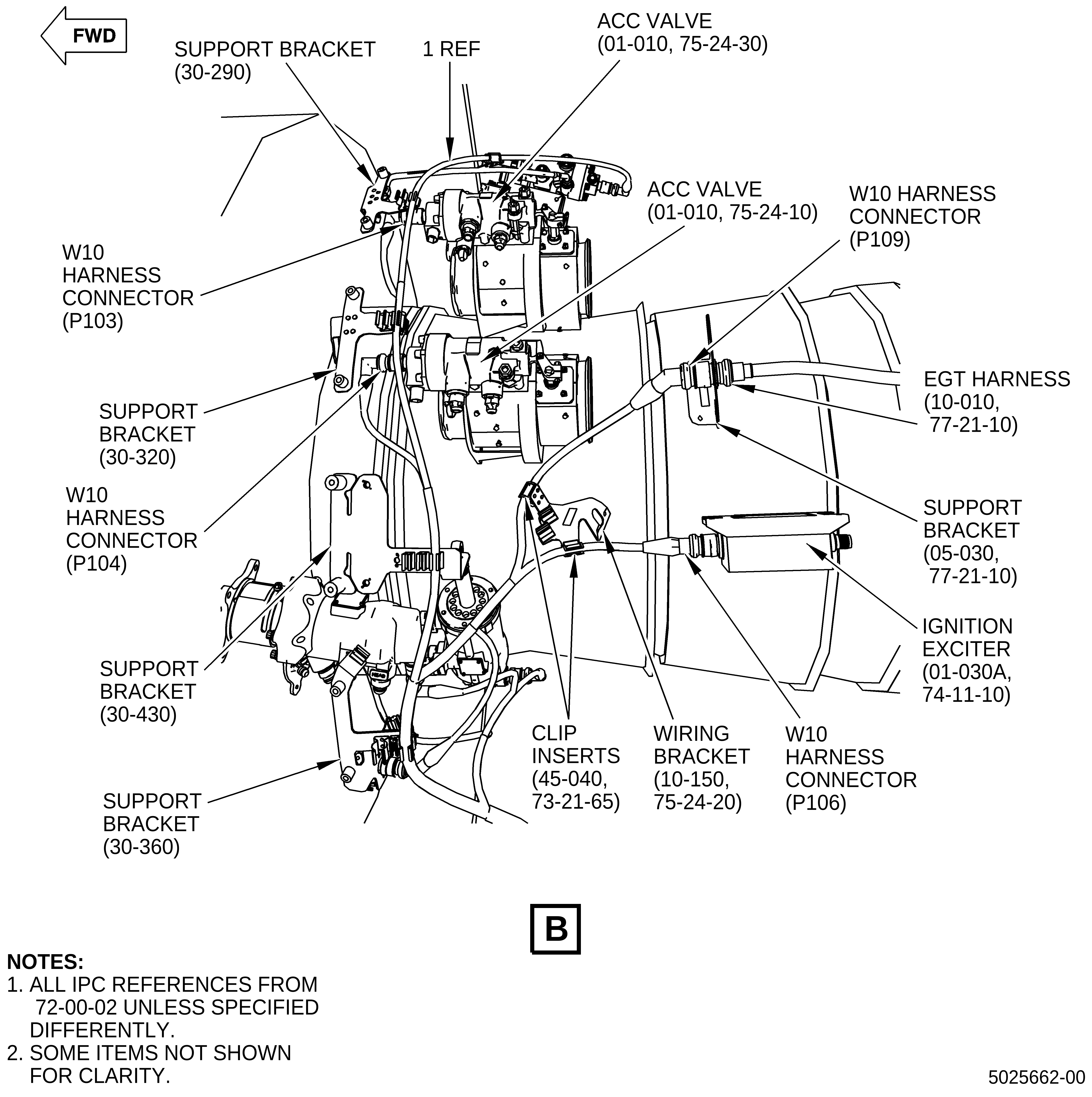
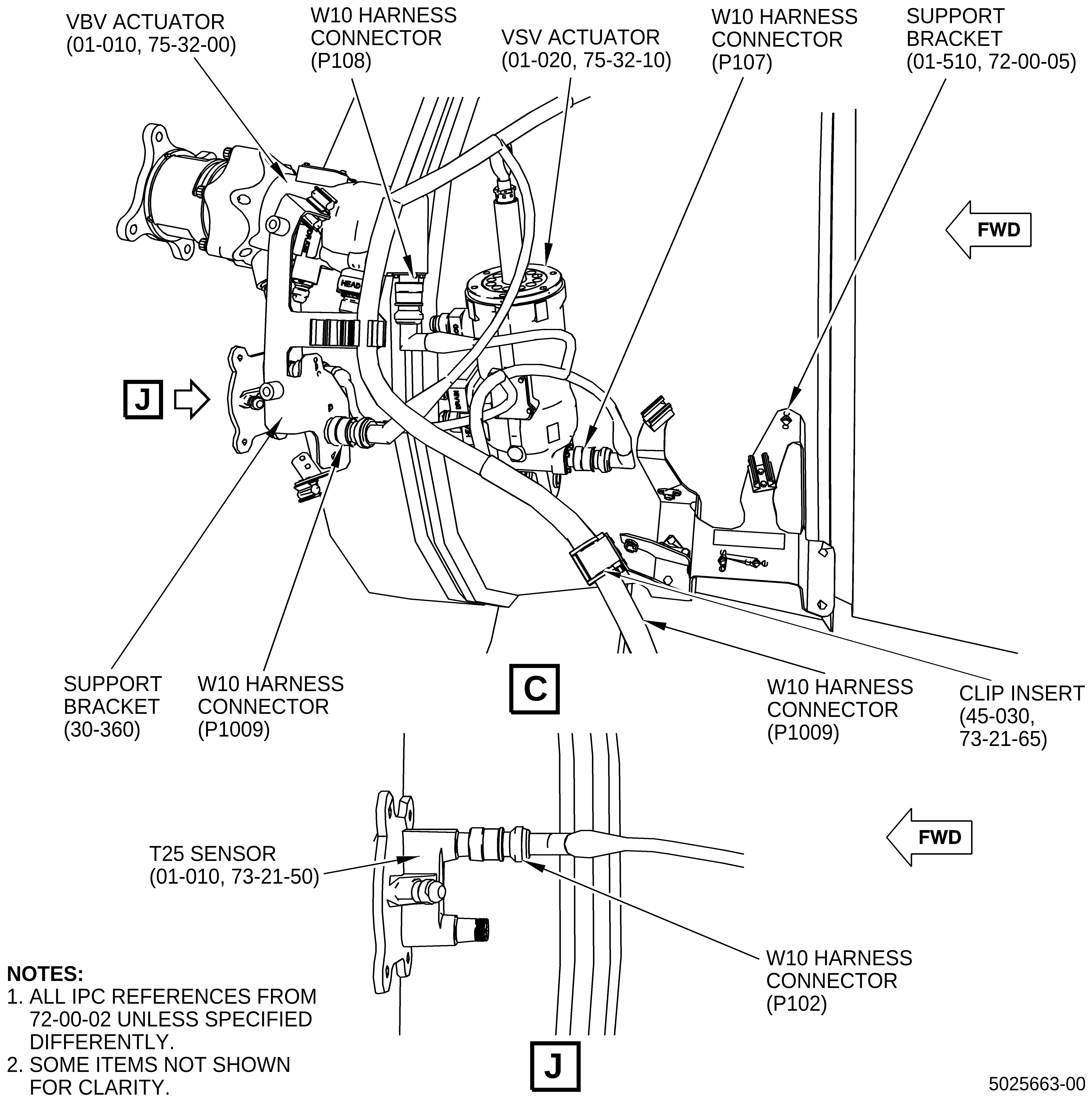
| (d) | Remove the T3 sensor (01-010, 73-21-10, Figure 1, Sheet 3) (SIN 65N00). Refer to the GEnx-1B EM, 72-00-02, DISASSEMBLY 003, Subtask 72-00-02-030-742. |
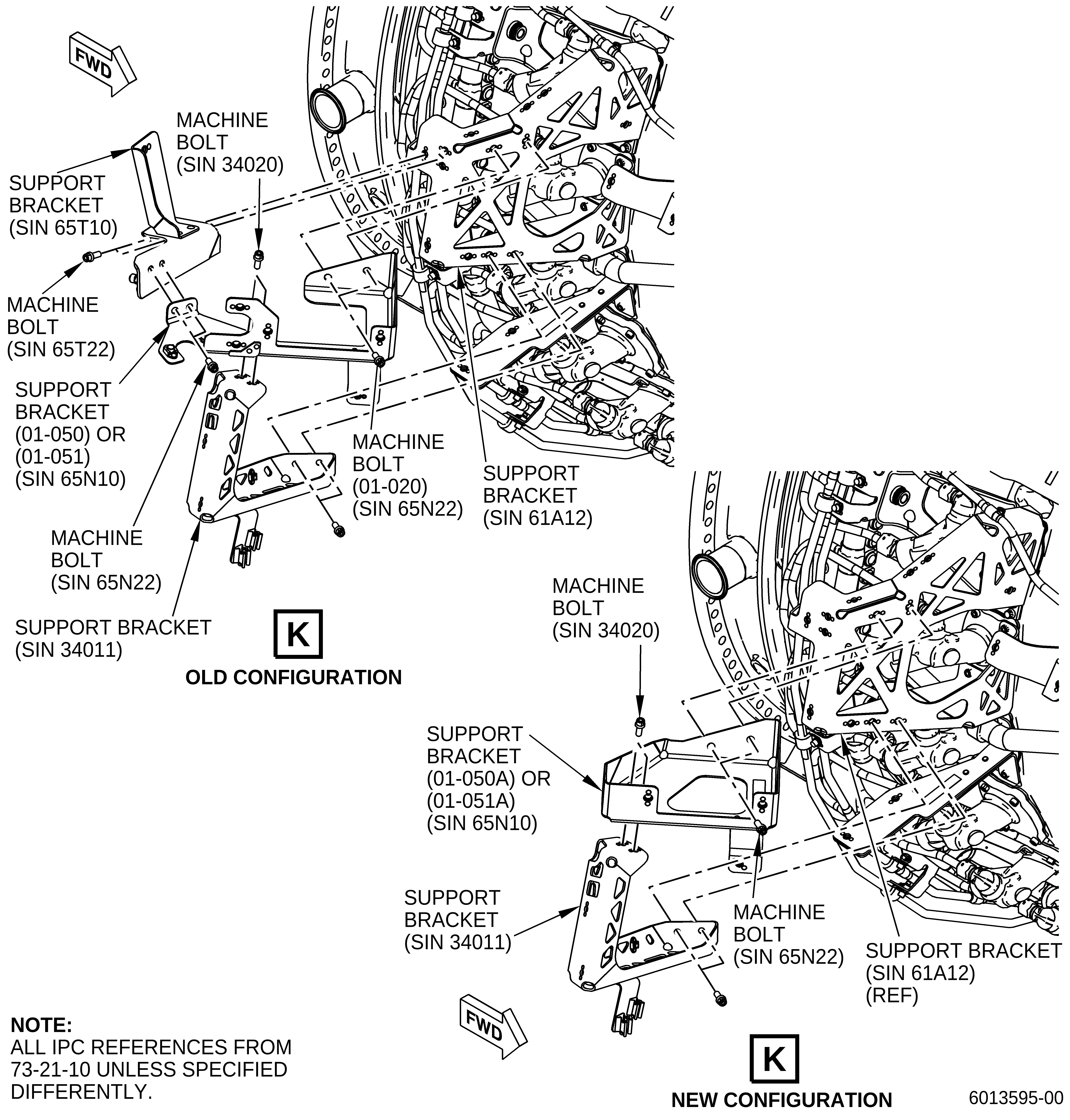
| (e) | Remove the support bracket (01-050 or 01-051, 73-21-10, Figure 1, Sheet 9) (SIN 65N10). If you replace the support bracket (01-050 or 01-051) (SIN 65N10), refer to paragraph 2.D., Parts Disposition and do as follows: |
| 1 | Remove the two machine bolts (SIN 65N22) that attach the support bracket (01-050 or 01-051, 73-21-10) (SIN 65N10) to the support bracket (01-110, 73-11-30, Figure 1, Sheet 9) (SIN 61A12). |
| 2 | Remove the machine bolts (SIN 34020) that attach the support bracket (01-050 or 01-051, 73-21-10) (SIN 65N10) to the support bracket (SIN 34011). |
| 3 | Remove the support bracket (01-050 or 01-051, 73-21-10) (SIN 65N10). |
| NOTE: |
|
| NOTE: |
|
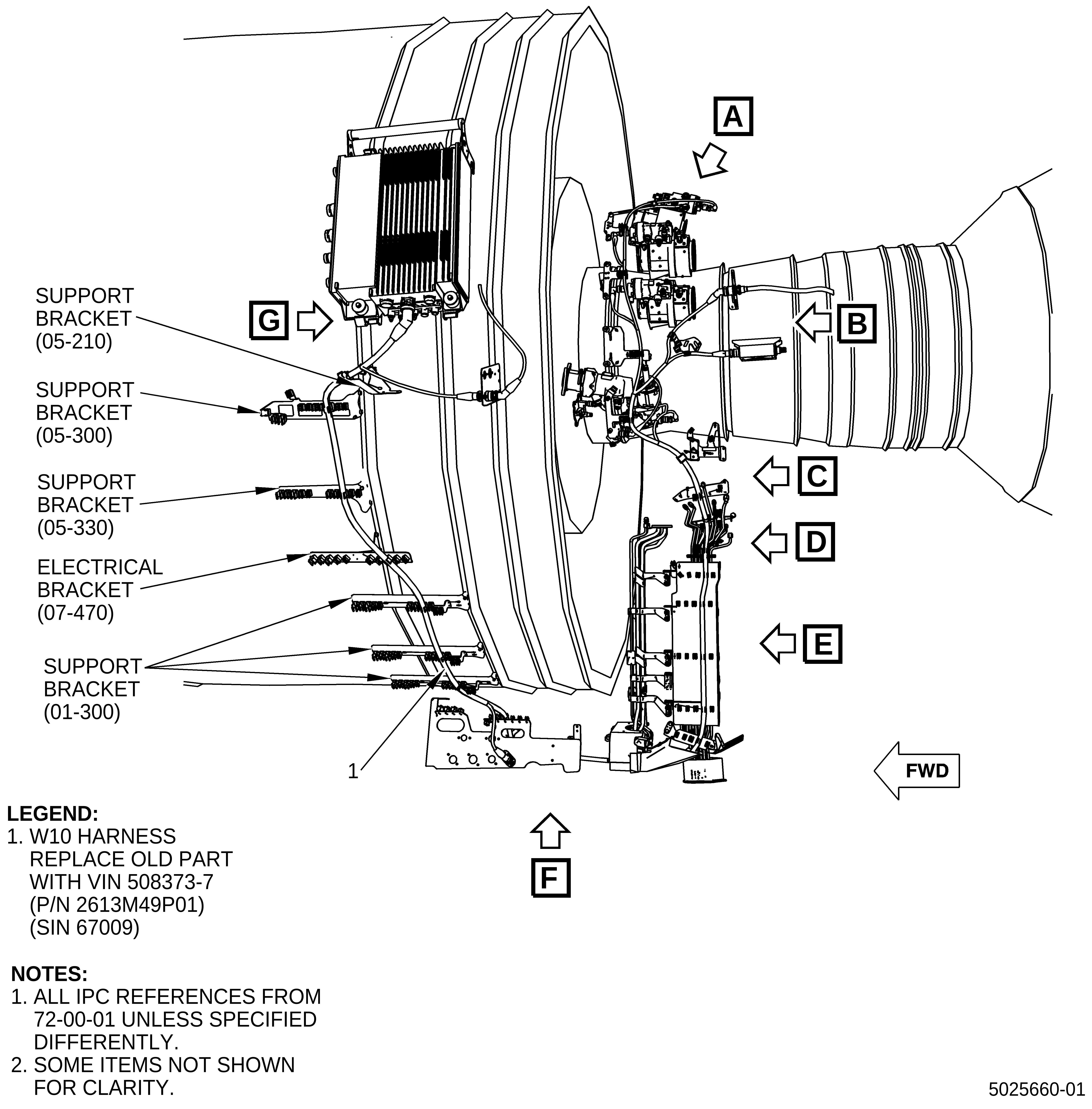
| (f) | Remove the W10 harness (1, Figure 2, Sheet 1) (SIN 67009). Refer to the GEnx-1B EM, 72-00-00, DISASSEMBLY 001, Subtask 72-00-00-030-231. If you replace the W10 harness (1) (SIN 67009), refer to paragraph 2.D., Parts Disposition. |
| (g) | Remove and discard the CC temperature sensor (01-010, 75-41-11, Figure 1, Sheet 3) (SIN 65T00). Refer to GEnx-1B EM, 72-00-02, DISASSEMBLY 003, Subtask 72-00-02-030-743. |
| (h) | Remove the support bracket (01-070, 73-11-40) (SIN 65T10). If you replace the support bracket (01-070) (SIN 65T10), refer to paragraph 2.D., Parts Disposition and do as follows: |
| 1 | Remove the two machine bolts (SIN 65T22) that attach the support bracket (01-070, 73-11-40) (SIN 65T10) to the support bracket (01-110, 73-11-30, Figure 1, Sheet 9) (SIN 61A12). |
| 2 | Remove the two machine bolts (SIN 65N22) that attach the support bracket (01-070, 73-11-40) (SIN 65T10) to the support bracket (01-050 or 01-051, 73-21-10) (SIN 65N10). |
| NOTE: |
|
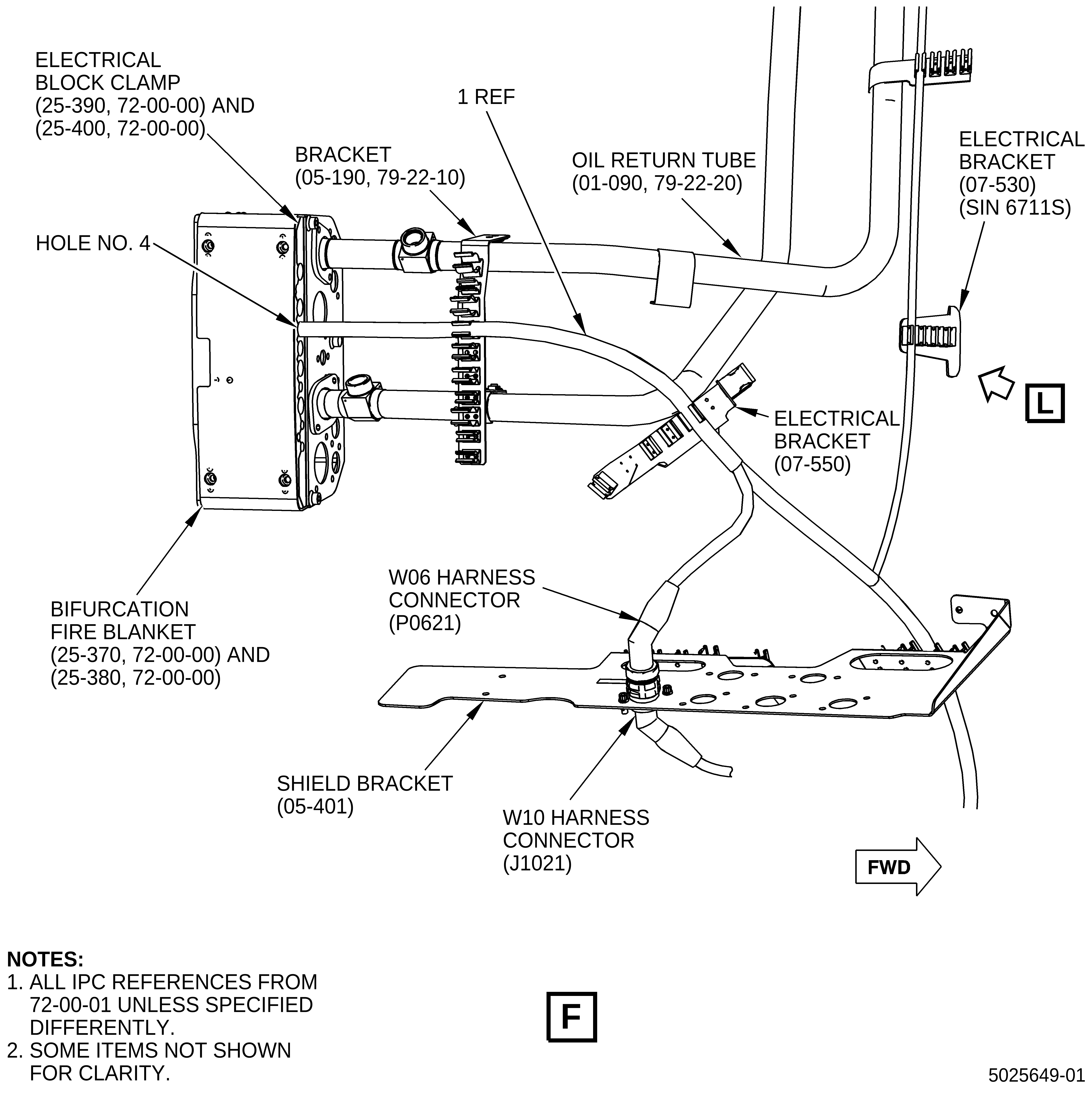
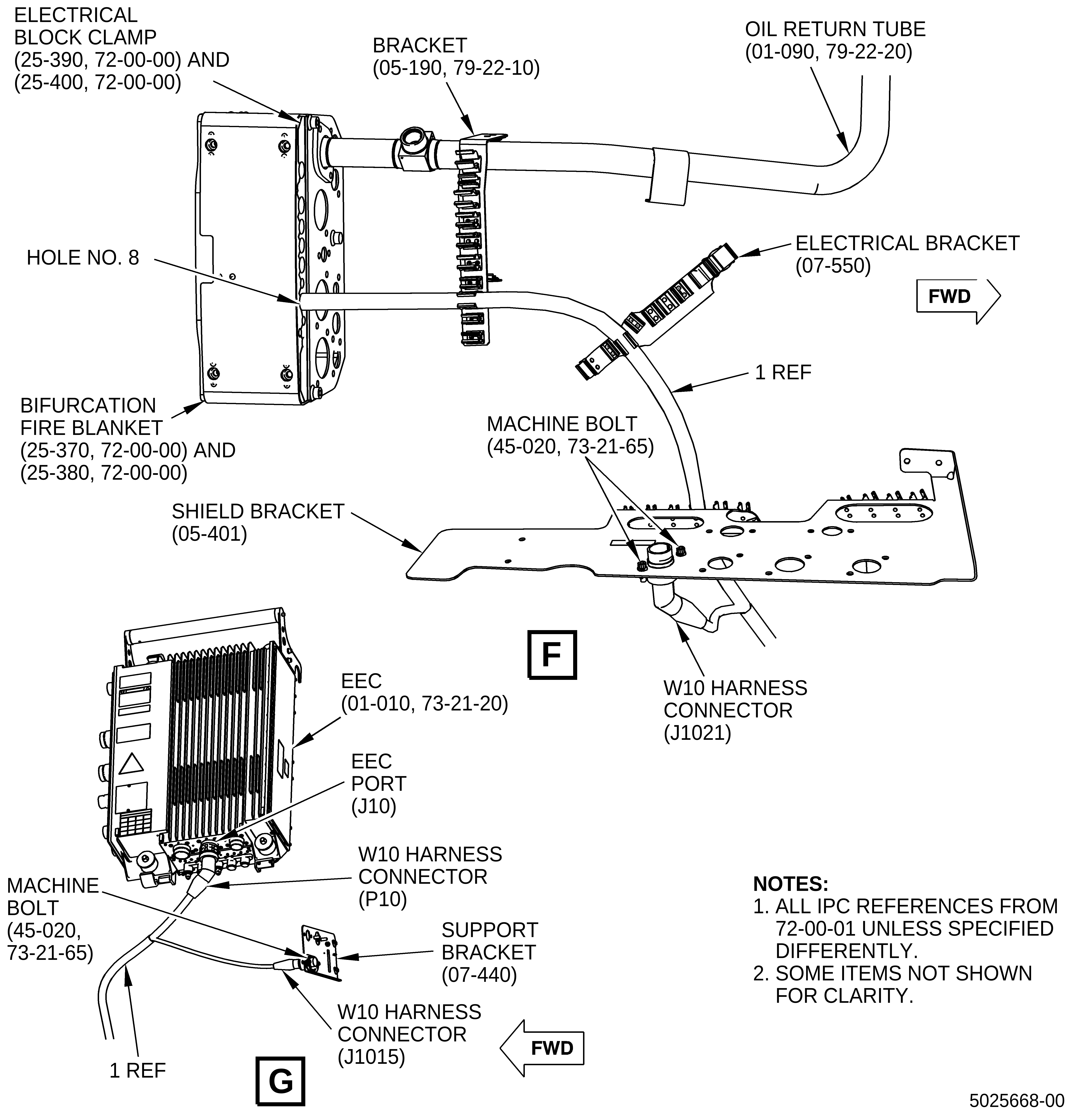
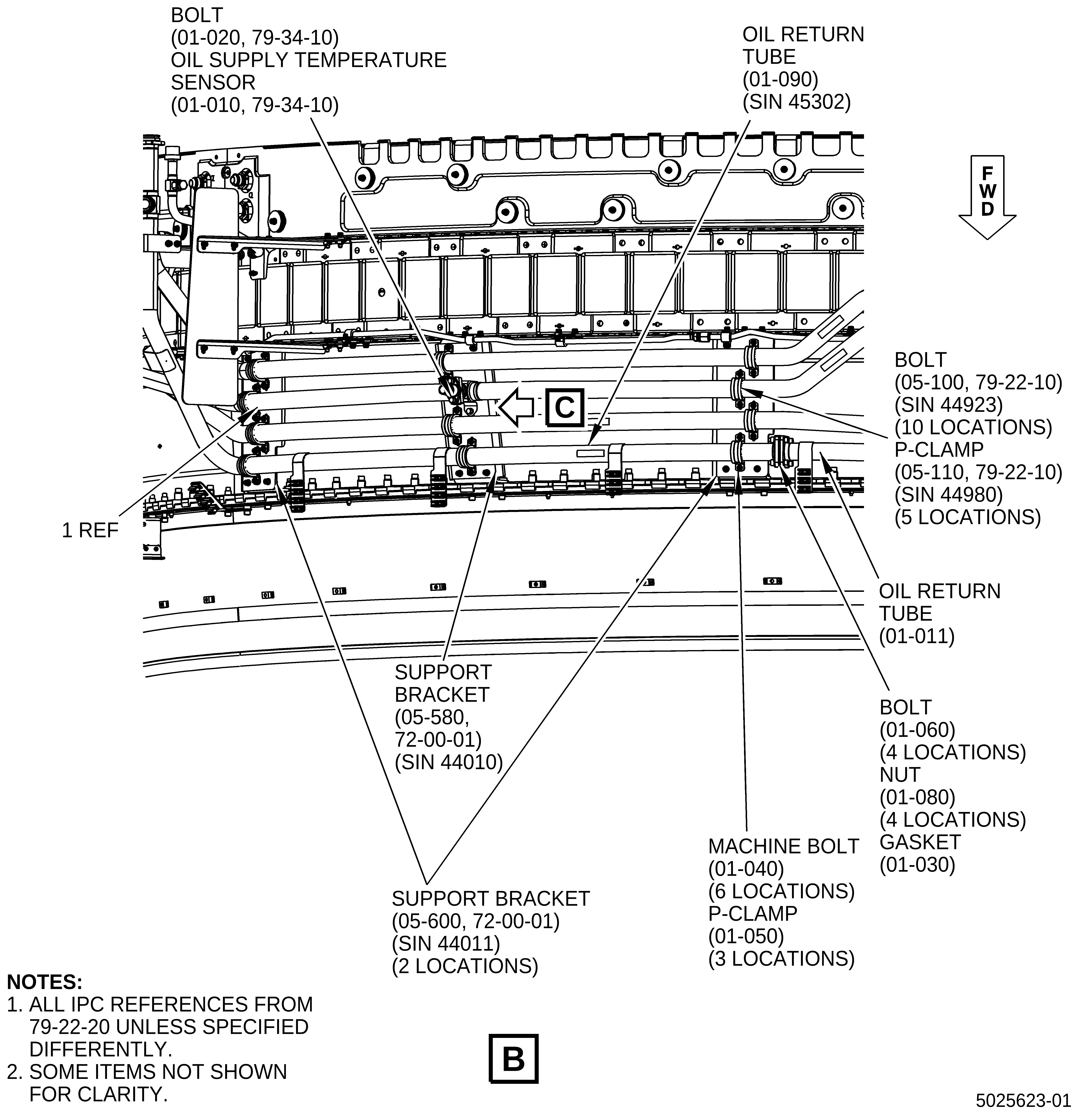
| (i) | Remove the oil return tube (01-090, 79-22-20, Figure 3) (SIN 45302). Refer to the GEnx-1B EM, 72-00-01, DISASSEMBLY 001, Subtask 72-00-01-040-054. If you replace the oil return tube (01-090) (SIN 45302), refer to paragraph 2.D., Parts Disposition. |
| NOTE: |
|
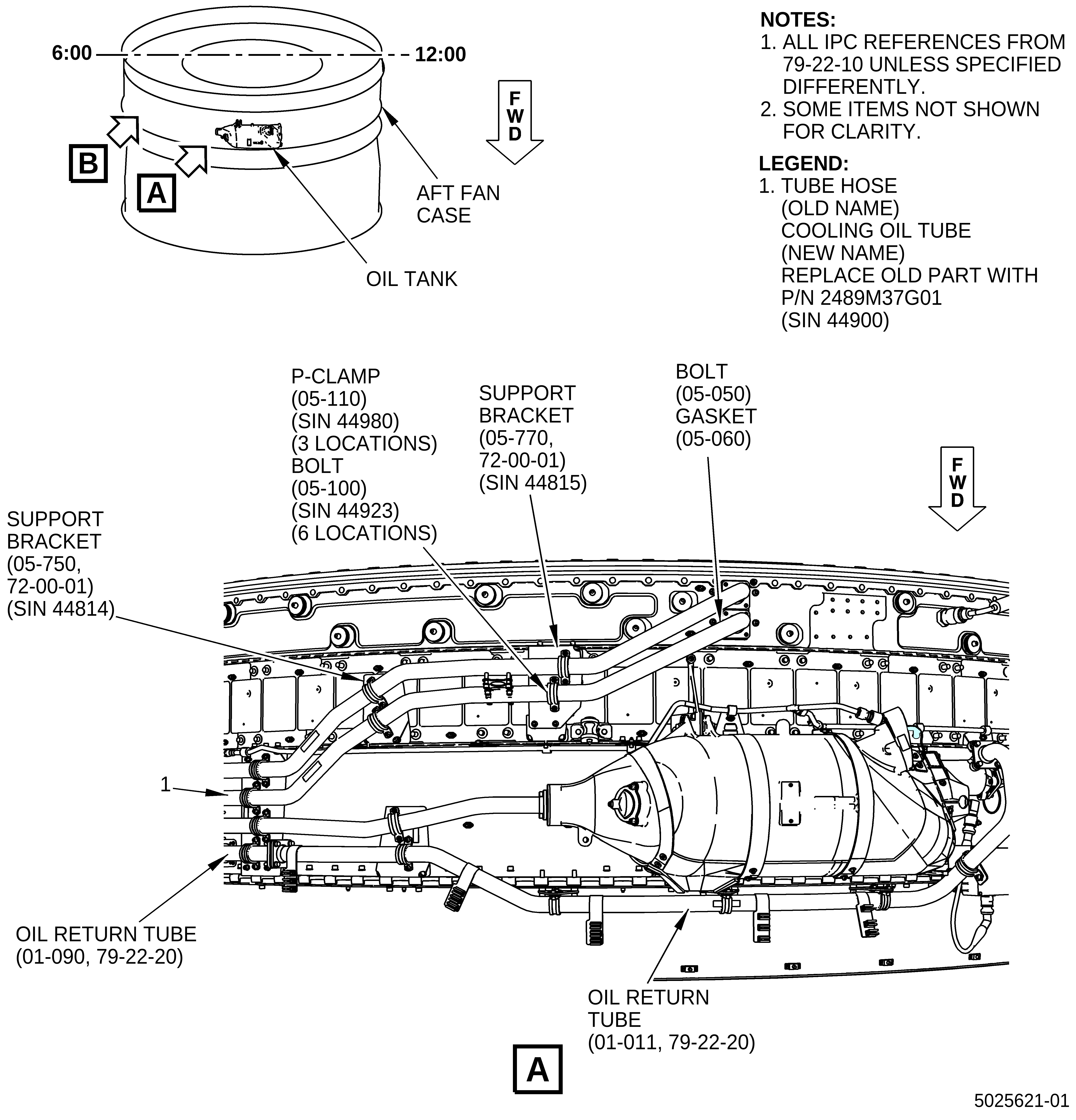
| (j) | Remove the tube hose (1, Figure 3) (SIN 44900). Refer to the GEnx-1B EM, 72-00-01, DISASSEMBLY 001, Subtask 72-00-01-040-054. If you replace the tube hose (1) (SIN 44900), refer to paragraph 2.D., Parts Disposition. |
| NOTE: |
|
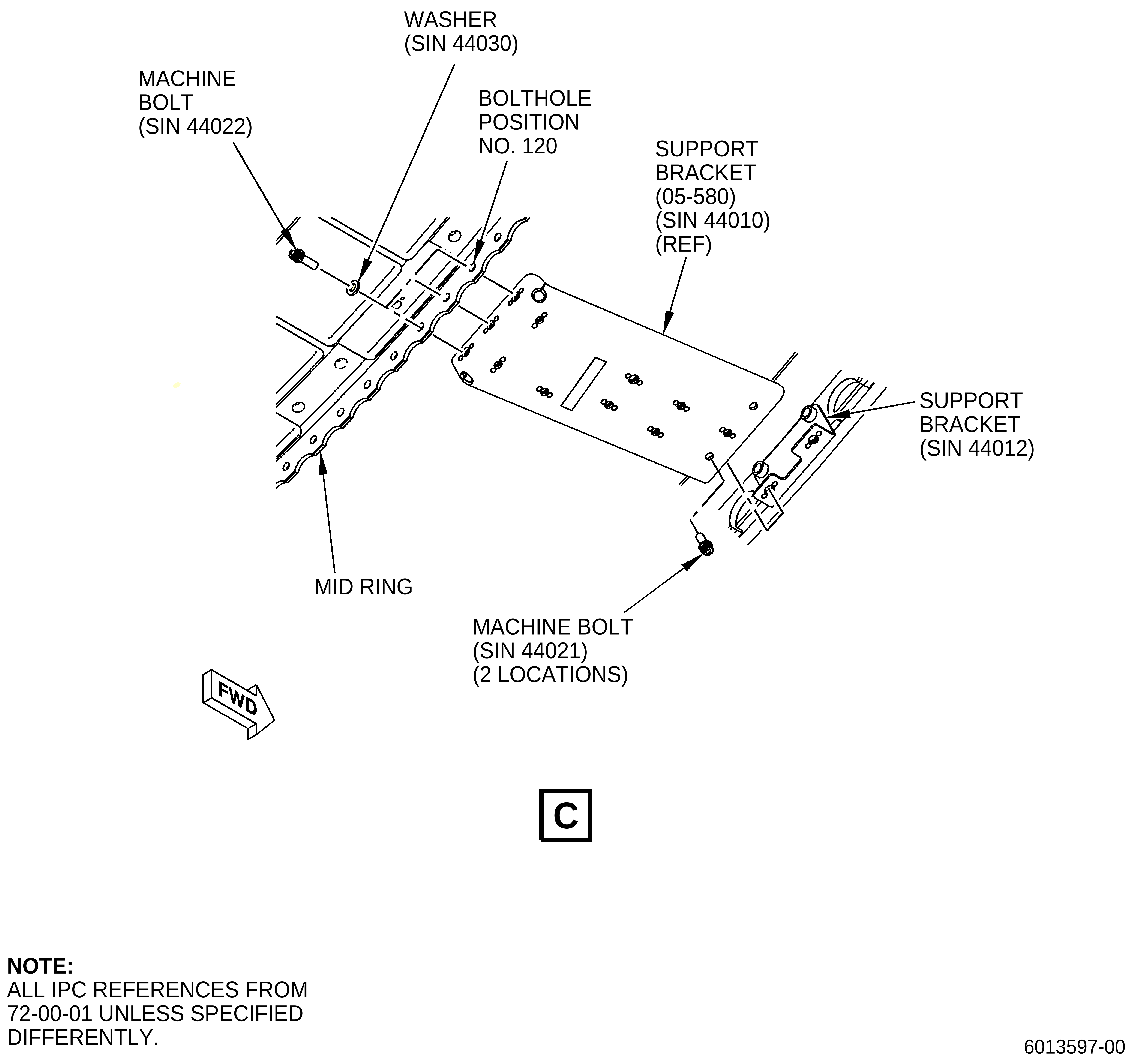
| (k) | Remove the support bracket (05-580, 72-00-01, Figure 3) (SIN 44010). If you replace the support bracket (05-580) (SIN 44010), refer to paragraph 2.D., Parts Disposition and do as follows: |
| 1 | Remove the two machine bolts (05-660B, 72-00-01) (SIN 44021) that attach the support bracket (05-580, 72-00-01) (SIN 44010) to the support bracket (SIN 44012). |
| 2 | Remove the three machine bolts (SIN 44022) and flat washers (SIN 44030) that attach the support bracket (05-580, 72-00-01) (SIN 44010) to the fan case. |
| 3 | Remove the support bracket (05-580, 72-00-01) (SIN 44010). |
| NOTE: |
|
| (l) | Remove the support bracket (Figure 1, Sheet 9) (SIN 61A12). Refer to the GEnx-1B EM, 72-41-00, DISASSEMBLY 001, CONFIG 01, Subtask 72-41-00-040-024 or CONFIG 02, Subtask 72-41-00-040-044. If you replace the support bracket (1) (SIN 61A12), refer to paragraph 2.D., Parts Disposition. |
| NOTE: |
|
| (2) | Installation: |
| (a) | Install the new or reworked support bracket (01-110, 73-11-30) (SIN 61A12) or (1, Figure 9). Refer to the GEnx-1B EM, 72-40-00, ASSEMBLY 001, CONFIG 01, Subtask 72-40-00-440-085 or CONFIG 02, Subtask 72-40-00-440-180. |
| NOTE: |
|
| (b) | Install the new or reworked support bracket (05-580, 72-00-01) (SIN 44010) or (1, Figure 10). Refer to the GEnx-1B EM, 72-21-00, ASSEMBLY 002, CONFIG 01, Subtask 72-21-00-440-691 or CONFIG 02, Subtask 72-21-00-440-874. |
| NOTE: |
|
| (c) | Install the new cooling oil tube (1, Figure 3) (SIN 44900). Refer to the GEnx-1B EM, 72-00-01, ASSEMBLY 001, Subtask 72-00-01-430-486. |
| NOTE: |
|
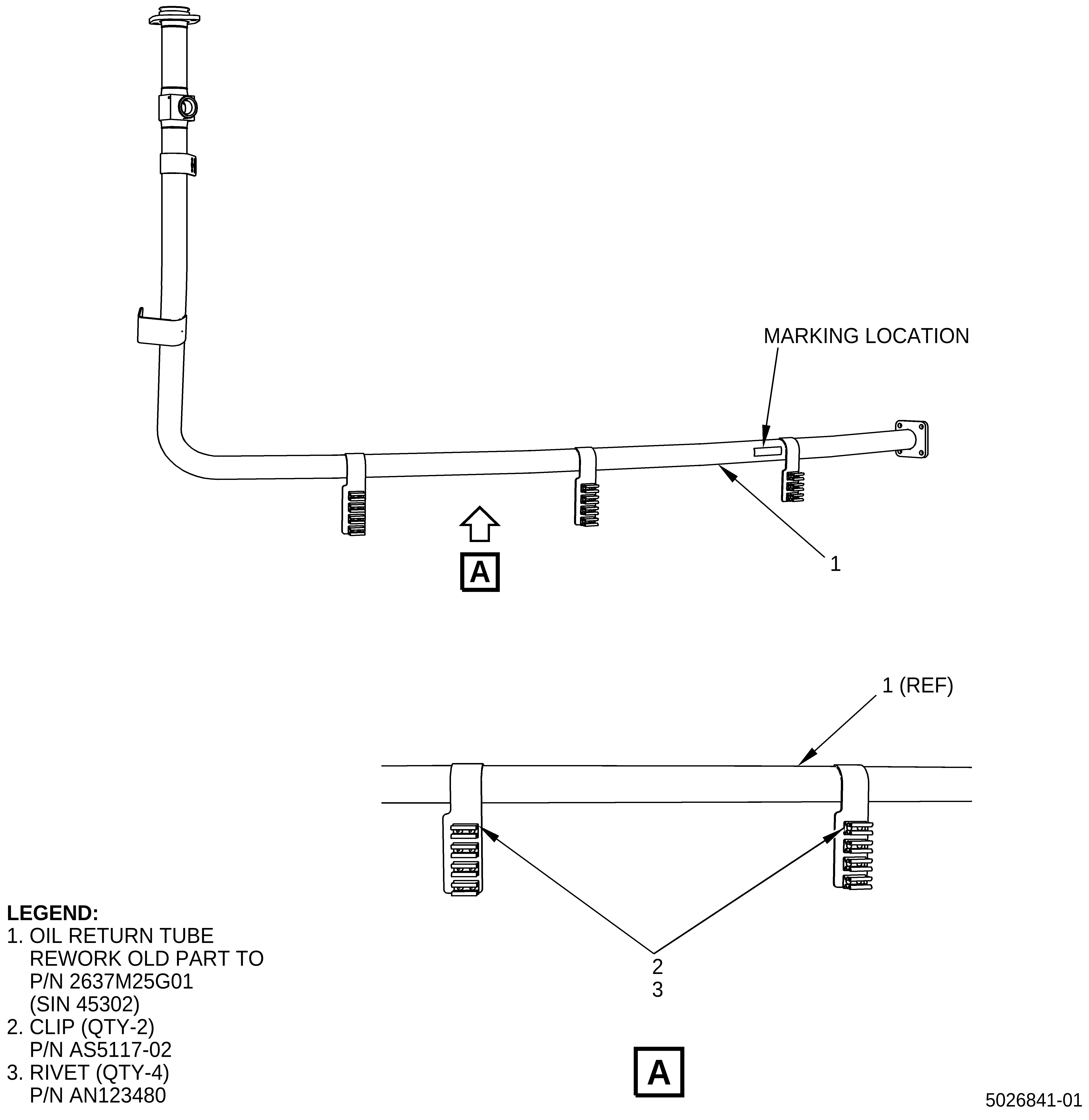
| (d) | Install the new or reworked oil return tube (01-090, 79-22-20) (SIN 45302) or (1, Figure 4). Refer to the GEnx-1B EM, 72-00-01, ASSEMBLY 001, Subtask 72-00-01-430-498, Subtask 72-00-01-430-499, Subtask 72-00-01-430-500, and Subtask 72-00-01-640-053. |
| NOTE: |
|
| (e) | For intermixed configurations, install the sensor cap (SIN 40860) over the oil supply temperature sensor (01-010, 79-34-10, Figure 1, Sheet 7) (SIN 40800) as follows: |
| NOTE: |
|
| WARNING: |
|
| 1 | Apply C02-023 engine oil to the threads of the sensor cap (SIN 40860). |
| 2 | Torque the sensor cap (SIN 40860) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| (f) | For pre-GEnx-1B S/B 72-0156 engines, install the reworked support bracket (1, Figure 5) (SIN 65N10). Refer to the GEnx-1B EM, 72-00-02, ASSEMBLY 004, CONFIG 01, Subtask 72-00-02-440-116. |
| NOTE: |
|
| (g) | For post-GEnx-1B S/B 72-0156 engines, install the reworked support bracket (1, Figure 8) or the new support bracket (01-051A, 73-21-10) (SIN 65N10). Refer to the GEnx-1B EM, 72-00-02, ASSEMBLY 004, CONFIG 02, Subtask 72-00-02-440-612. |
| NOTE: |
|
| (h) | Install the reworked support bracket (1, Figure 7) (SIN 65T10). Refer to the GEnx-1B EM, 72-00-02, ASSEMBLY 004, CONFIG 01, Subtask 72-00-02-440-116 or CONFIG 02, Subtask 72-00-02-440-612. |
| NOTE: |
|
| (i) | Install the new or reworked electrical bracket (SIN 6711S). Refer to the GEnx-1B EM, 72-21-00, ASSEMBLY 002, CONFIG 01, Subtask 72-21-00-440-693 or CONFIG 02, Subtask 72-21-00-440-876. |
| NOTE: |
|
| CAUTION: |
|
| CAUTION: |
|
| (j) | Install the new W10 harness (1, Figure 2, Sheet 1) (SIN 67009). Refer to the GEnx-1B EM, 72-00-00, ASSEMBLY 001, Subtask 72-00-00-440-011. |
| NOTE: |
|
| (k) | Install the new W06 harness (1, Figure 1, Sheet 1) (SIN 67005). Refer to the GEnx-1B EM, 72-00-00, ASSEMBLY 001, Subtask 72-00-00-440-014 and Subtask 72-00-00-440-074. |
| NOTE: |
|
| C. | On-Wing |
| (1) | Prepare for the removal as follows: |
| (a) | Do these steps to make sure that the ENGINE START switch and the FUEL CONTROL switch are not operated: |
| 1 | On the pilot's overhead panel, P5, make sure that the applicable ENGINE START switch is in the NORM position. |
| 2 | Put a DO NOT OPERATE tag on the applicable ENGINE START switch. |
| 3 | On the control stand, P10, make sure that the applicable FUEL CONTROL switch is in the CUT-OFF position. |
| 4 | Put a DO NOT OPERATE tag on the applicable FUEL CONTROL switch. |
| (b) | Make sure that the electronic engine control (EEC) maintenance (MAINT) switch is in the NORM position. Refer to the GEnx-1B, Boeing 787 AMM, G73-21-05, EEC MAINT SWITCH - SOFTWARE OPERATION, DMC-B787-A-G73-21-05-01A-110B-A. |
| WARNING: |
|
| (c) | Do these tasks in sequence to safely open the left and right thrust reversers on the applicable engine: |
| 1 | Leading edge slat retraction. Refer to the GEnx-1B, Boeing 787 AMM, 27-81-00, LEADING EDGE SLAT RETRACTION (TASK SELECTION) - OPERATION, DMC-B787-A-27-81-00-27B-110A-A. |
| 2 | Leading edge slat system deactivation. Refer to the GEnx-1B, Boeing 787 AMM, 27-81-00, LEADING EDGE SLAT SYSTEM - DEACTIVATION, DMC-B787-A-27-81-00-24A-510B-A. |
| WARNING: |
|
| 3 | Thrust reverser deactivation. Refer to the GEnx-1B, Boeing 787 AMM, G78-31-00, THRUST REVERSER (FOR GROUND MAINTENANCE) - DEACTIVATION, DMC-B787-A-G78-31-00-15H-510B-A. |
| 4 | For the applicable engine, open the left and right fan cowls. Refer to the GEnx-1B, Boeing 787 AMM, G71-11-04, FAN COWL (TASK SELECTION) - OPEN FOR ACCESS, DMC-B787-A-G71-11-04-00B-540A-A and do as follows: |
| • |
|
| • |
|
| • |
|
| • |
|
| 5 | For the applicable engine, open the left and right thrust reversers. Refer to the GEnx-1B, Boeing 787 AMM, G78-31-00, THRUST REVERSER (TASK SELECTION) - OPEN FOR ACCESS, DMC-B787-A-G78-31-00-15B-540A-A and do as follows: |
| • |
|
| • |
|
| • |
|
| • |
|
| 6 | Install the protective covers P/N SPL-13475 on the left and right variable frequency starter generator (VFSG) air/oil heat exchangers. |
| 7 | Install the protective cover P/N SPL-13475 on the engine air cooled oil cooler (ACOC). |
| (d) | Remove and discard the oil supply temperature sensor (01-010, 79-34-10, Figure 1, Sheet 7) (SIN 40800). Refer to the GEnx-1B Boeing 787-8 AMM, 79-34-01, TASK 79-34-01-00A-520A-A, Procedure Section, Subsection 1.C. |
| NOTE: |
|
| NOTE: |
|
| CAUTION: |
|
| CAUTION: |
|
| CAUTION: |
|
| NOTE: |
|
| (e) | Remove the W06 harness (1, Figure 1, Sheet 1) (SIN 67005). Refer to the GEnx-1B Boeing 787-8 AMM, 73-22-01, TASK 73-22-01-00A-520A-A. If you replace the W06 harness (1) (SIN 67005), refer to paragraph 2.D., Parts Disposition. |
| (f) | Remove the electrical bracket (07-530, 72-00-01, Figure 1, Sheet 6) (SIN 6711S). If you replace the electrical bracket (07-530) (SIN 6711S), refer to paragraph 2.D., Parts Disposition and do as follows: |
| NOTE: |
|
| 1 | Remove the two machine bolts (SIN 83525), flat washers (SIN 83530), and self-locking nuts (SIN 83540) that attach the electrical bracket (07-530, 72-00-01) (SIN 6711S) to the aft side of the fan case. |
| 2 | Remove the electrical bracket (07-530, 73-11-40) (SIN 6711S). |
| (g) | Remove the support bracket (01-050 or 01-051, 73-21-10) (SIN 65N10). If you replace the support bracket (01-050 or 01-051) (SIN 65N10), refer to paragraph 2.D., Parts Disposition and do as follows: |
| NOTE: |
|
| NOTE: |
|
| 1 | Remove the T3 sensor (01-010, 73-21-10, Figure 1, Sheet 4) (SIN 65N00). Refer to the GEnx-1B Boeing 787-8 AMM , G73-21-64, TASK G73-21-64-00A-520A-A. |
| 2 | Remove the four machine bolts (SIN 65N22 and SIN 31020) that attach the support bracket (SIN 65N10) to the support brackets (SIN 34011) and (SIN 61A12). |
| 3 | Remove the support bracket (01-050 or 01-051, 73-21-10, Figure 1) (SIN 65N10). |
| (h) | Remove the W10 harness (1, Figure 2, Sheet 1) (SIN 67009). Refer to the GEnx-1B Boeing 787-8 AMM, 73-22-01, TASK 73-22-01-00A-520A-A. If you replace the W10 harness (1) (SIN 67009), refer to paragraph 2.D., Parts Disposition. |
| (i) | Remove and discard the CC temperature sensor (01-010, 75-41-11, Figure 1, Sheet 3 and Sheet 4),(SIN 65T00). Refer to the GEnx-1B Boeing 787-8 AMM, TASK 75-23-02-00A-520A-A. |
| (j) | Remove the support bracket (01-070, 73-11-40, Figure 1, Sheet 9) (SIN 65T10). If you replace the support bracket (01-070) (SIN 65T10), refer to paragraph 2.D., Parts Disposition and do as follows: |
| NOTE: |
|
| 1 | Remove the two machine bolts (SIN 65T22) that attach the support bracket (01-070, 73-11-40) (SIN 65T10) to the support bracket (SIN 61A12). |
| 2 | Remove the support bracket (01-070, 73-11-40) (SIN 65T10). |
| (k) | Remove the oil return tube (01-090, 79-22-20, Figure 1, Sheet 6) (SIN 45302). If you replace the oil return tube (01-090) (SIN 45302), refer to paragraph 2.D., Parts Disposition and do as follows: |
| NOTE: |
|
| 1 | Disconnect the oil return tube (01-090, 79-22-20, Figure 1, Sheet 6) (SIN 45302) from the lower bifurcation assembly. Refer to the GEnx-1B Boeing 787-8 AMM, G71-00-05, TASK G71-00-05-00A-520A-A. |
| 2 | Disconnect the oil return tube (01-090, 79-22-20, Figure 3) (SIN 45302) from the oil return tube (SIN 45304). |
| 3 | Remove the machine bolts (SIN 45323) and P-clamps (SIN 45381) that attach the oil return tube (01-090, 79-22-20) (SIN 45302) to the support brackets (SIN 44011 and SIN 44010). |
| 4 | Remove the oil return tube (01-090, 79-22-20) (SIN 45302). |
| (l) | Remove the tube hose (05-040, 79-22-10, Figure 1, Sheet 7) (SIN 44900). If you replace the tube hose (05-040) (SIN 44900), refer to paragraph 2.D., Parts Disposition and do as follows: |
| NOTE: |
|
| 1 | Disconnect the tube hose (05-040, 79-22-10) (SIN 44900) from the lower bifurcation assembly. Refer to the GEnx-1B Boeing 787-8 AMM, G71-00-05, TASK G71-00-05-00A-520A-A. |
| 2 | Disconnect the tube hose (05-040, 79-22-10, Figure 1, Sheet 7) (SIN 44900) from the fan case. Refer to GEnx-1B Boeing 787-8 AMM, G79-21-02, TASK G79-21-02-02A-520A-A. |
| 3 | Remove the double hexagon machine bolts (bolt) (05-100, 79-22-10, Figure 3) (SIN 44923) and P-clamps (05-110) (SIN 44980) that attach the tube hose (05-040) (SIN 44900) to the support brackets (05-770, 72-00-01) (SIN 44815), (05-750) (SIN 44814), (05-600) (SIN 44011), and (05-580) (SIN 44010). |
| 4 | Remove the bolt (05-090, 79-22-10) (SIN 44921) that attaches the tube hose (05-040) (SIN 44900) to the support bracket (05-580, 72-00-01) (SIN 44010). |
| 5 | Remove the bolt (05-180, 79-22-10) (SIN 67021) that attaches the tube hose (05-040) (SIN 44900) to the bracket (05-190) (SIN 67018). |
| 6 | Remove the tube hose (05-040) (SIN 44900). |
| (m) | Remove the support bracket (05-580, 72-00-01, Figure 3) (SIN 44010). If you replace the support bracket (05-580) (SIN 44010), refer to paragraph 2.D., Parts Disposition and do as follows: |
| NOTE: |
|
| 1 | Remove the two bolts (SIN 44021) that attach the support bracket (05-580, 72-00-01) (SIN 44010) to the support bracket (SIN 44012). |
| 2 | Remove the three bolts (SIN 44022) and flat washers (SIN 44030) that attach the support bracket (05-580, 72-00-01) (SIN 44010) to the fan case. |
| 3 | Remove the support bracket (05-580, 72-00-01) (SIN 44010). |
| (n) | Remove the support bracket (01-110, 73-11-30) (SIN 61A12). Refer to GEnx-1B Boeing 787-8 AMM, G73-11-05, TASK G73-11-05-00A-520A-A. If you replace the support bracket (01-110) (SIN 61A12), refer to paragraph 2.D., Parts Disposition. |
| NOTE: |
|
| (2) | Installation: |
| (a) | Install the new or reworked support bracket (05-580, 72-00-01, Figure 3) (SIN 44010) as follows: |
| NOTE: |
|
| WARNING: |
|
| 1 | Apply C03-001 primer to the threads and friction surfaces of the machine bolts (SIN 44022), the friction surfaces of the flat washers (SIN 44030), and the surface of the support bracket (05-580, 72-00-01) (SIN 44010) that touches the mid ring of the fan case. |
| 2 | Install the machine bolts (SIN 44022) and the flat washers (SIN 44030) on the aft side of the mid ring at bolthole positions No. 120 through No. 122. |
| 3 | Install the support bracket (05-580, 72-00-01) (SIN 44010) on the forward side of the mid ring and attach with the machine bolts (SIN 44022) at bolthole positions No. 120 through No. 122. |
| 4 | Torque the machine bolts (SIN 44022) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| 5 | Install the support bracket (05-580, 72-00-01) (SIN 44010) on the support bracket (SIN 44012) with machine bolts (SIN 44021). Torque the machine bolts (SIN 44021) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| (b) | Install the new or reworked support bracket (Figure 1, Sheet 9) (SIN 61A12). Refer to the GEnx-1B Boeing 787-8 AMM, G73-11-05, TASK G73-11-05-00A-720A-A. |
| NOTE: |
|
| (c) | Install the new cooling oil tube (1, Figure 3) (SIN 44900) and do as follows: |
| NOTE: |
|
| 1 | Connect the new cooling oil tube (1) (SIN 44900) to the fan case. Refer to GEnx-1B Boeing 787-8 AMM, G79-21-02, TASK G79-21-02-02A-720A-A. |
| 2 | Connect the new cooling oil tube (1, Figure 3) (SIN 44900) to the lower bifurcation assembly. Refer to the GEnx-1B Boeing 787-8 AMM, G71-00-05, TASK G71-00-05-00A-720A-A. |
| 3 | Put a P-clamp (05-110, 79-22-10, Figure 3) (SIN 44980) and two double hexagon head machine bolts (bolt) (05-100, 79-22-10) (SIN 44923) around the tube hose (1) at five locations. |
| 4 | Attach the P-clamps (05-110, 79-22-10) (SIN 44980) with bolts (05-100, 79-22-10) (SIN 44923) to the support brackets (SIN 44814), (SIN 44011), (SIN 44010) and (SIN 44815). |
| 5 | Torque the bolts (05-100, 79-22-10) (SIN 44923) on the P-clamps (05-110, 79-22-10) (SIN 44980) to 51 to 59 lb in. (5.7 to 6.6 Nm). |
| (d) | Install the new or reworked oil return tube (01-090, 79-22-20, Figure 3) (SIN 45302) as follows: |
| NOTE: |
|
| 1 | Connect the oil return tube (01-090) (SIN 45302) to the lower bifurcation assembly. Refer to the GEnx-1B Boeing 787-8 AMM, G71-00-05, TASK G71-00-05-00A-720A-A. |
| WARNING: |
|
| 2 | Apply C02-019 lubricant to the flange seal gasket (SIN 45351). |
| 3 | Attach the oil return tube (01-090, 79-22-20, Figure 3) (SIN 45302) and the flange seal gasket (SIN 45351) to the oil return tube (SIN 45304) with the machine bolts (SIN 45321). |
| 4 | Put a P-clamp (SIN 45381) around the oil return tube (01-090) (SIN 45302) at three locations. |
| 5 | Attach the P-clamps (SIN 45381) with the machine bolts (SIN 45323) to the support brackets (SIN 44011) in two positions and the support brackets (SIN 44010, Figure 3). |
| 6 | Torque the machine bolts (SIN 45321) that attach the reworked oil return tube (01-090) (SIN 45302) to the oil return tube (SIN 45304) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| 7 | Torque the bolts (SIN 45323) on the P-clamps (SIN 45381) to 51 to 59 lb in. (5.7 to 6.6 Nm). |
| (e) | Install the new or reworked support bracket (Figure 1, Sheet 9) (SIN 65N10) as follows: |
| NOTE: |
|
| 1 | For pre-GEnx-1B S/B 72-0156 engines, install the reworked support bracket (SIN 65N10) as follows: |
| a | Put the reworked support bracket (SIN 65N10) in position on the support bracket (SIN 34011) and the support bracket (SIN 61A12). |
| b | Attach the reworked support bracket (SIN 65N10) to the bracket (SIN 61A12) with the bolts (01-020, 73-21-10, Figure 1, Sheet 9) (SIN 65N22). |
| c | Attach the reworked support bracket (SIN 65N10) to the bracket (SIN 34011) with the bolts (SIN 34020). |
| d | Torque the machine bolts (01-020, 73-21-10) (SIN 65N22) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| e | Torque the machine bolts (SIN 34020) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| 2 | For post-GEnx-1B S/B 72-0156 engines, install the reworked support bracket (1, Figure 8) or the new support bracket (01-051A, 73-21-10) (SIN 65N10) and do as follows: |
| a | Put the support bracket (SIN 65N10) in position on the support bracket (SIN 34011) and the support bracket (SIN 61A12). |
| b | Attach the new support bracket (01-051A, 73-21-10) (SIN 65N10) with the machine bolts (01-020, 73-21-10, Figure 3) (SIN 65N22) to the bracket (SIN 61A12) and with machine bolts (SIN 34020) to the bracket (SIN 34011). |
| c | Torque the machine bolts (01-020, 73-21-10) (SIN 65N22) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| d | Torque the machine bolts (SIN 34020) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| (f) | Install the reworked support bracket (Figure 1, Sheet 9) (SIN 65T10) as follows: |
| NOTE: |
|
| 1 | Put the reworked support bracket (SIN 65T10) in position on the support bracket (SIN 65N10) and the support bracket (SIN 61A12). |
| 2 | Attach the reworked support bracket (SIN 65T10) to the support bracket (01-050, 73-21-10) (SIN 65N10) with the machine bolts (01-020, 73-21-10) (SIN 65N22) to the support bracket (01-110, 73-11-30) (SIN 61A12) with and machine bolts (SIN 65T22). |
| 3 | Torque the machine bolts (01-020, 73-21-10) (SIN 65N22) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| 4 | Torque the bolts (SIN 65T22) to 106 to 124 lb in. (11.9 to 14.0 Nm). |
| (g) | Install the new or reworked electrical bracket (07-530, 72-00-01, Figure 1, Sheet 7) (SIN 6711S) and do as follows: |
| NOTE: |
|
| WARNING: |
|
| 1 | Apply C03-001 primer to the friction surfaces of the machine bolts (07-010) (SIN 83525), the friction surfaces of the flat washers (07-070) (SIN 83530), and surface of the reworked electrical bracket (07-530) (SIN 6711S) that touches the fan case. |
| WARNING: |
|
| 2 | Apply C02-058 lubricant to the threads of the machine bolts (07-010) (SIN 83525) and the self-locking nuts (07-020) (SIN 83540). |
| 3 | Install the machine bolts (07-010) (SIN 83525) and the reworked electrical bracket (07-530) (SIN 6711S) on the forward side of the fan case. |
| 4 | Install the flat washers (07-070) (SIN 83530) and the self-locking nuts (07-020) (SIN 83540) on the aft side of the fan case forward ring. |
| 5 | Torque the self-locking nuts (07-020) (SIN 83540) to 202 to 238 lb in. (22.8 to 26.8 Nm). |
| 6 | Torque the self-locking nuts (07-020) (SIN 83540) one more time to 202 to 238 lb in. (22.8 to 26.8 Nm). |
| (h) | Install the T3 sensor (01-010, 73-21-10) (SIN 65N00). Refer to the GEnx-1B Boeing 787-8 AMM, G73-21-64, TASK G73-21-64-00A-720A-A. |
| (i) | Install the new W06 harness (1, Figure 1, Sheet 1) (SIN 67005). Refer to the GEnx-1B, Boeing 787-8 AMM, G73-22-01, B787-A-G73-22-01-00A-720A-A. |
| (j) | Install the new W10 harness (1, Figure 2, Sheet 1) (SIN 67009). Refer to the GEnx-1B, Boeing 787-8 AMM, 73-22-01, TASK 73-22-01-00A-720A-A. |
| (k) | Refer to the GEnx-1B, Boeing 787-8 AMM, 70-00-01, TASK 70-00-01-09A-950A for standard practices in the installation of electrical connectors. |
| (l) | Return the aircraft to service as follows: |
| WARNING: |
|
| 1 | Do these tasks in sequence to close the left and right thrust reversers on the applicable engine as follows: |
| a | Remove the protective covers P/N SPL-13475 from the left and right VFSG air/oil heat exchangers. |
| b | Remove the protective cover P/N SPL-13475 from the ACOC. |
| c | For the applicable engine, close the left and right thrust reversers that follow. Refer to the GEnx-1B, Boeing 787 AMM, G78-31-00, THRUST REVERSER (TASK SELECTION) - CLOSE AFTER ACCESS, DMC-B787-A-G78-31-00-15B-740A-A. |
| • |
|
| • |
|
| • |
|
| • |
|
| d | For the applicable engine, close the left and right fan cowls. Refer to the GEnx-1B, Boeing 787 AMM, G71-11-04, FAN COWL (TASK SELECTION) - CLOSE AFTER ACCESS, DMC-B787-A-G71-11-04-00B-740A-A and do as follows: |
| • |
|
| • |
|
| • |
|
| • |
|
| e | Do the thrust reverser activation. Refer to the GEnx-1B, Boeing 787 AMM, G78-31-00, THRUST REVERSER (AFTER GROUND MAINTENANCE) - ACTIVATION, DMC-B787-A-G78-31-00-15G- 730B-A. |
| f | Do the leading edge slat system activation. Refer to the GEnx-1B, Boeing 787 AMM, 27-81-00, LEADING EDGE SLAT SYSTEM - ACTIVATION, DMC-B787-A-27-81-00-24A-730B-A. |
| g | Do these steps to remove the DO-NOT-OPERATE tags from the applicable ENGINE START switch and the FUEL CONTROL switch: |
| (1) | On the pilot's overhead panel, P5, remove the DO-NOT-OPERATE tag from the applicable ENGINE START switch. |
| (2) | On the pilot's aisle control stand, P10, remove the DO-NOT-OPERATE tag from the applicable FUEL CONTROL switch. |
| (3) | Do the tests of the engine control electrical harnesses shown in the power plant test reference table. Refer to the GEnx-1B, Boeing 787 AMM, G71-00-00, POWER PLANT TEST REFERENCE TABLE STANDARD PRACTICES, DMC-B787-A-G71-00-00-09A-950A-A. |
| D. | Rework |
| (1) | Rework the oil return tube (1, Figure 4) (SIN 45302) as follows: |
| WARNING: |
|
| (a) | Use C04-003 acetone or equivalent to clean the rework area. |
| (b) | Remove the rivets (3) and clips (2). Refer to the SPM, 70-13-00, RIVETED JOINTS, Subtask 70-13-00-390-012. |
| (c) | Reidentify the reworked oil return tube (1, Figure 4) (SIN 45302) with the new part number and use the dot peening method, vibro-peen method, or electrochemical etch marking method. Refer to the SPM, 70-16-08, DOT PEEN MARKING FOR OPTICAL CHARACTER RECOGNITION, 70-16-04, VIBRO-PEEN MARKING, or 70-16-03, ELECTROCHEMICAL ETCH MARKING, and do as follows: |
| 1 | Put a mark with a line through the old part number. Make sure that you can read the number. |
| 2 | Put a mark with the new part number next to the existing part number as follows: |
|
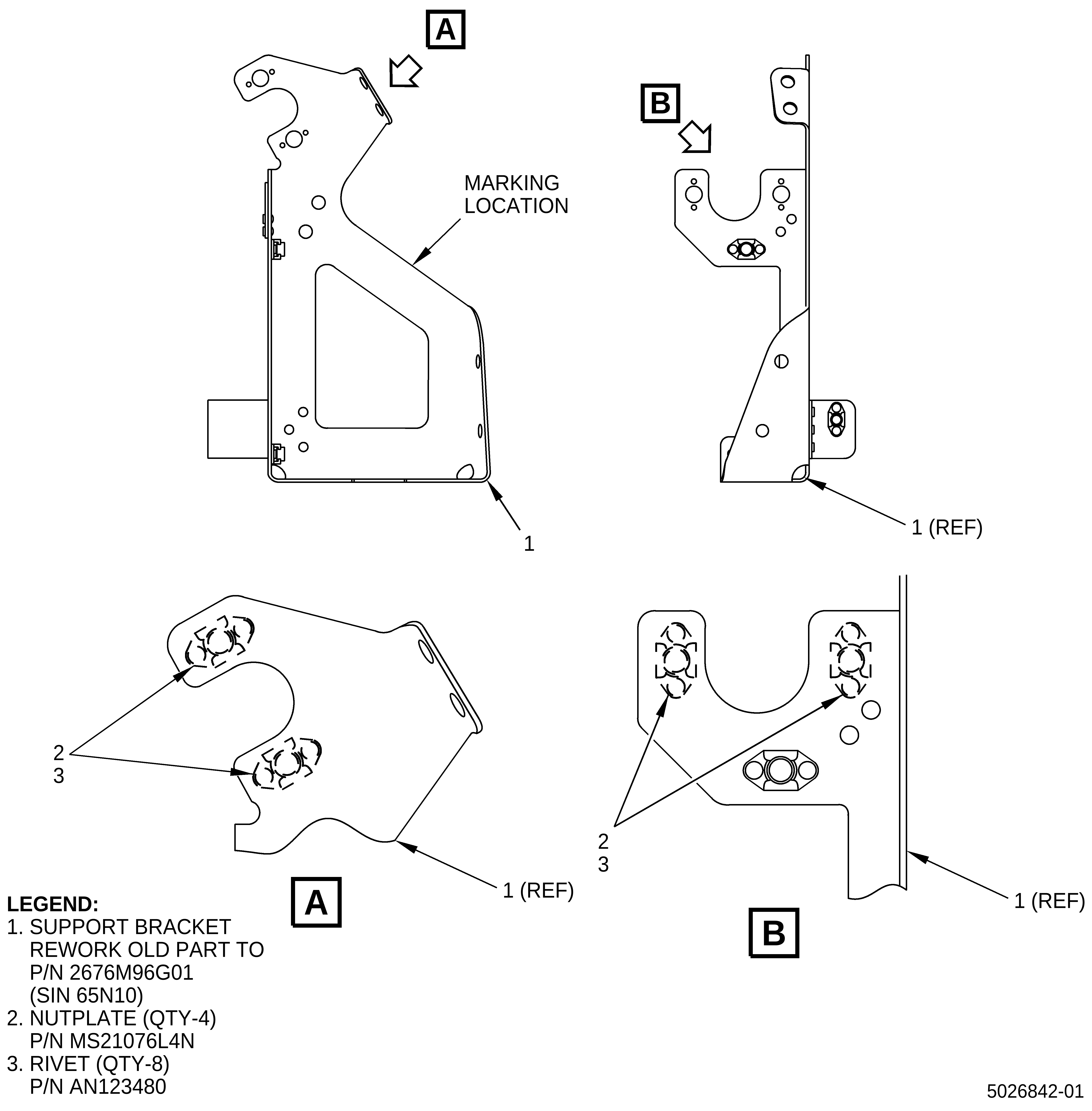
| (2) | Rework the support bracket (1, Figure 5) (SIN 65N10) as follows: |
| WARNING: |
|
| (a) | Use C04-003 acetone or equivalent to clean the rework area. |
| (b) | Remove the rivets (3) and nutplates (2). Refer to the SPM, 70-13-00, RIVETED JOINTS, Subtask 70-13-00-390-012. |
| (c) | Reidentify the reworked support bracket (1, Figure 5) (SIN 65N10) with the new part number and use the dot peening method, vibro-peen method, or electrochemical etch marking method. Refer to the SPM, 70-16-08, DOT PEEN MARKING FOR OPTICAL CHARACTER RECOGNITION, or 70-16-04, VIBRO-PEEN MARKING, or 70-16-03, ELECTROCHEMICAL ETCH MARKING, and do as follows: |
| 1 | Put a mark with a line through the old part number. Make sure that you can read the number. |
| 2 | Put a mark with the new part number next to the existing part number as follows: |
|
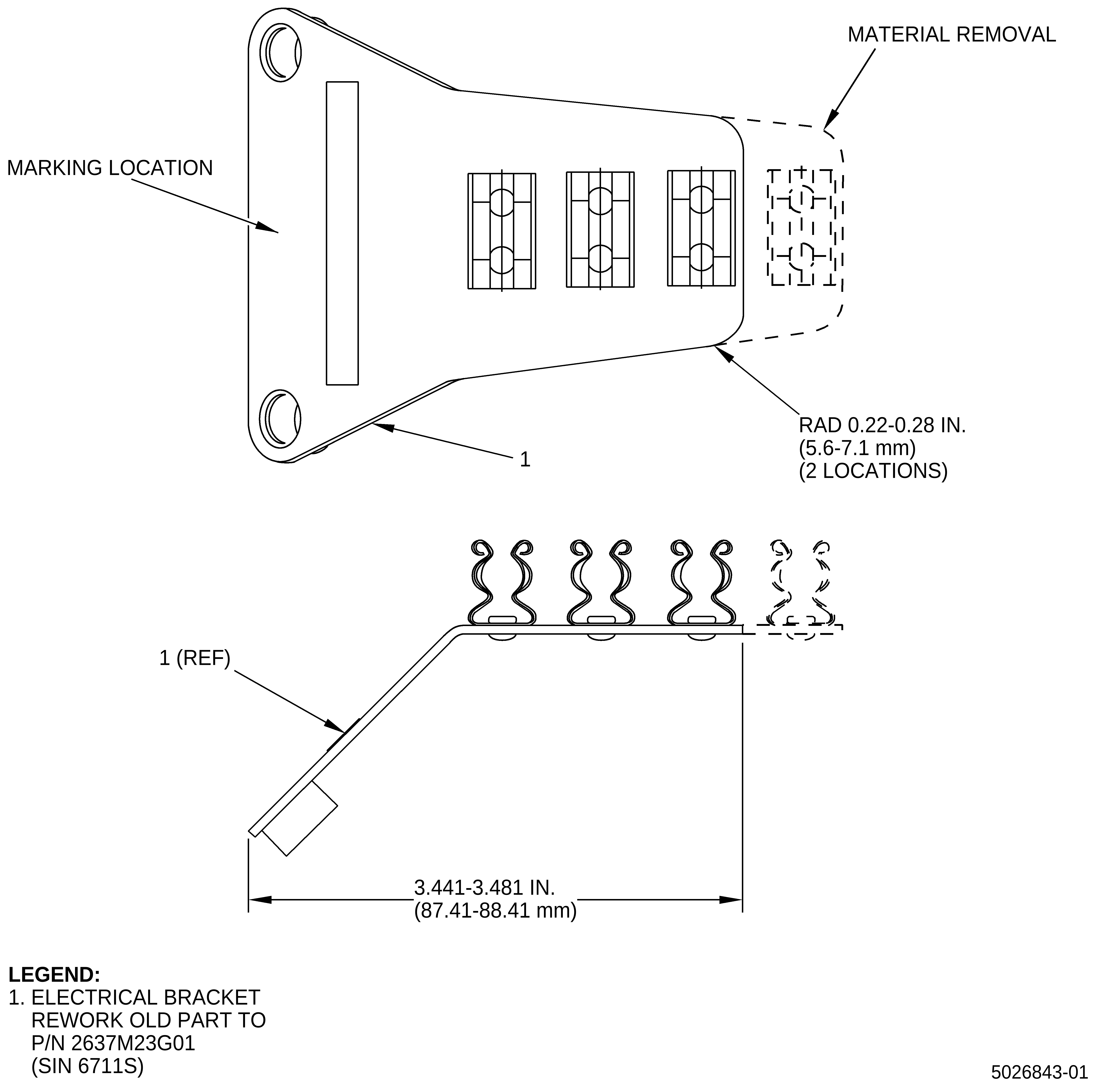
| (3) | Rework the electrical bracket (1, Figure 6) (SIN 6711S) as follows: |
| WARNING: |
|
| (a) | Use C04-003 acetone or equivalent to clean the rework area to be treamed. |
| (b) | Apply C05-002 marking ink on the rework area. Refer to the SPM, 70-16-02, TEMPORARY MARKING. |
| (c) | Put a mark on the electrical bracket (1, Figure 6) (SIN 6711S) with a scriber to define the necessary dimensions. |
| (d) | Trim by blending to remove material on the rework area. Refer to the SPM, 70-42-00, BLENDING AND REMOVAL OF HIGH METAL PROCEDURES. |
| (e) | Grind the trimmed edge of the reworked area to the necessary surface finish. Refer to Figure 6. |
| (f) | Reidentify the reworked electrical bracket (1) with the new part number and use the dot peening method or electrochemical etch marking method. Refer to the SPM, 70-16-08, DOT PEEN MARKING FOR OPTICAL CHARACTER RECOGNITION or 70-16-03, ELECTROCHEMICAL ETCH MARKING, and do as follows: |
| 1 | Put a mark with a line through the old part number. Make sure that you can read the number. |
| 2 | Put a mark with the new part number next to the existing part number as follows: |
|
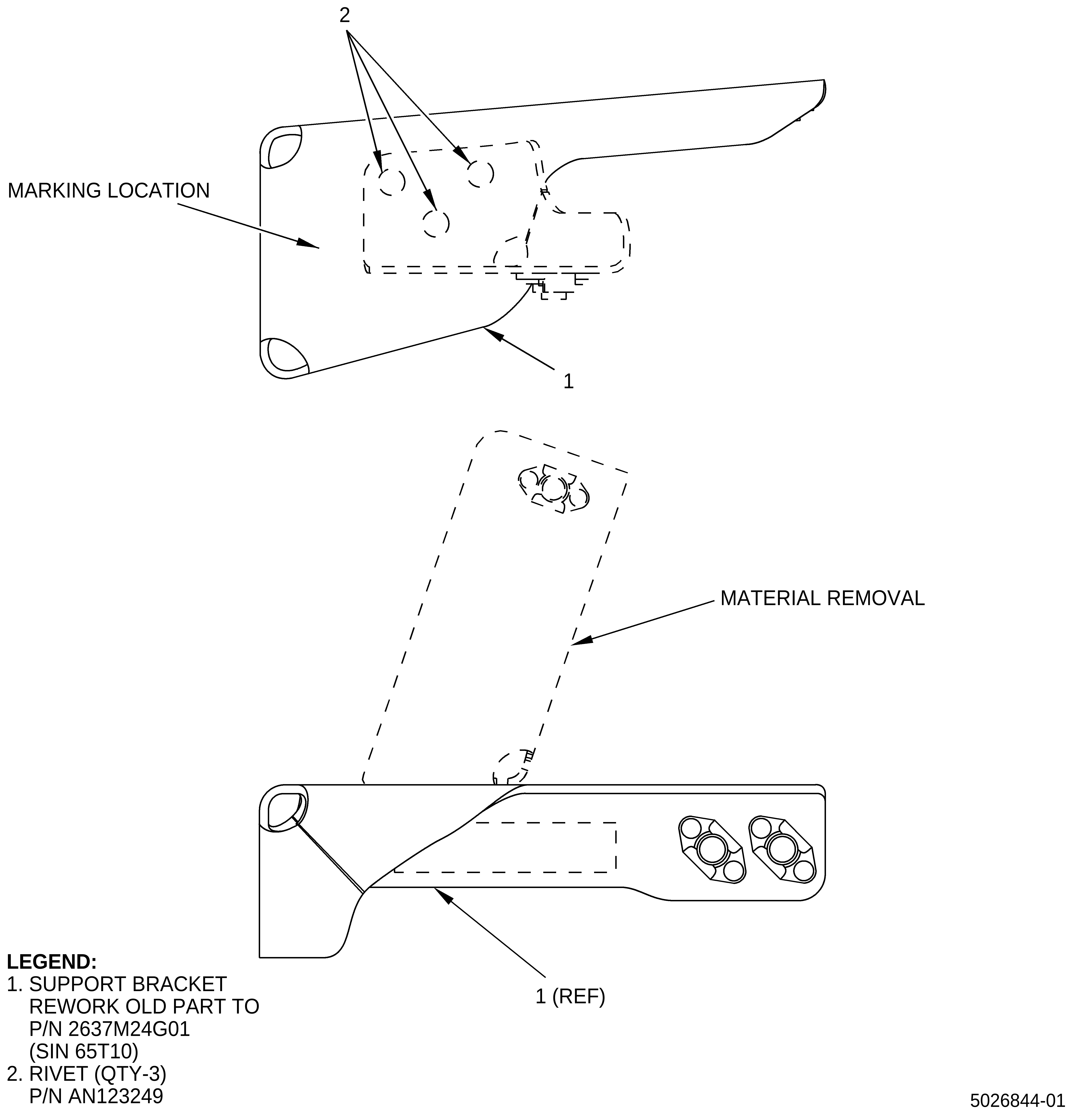
| (4) | Rework the support bracket (1, Figure 7) (SIN 65T10) as follows: |
| WARNING: |
|
| (a) | Use C04-003 acetone or equivalent to clean the rework area. |
| (b) | Remove the rivets (3) and the material as specified in Figure 7. Refer to the SPM, 70-13-00, RIVETED JOINTS, Subtask 70-13-00-390-012. |
| (c) | Reidentify the reworked support bracket (1, Figure 7) (SIN 65T10) with the new part number and use the dot peening method, vibro-peen method, or electrochemical etch marking method. Refer to the SPM, 70-16-08, DOT PEEN MARKING FOR OPTICAL CHARACTER RECOGNITION, or 70-16-04, VIBRO-PEEN MARKING, or 70-16-03, ELECTROCHEMICAL ETCH MARKING, and do as follows: |
| 1 | Put a mark with a line through the old part number. Make sure that you can read the number. |
| 2 | Put a mark with the new part number next to the existing part number as follows: |
|
| (5) | Rework the support bracket (1, Figure 8) (SIN 65N10) as follows: |
| WARNING: |
|
| (a) | Use C04-003 acetone or equivalent to clean the rework area. |
| (b) | Remove the rivets (3) and nutplates (2). Refer to the SPM, 70-13-00, RIVETED JOINTS, Subtask 70-13-00-390-012. |
| (c) | Reidentify the reworked support bracket (1, Figure 8) (SIN 65N10) with the new part number and use the dot peening method, vibro-peen method, or electrochemical etch marking method. Refer to the SPM, 70-16-08, DOT PEEN MARKING FOR OPTICAL CHARACTER RECOGNITION, or 70-16-04, VIBRO-PEEN MARKING, or 70-16-03, ELECTROCHEMICAL ETCH MARKING, and do as follows: |
| 1 | Put a mark with a line through the old part number. Make sure that you can read the number. |
| 2 | Put a mark with the new part number next to the existing part number as follows: |
|
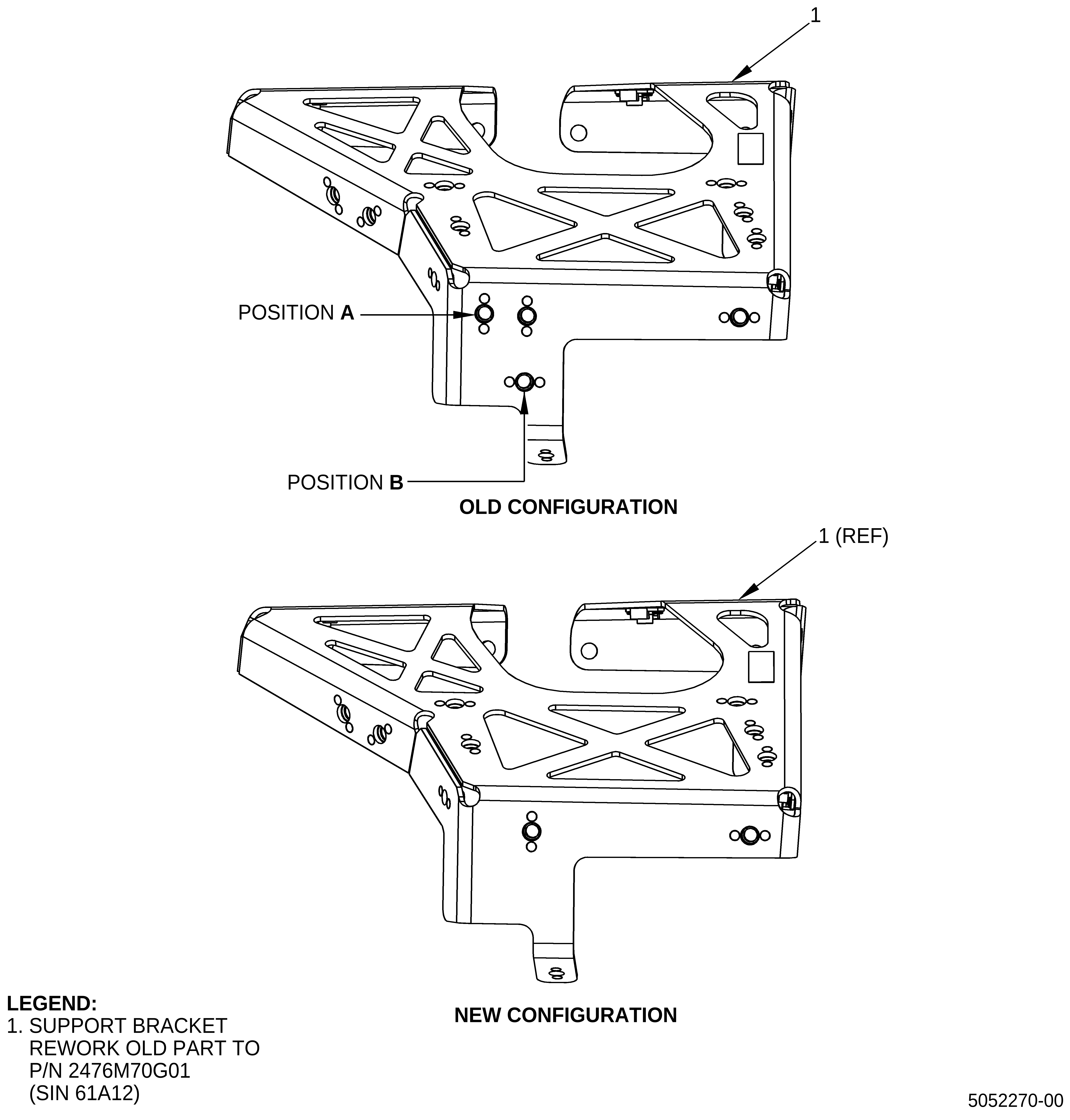
| (6) | Rework the support bracket (1, Figure 9) (SIN 61A12) as follows: |
| (a) | Drill the rivets to remove the nut plates in positions A and B. Refer to the SPM, 70-13-00, RIVETED JOINTS, Subtask 70-13-00-390-012 and the SPM, 70-00-03, MACHINING DATA, and do as follows: |
| 1 | Discard the removed rivets and nut plates. |
| 2 | If necessary, blend the support bracket (1, Figure 9) (SIN 61A12) to remove burrs and/or high metal. Refer to the SPM, 70-42-00, BLENDING AND REMOVAL OF HIGH METAL PROCEDURES. |
| 3 | Make sure that the support bracket (1, Figure 9) (SIN 61A12) wall thickness is 0.091 inch (2.31 mm) minimum. |
| (b) | Etch the reworked areas. Refer to the SPM, 70-24-01, SWAB ETCHING PROCEDURE, and do as follows: |
| 1 | Use Class C etchant. |
| (c) | Do an inspection of the support bracket (1, Figure 9) (SIN 61A12) reworked areas. Refer to the SPM, 70-32-03, SPOT-FLUORESCENT-PENETRANT INSPECTION, and do as follows: |
| 1 | Refer to the SPM, 70-31-02, ACCEPTABILITY LIMITS FOR FLUORESCENT PENETRANT INSPECTION, and do as follows: |
| a | Use Class B limits. |
| CAUTION: |
|
| (d) | Weld the support bracket (1, Figure 9) (SIN 61A12) to plug the holes at positions A and B. Refer to the SPM, 70-41-00, WELDING AND BRAZING PRACTICES, and do as follows: |
| 1 | Use C06-058 weld wire. |
| 2 | Keep the heat input to the minimum. |
| 3 | Use welding techniques to prevent distortion or damage to the adjacent areas or to the other parts that are near the welding area. |
| (e) | Blend the welded features to give a smooth contour with the adjacent areas. Refer to the SPM, 70-42-00, BLENDING AND REMOVAL OF HIGH METAL PROCEDURES, and do as follows: |
| 1 | Flush the blended surfaces areas to 0.000-0.002 inch (0.00-0.05 mm) from the initial contour and do as follows: |
| a | Make sure that you keep the wall thickness of 0.091 inch (2.31 mm) minimum. |
| NOTE: |
|
| (f) | Etch the reworked areas. Refer to the SPM, 70-24-01, SWAB ETCHING PROCEDURE, and do as follows: |
| 1 | Use Class C etchant. |
| (g) | Do an inspection of the support bracket (1, Figure 9) (SIN 61A12) reworked areas. Refer to the SPM, 70-32-03, SPOT-FLUORESCENT-PENETRANT INSPECTION, and do as follows: |
| 1 | Refer to the SPM, 70-31-02, ACCEPTABILITY LIMITS FOR FLUORESCENT PENETRANT INSPECTION, and do as follows: |
| a | Use Class B limits. |
| (h) | Reidentify the reworked support bracket (1, Figure 9) (SIN 61A12) with the new part number and use the dot peening method, vibro-peen method, or electrochemical etch marking method. Refer to the SPM, 70-16-08, DOT PEEN MARKING FOR OPTICAL CHARACTER RECOGNITION, or 70-16-04, VIBRO-PEEN MARKING, or 70-16-03, ELECTROCHEMICAL ETCH MARKING, and do as follows: |
| 1 | Put a mark with a line through the old part number. Make sure that you can read the number. |
| 2 | Put a mark with the new part number next to the existing part number as follows: |
|
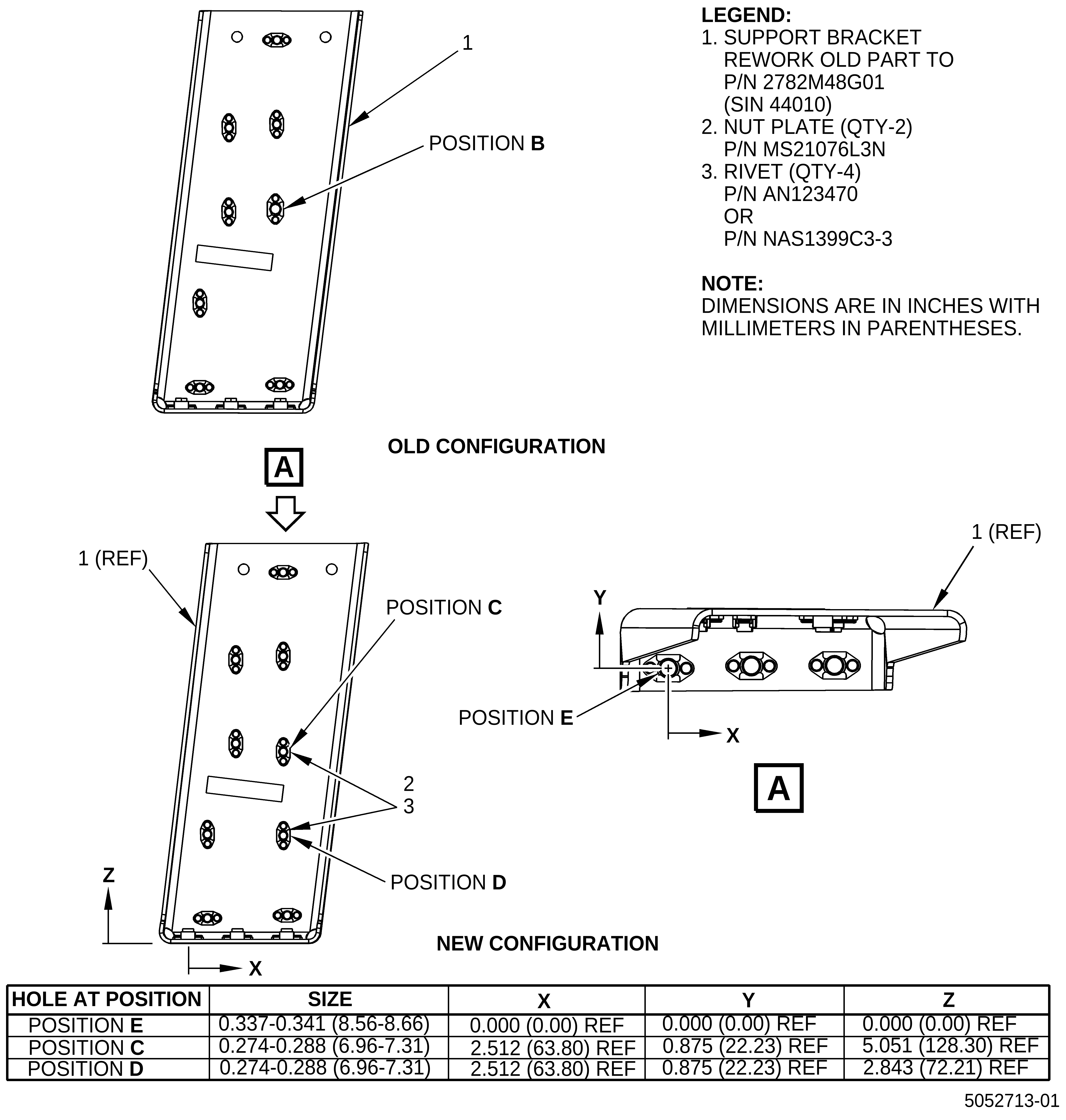
| (7) | Rework the old support bracket (1, Figure 10) (SIN 44010) as follows: |
| (a) | Drill the rivets to remove the nut plate in position B. Refer to the SPM, 70-13-00, RIVETED JOINTS, Subtask 70-13-00-390-012 and the SPM, 70-00-03, MACHINING DATA, and do as follows: |
| 1 | Discard the removed rivets and nut plate. |
| 2 | If necessary, blend the support bracket (1, Figure 10) (SIN 44010) to remove burrs and/or high metal. Refer to the SPM, 70-42-00, BLENDING AND REMOVAL OF HIGH METAL PROCEDURES. |
| 3 | Make sure that the support bracket (1, Figure 10) (SIN 44010) wall thickness is 0.091 inch (2.31 mm) minimum. |
| (b) | Etch the reworked areas. Refer to the SPM, 70-24-01, SWAB ETCHING PROCEDURE, and do as follows: |
| 1 | Use Class C etchant. |
| (c) | Do an inspection of the support bracket (1, Figure 10) (SIN 44010) reworked areas. Refer to the SPM, 70-32-03, SPOT-FLUORESCENT-PENETRANT INSPECTION, and do as follows: |
| 1 | Refer to the SPM, 70-31-02, ACCEPTABILITY LIMITS FOR FLUORESCENT PENETRANT INSPECTION, and do as follows: |
| a | Use Class B limits. |
| CAUTION: |
|
| (d) | Weld the support bracket (1, Figure 10) (SIN 44010) to plug the holes at position B. Refer to the SPM, 70-41-00, WELDING AND BRAZING PRACTICES, and do as follows: |
| 1 | Use C06-050 weld wire. |
| 2 | Keep the heat input to the minimum. |
| 3 | Use welding techniques to prevent distortion or damage to the adjacent areas or to the other parts that are near the welding area. |
| (e) | Blend the welded features to give a smooth contour with the adjacent areas. Refer to the SPM, 70-42-00, BLENDING AND REMOVAL OF HIGH METAL PROCEDURE, and as follows: |
| 1 | Flush the blended surface areas to 0.000-0.002 inch (0.00-0.05 mm) from the initial contour and do as follows: |
| a | Make sure that you keep the wall thickness of 0.091-0.109 inch (2.31-2.76 mm) minimum. |
| NOTE: |
|
| (f) | Etch the reworked areas. Refer to the SPM, 70-24-01, SWAB ETCHING PROCEDURE, and do as follows: |
| 1 | Use Class C etchant. |
| (g) | Do an inspection of the support bracket (1, Figure 10) (SIN 44010) reworked areas. Refer to the SPM, 70-32-03, SPOT-FLUORESCENT-PENETRANT INSPECTION, and do as follows: |
| 1 | Refer to the SPM, 70-31-02, ACCEPTABILITY LIMITS FOR FLUORESCENT PENETRANT INSPECTION, and do as follows: |
| a | Use Class B limits. |
| (h) | Machine the holes in positions C and D to the new support bracket (1, Figure 10) (SIN 44010) configuration. Refer to the SPM, 70-00-03, MACHINING DATA, and do as follows: |
| 1 | Put a mark on the correct position of all the holes that you must machine. |
| 2 | Machine the support bracket (1, Figure 10) (SIN 44010) to the final dimensions. |
| 3 | Blend to remove burrs and/or high metal. Refer to the SPM, 70-42-00, BLENDING AND REMOVAL OF HIGH METAL PROCEDURES. |
| (i) | Etch the reworked areas. Refer to the SPM, 70-24-01, SWAB ETCHING PROCEDURE, and do as follows: |
| 1 | Use Class B etchant. |
| (j) | Do an inspection of the part support bracket (1, Figure 10) (SIN 44010) reworked areas. Refer to the SPM, 70-32-03, SPOT-FLUORESCENT-PENETRANT INSPECTION, and do as follows: |
| 1 | Refer to the SPM, 70-31-02, ACCEPTABILITY LIMITS FOR FLUORESCENT PENETRANT INSPECTION, and do as follows: |
| a | Use Class B limits. |
| (k) | Install the new nut plates (2, Figure 10). Refer to the SPM, 70-13-00, RIVETED JOINTS, and do as follows: |
| 1 | Use the new rivets (3, Figure 10). |
| 2 | All new rivets (3) must comply with the SPM, 70-13-01, ACCEPTABILITY LIMITS FOR FORMED RIVETS. |
| (l) | Reidentify the reworked support bracket (1, Figure 10) (SIN 44010) with the new part number and use the dot peening method, vibro-peen method, or electrochemical etch marking method. Refer to the SPM, 70-16-08, DOT PEEN MARKING FOR OPTICAL CHARACTER RECOGNITION, or 70-16-04, VIBRO-PEEN MARKING, or 70-16-03, ELECTROCHEMICAL ETCH MARKING, and do as follows: |
| 1 | Put a mark with a line through the old part number. Make sure that you can read the number. |
| 2 | Put a mark with the new part number next to the existing part number as follows: |
|