| GENX-1B ENGINE MANUAL | Dated: 04/11/2024 | |
| EM 72-56-00 , ASSEMBLY 001 | ||
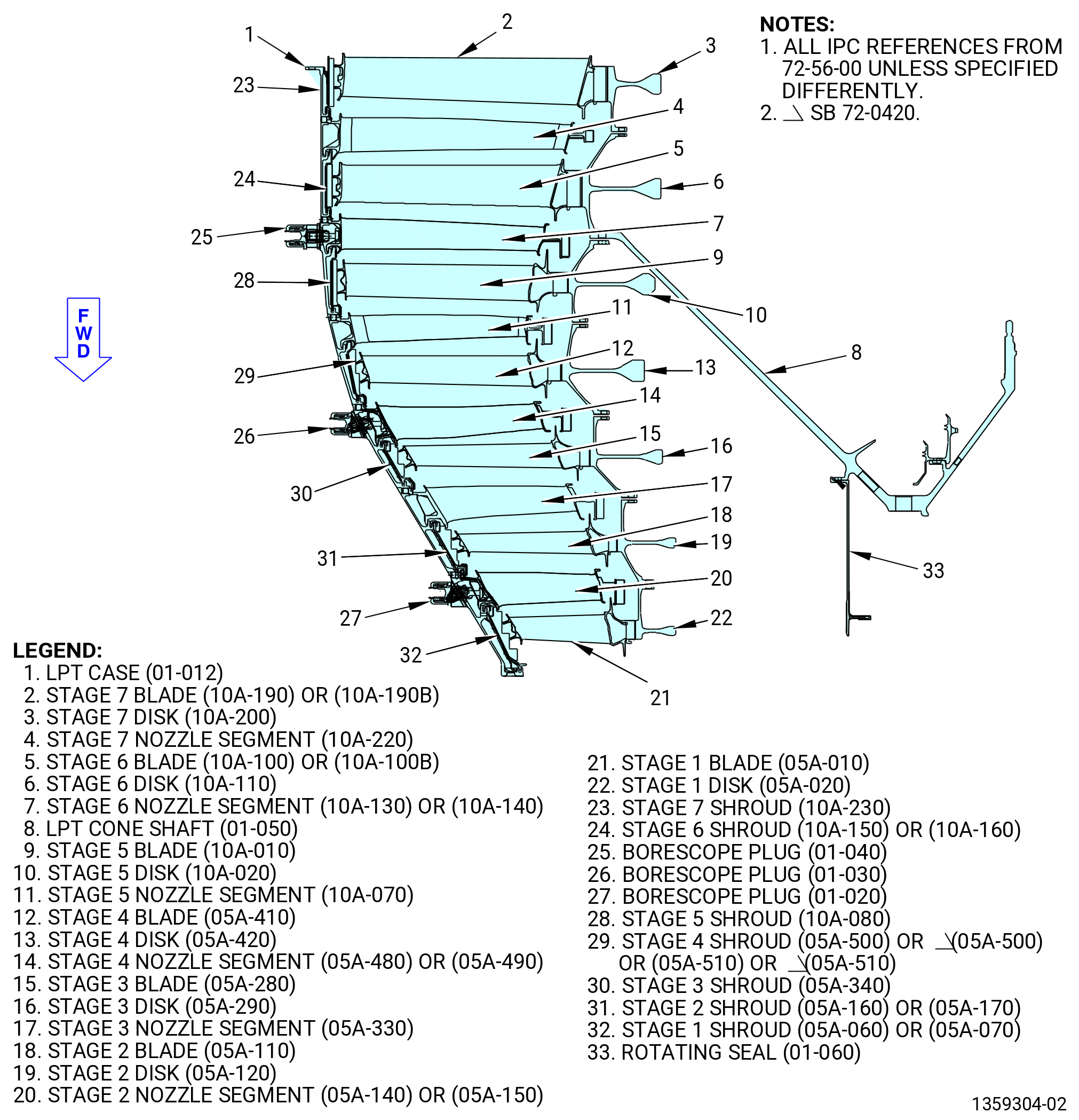
| LOW PRESSURE TURBINE ROTOR/STATOR ASSEMBLY - ASSEMBLY 001 CONFIGURATION 02 | ||
| GENX-1B ENGINE MANUAL | Dated: 04/11/2024 | |
| EM 72-56-00 , ASSEMBLY 001 | ||
| LOW PRESSURE TURBINE ROTOR/STATOR ASSEMBLY - ASSEMBLY 001 CONFIGURATION 02 | ||
| * * * FOR 1B/P/G04.1B/P1/G01.ALL PIP 2 |
| TASK 72-56-00-440-802 |
| 1 . | General. |
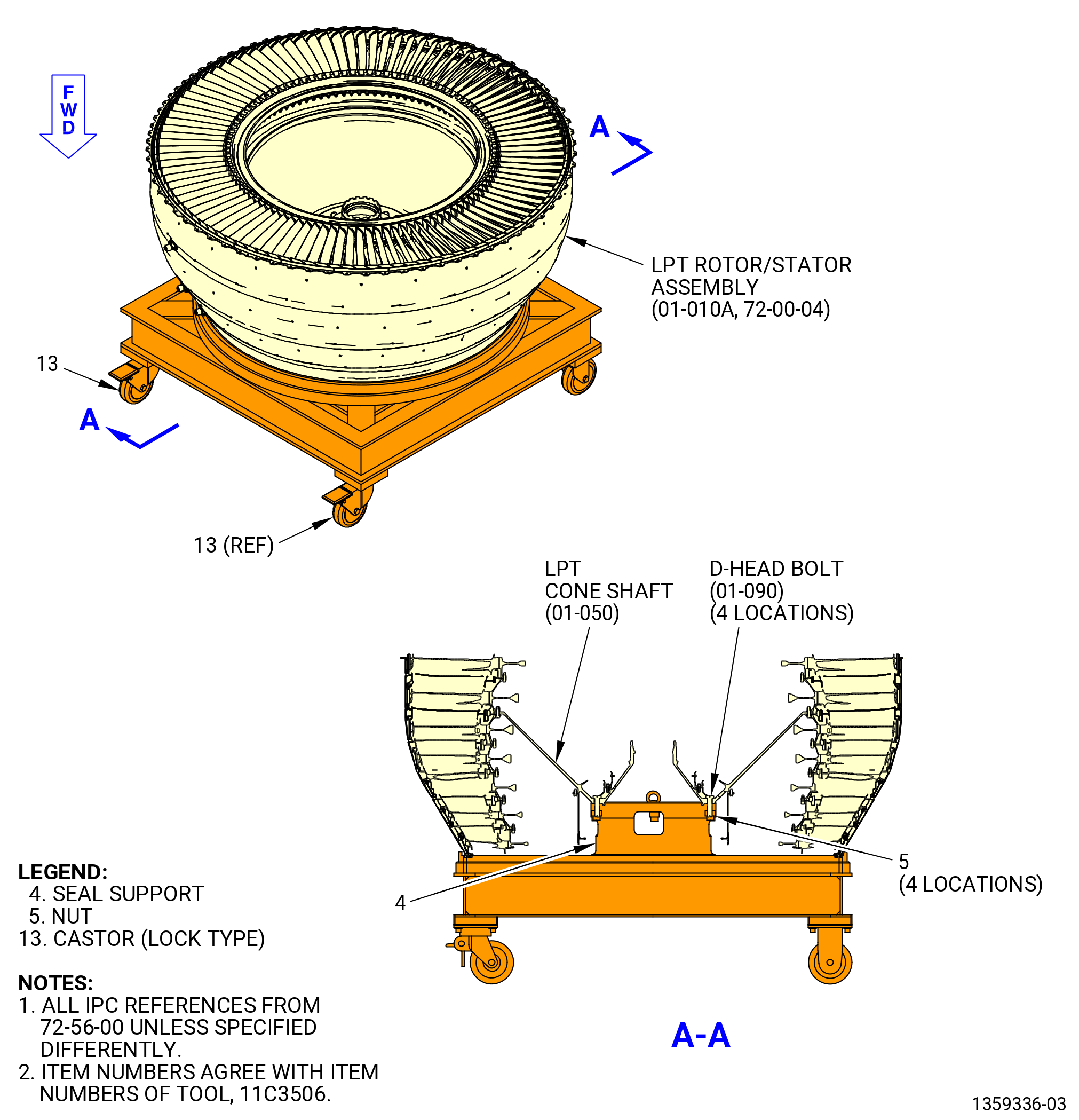
| A. | This procedure gives instructions to assemble the low pressure turbine (LPT) rotor/stator assembly (01-010A , 72-00-04) (SIN 93000) for SB 72-0040 engines. Refer to Figure 1001. |
| NOTE: |
|
| B. | Protective covers are to be installed on spare assemblies. |
| C. | Install all the bolts with the heads up and/or forward unless specific instructions are given. |
| D. | Do not turn the LPT rotor in a clockwise (CW) direction, aft looking forward (ALF). |
| E. | Examine surfaces where parts engage for high metal and a clean surface. Refer to TASK 72-00-04-200-801 (72-00-04, Low Pressure Turbine Module Assembly - Inspection) for high metal limits. If necessary, clean the areas where the parts will engage as follows: |
| WARNING: |
|
| WARNING: |
|
| WARNING: |
|
| (1) | Clean the rabbet area, the flange area and the tooling surfaces where the parts engage. Use a lint-free C10-182 cloth and C04-002 Stoddard solvent, C04-035 isopropyl alcohol, C04-003 acetone, or 50-50 blend of alcohol that contains C04-035 isopropyl alcohol and C04-228 denatured ethyl alcohol. |
| F. | Apply the lubricants to the threads and the friction surfaces only. |
| G. | The torque values given in this procedure are the actual torque to apply to the fastener. If a torque multiplier is used, do the necessary calculations to find the specified torque, the value that appears on the scale or dial of the torque wrench. Refer to TASK 70-51-00-400-004 (TIGHTENING PRACTICES AND TORQUE VALUES) . |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. |
| (2) | Standard Tools and Equipment. |
|
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
|
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. |
|
| 3 . | Procedure. |
| Subtask 72-56-00-440-190 |
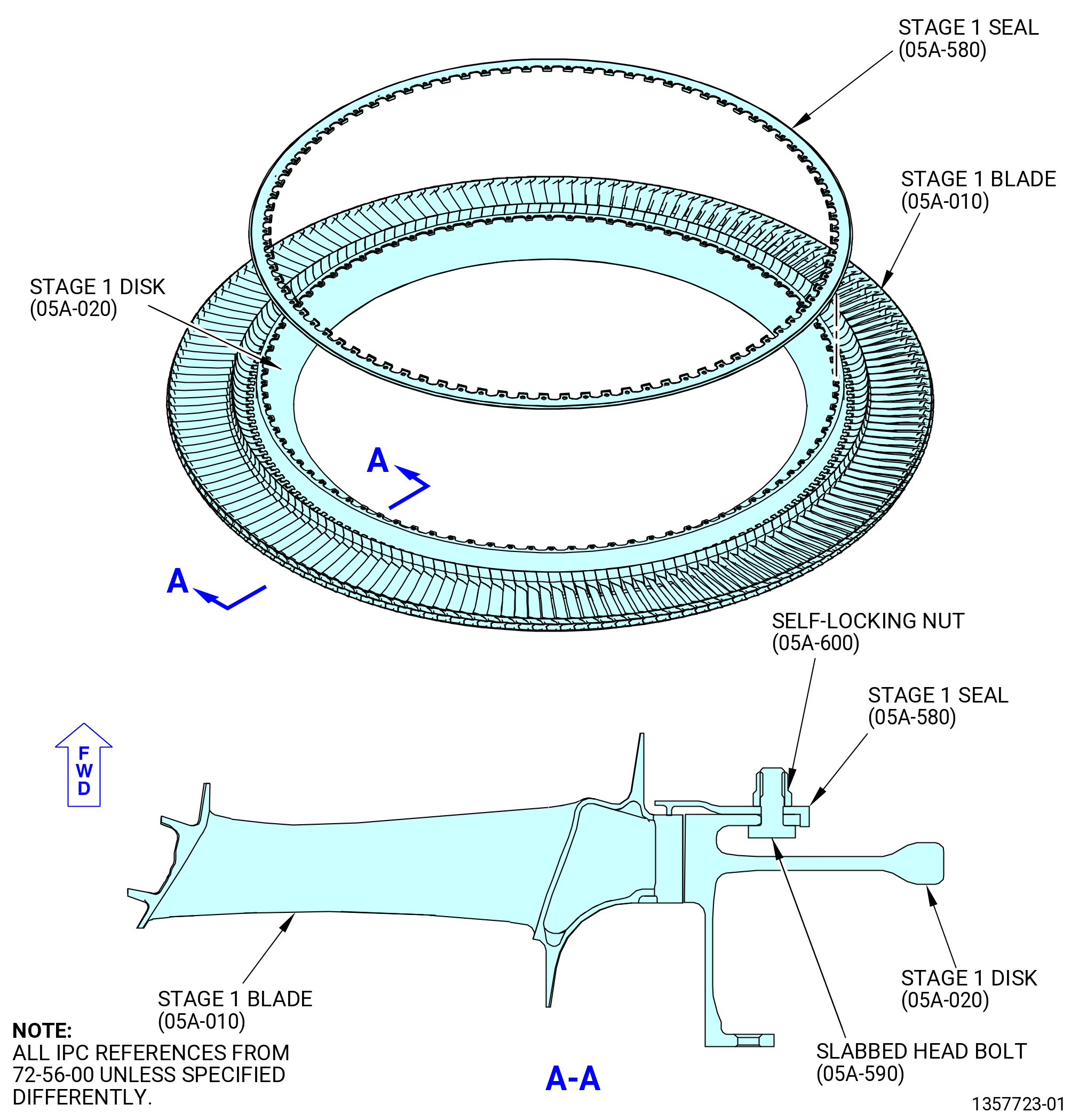
| A. | Assemble and balance the stage 1 LPTR disk (stage 1 disk) (05A-020) (SIN 930B1), stage 1 LPT blades (stage 1 blades) (05A-010) (SIN 930A1), and LPTR stage 1 seal (stage 1 seal) (05A-580) (SIN 930C1) as follows. Refer to Figure 1002. |
| (1) | Install the stage 1 seal (05A-580) on the stage 1 disk (05A-020) as follows: |
| WARNING: |
|
| (a) | Use a heat gun to increase the temperature of the ID circumference of the forward flange of the stage 1 disk for 5-10 minutes. |
| (b) | Put the stage 1 seal on the forward flange of the stage 1 disk. Make sure the boltholes of the stage 1 seal align with the boltholes of the stage 1 disk. |
| (c) | Install the four 0.25-28UNJF-3B slave bolts and nuts at four equally-spaced locations. Refer to Figure 1002. |
| (d) | Tighten the slave nuts to seat the seal on the disk. |
| (e) | Put match marks on the stage 1 disk and stage 1 seal assembly at the locations of the slabbed head bolts and nuts with a C05-003 marking pen. |
| (f) | Use a 0.001 inch (0.02 mm) shim and do a shim check at the locations of the slabbed head bolt joints. Make sure the stage 1 seal is correctly seated. |
| (2) | Install the balance adapter onto the balance machine. |
| Subtask 72-56-00-440-290 |
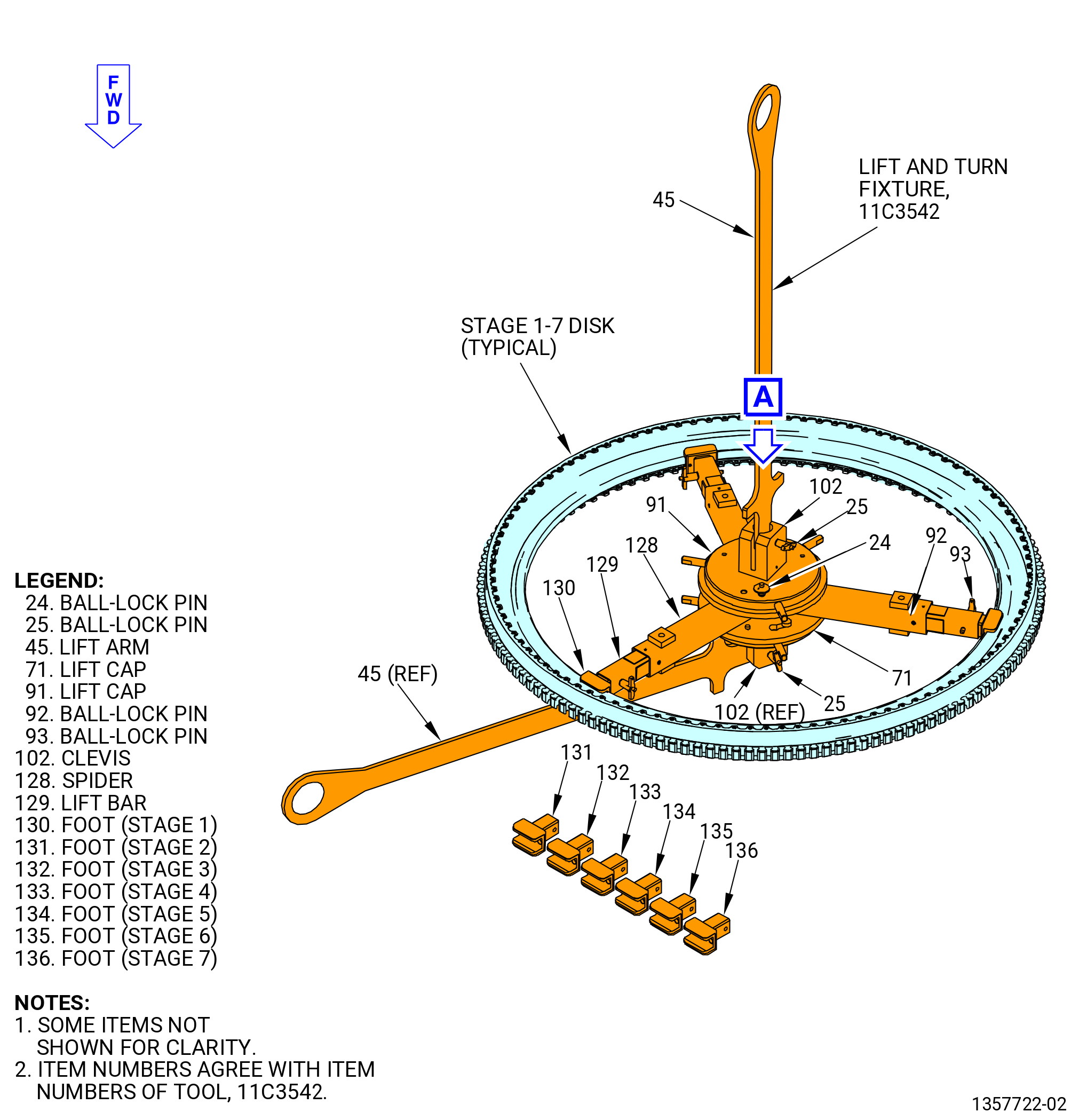
| (3) | Prepare the 11C3542 lift and turn fixture to lift the stage 1 disk (05A-020) (SIN 930B1). Refer to Figure 1004 and do as follows: |
| (a) | Install the lift cap (item 91) onto the spider (2) at three locations and attach with the ball-lock pin (item 24). |
| (b) | Install the foot marked for stage 1 (item 130) at three locations into the lift bars (item 129) and attach with the ball-lock pins (item 93). |
| NOTE: |
|
| (c) | Install the lift bars (item 129) at three locations into the spider (item 128) and attach with the ball-lock pins (item 92). Keep one lift bar inward and not attached to the spider so the lift and turn fixture can be installed on the disk. |
| Subtask 72-56-00-440-281 |
| (4) | Attach the 11C3542 lift and turn fixture to the stage 1 disk (05A-020) (SIN 930B1). Refer to Figure 1004 and do as follows: |
| (a) | Put the lift arm (item 45) in the clevis (item 102) on the lift cap (item 91) and attach with the ball-lock pin (item 25). |
| (b) | Attach a hoist to the lift arm (item 45). |
| WARNING: |
|
| CAUTION: |
|
| (c) | Carefully lift the 11C3542 lift and turn fixture and lower it into the center of the disk. |
| (d) | While you lower the fixture, put the slot of the foot (item 130) into the stage 1 disk (05A-020). |
| (e) | Extend the lift bar (item 129) that is not attached to the spider (item 128) and put the foot (item 130) into the inner diameter of the stage 1 disk (05A-020). |
| (f) | Attach the lift bar (item 129) to the spider (item 128) with the ball-lock pin (item 92). |
| (g) | Make sure that the foot (item 130) engages the stage 1 disk (05A-020) at three locations. If not, make sure that you installed the correct foot (item 130) for the stage 1 disk. |
| Subtask 72-56-00-440-282 |
| (5) | Lift the stage 1 disk (05A-020) and install, aft end down, on the balance machine. If the stage 1 disk is not in the correct position, turn the disk over as follows. Refer to Figure 1004. |
| (a) | Lift the 11C3542 lift and turn fixture. |
| (b) | Install the lift cap (item 71) onto the spider (item 128) and attach with the ball-lock pin (item 24). |
| (c) | Install the second lift arm (item 45) in the clevis (item 102) on the lift cap (item 71) and attach with the ball-lock pin (item 25). |
| (d) | Attach a second hoist to the second lift arm (item 45). |
| (e) | Align the face of the lift arms (item 45) parallel to the plane of the hoists to make sure that there is a smooth rotation. |
| (f) | Lift the second lift arm (item 45) with the second hoist to turn the disk over. |
| (g) | Remove the first hoist from the first lift arm (item 45). |
| (h) | Remove the first ball-lock pin (item 25) and then the first lift arm (item 45). |
| (i) | Remove the ball-lock pin (item 24) and the lift cap (item 91). |
| (6) | Lower the stage 1 disk (05A-020) onto the balance machine with the aft end down. |
| Subtask 72-56-00-440-191 |
| (7) | Remove the 11C3542 lift and turn fixture from the stage 1 disk (05A-020) (SIN 930B1). Refer to Figure 1004 and do as follows: |
| (a) | Remove the ball-lock pins (item 92) from the spider (item 128) at one location and retract the lift bar (item 129) to the inward position. |
| WARNING: |
|
| CAUTION: |
|
| (b) | While you lift the 11C3542 lift and turn fixture from the stage 1 disk, carefully slide the foot (item 130) at two locations from the stage 1 disk. Put the hoist and the fixture in a safe location. |
| (8) | Set the balance machine to balance the stage 1 disk (05A-020) (SIN 930B1) with the 9446M61 balance program. Record the stage 1 disk residual unbalance (FLA), weight (grams), and rpm. Refer to the balance machine manufacturer's instructions. |
| NOTE: |
|
| (a) | The correct R is 21.75 inches (552.4 mm). |
| (b) | The minimum speed is 600 rpm. |
| (9) | Attach the 11C3542 lift and turn fixture to the stage 1 disk (05A-020) (SIN 930B1). Refer to Subtask 72-56-00-440-281 (paragraph 3.A.(4)). |
| (10) | Remove the stage 1 disk from the balance machine. |
| (11) | Put a mark with a C05-003 pen at the top vertical centerline (TVCL) on the forward side of the stage 1 disk. |
| (12) | Moment weigh and plot blades with the 9446M61 balance program, or by blade mapping. Number all the blades stage 1 blades (05A-010) (SIN 930A1) with a C05-003 pen on the inner dovetail of the blade. |
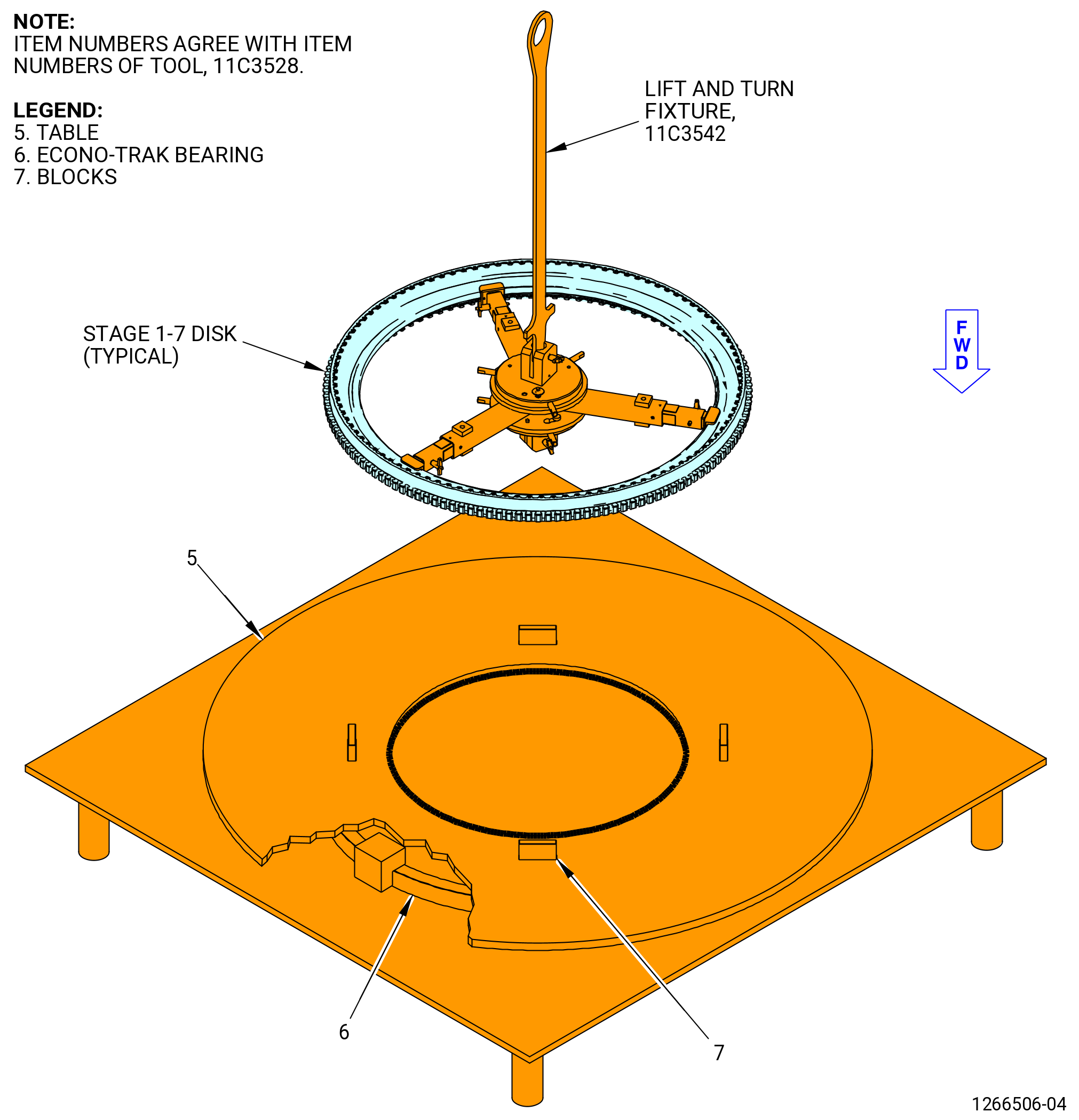
| (13) | Put the table (item 5) on the 11C3528 rotary table on the econo-trak bearing (item 6). Make sure that the 11C3528 rotary table is level. Refer to Figure 1005. |
| (14) | Put the blocks (item 7) on the table (item 5) to support the stage 1 disk (05A-020) and stage 1 blades (05A-010) at three locations. |
| (15) | Lift the stage 1 disk (05A-020) and put it, aft end down, on the 11C3528 rotary table. |
| (16) | Remove the 11C3542 lift and turn fixture from the stage 1 disk (05A-020) (SIN 930B1) and the stage 1 seal (05A-580) (SIN 930C1). Refer to Subtask 72-56-00-440-191 (paragraph 3.A.(7)). |
| (17) | Remove the stage 1 seal (05A-580) from the stage 1 disk (05A-020) as follows: |
| (a) | Remove the four 0.25-28 UNJF-3B slave bolts and nuts from the stage 1 disk and the stage 1 seal. |
| (b) | Remove the stage 1 seal from the stage 1 disk. |
| (18) | Apply C02-033 lubricant to the dovetails and the tip shroud interlock faces of the stage 1 blades. |
| (19) | Put the stage 1 blades (05A-010), with the leading edge up, on the stage 1 disk (05A-020), and align the blade dovetail with the disk dovetail slot. |
| (20) | Lower the stage 1 blades into the stage 1 disk until the dovetails of the stage 1 blades touch the stage 1 disk. Make sure that the blade dovetails are aligned with the disk dovetail slots. |
| CAUTION: |
|
| (21) | Tap the dovetails of the stage 1 blades with a non-metallic tool. Continue to tap the stage 1 blades until they are fully installed into the stage 1 disk (05A-020). |
| (22) | Make sure that the blade tip shroud interlock surface has positive contact. |
| (23) | Install the stage 1 seal (05A-580) on the stage 1 disk (05A-020) as follows. Refer to Figure 1002. |
| (a) | Apply C02-058 graphite to the threads and friction faces of the slabbed head bolts (05A-590) and self locking nuts (05A-600). |
| WARNING: |
|
| (b) | Use a heat gun to increase the temperature of the ID circumference of the forward flange of the disk for 5-10 minutes. |
| (c) | Align the match marks from Subtask 72-56-00-440-190 (paragraph A.1.) on the stage 1 air seal with the match marks on the stage 1 disk. |
| (d) | Put the stage 1 seal on the forward flange of the stage 1 disk. Make sure the boltholes of the stage 1 seal align with the boltholes of the stage 1 disk. |
| (e) | Attach the stage 1 air seal to the stage 1 disk with the slabbed head bolts (05A-590) and self locking nuts (05A-600). |
| (f) | Tighten the self locking nuts to 78-91 lb in. (8.8-10.3 N.m). |
| (g) | Remove unwanted C02-058 graphite with a clean C10-182 cloth . |
| (h) | Use a 0.001 inch (0.02 mm) shim and do a shim check at the locations of the slabbed head bolt joints. Make sure the stage 1 seal is correctly seated. |
| Subtask 72-56-00-440-192 |
| (24) | Attach the 11C3542 lift and turn fixture to the stage 1 disk (05A-020) (SIN 930B1). Refer to Subtask 72-56-00-440-281 (paragraph 3.A.(4)). |
| WARNING: |
|
| (25) | Lift and install the stage 1 disk (05A-020) and stage 1 blades (05A-010), aft side down, in the balance machine. Refer to the manufacturer's instructions for installation. |
| (26) | Remove the 11C3542 lift and turn fixture from the stage 1 disk. Refer to Subtask 72-56-00-440-191 (paragraph 3.A.(7)). |
| (27) | Refer to the manufacturer's instructions and balance the LPT stage 1 disk and blade assembly as follows: |
| WARNING: |
|
| (a) | Turn the LPT stage 1 disk and blade assembly CCW, ALF, at no less than 600 rpm. |
| (b) | Do not add or remove any material to balance. |
| (c) | Make a mark with a C05-003 pen at the dovetail slot of the heavy-angle (area of unbalance) and the light-angle. |
| NOTE: |
|
| (d) | Disengage the LPT stage 1 disk from the balance machine. Refer to manufacturer's instructions for removal. |
| Subtask 72-56-00-440-308 |
| (e) | Alternative Procedure Available. If the unbalance of the LPT stage 1 disk and blade assembly is more than 105 gram-inches (2667 grams-mm), move the LPT stage 1 disk and blade assembly to the 11C3528 rotary table and arrange the stage 1 blades to bring the unbalance in limits. Refer to the manufacturer's instructions to balance the LPT stage 1 disk and blade assembly until the unbalance of the stage 1 disk and blade assembly is less than 105 gram-inches (2667 grams-mm). |
| Subtask 72-56-00-440-309 |
| (e).A. | Alternative Procedure. If the unbalance of the LPT stage 1 disk and blade assembly is less than 300 gram-inches (7620 grams-mm), calculate an unbalance difference between “LPT stage 1 disk and blade assembly” and “LPT stage 2 disk and blade assembly”. The calculated unbalance difference must not be more than 105 gram-inches (2667 grams-mm). |
| NOTE: |
|
| Subtask 72-56-00-440-310 |
| (28) | Attach the 11C3542 lift and turn fixture to the balanced stage 1 disk and blade assembly. Refer to Subtask 72-56-00-440-281 (paragraph 3.A.(4)). |
| (29) | Lift the stage 1 disk and blade assembly from the balance machine and put the assembly in a safe location. |
| (30) | Remove the 11C3542 lift and turn fixture from the stage 1 disk and blade assembly. Refer to Subtask 72-56-00-440-191 (paragraph 3.A.(7)). |
| Subtask 72-56-00-440-193 |
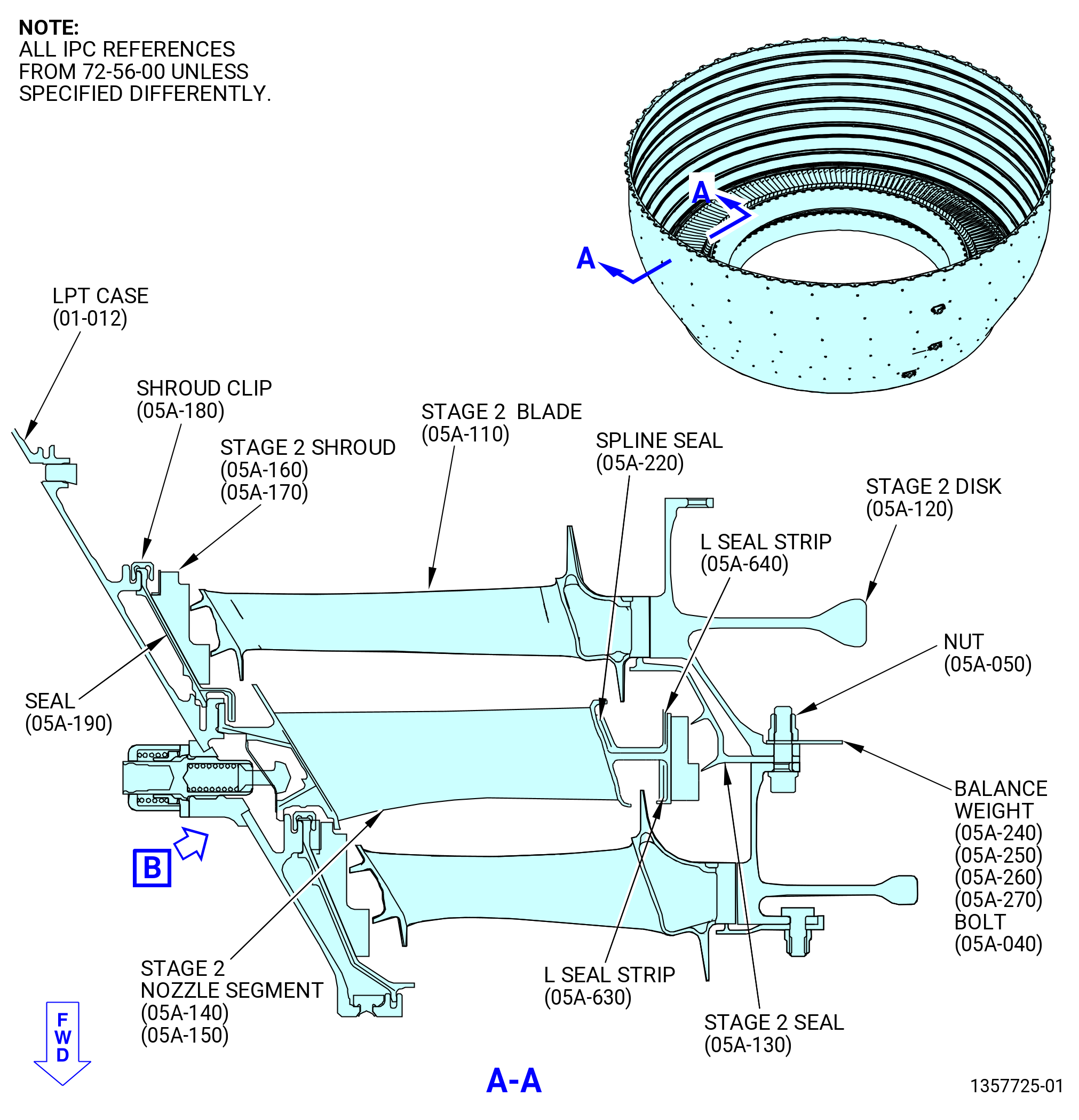
| B. | Assemble and balance the LPT rotor stage 2 disk (stage 2 disk) (05A-120), the LPT rotor stage 2 blades (stage 2 blades) (05A-110), and the LPT rotor stage 2 seal (stage 2 seal) (05A-130) as follows. Refer to Figure 1007. |
| (1) | Put the stage 2 seal on the stage 2 disk and align the boltholes. |
| CAUTION: |
|
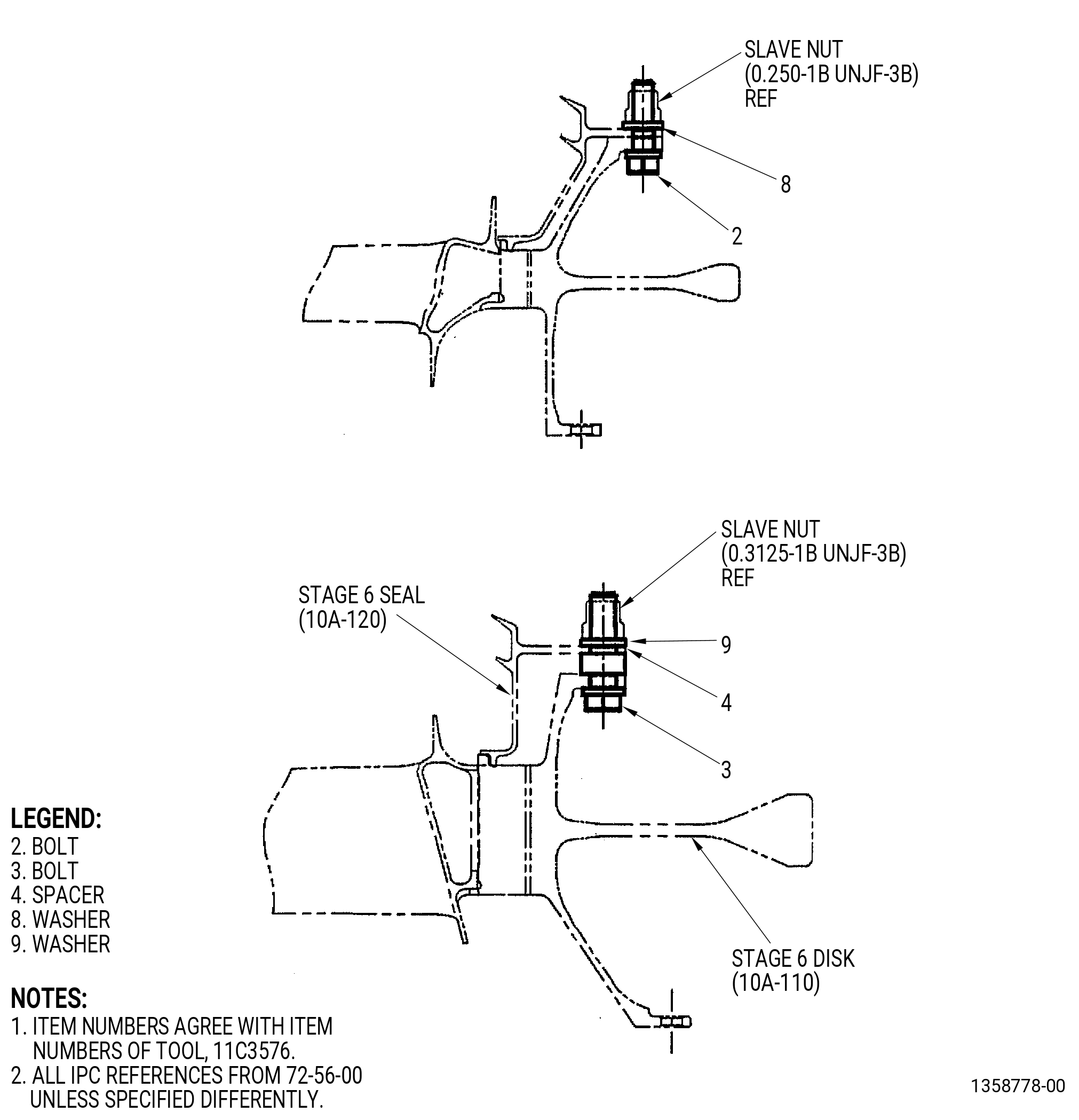
| (2) | Install the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the 0.25-28UNJF-3B slave nuts at four locations in equal spaces on the stage 2 disk and the stage 2 seal. Tighten the slave nuts, but do not torque. Refer to Figure 1003. |
| (3) | If necessary, install the balance adapter onto the balance machine for the stage 2 disk and blade assembly. |
| Subtask 72-56-00-440-291 |
| (4) | Prepare the 11C3542 lift and turn fixture to lift the stage 2 disk (05A-120) (SIN 930B2). Refer to Figure 1004 and do as follows: |
| (a) | Install the lift cap (item 91) onto the spider (item 128) and insert the ball-lock pin (item 24). |
| (b) | Install the stage 2 foot (item 131) at three locations into the lift bars (item 129) and attach with the ball-lock pins (item 93). |
| NOTE: |
|
| (c) | Install the lift bars (item 129) at three locations into the spider (item 128) and attach with the ball-lock pins (item 92) at two locations. Keep one lift bar inward, not attached to the spider, so the 11C3542 lift and turn fixture can be installed on the disk. |
| Subtask 72-56-00-440-283 |
| (5) | Attach the 11C3542 lift and turn fixture to the stage 2 disk (05A-120) (SIN 930B2). Refer to Figure 1004 and do as follows: |
| (a) | Attach the lift arm (item 45) to the clevis (item 102) on the lift cap (item 91) with the ball-lock pin (item 25). |
| (b) | Attach a hoist to the lift arm (item 45). |
| WARNING: |
|
| CAUTION: |
|
| (c) | Carefully lift the 11C3542 lift and turn fixture and lower it into the center of the stage 2 disk. |
| (d) | While you lower the fixture, put the foot (item 131) at two locations onto the stage 2 disk. |
| (e) | Extend the third lift bar (item 129) outward and put the foot (item 131) onto the stage 2 disk. |
| (f) | Attach the third lift bar (item 129) to the spider (item 128) with the ball-lock pin (item 92). |
| (g) | Make sure the foot (item 131) engages the stage 1 disk at three locations. If not, make sure you installed the correct foot (item 131) for the stage 2 disk. |
| (6) | Lift the stage 2 disk (05A-120) and install aft end down on the balance machine. |
| (a) | If the disk is not in the correct position, turn the disk over. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)). |
| Subtask 72-56-00-440-194 |
| (7) | Remove the 11C3542 lift and turn fixture from the stage 2 disk. Refer to Figure 1004 and do as follows: |
| (a) | Remove the ball-lock pin (item 92) from the lift bar (item 129) at one location. |
| (b) | Retract the lift bar (item 129) at one location to the inward position. |
| WARNING: |
|
| CAUTION: |
|
| (c) | While you carefully lift the 11C3542 lift and turn fixture, slide the foot (item 131) at two locations from the stage 2 disk (05A-120) (SIN 930B2). |
| (d) | Put the hoist and the lift arm in a safe location. |
| (8) | Set the balance machine to balance the stage 2 disk. Record the stage 2 disk and seal residual unbalance (FLA), weight (grams), and rpm. Refer to the manufacturer's instructions. |
| NOTE: |
|
| (a) | The correct R is 23.50 inches (597.0 mm). |
| (b) | The minimum speed is 600 rpm. |
| (9) | Put a mark with a C05-003 pen at the TVCL on the forward side of the stage 2 disk. |
| (10) | Weigh and plot the stage 2 blades (05A-110) (SIN 930A2) with the 9446M61 balance program or by blade mapping. Number all the blades with a C05-003 pen on the inner dovetail of the blade. |
| (11) | Attach the 11C3542 lift and turn fixture to the stage 2 disk. Refer to Subtask 72-56-00-440-283 (paragraph 3.B.(5)). |
| (12) | Lift the stage 2 disk and put it, aft end down, on the 11C3528 rotary table. Refer to Figure 1005. |
| (13) | Remove the 11C3542 lift and turn fixture from the stage 2 disk. Refer to Subtask 72-56-00-440-194 (paragraph 3.B.(7)). |
| CAUTION: |
|
| (14) | Remove the slave nuts and the bolts (item 2) of the 11C3576 dummy bolt/spacer from the stage 2 seal (05A-130) and from the stage 2 disk (05A-120). |
| (15) | Remove the stage 2 seal from the stage 2 disk. |
| Subtask 72-56-00-640-031 |
| (16) | Apply C02-033 lubricant to the dovetails and the tip shroud interlock faces of the stage 2 blades (05A-110). |
| Subtask 72-56-00-440-195 |
| (17) | Put the stage 2 blades (05A-110), with the leading edge up, on the stage 2 disk (05A-120). Align the blade dovetail with the disk dovetail slot. |
| (18) | Lower the stage 2 blades until the dovetails touch the stage 2 disk. Make sure that the blade dovetails are aligned with the disk dovetail slots. |
| CAUTION: |
|
| (19) | Tap the dovetails of the stage 2 blades with a non-metallic tool. Continue to tap the stage 2 blades until they are fully installed into the stage 2 disk. |
| Subtask 72-56-00-640-032 |
| (20) | Apply C02-058 graphite to the threads and washer faces of the bolts (item 2) of the 11C3576 dummy bolt/spacer and the 0.250-18 slave nuts at four locations. Use the 11C3576 dummy bolt/spacer and slave nuts for the static balance and not the assembly bolts (05A-040) and nuts (05A-050). |
| Subtask 72-56-00-440-196 |
| (21) | Put the stage 2 seal (05A-130) on the stage 2 disk (05A-120) and align with the holes in the stage 2 disk. Refer to Figure 1007. |
| (22) | Install the bolts (item 2) of the 11C3576 dummy bolt/spacer and the 0.25-28UNJF-3B slave nuts at four locations in equal spaces on the stage 2 disk and the stage 2 seal. |
| CAUTION: |
|
| (23) | Torque the slave nuts to 78-91 lb in. (8.8-10.3 N.m). Use the wrench (item 3) of the 11C3560 nut wrench to turn and tighten the nut. |
| NOTE: |
|
| (24) | Remove any lubricant that remains with a clean C10-182 cloth. |
| (25) | Put a mark with a C05-003 pen at the location of the bolts (item 2) of the 11C3576 dummy bolt/spacer on the stage 2 seal and the stage 2 disk. |
| (26) | Attach the 11C3542 lift and turn fixture to the stage 2 disk (05A-120) (SIN 930B2). Refer to Subtask 72-56-00-440-283 (paragraph 3.B.(5)). |
| WARNING: |
|
| (27) | Lift and install the stage 2 disk and stage 2 blades (05A-110), aft side down, on the balance machine. Refer to the manufacturer's instructions for installation. |
| (28) | Remove the 11C3542 lift and turn fixture from the stage 2 disk. Refer to Subtask 72-56-00-440-194 (paragraph 3.B.(7)). |
| (29) | Refer to the manufacturer's instructions to balance the stage 2 disk and blade assembly. |
| WARNING: |
|
| (a) | Turn the stage 2 disk and blade assembly CCW, ALF, at no less than 600 rpm. |
| (b) | Do not add or remove any material to balance. |
| (c) | Put a mark with a C05-003 pen at the dovetail slot of the heavy-angle (area of unbalance) and the light-angle. |
| NOTE: |
|
| (d) | Disengage the stage 2 disk from the balance machine. Refer to the manufacturer's instructions for removal. |
| Subtask 72-56-00-440-311 |
| (e) | Alternative Procedure Available. If the unbalance of the stage 2 disk and blade assembly is more than 105 gram-inches (2667 grams-mm), move the stage 2 disk and blade assembly to the 11C3528 rotary table and arrange the stage 2 blades to bring the unbalance in limits. Refer to the manufacturer's instructions to balance the stage 2 disk and blade assembly until the unbalance of the stage 2 disk and blade assembly is less than 105 gram-inches (2667 grams-mm). |
| Subtask 72-56-00-440-312 |
| (e).A. | Alternative Procedure. If the unbalance of the LPT stage 2 disk and blade assembly is less than 300 gram-inches (7620 grams-mm), calculate an unbalance difference between “LPT stage 1 disk and blade assembly” and “LPT stage 2 disk and blade assembly” or “LPT stage 2 disk and blade assembly” and “LPT stage 3 disk and blade assembly”. The calculated unbalance difference must not be more than 105 gram-inches (2667 grams-mm). |
| NOTE: |
|
| Subtask 72-56-00-440-313 |
| (30) | Attach the 11C3542 lift and turn fixture to the balanced stage 2 disk. Refer to Subtask 72-56-00-440-283 (paragraph 3.B.(5)). |
| WARNING: |
|
| (31) | Lift the stage 2 disk and blade assembly from the balance machine and put the assembly in a safe location. |
| (32) | Remove the 11C3542 lift and turn fixture from the stage 2 disk and blade assembly. Refer to Subtask 72-56-00-440-194 (paragraph 3.B.(7)). |
| Subtask 72-56-00-440-197 |
| C. | Assemble and balance the LPT rotor stage 3 disk (stage 3 disk) (05A-290), stage 3 blades (05A-280), and the LPT rotor stage 3 seal (stage 3 seal) (05A-300) as follows. Refer to Figure 1008. |
| (1) | Put the stage 3 seal on the stage 3 disk and align the boltholes. |
| CAUTION: |
|
| (2) | Install the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the 0.25-28UNJF-3B slave nuts at four locations in equal spaces on the stage 3 disk and the stage 3 seal. Tighten the slave nuts, do not torque the slave nuts. Refer to Figure 1003. |
| (3) | If necessary, install the balance adapter on the balance machine. |
| Subtask 72-56-00-440-292 |
| (4) | Prepare the 11C3542 lift and turn fixture to lift the stage 3 disk (05A-290) (SIN 930B3). Refer to Figure 1004 and do as follows: |
| (a) | Install the lift cap (item 91) onto the spider (item 128) and attach with the ball-lock pin (item 24). |
| (b) | Install the stage 3 foot (item 132) at three locations into the lift bars (item 129) and attach with the ball-lock pins (item 93). |
| NOTE: |
|
| (c) | Install the lift bars (item 129) at three locations into the spider (item 128) and attach with the ball-lock pins (item 92) at two locations. Keep one lift bar inward, not attached to the spider, so the lift and turn fixture can be installed on the disk. |
| Subtask 72-56-00-440-284 |
| (5) | Attach the 11C3542 lift and turn fixture to the stage 3 disk (05A-290) (SIN 930B3) as follows: |
| (a) | Attach the lift arm (item 45) to the clevis (item 102) on the lift cap (item 91) with the ball-lock pin (item 25). |
| (b) | Attach a hoist to the lift arm (item 45). |
| WARNING: |
|
| CAUTION: |
|
| (c) | Carefully lift the 11C3542 lift and turn fixture and lower it into the center of the stage 3 disk. |
| (d) | While you lower the fixture, put the foot (item 132) at two locations into the stage 3 disk. |
| (e) | Extend the third lift bar (item 129) outward and put the foot (item 132) into the stage 3 disk. |
| (f) | Attach the third lift bar (item 129) to the spider (item 128) with the ball-lock pin (item 92). |
| (g) | Make sure that the foot (item 132) engages the stage 3 disk at three locations. If not, make sure you installed the correct foot (item 132) for the stage 3 disk. |
| WARNING: |
|
| (6) | Lift the stage 3 disk (05A-290) and put it, aft end down, on the balance machine. |
| (a) | If the disk is not in the correct position, turn the disk over. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)). |
| Subtask 72-56-00-440-198 |
| (7) | Remove the 11C3542 lift and turn fixture from the stage 3 disk and blade assembly. Refer to Figure 1004 and do as follows: |
| (a) | Remove the ball-lock pin (item 92) from the spider (item 128) at one location. |
| (b) | Retract the lift bar (item 129) at one location to the inward position. |
| CAUTION: |
|
| (c) | While you lift the 11C3542 lift and turn fixture from the stage 3 disk, carefully slide the foot (item 132) from the stage 3 disk at two locations. |
| (d) | Put the 11C3542 lift and turn fixture in a safe location. |
| (8) | Set the balance machine to balance the stage 3 disk (05A-290). Record the stage 3 disk and (FLA), weight (grams), and rpm. Refer to the balance machine manufacturer's instructions. |
| NOTE: |
|
| (a) | The correct R is 25.11 inches (637.7 mm). |
| (b) | The minimum speed is 600 rpm. |
| (9) | Put a mark with a C05-003 pen at the TVCL on the forward side of the stage 3 disk. |
| (10) | Moment weigh and plot the stage 3 blades (05A-280) (SIN 930A3) with the 9446M61 balance program or by blade mapping. Number all the blades with a C05-003 pen on the inner dovetail of the blade. |
| (11) | Attach the 11C3542 lift and turn fixture to the stage 3 disk. Refer to Subtask 72-56-00-440-284 (paragraph 3.C.(5)). |
| (12) | Lift the stage 3 disk and put it, aft end down, on the 11C3528 rotary table. Refer to Figure 1005. |
| (13) | Remove the 11C3542 lift and turn fixture from the stage 3 disk (05A-290) (SIN 930B3). Refer to Subtask 72-56-00-440-198 (paragraph 3.C.(7)). |
| (14) | Remove the slave nuts and the bolts (item 2) of the 11C3576 dummy bolt/spacer from the stage 3 seal (05A-300) and stage 3 disk (05A-290). |
| (15) | Remove the stage 3 seal from the stage 3 disk. |
| Subtask 72-56-00-640-033 |
| (16) | Apply C02-033 lubricant to the dovetails and the tip shroud interlock faces of the stage 3 blades (05A-280). |
| Subtask 72-56-00-440-199 |
| (17) | Put the stage 3 blades (05A-280), with the leading edge up, on the stage 3 disk (05A-290). Align the blade dovetail with the disk dovetail slot. |
| (18) | Lower the stage 3 blades until the dovetails touch the stage 3 disk. Make sure that the blade dovetails are aligned with the disk dovetail slots. |
| CAUTION: |
|
| (19) | Tap the dovetails of the stage 3 blades with a non-metallic tool. Continue to lower and tap the stage 3 blades until they are fully installed into the stage 3 disk. |
| (20) | Make sure that the blade tip shroud interlock surface has positive contact. |
| Subtask 72-56-00-640-034 |
| (21) | Apply C02-058 graphite to the threads and washer faces of four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and 0.250-18 slave nuts. Use the bolts and washers of the 11C3576 dummy bolt/spacer and slave nuts for the static balance. Do not use the assembly bolts (05A-310) and nuts (05A-320). Refer to Figure 1008. |
| Subtask 72-56-00-440-200 |
| (22) | Put the stage 3 seal (05A-300) on the stage 3 disk (05A-290) and align with the holes in the stage 3 disk. |
| (23) | Install the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the slave nuts at equal spaces to the stage 3 disk and the stage 3 seal. Refer to Figure 1003. |
| CAUTION: |
|
| (24) | Torque the slave nuts to 78-91 lb in. (8.8-10.3 N.m). Use the wrench (item 2) of the 11C3560 nut wrench to turn and tighten the nut. |
| NOTE: |
|
| (25) | Remove any lubricant that remains with a clean C10-182 cloth. |
| (26) | Put a mark with a C05-003 pen at the bolt locations on the stage 3 seal and the stage 3 disk. |
| (27) | Install the 11C3542 lift and turn fixture on the stage 3 disk and blade assembly. Refer to Subtask 72-56-00-440-284 (paragraph 3.C.(5)). |
| (28) | Lift and install the stage 3 disk and blade assembly, aft side down, on the balance machine. Refer to the manufacturer's instructions for installation. |
| (29) | Remove the 11C3542 lift and turn fixture from the stage 3 disk and blade assembly. Refer to Subtask 72-56-00-440-198 (paragraph 3.C.(7)). |
| (30) | Refer to the manufacturer's instructions to balance the stage 3 disk (05A-290) and stage 3 blade (05A-280). |
| WARNING: |
|
| (a) | Turn the stage 3 disk and blade assembly CCW, ALF, at no less than 600 rpm. |
| (b) | Do not add or remove any material to balance. |
| (c) | Put a mark with a C05-003 pen at the dovetail slot of the heavy-angle (area of unbalance) and the light-angle. |
| NOTE: |
|
| (d) | Disengage the stage 3 disk from the balance machine. Refer to the manufacturer's instructions for removal. |
| Subtask 72-56-00-440-314 |
| (e) | Alternative Procedure Available. If the unbalance of the stage 3 disk and blade assembly is more than 105 gram-inches (2667 grams-mm), move the stage 3 disk and blade assembly to the 11C3528 rotary table and arrange the stage 3 blades to bring the unbalance in limits. Refer to the manufacturer's instructions to balance the stage 3 disk and blade assembly until the unbalance of the stage 3 disk and blade assembly is less than 105 gram-inches (2667 grams-mm). |
| Subtask 72-56-00-440-315 |
| (e).A. | Alternative Procedure. If the unbalance of the LPT stage 3 disk and blade assembly is less than 300 gram-inches (7620 grams-mm), calculate an unbalance difference between “LPT stage 2 disk and blade assembly” and “LPT stage 3 disk and blade assembly” or “LPT stage 3 disk and blade assembly” and “LPT stage 4 disk and blade assembly”. The calculated unbalance difference must not be more than 105 gram-inches (2667 grams-mm). |
| NOTE: |
|
| Subtask 72-56-00-440-201 |
| (31) | Attach the 11C3542 lift and turn fixture to the balanced stage 3 disk and stage 3 blade. Refer to Subtask 72-56-00-440-284 (paragraph 3.C.(5)). |
| WARNING: |
|
| (32) | Lift the stage 3 disk and blade assembly from the balance machine and put the assembly in a safe location. |
| (33) | Remove the 11C3542 lift and turn fixture from the stage 3 disk and blade assembly. Refer to Subtask 72-56-00-440-198 (paragraph 3.C.(7)). |
| Subtask 72-56-00-440-202 |
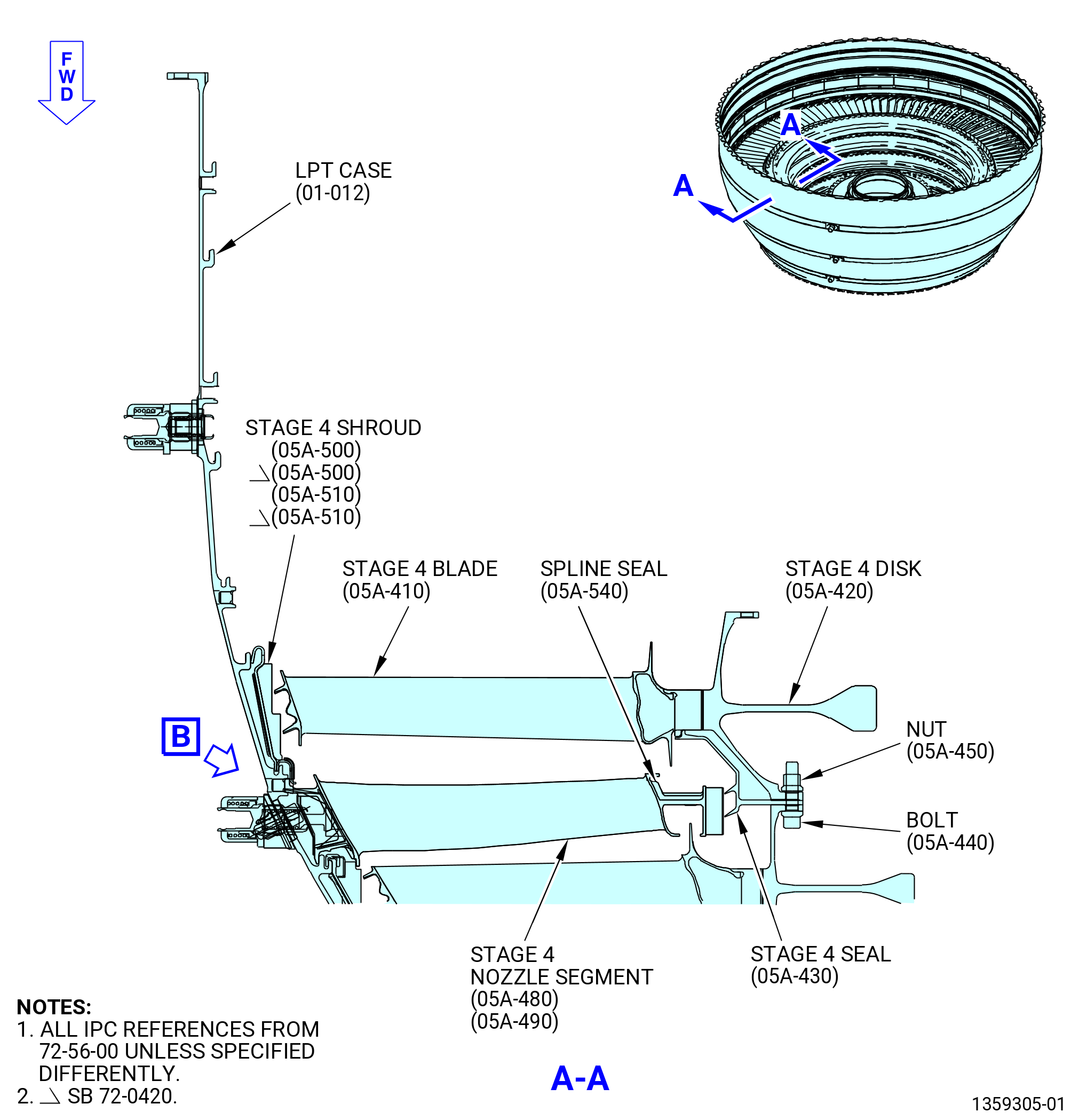
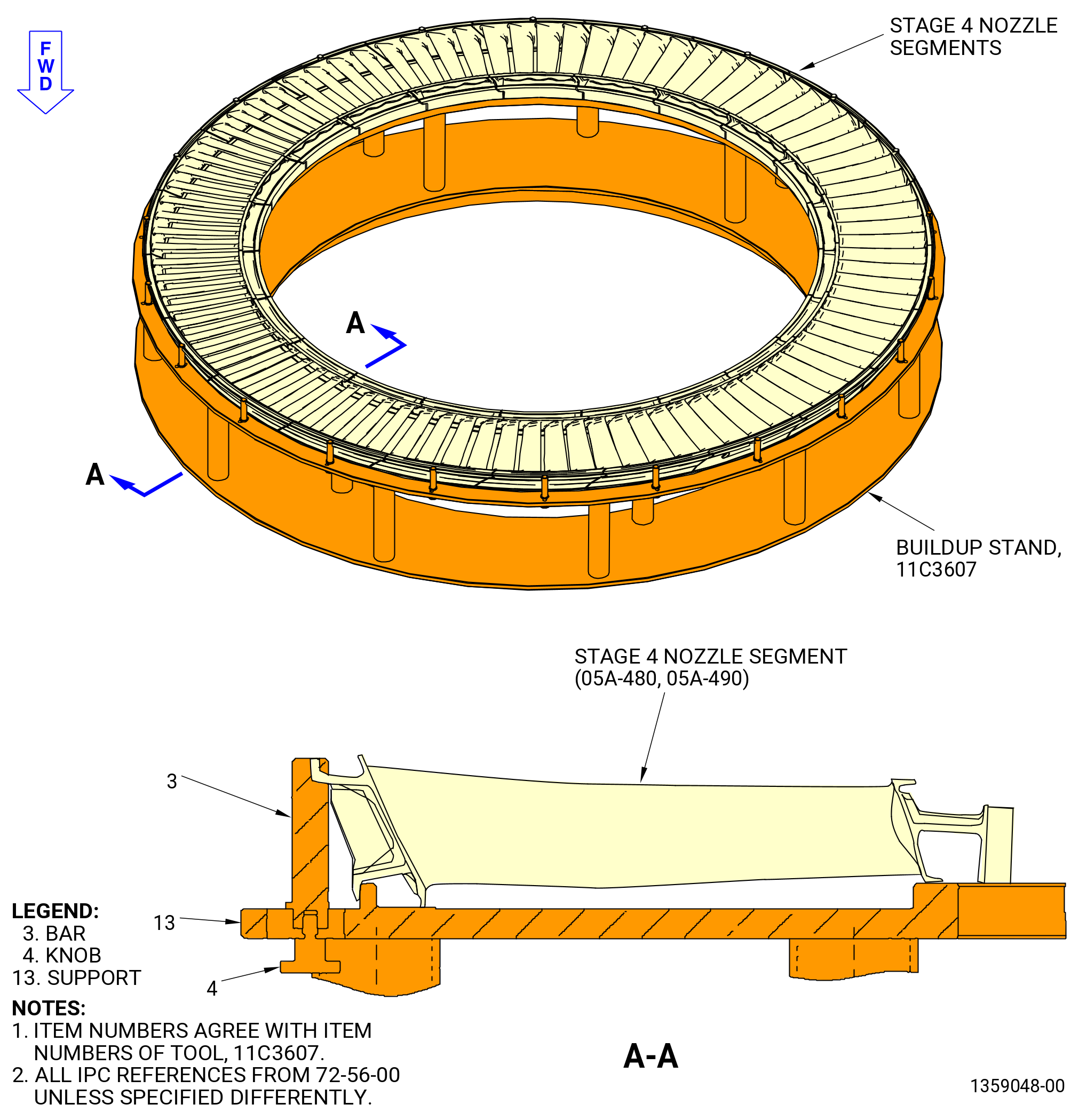
| D. | Assemble and balance the stage 4 disk (05A-420), the stage 4 blades (05A-410), and the LPT rotor stage 4 seal (stage 4 seal) (05A-430) as follows. Refer to Figure 1009. |
| (1) | Put the stage 4 seal on the stage 4 disk. |
| CAUTION: |
|
| (2) | Install the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the 0.25-28UNJF-3B slave nuts at four locations in equal spaces on the stage 4 disk and the stage 4 seal. Tighten the slave nuts, but do not torque the slave nuts. Refer to Figure 1003 and Figure 1007. |
| (3) | If necessary, install the balance adapter onto the balance machine. |
| Subtask 72-56-00-440-293 |
| (4) | Prepare the 11C3542 lift and turn fixture to lift the stage 4 disk (05A-420) (SIN 930B4). Refer to Figure 1004 and do as follows: |
| (a) | Install the lift cap (item 91) onto the spider (item 128) and attach with the ball-lock pin (item 24). |
| (b) | Install the stage 4 foot (item 133) at three locations into the lift bars (item 129) and attach with the ball-lock pins (item 93). |
| NOTE: |
|
| (c) | Install the lift bars (item 129) at three locations into the spider (item 128) and attach ball-lock pins (item 92). Keep one lift bar inward, not attached to the spider, so the lift and turn fixture can be installed on the disk. |
| Subtask 72-56-00-440-285 |
| (5) | Attach the 11C3542 lift and turn fixture to the stage 4 disk (05A-420) (SIN 930B4). Refer to Figure 1004 and do as follows: |
| (a) | Attach the lift arm (item 45) to the clevis (item 102) on the lift cap (item 91) and attach with the ball-lock pin (item 25). |
| (b) | Attach a hoist to the lift arm (item 45). |
| WARNING: |
|
| CAUTION: |
|
| (c) | Carefully lift the 11C3542 lift and turn fixture and lower it into the center of the stage 4 disk. |
| (d) | While you lower the fixture, put the foot (item 133) at two locations into the stage 4 disk. |
| (e) | Extend the third lift bar (item 129) outward and put the foot (item 133) into the stage 4 disk. |
| (f) | Attach the third lift bar (item 129) to the spider (item 128) with the ball-lock pin (item 92). Make sure the foot (item 133) is in the disk at three locations. If not, make sure you have installed the correct foot (item 133) for the stage 4 disk. |
| WARNING: |
|
| (6) | Lift the stage 4 disk (05A-420) and put it, aft end down, on the balance machine. |
| (a) | If the disk is not in the correct position, turn the disk over. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)). |
| Subtask 72-56-00-440-203 |
| (7) | Remove the 11C3542 lift and turn fixture from the stage 4 disk (05A-420) (SIN 930B4). Refer to Figure 1004 and do as follows: |
| (a) | Remove the ball-lock pins (item 92) from the lift bar (item 129) at one location and retract the lift bar (item 129) to the inward position. |
| WARNING: |
|
| CAUTION: |
|
| (b) | While you carefully lift the 11C3542 lift and turn fixture, slide the foot (item 133) from the stage 4 disk (05A-420) (SIN 930B4) at two locations. |
| (c) | Put the hoist and the lift arm in a safe location. |
| (8) | Set the balance machine to balance the stage 4 disk (05A-420). Record the stage 4 disk and (FLA), weight (grams), and rpm. Refer to the balance machine manufacturer's instructions. |
| NOTE: |
|
| (a) | The correct R is 26.35 inches (669.2 mm). |
| (b) | The minimum speed is 600 rpm. |
| (9) | Put a mark with a C05-003 pen at the TVCL on the forward side of the stage 4 disk. |
| (10) | Weigh and plot the stage 4 blades (05A-410) (SIN 930A4) with the 9446M61 balance program or by blade mapping. Number all the blades with a C05-003 pen on the inner dovetail of the blade. |
| (11) | Attach the 11C3542 lift and turn fixture to the stage 4 disk. Refer to Subtask 72-56-00-440-284 (paragraph 3.D.(5)). |
| WARNING: |
|
| (12) | Lift the stage 4 disk and put it, aft end down, on the 11C3528 rotary table. Refer to Figure 1005. |
| (13) | Remove the 11C3542 lift and turn fixture from the stage 4 disk. Refer to Subtask 72-56-00-440-203 (paragraph 3.D.(7)). |
| (14) | Remove the slave nuts and the bolts (item 2) of the 1C35761 dummy bolt/spacer from the stage 4 seal (05A-430) and from the stage 4 disk. Remove the stage 4 seal from the stage 4 disk. |
| Subtask 72-56-00-640-035 |
| (15) | Apply C02-033 lubricant to the dovetails and the tip shroud interlock faces of the stage 4 blades (05A-410). |
| Subtask 72-56-00-440-204 |
| (16) | Put the stage 4 blades (05A-410), with the leading edge up, on the stage 4 disk (05A-420). Align the blade dovetail with the disk dovetail slot. |
| (17) | Lower the stage 4 blades until the dovetails touch the stage 4 disk. Make sure that the blade dovetails are aligned with the disk dovetail slots. |
| CAUTION: |
|
| (18) | Tap the dovetails of the stage 4 blades with a non-metallic tool. Continue to lower and tap the stage 4 blades until they are fully installed into the stage 4 disk. |
| (19) | Apply C02-058 graphite to the threads and washer faces of the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the 0.250-28UNJF slave nuts. Use the bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and slave nuts for the static balance and not the assembly D-head bolts (05A-460) and nuts (05A-470). |
| (20) | Put the stage 4 seal (05A-430) on the stage 4 disk (05A-420) and align with the holes in the stage 4 disk. Refer to Figure 1009. |
| (21) | Install the bolts (item 2) of the 11C3576 dummy bolt/spacer and the 0.25-28UNJF-3B slave nuts at four locations in equal spaces on the stage 4 disk and the stage 4 seal. |
| (22) | Torque the slave nuts to 78-91 lb in. (8.8-10.3 N.m). Use the wrench (item 2) of the 11C3560 nut wrench to turn and tighten the nuts. |
| NOTE: |
|
| (23) | Remove any lubricant that remains with a clean C10-182 cloth. |
| (24) | Put a mark with a C05-003 pen at the location of the four bolts (item 2) of the 11C3560 nut wrench on the stage 4 seal (05A-430) and the stage 4 disk (05A-420). |
| (25) | Attach the 11C3542 lift and turn fixture to the stage 4 disk (05A-420) (SIN 930B4). Refer to Subtask 72-56-00-440-285 (paragraph 3.D.(5)). |
| WARNING: |
|
| (26) | Lift and install the stage 4 disk and blade assembly, aft side down, into the balance machine. Refer to the manufacturer's instructions for installation. |
| (27) | Remove the 11C3542 lift and turn fixture from the stage 4 disk. Refer to Subtask 72-56-00-440-203 (paragraph 3.D.(7)). |
| (28) | Refer to the manufacturer's instructions to balance the stage 4 disk (05A-420) (SIN 930B4) and stage 4 blades (05A-410) (SIN 930A4) as follows: |
| WARNING: |
|
| (a) | Turn the stage 4 disk and blade assembly CCW, ALF, at no less than 600 rpm. |
| (b) | Do not add or remove any material to balance. |
| (c) | Put a mark with a C05-003 pen at the dovetail slot of the heavy-angle (area of unbalance) and the light-angle. |
| NOTE: |
|
| (d) | Disengage the stage 4 disk from the balance machine. Refer to the manufacturer's instructions for removal. |
| Subtask 72-56-00-440-316 |
| (e) | Alternative Procedure Available. If the unbalance of the stage 4 disk and blade assembly is more than 105 gram-inches (2667 grams-mm), move the stage 4 disk and blade assembly to the 11C3528 rotary table and arrange the stage 4 blades to bring the unbalance in limits. Refer to the manufacturer's instructions to balance the stage 4 disk and blade assembly until the unbalance of the stage 4 disk and blade assembly is less than 105 gram-inches (2667 grams-mm). |
| Subtask 72-56-00-440-317 |
| (e).A. | Alternative Procedure. If the unbalance of the LPT stage 4 disk and blade assembly is less than 300 gram-inches (7620 grams-mm), calculate an unbalance difference between “LPT stage 3 disk and blade assembly” and “LPT stage 4 disk and blade assembly” or “LPT stage 4 disk and blade assembly” and “LPT stage 5 disk and blade assembly”. The calculated unbalance difference must not be more than 105 gram-inches (2667 grams-mm). |
| NOTE: |
|
| Subtask 72-56-00-440-205 |
| (29) | Attach the 11C3542 lift and turn fixture to the balanced stage 4 disk and blade assembly. Refer to Subtask 72-56-00-440-285 (paragraph 3.D.(5)). |
| WARNING: |
|
| (30) | Lift the stage 4 disk and blade assembly from the balance machine and put the assembly in a safe location. |
| (31) | Remove the 11C3542 lift and turn fixture from the stage 4 disk. Refer to Subtask 72-56-00-440-203 (paragraph 3.D.(7)). |
| (32) | Deleted. |
| (33) | Deleted. |
| Subtask 72-56-00-440-206 |
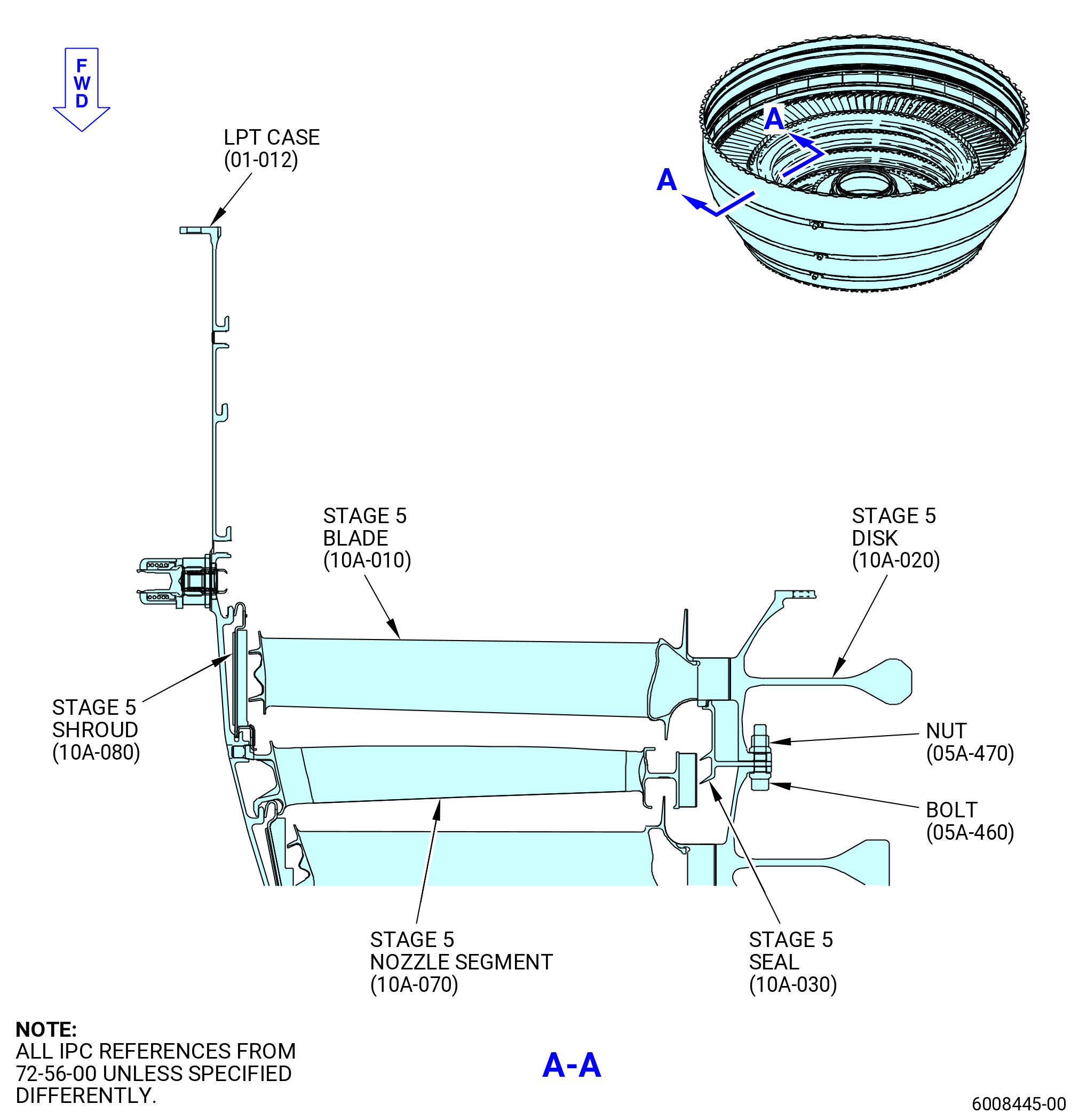
| E. | Assemble and balance the LPT rotor stage 5 disk (stage 5 disk) (10A-020), the LPT rotor stage 5 blades (stage 5 blades) (10A-010), and the LPT rotor stage 5 seal (stage 5 seal) (10A-030) as follows. Refer to Figure 1010. |
| (1) | Put the stage 5 seal on the stage 5 disk (10A-020). |
| CAUTION: |
|
| (2) | Install the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the 0.25-28UNJF-3B slave nuts at four locations in equal spaces on the stage 5 disk and the stage 5 seal. Tighten the slave nuts loosely. Refer to Figure 1003. |
| (3) | If necessary, install the balance adapter onto the balance machine. |
| Subtask 72-56-00-440-294 |
| (4) | Prepare the 11C3542 lift and turn fixture to lift the stage 5 disk. Refer to Figure 1004 and do as follows: |
| (a) | Install the lift cap (item 91) onto the spider (item 128) and attach with the ball-lock pin (item 24). |
| (b) | Install the stage 5 foot (item 134) at three locations into the lift bars (item 129) and attach the ball-lock pins (item 93). |
| NOTE: |
|
| (c) | Install the lift bars (item 129) at three locations into the spider (item 128) and attach with the ball-lock pins (item 92) at two locations. Keep one lift bar inward, not attached to the spider, so the 11C3542 lift and turn fixture can be installed on the disk. |
| Subtask 72-56-00-440-286 |
| (5) | Attach the 11C3542 lift and turn fixture to the stage 5 disk (10A-020) (SIN 930B5). Refer to Figure 1004 and do as follows: |
| (a) | Attach the lift arm (item 45) to the clevis (item 102) on the lift cap (item 91) and attach with the ball-lock pin (item 25). |
| (b) | Attach a hoist to the lift arm (item 45). |
| WARNING: |
|
| CAUTION: |
|
| (c) | Carefully lift the 11C3542 lift and turn fixture and lower it into the center of the stage 5 disk. |
| (d) | While you lower the fixture, put the foot (item 134) at two locations into the stage 5 disk. |
| (e) | Extend the third lift bar outward and put the foot (item 134) into the stage 5 disk. |
| (f) | Attach the third lift bar (item 129) to the spider (item 128) with a ball-lock pin (item 92). |
| (g) | Make sure that the foot (item 134) engages the stage 5 disk at three locations. If not, make sure you installed the correct foot (item 134) for the stage 5 disk. |
| WARNING: |
|
| (6) | Lift the stage 5 disk (10A-020) and install it, aft end down, on the balance machine. |
| (a) | If the disk is not in the correct position, turn the disk over. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)). |
|
|
| Subtask 72-56-00-440-207 |
| (7) | Remove the 11C3542 lift and turn fixture from the stage 5 disk. Refer to Figure 1004 and do as follows: |
| (a) | Remove the ball-lock pin (item 92) from the spider (item 128) at one location. |
| (b) | Retract the lift bar (item 129) at one location to the inward position. |
| CAUTION: |
|
| (c) | While you carefully lift the 11C3542 lift and turn fixture, slide the foot (item 134) at two locations from the stage 5 disk. |
| (d) | Put the 11C3542 lift and turn fixture in a safe location. |
| (8) | Set the balance machine to balance the stage 5 disk. Record the stage 5 disk and (FLA), weight (grams), and rpm. Refer to the balance machine manufacturer's instructions. |
| NOTE: |
|
| (a) | The correct R is 26.68 inches (677.6 mm). |
| (b) | The minimum speed is 600 rpm. |
| (9) | Put a mark with a C05-003 pen at the TVCL on the forward side of the stage 5 disk (10A-020). |
| (10) | Weigh and plot the stage 5 blades (10A-010) (SIN 930A5) with the 9446M61 balance program or by blade mapping. Number all the blades with a C05-003 pen on the inner dovetail of the blade. |
| (11) | Attach the 11C3542 lift and turn fixture to the stage 5 disk. Refer to Subtask 72-56-00-440-286 (paragraph 3.E.(5)). |
| WARNING: |
|
| (12) | Lift the stage 5 disk and put it, aft end down, on the 11C3528 rotary table. Refer to Figure 1005. |
| (13) | Remove the 11C3542 lift and turn fixture from the stage 5 disk and blade assembly. Refer to Subtask 72-56-00-440-207 (paragraph 3.E.(7)). |
| CAUTION: |
|
| (14) | Remove the slave nuts, bolts (item 2) and spacers (item 4) of the 11C3576 dummy bolt/spacer. |
| (15) | Remove the stage 5 seal (10A-030) from the stage 5 disk. |
| Subtask 72-56-00-640-036 |
| CAUTION: |
|
| (16) | Apply C02-033 lubricant to the dovetails and the tip shroud interlock faces of the stage 5 blades (10A-010). |
| Subtask 72-56-00-440-208 |
| (17) | Put the stage 5 blades (10A-010), with the leading edge up, on the stage 5 disk (10A-020). Align the blade dovetail with the disk dovetail slot. |
| (18) | Lower the stage 5 blades until the dovetails touch the stage 5 disk. Make sure that the blade dovetails are aligned with the disk dovetail slots. |
| CAUTION: |
|
| (19) | Tap the dovetails of the stage 5 blades (10A-010) with a non-metallic tool. Continue to lower and tap the stage 5 blades until they are fully installed into the stage 5 disk. |
| Subtask 72-56-00-640-037 |
| (20) | Apply C02-058 graphite to the threads and washer faces of the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the 0.250-28UNF slave nuts. |
| NOTE: |
|
| Subtask 72-56-00-440-209 |
| (21) | Put the stage 5 seal (10A-030) on the stage 5 disk (10A-020) and align the holes in the stage 5 disk. |
| (22) | Install the four bolts (item 2) and washers (item 8) of the 11C3576 dummy bolt/spacer and the 0.25-28UNJF-3B slave nuts equally spaced to the stage 5 disk and the stage 5 seal. Refer to Figure 1003. |
| CAUTION: |
|
| (23) | Torque the slave nuts to 78-91 lb in. (8.8-10.3 N.m). Use the wrench (item 2) of the 11C3576 dummy bolt/spacer to turn and tighten the nut. |
| NOTE: |
|
| (24) | Remove any lubricant that remains with a clean C10-182 cloth. |
| (25) | Put a mark with a C05-003 pen at the location of the four bolt (item 2) of the 11C3576 dummy bolt/spacer on the stage 5 seal and the stage 5 disk. |
| (26) | Attach the 11C3542 lift and turn fixture to the stage 5 disk and blade assembly. Refer to Subtask 72-56-00-440-286 (paragraph 3.E.(5)). |
| (27) | Lift and install the stage 5 disk and blade assembly, aft side down, on the balance machine. Refer to the manufacturer's instructions for installation. |
| (28) | Remove the 11C3542 lift and turn fixture from the stage 5 disk and blade assembly. Refer to Subtask 72-56-00-440-207 (paragraph 3.E.(7)). |
| (29) | Refer to the manufacturer's instructions to balance the stage 5 disk (10A-020) (SIN 930B5) and stage 5 blades (10A-010) (SIN 930A5). |
| WARNING: |
|
| (a) | Turn the stage 5 disk and blade assembly CCW, ALF, at no less than 600 rpm. |
| (b) | Do not add or remove any material to balance. |
| (c) | Put a mark with a C05-003 pen at the dovetail slot of the heavy-angle (area of unbalance) and the light-angle. |
| NOTE: |
|
| (d) | Disengage the stage 5 disk and blade assembly from the balance machine. Refer to manufacturer's instructions for removal. |
| Subtask 72-56-00-440-318 |
| (e) | Alternative Procedure Available. If the unbalance of the stage 5 disk and blade assembly is more than 105 gram-inches (2667 grams-mm), move the stage 5 disk and blade assembly to the 11C3528 rotary table and arrange the stage 5 blades to bring the unbalance in limits. Refer to the manufacturer's instructions to balance the stage 5 disk and blade assembly until the unbalance of the stage 5 disk and blade assembly is less than 105 gram-inches (2667 grams-mm). |
| Subtask 72-56-00-440-319 |
| (e).A. | Alternative Procedure. If the unbalance of the LPT stage 5 disk and blade assembly is less than 300 gram-inches (7620 grams-mm), calculate an unbalance difference between “LPT stage 4 disk and blade assembly” and “LPT stage 5 disk and blade assembly” or “LPT stage 5 disk and blade assembly” and “LPT stage 6 disk and blade assembly”. The calculated unbalance difference must not be more than 105 gram-inches (2667 grams-mm). |
| NOTE: |
|
| Subtask 72-56-00-440-320 |
| (30) | Attach the 11C3542 lift and turn fixture to the balanced stage 5 disk and blade assembly. Refer to Subtask 72-56-00-440-286 (paragraph 3.E.(5)). |
| WARNING: |
|
| (31) | Lift the stage 5 disk and blade assembly from the balance machine and put the assembly on the 11C3528 rotary table. Refer to Figure 1005. |
| (32) | Remove the 11C3542 lift and turn fixture from the stage 5 disk and blade assembly. Refer to Subtask 72-56-00-440-207 (paragraph 3.E.(7)). |
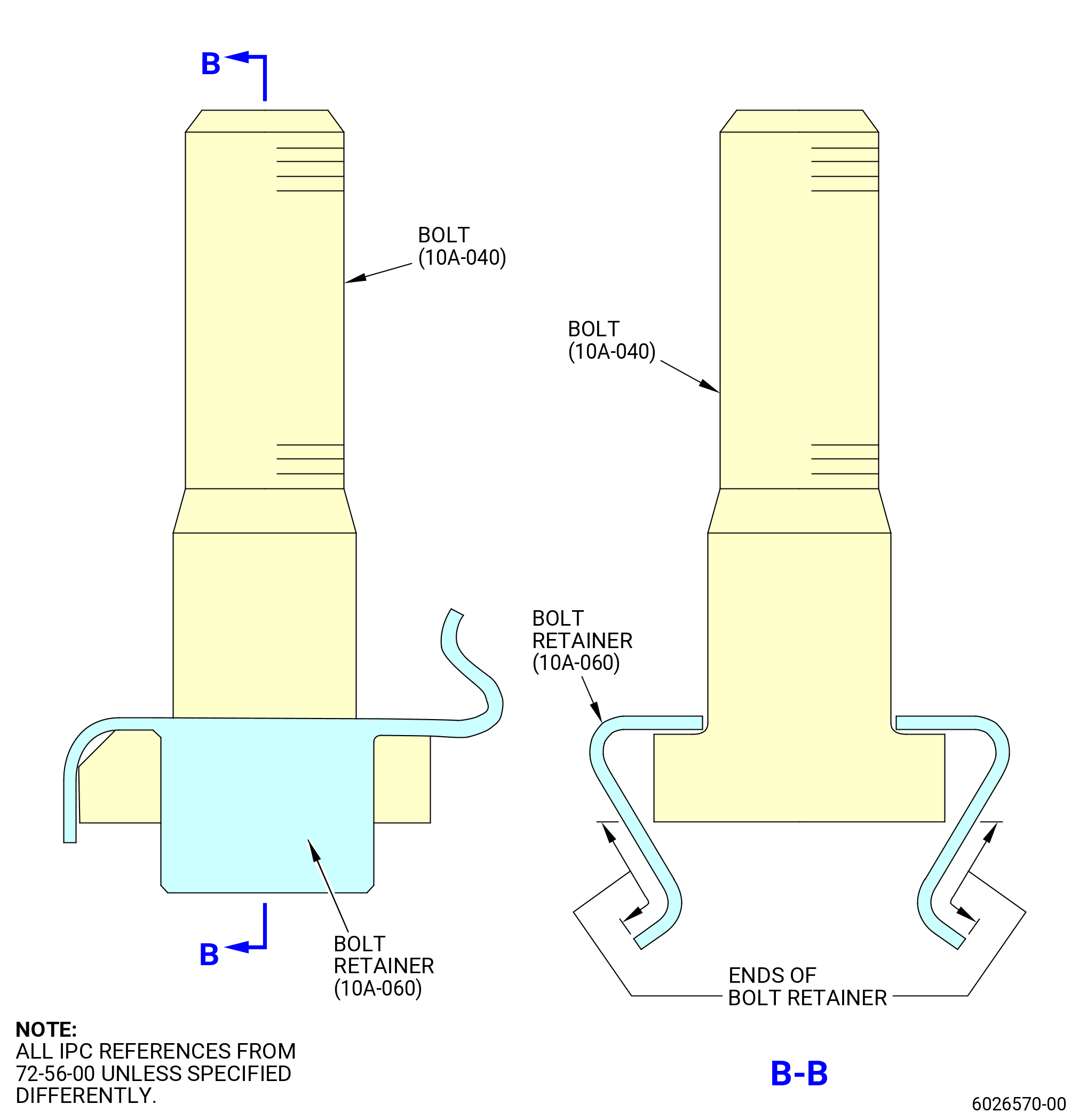
| (33) | Install each D-head bolt (bolt)(10A-040) (SIN 930F5) in each bolt retainer (10A-060) (SIN 930W7). Refer to Figure 1011A. |
| (34) | If necessary, crimp both ends of the bolt retainers (10A-060) (SIN 930W7) to hold the bolts (10A-040) (SIN 930F5) tightly and visually inspect the bolt retainers (10A-060) (SIN 930W7) after crimp. No cracks are permitted. Refer to Figure 1011A. |
| (35) | Install the D-head bolts (bolt) (10A-040) (SIN 930F5) and the bolt retainers (retainers) (10A-060) (SIN 930W7) on the aft flange of the stage 5 disk with the bolt head forward. Use a nylon mallet to install the retainers. Refer to Figure 1011. |
| (36) | Lift the stage 5 disk and blade assembly from the 11C3528 rotary table and put the stage 5 disk and blade assembly in a safe location. |
| Subtask 72-56-00-440-210 |
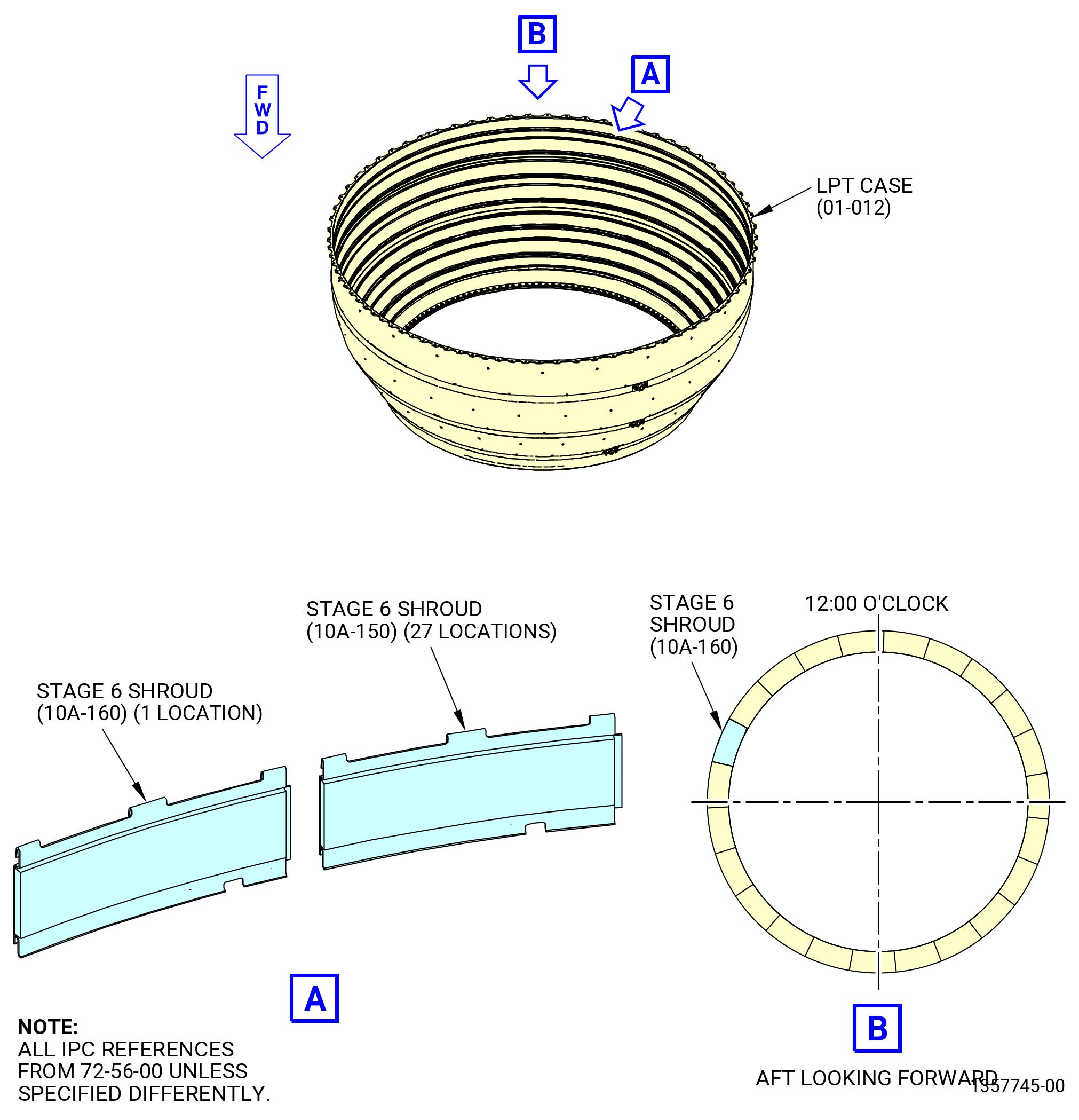
| F. | Assemble and balance the stage 6 disk (10A-110) (SIN 930B6), stage 6 blades (10A-100) (SIN 930A6) or (10A-100B) (SIN 930A6), and LPT rotor stage 6 seal (stage 6 seal) (10A-120) (SIN 930C6). Refer to Figure 1011 and do as follows: |
| NOTE: |
|
| (1) | Put the stage 6 seal on the stage 6 disk and align the boltholes. |
| CAUTION: |
|
| (2) | Install the four bolts (item 3). washers (item 9) and the spacers (item 4) of the 11C3576 dummy bolt/spacer and the 0.3125-24UNJF-3B slave nuts at four locations in equal spaces on the stage 6 disk and the stage 6 seal. Tighten the slave nuts, but do not torque the slave nuts. Refer to Figure 1003. |
| (3) | If necessary, install the balance adapter onto the balance machine. |
| Subtask 72-56-00-440-295 |
| (4) | Prepare the 11C3542 lift and turn fixture to lift the stage 6 disk (10A-110) (SIN 930B6). Refer to Figure 1004 and do as follows: |
| (a) | Install the lift cap (item 91) onto the spider (2) and insert the ball-lock pin (item 24). |
| (b) | Install the stage 6 foot (item 135) at three locations into the lift bars (item 129) and attach with the ball-lock pins (item 93). |
| NOTE: |
|
| (c) | Install the lift bars (item 129) at three locations into the spider (item 128) and attach ball-lock pins (item 92). Keep one lift bar inward, not attached to the spider, so the lift and turn fixture can be installed on the disk. |
| Subtask 72-56-00-440-287 |
| (5) | Attach the 11C3542 lift and turn fixture to the stage 6 disk (10A-110) (SIN 930B6). Refer to Figure 1004 and do as follows: |
| (a) | Attach the lift arm (item 45) to the clevis (item 102) on the lift cap (item 91) with the ball-lock pin (item 25). |
| (b) | Attach a hoist to the lift arm (item 45). |
| WARNING: |
|
| CAUTION: |
|
| (c) | Carefully lift the 11C3542 lift and turn fixture and lower it into the center of the stage 6 disk. |
| (d) | While you lower the fixture, put the foot (item 135) at two locations into the stage 6 disk. |
| (e) | Extend the third lift bar (item 129) outward and put the foot (item 135) into the stage 6 disk. |
| (f) | Attach the third lift bar (item 129) to the spider (item 128) with the ball-lock pin (item 92). |
| (g) | Make sure that the foot (item 135) is in the disk at three locations. If not, make sure that you have installed the correct foot (item 135) for the stage 6 disk. |
| (6) | Lift the stage 6 disk (10A-110) and put it, aft end down, on the balance machine. |
| (a) | If the disk is not in the correct position, turn the disk over. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)). |
| Subtask 72-56-00-440-288 |
| (7) | Remove the 11C3542 lift and turn fixture from the stage 6 disk (10A-110) (SIN 930B6). Refer to Figure 1004 and do as follows: |
| (a) | Remove the ball-lock pin (item 92) from the spider (item 128) at one location. |
| (b) | Retract the lift bar (item 129) at one location to the inward position. |
| CAUTION: |
|
| (c) | While you carefully lift the 11C3542 lift and turn fixture, slide the foot (item 135) at two locations from the stage 6 disk. |
| (d) | Put the 11C3542 lift and turn fixture in a safe location. |
| Subtask 72-56-00-440-211 |
| CAUTION: |
|
| (8) | Attach the stage 6 disk and the stage 6 seal to the balance machine. |
| NOTE: |
|
| (9) | Set the balance machine to balance the stage 6 disk. Record the stage 6 disk and (FLA), weight (grams), and rpm. Refer to the balance machine manufacturer's instructions. |
| (a) | The correct R is 26.49 inches (672.7 mm). |
| (b) | The minimum speed is 600 rpm. |
| (10) | Put a mark with a C05-003 pen at the TVCL on the forward side of the stage 6 disk. |
| (11) | Moment weigh and plot the stage 6 blades (10A-100) (SIN 930A6) or (10A-100B) (SIN 930A6) with the 9446M61 balance program or by blade mapping. Put a number on all the blades with a C05-003 pen on the inner dovetail of the blade. |
| (12) | Remove the stage 6 disk and the stage 6 seal from the balance machine. |
| (13) | Attach the 11C3542 lift and turn fixture to the stage 6 disk. Refer to Subtask 72-56-00-440-287 (paragraph 3.F.(5)). |
| WARNING: |
|
| (14) | Lift the stage 6 disk and put it, aft end down, on the 11C3528 rotary table. Refer to Figure 1005. |
| (15) | Remove the 11C3542 lift and turn fixture from the stage 6 disk. Refer to Subtask 72-56-00-440-288 (paragraph 3.F.(7)). |
| CAUTION: |
|
| (16) | Remove the 0.3125-24UNJF-3B slave nuts and the bolts (item 3) of the 11C3576 dummy bolt/spacer. |
| (17) | Remove the stage 6 seal from the stage 6 disk. |
| Subtask 72-56-00-640-038 |
| WARNING: |
|
| CAUTION: |
|
| (18) | Apply C02-033 lubricant to the dovetails and the tip shroud interlock faces of the stage 6 blades (10A-100) (SIN 930A6) or (10A-100B) (SIN 930A6). |
| Subtask 72-56-00-440-212 |
| (19) | Put the stage 6 blades (10A-100) (SIN 930A6) or (10A-100B) (SIN 930A6), with the leading edge up, on the stage 6 disk (10A-110) (SIN 930B6). Align the blade dovetail with the disk dovetail slot. |
| (20) | Lower the stage 6 blades until the dovetails touch the stage 6 disk. Make sure that the blade dovetails are aligned with the disk dovetail slots. |
| CAUTION: |
|
| CAUTION: |
|
| CAUTION: |
|
| (21) | Tap the dovetails of the stage 6 blades with a non-metallic tool. Continue to tap the stage 6 blades until they are fully installed into the stage 6 disk. |
| (22) | Make sure that the blade tip shroud interlock surface has positive contact. |
| Subtask 72-56-00-640-039 |
| (23) | Apply C02-058 graphite to the threads and washer faces of the four bolts (item 3), washers (item 9) and the spacers (item 4) of the 11C3576 dummy bolt/spacer and the 0.3125-24 slave nuts. |
| NOTE: |
|
| Subtask 72-56-00-440-213 |
| (24) | Put the stage 6 seal (10A-120) (SIN 930C6) on the stage 6 disk (10A-110) (SIN 930B6) and align it with the holes in the stage 6 disk. Refer Figure 1011. |
| (25) | Install the four bolts (item 3), washers (item 9) and spacers (item 4) of the 11C3576 dummy bolt/spacer, and the 0.3125-24UNJF-3B slave nuts in equal spaces on the stage 6 disk and the stage 6 seal. Refer to Figure 1003. |
| CAUTION: |
|
| (26) | Torque the slave nuts to 78-91 lb in. (8.8-10.3 N.m). Use the wrench (item 3) of the 11C3576 dummy bolt/spacer to turn and tighten the nut. |
| NOTE: |
|
| (27) | Remove any lubricant that remains with a clean C10-182 cloth. |
| (28) | Put a mark with a C05-003 pen at the location of the four bolts (item 3) of the 11C3576 dummy bolt/spacer on the stage 6 seal and the stage 6 disk. |
| (29) | Attach the 11C3542 lift and turn fixture to the stage 6 disk and blade assembly. Refer to Subtask 72-56-00-440-287 (paragraph 3.F.(5)). |
| WARNING: |
|
| (30) | Lift and install the stage 6 disk and blade assembly, forward side down, on the balance machine. Refer to the manufacturer's instructions for installation. |
| (31) | Remove the 11C3542 lift and turn fixture from the stage 6 disk and blade assembly. Refer to Subtask 72-56-00-440-288 (paragraph 3.F.(7)). |
| (32) | Refer to the manufacturer's instructions to balance the stage 6 disk (10A-110) and blade assembly (10A-100). |
| WARNING: |
|
| (a) | Turn the stage 6 disk and blade assembly CCW, ALF, at no less than 600 rpm. |
| (b) | The correct R is 26.49 inches (672.7 mm). |
| (c) | Do not add or remove any material to balance. |
| (d) | Put a mark with aC05-003 pen at the dovetail slot of the heavy-angle (area of unbalance) and the light-angle. |
| NOTE: |
|
| (e) | Disengage the stage 6 disk and blade assembly from the balance machine. Refer to manufacturer's instructions for removal. |
| Subtask 72-56-00-440-321 |
| (f) | Alternative Procedure Available. If the unbalance of the stage 6 disk and blade assembly is more than 105 gram-inches (2667 grams-mm), move the stage 6 disk and blade assembly to the 11C3528 rotary table and arrange the stage 6 blades to bring the unbalance in limits. Refer to the manufacturer's instructions to balance the stage 6 disk and blade assembly until the unbalance of the stage 6 disk and blade assembly is less than 105 gram-inches (2667 grams-mm). |
| Subtask 72-56-00-440-322 |
| (f).A. | Alternative Procedure. If the unbalance of the LPT stage 6 disk and blade assembly is less than 300 gram-inches (7620 grams-mm), calculate an unbalance difference between “LPT stage 5 disk and blade assembly” and “LPT stage 6 disk and blade assembly” or “LPT stage 6 disk and blade assembly” and “LPT stage 7 disk and blade assembly”. The calculated unbalance difference must not be more than 105 gram-inches (2667 grams-mm). |
| NOTE: |
|
| Subtask 72-56-00-440-323 |
| (33) | Attach the 11C3542 lift and turn fixture to the balanced stage 6 disk (10A-110) (SIN 930B6) and blade assembly (10A-100) (SIN 930A6). Refer to Subtask 72-56-00-440-287 (paragraph 3.F.(5)). |
| WARNING: |
|
| (34) | Lift the stage 6 disk and blade assembly from the balance machine and put the assembly in a safe location. |
| (35) | Remove the 11C3542 lift and turn fixture from the stage 6 disk. Refer to Subtask 72-56-00-440-288 (paragraph 3.F.(7)). |
| Subtask 72-56-00-440-214 |
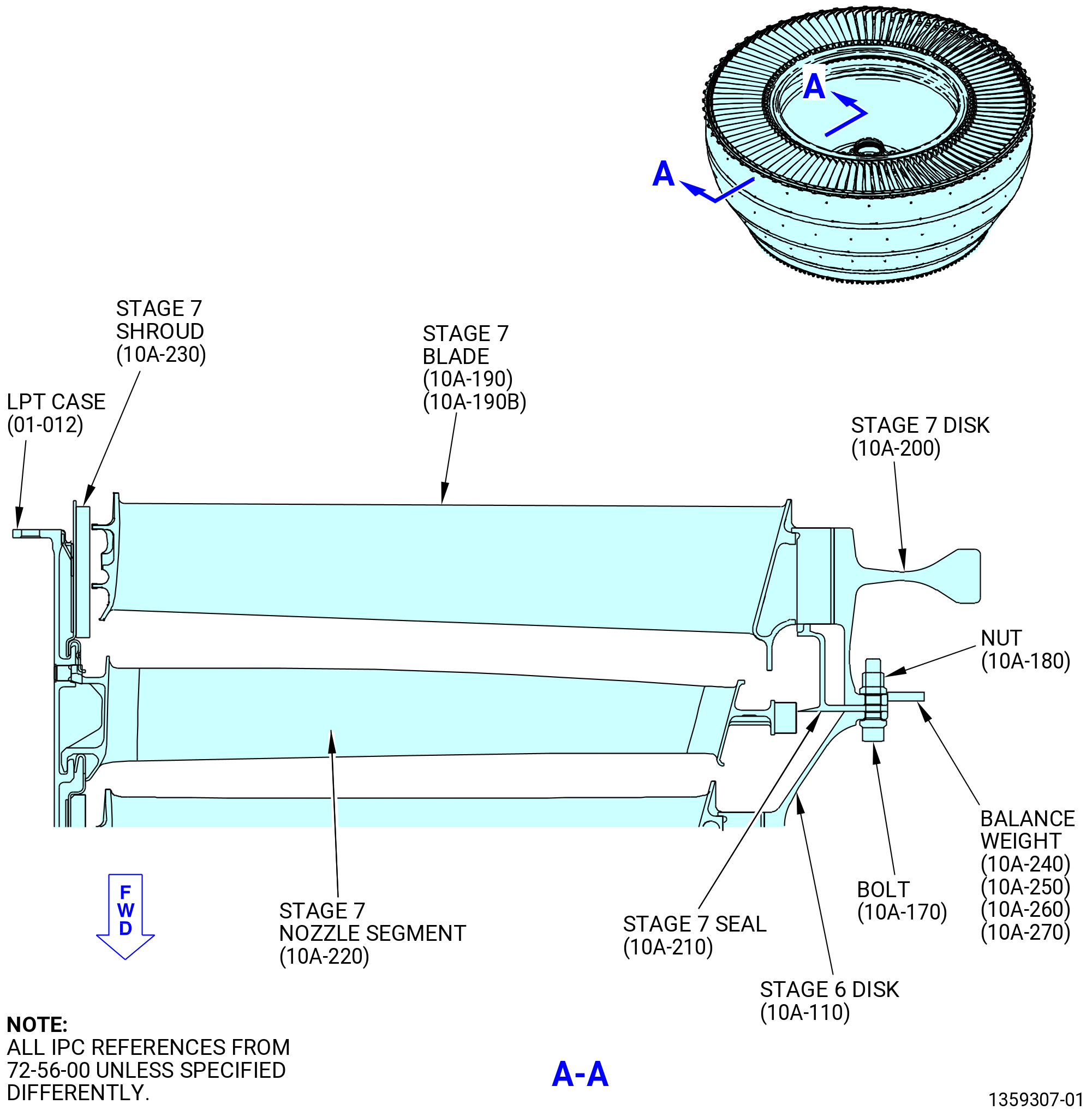
| G. | Assemble and balance the LPT rotor stage 7 disk (stage 7 disk) (10A-200) (SIN 930B7), LPT stage 7 blades (stage 7 blade) (10A-190) (SIN 930A7) or (10A-190B) (SIN 930A7), and LPT rotor stage 7 seal (stage 7 seal) (10A-210) (SIN 930C7). Refer to Figure 1012 and do as follows: |
| NOTE: |
|
| (1) | Prepare the 11C3542 lift and turn fixture to lift the stage 7 disk. Refer to Figure 1004. |
| (a) | Install the lift cap (item 91) onto the spider (34) and insert the ball-lock pin (item 24). |
| (b) | Install the stage 7 foot (item 136) at three locations into the lift bars (item 129) and attach with the ball-lock pins (item 93). |
| NOTE: |
|
| (c) | Install the lift bars (item 129) at three locations into the spider (item 128) and attach ball-lock pins (item 92). Keep one lift bar inward, not attached to the spider, so the 11C3542 lift and turn fixture can be installed on the disk. |
| Subtask 72-56-00-440-289 |
| (2) | Attach the 11C3542 lift and turn fixture to the stage 7 disk (10A-200) (SIN 930B7). Refer to Figure 1005 and do as follows: |
| (a) | Attach the lift arm (item 45) to the clevis (item 102) on the lift cap (item 91) with the ball-lock pin (item 25). |
| (b) | Attach a hoist to the lift arm (item 45). |
| WARNING: |
|
| CAUTION: |
|
| (c) | Carefully lift the 11C3542 lift and turn fixture and lower it into the center of the stage 7 disk. |
| (d) | While you lower the fixture, put the foot (item 136) at two locations into the stage 7 disk. |
| (e) | Extend the third lift bar (item 129) outward and put the foot (item 136) into the stage 7 disk. |
| (f) | Attach the third lift bar (item 129) to the spider (item 128) with the ball-lock pin (item 92). |
| (g) | Make sure that the foot (item 136) is in the disk at three locations. If not, make sure that you have installed the correct foot (item 136) for the stage 7 disk. |
| (3) | Put the stage 7 seal (10A-210) on the balance adapter with the forward flange down and attached. |
| (a) | If necessary, install the balance adapter onto the balance machine. |
| (4) | Lift the stage 7 disk (10A-200) and lower, forward end down, onto the stage 7 seal. |
| (a) | If the disk is not in the correct position, turn the disk over. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)). |
| Subtask 72-56-00-440-215 |
| (5) | Remove the 11C3542 lift and turn fixture from the stage 7 disk (10A-200) (SIN 930B7). Refer to Figure 1005 and do as follows: |
| (a) | Remove the ball-lock pins (item 92) from the spider (item 128) at one location. |
| (b) | Retract the lift bar (item 129) at one location to the inward location. |
| CAUTION: |
|
| (c) | While you carefully lift the 11C3542 lift and turn fixture, slide the foot (item 136) at two locations from the stage 6 disk. Put the hoist and the lift arm in a safe location. |
| (d) | Put the 11C3542 lift and turn fixture in a safe location. |
| CAUTION: |
|
| (6) | Attach the stage 7 disk (10A-200) and the stage 7 seal (10A-210) to the balance adapter. |
| (7) | Set the balance machine to balance the stage 7 disk (10A-200) and the stage 7 seal (10A-210). Record the stage 7 disk and (FLA), weight (grams), and rpm. Refer to the manufacturer's instructions. |
| (a) | The correct R is 25.70 inches (652.9 mm). |
| (b) | The minimum speed is 600 rpm. |
| (8) | Put a mark with a C05-003 pen at the TVCL on the forward side of the stage 7 disk (10A-200). |
| (9) | Moment weigh and plot the stage 7 blades with the 9446M61 balance program or by blade mapping. Number all the blades with a C05-003 pen on the inner dovetail of the blade. |
| (10) | Remove the stage 7 disk and the stage 7 seal from the balance adapter. |
| (11) | Attach the 11C3542 lift and turn fixture to the stage 7 disk. Refer to Subtask 72-56-00-440-289 (paragraph 3.G.(2)). |
| (12) | Lift the stage 7 disk and put it, aft end down, on the 11C3528 rotary table. Refer to Figure 1005. |
| (a) | Turn the disk over for the aft end is down. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)) and Figure 1004. |
| (13) | Remove the 11C3542 lift and turn fixture from the stage 7 disk. Refer to Subtask 72-56-00-440-215 (paragraph 3.G.(5)). |
| WARNING: |
|
| CAUTION: |
|
| (14) | Apply C02-033 lubricant to the dovetails and tip shroud interlock faces of the stage 7 blades (10A-190) (SIN 930A7) or (10A-190B) (SIN 930A7). |
| (15) | Put the stage 7 blades, with the leading edge up, on the stage 7 disk (10A-200). Align the blade dovetail with the disk dovetail slot. |
| (16) | Continue to put the stage 7 blades on the stage 7 disk until the dovetails of the stage 7 blades touch the dovetail slots of the stage 7 disk. Make sure that the blade dovetails are aligned with the disk dovetail slots. |
| CAUTION: |
|
| CAUTION: |
|
| CAUTION: |
|
| (17) | Tap the dovetails of the stage 7 blades with a non-metallic tool until they are fully installed into the stage 7 disk. |
| (18) | Make sure that the blade tip shroud interlock surface has positive contact. |
| (19) | Attach the 11C3542 lift and turn fixture to the stage 7 disk and blade assembly. Refer to Subtask 72-56-00-440-289 (paragraph 3.G.(2)). |
| (20) | Lift and install the stage 7 disk and blade assembly, forward side down, onto the balance adapter on the balance machine. Refer to the manufacturer's instructions for installation. |
| (a) | Turn the disk over for the aft end is down. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(5)). |
| (21) | Remove the 11C3542 lift and turn fixture from the stage 7 disk and blade assembly. Refer to Subtask 72-56-00-440-215 (paragraph 3.G.(5)). |
| (22) | Refer to the balance machine manufacturer's instructions to balance the stage 7 disk and blade assembly. |
| WARNING: |
|
| (a) | Turn the stage 7 disk and blade assembly CCW, ALF, at no less than 600 rpm. |
| (b) | The correct R value is 25.70 inches (652.9 mm). |
| (c) | Do not add or remove any material to balance. |
| (d) | Put a mark with a C05-003 pen at the dovetail slot of the heavy-angle (area of unbalance) and the light-angle. |
| NOTE: |
|
| (e) | Disengage the stage 7 disk and blade assembly from the balance machine. Refer to the manufacturer's instructions for removal. |
| Subtask 72-56-00-440-324 |
| (f) | Alternative Procedure Available. If the unbalance of the stage 7 disk and blade assembly is more than 105 gram-inches (2667 grams-mm), move the stage 7 disk and blade assembly to the 11C3528 rotary table and arrange the stage 7 blades to bring the unbalance in limits. Refer to the manufacturer's instructions to balance the stage 7 disk and blade assembly until the unbalance of the stage 7 disk and blade assembly is less than 105 gram-inches (2667 grams-mm). |
| Subtask 72-56-00-440-325 |
| (f).A. | Alternative Procedure. If the unbalance of the LPT stage 7 disk and blade assembly is less than 300 gram-inches (7620 grams-mm), calculate an unbalance difference between “LPT stage 6 disk and blade assembly” and “LPT stage 7 disk and blade assembly”. The calculated unbalance difference must not be more than 105 gram-inches (2667 grams-mm). |
| NOTE: |
|
| Subtask 72-56-00-440-326 |
| (23) | Attach the 11C3542 lift and turn fixture to the balanced stage 7 disk (10A-200) (SIN 930B7) and stage 7 blades (10A-190) (SIN 930A7) or (10A-190B) (SIN 930A7). Refer to Subtask 72-56-00-440-289 (paragraph 3.G.(2)). |
| WARNING: |
|
| (24) | Lift the stage 7 disk and blade assembly from the balance machine and put the assembly in a safe location. |
| (25) | Remove the 11C3542 lift and turn fixture from the stage 7 disk. Refer to Subtask 72-56-00-440-215 (paragraph 3.G.(5)). |
| Subtask 72-56-00-440-216 |
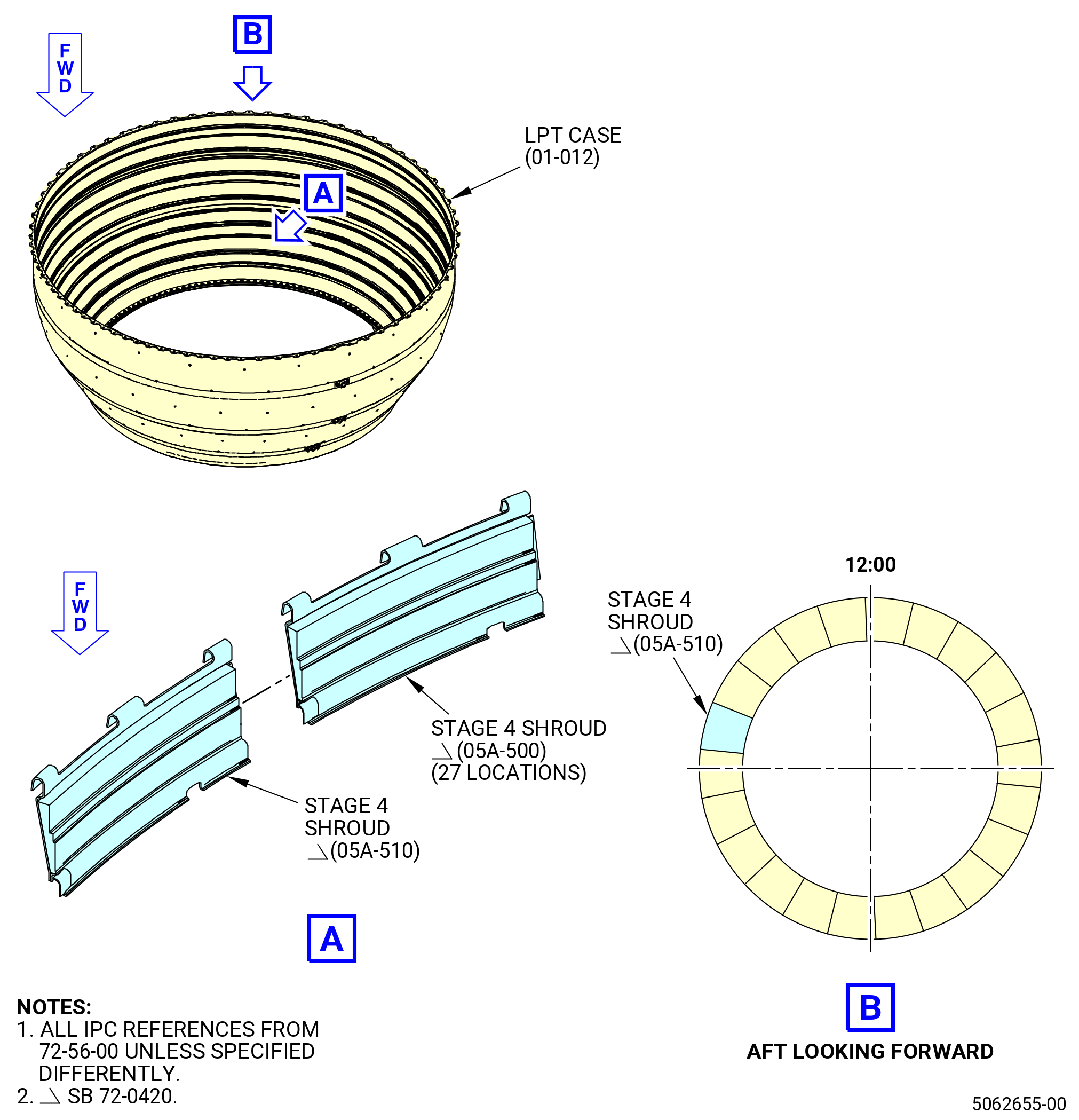
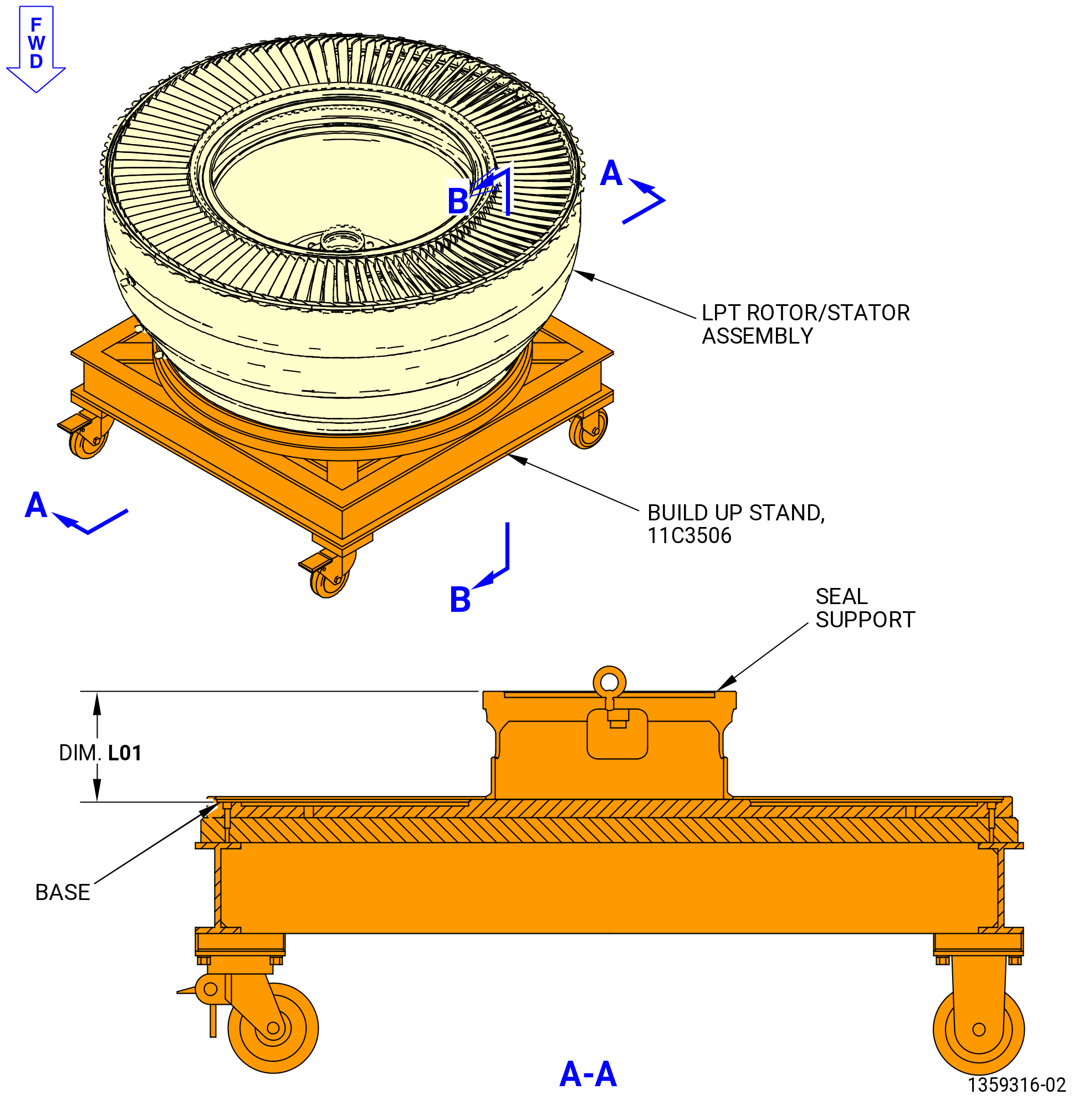
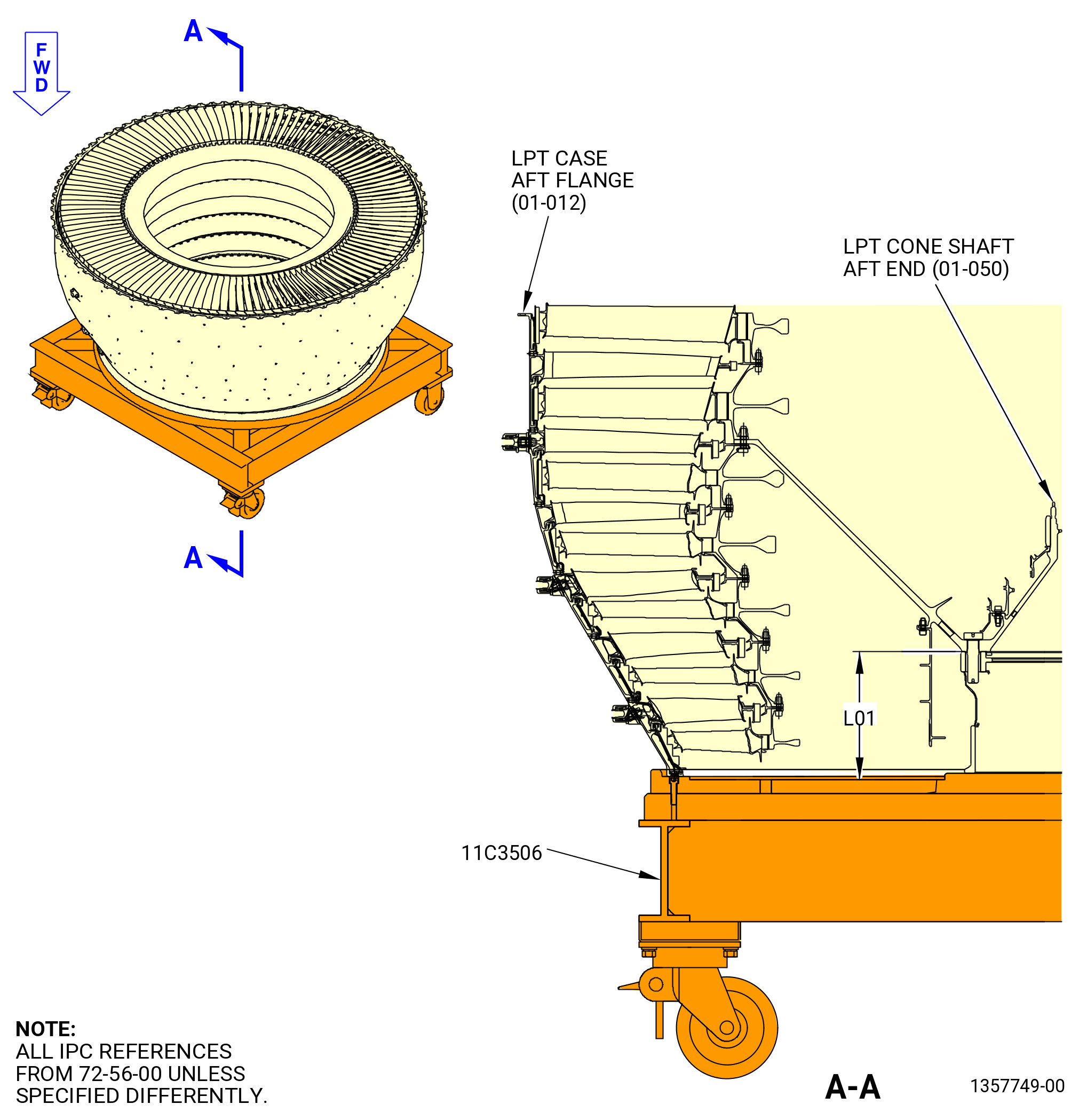
| H. | Install the LPT turbine case (LPT case) (01-012) on the 11C3520 buildup stand as follows: |
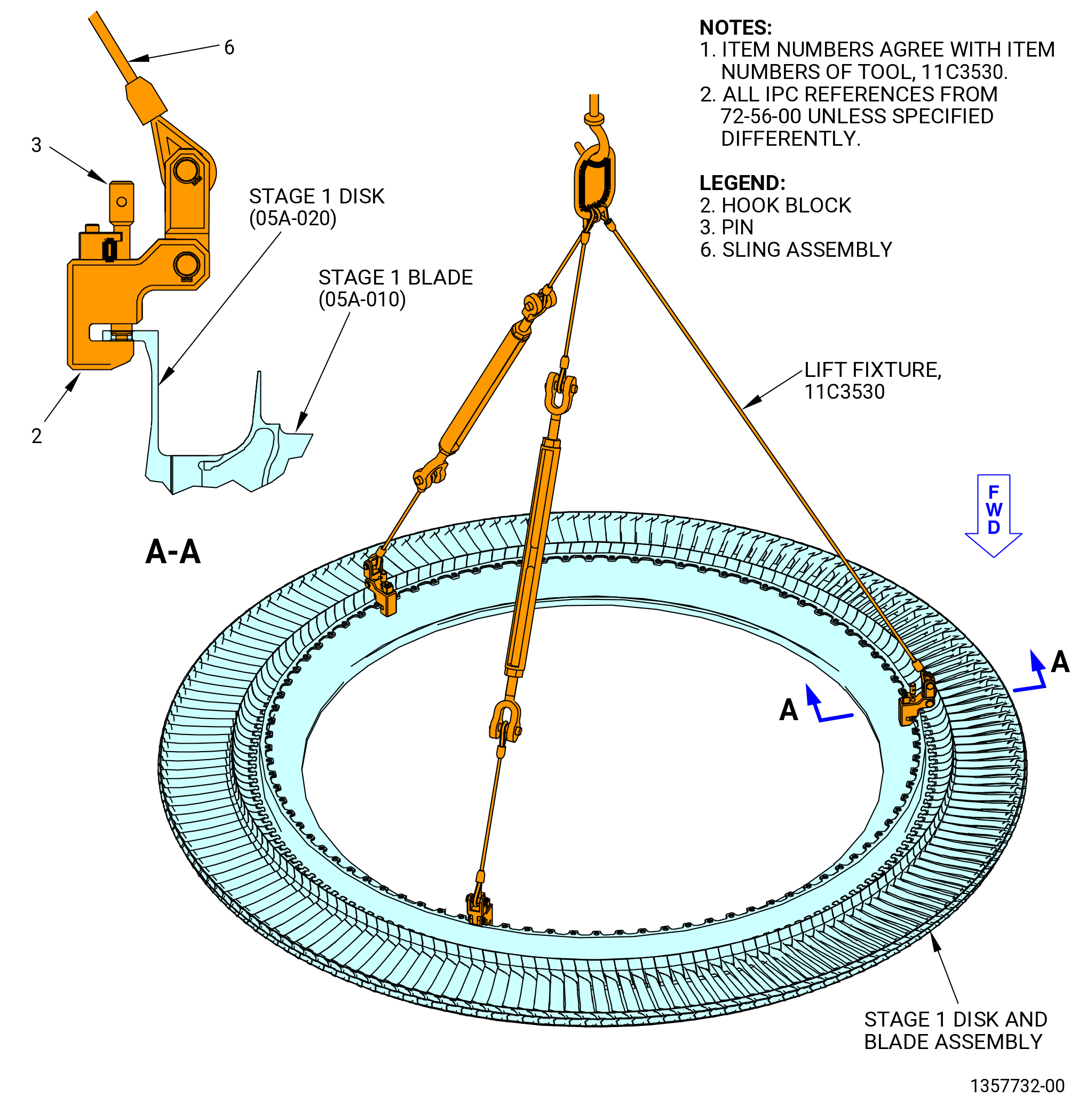
| (1) | Attach the 11C3530 lift fixture to the LPT case as follows. Refer to Figure 1013. |
| (a) | Attach the sling assembly (item 12) to an overhead hoist hook. |
| (b) | Turn the pin (item 4) counterclockwise (CCW) to pull the pin from the hook blocks (item 10). |
| CAUTION: |
|
| (c) | Attach the hook blocks (item 10) at three locations to the aft outer flange of the LPT case. You must turn the pin (item 4) CW to attach the hook blocks (item 10) to the LPT case. |
| WARNING: |
|
| (2) | Lift the LPT case and put it on of the 11C3520 buildup stand as follows. Refer to Figure 1014. |
| (a) | Align the forward flange of the LPT case to the plate (item 4) and lower the LPT case onto the 11C3520 buildup stand. |
| (b) | Remove the 11C3530 lift fixture from the LPT case. |
| (3) | Put the LPT case into position on the 11C3520 buildup stand. Refer to Figure 1014. |
| Subtask 72-56-00-440-217 |
| I. | Assemble and install the stage 1 shrouds (05A-060) and the stage 1 shroud (05A-070) on the LPT case (01-012) as follows: |
| (1) | Apply C01-027 synthetic adhesive, C02-033 lubricant , C10-109 utility wax, or C10-154 beeswax into the spline seal slots on one end of each stage 1 shroud. Make sure that the wax is applied to the same end of each stage 1 shroud. Refer to Figure 1015. |
| (2) | Install the seals (05A-090) (SIN 935W1) and (05A-100) (SIN 935W8), and L seal strip (05A-700) (SIN 935YL) into the waxed slots of each stage 1 shroud. |
| (3) | The stage 1 shroud is installed at the TVCL (12:00 o'clock) on the offset nut of the LPT case. Make sure that the forward taps are offset of the shank nut on the LPT case. |
| (4) | Install the stage 1 shrouds (05A-060, 05A-070) as follows: |
| (a) | Align the forward lip of the stage 1 shroud with the groove in the LPT case. |
| (b) | Align the tab of the stage 1 shroud with the head of the first shouldered stud in the LPT case, CCW of the top vertical center line, ALF. |
| (c) | Install the stage 1 shroud into the LPT case. |
| (d) | Continue this procedure to install each remaining stage 1 shroud, adjacent to the previous stage 1 shroud, into the LPT case. |
| 1 | Make sure that the seals (05A-090) (SIN 935W1) and (05A-100) (SIN 935W8), and the L Seal Strip (05A-700) (SIN 935YL) are fully engaged as each adjacent stage 1 shroud is installed. |
| NOTE: |
|
| (e) | Tap the aft end of the stage 1 shrouds axially forward and radially outward to Make sure that the stage 1 shrouds are completely installed into the LPT case. |
| CAUTION: |
|
| (5) | Install the stage 1 shroud clip (shroud clip) (05A-080) (SIN 935B7) on the stage 1 shrouds (05A-060, 05A-070) as follows: |
| (a) | Lubricate the shroud clip (05A-080) with C02-033 lubricant. |
| (b) | Put a retaining clip between the tabs on each stage 1 shroud. Put the retaining clips in the LPT case stage 1 aft groove and on the aft lip of the stage 1 shroud. |
| 1 | Make sure that the curve of the retaining clips align with the curve of the stage 1 shroud. |
| (c) | Put a wood or phenolic block along the length of the retaining clips. Tap the blocks as necessary to install the retaining clips. |
| 1 | Make sure that the retaining clips are completely installed against the stage 1 shroud and the LPT case. |
| Subtask 72-56-00-440-218 |
| J. | Install the stage 1 disk (05A-020) and blade assembly, forward end down, on the 11C3520 buildup stand as follows: |
| (1) | If the stage 1 disk and blade assembly is not in the correct position, use the 11C3542 lift and turn fixture to turn the stage 1 disk and blade assembly over. Refer to Figure 1004 and do as follows: |
| CAUTION: |
|
| (a) | Prepare the 11C3542 lift and turn fixture to lift the stage 1 disk (05A-020) (SIN 930B1). Refer to Subtask 72-56-00-440-290 (paragraph 3.A.(3)). |
| (b) | Attach the 11C3542 lift and turn fixture to the stage 1 disk (05A-020) (SIN 930B1). Refer to Subtask 72-56-00-440-281 (paragraph 3.A.(4)). |
| WARNING: |
|
| (c) | Lift the stage 1 disk and blade assembly and rotate to put the forward end down, on a safe work table. |
| (d) | Remove the 11C3542 lift and turn fixture from the stage 1 disk (05A-020) (SIN 930B1) and blade assembly. Refer to Subtask 72-56-00-440-282 (paragraph 3.A.(6)). |
| (2) | Attach the 11C3530 lift fixture to the stage 1 disk flange at three equally spaced bolthole locations. Refer to Figure 1016. |
| (3) | Attach a hoist to the 11C3530 lift fixture. |
| WARNING: |
|
| (4) | Lift and install the stage 1 disk and blade assembly into the LPT case (01-012). |
| NOTE: |
|
| NOTE: |
|
| (5) | Remove the 11C3530 lift fixture from the stage 1 disk. Put the lift fixture in a safe location. |
| Subtask 72-56-00-440-219 |
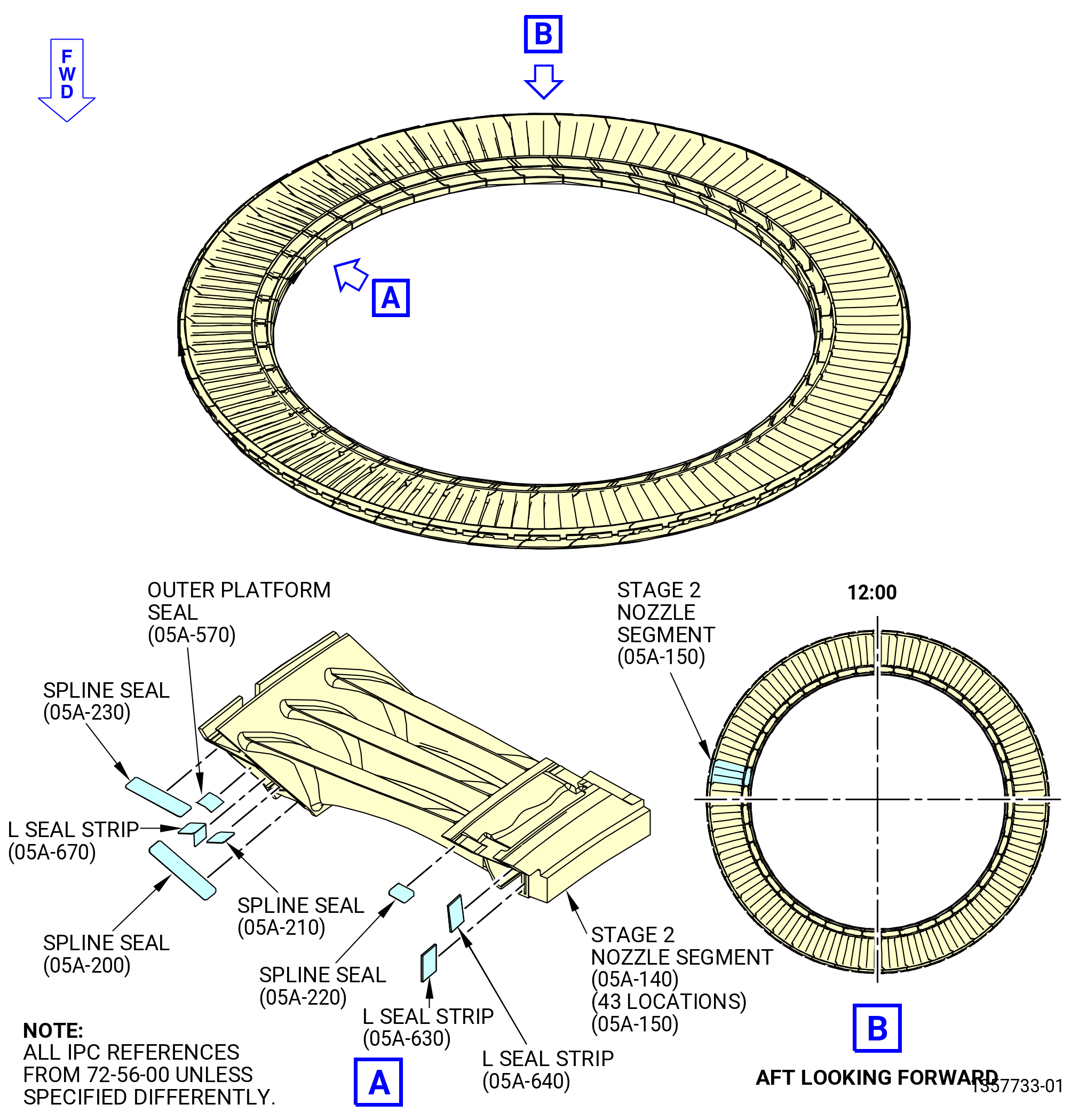
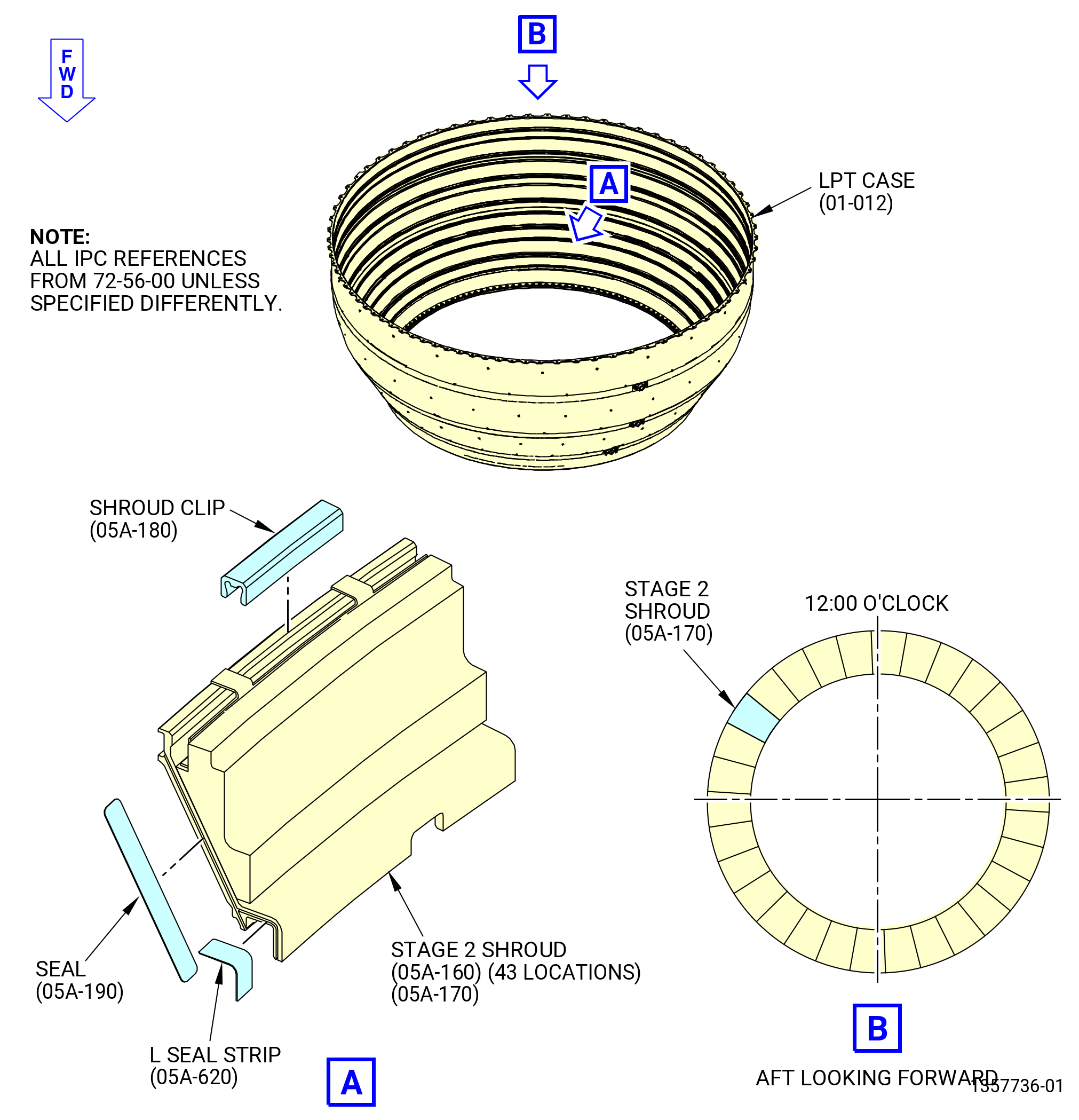
| K. | Install the stage 2 nozzle segments (05A-140, 05A-150) in the LPT case (01-012) as follows. Refer to Figure 1007. |
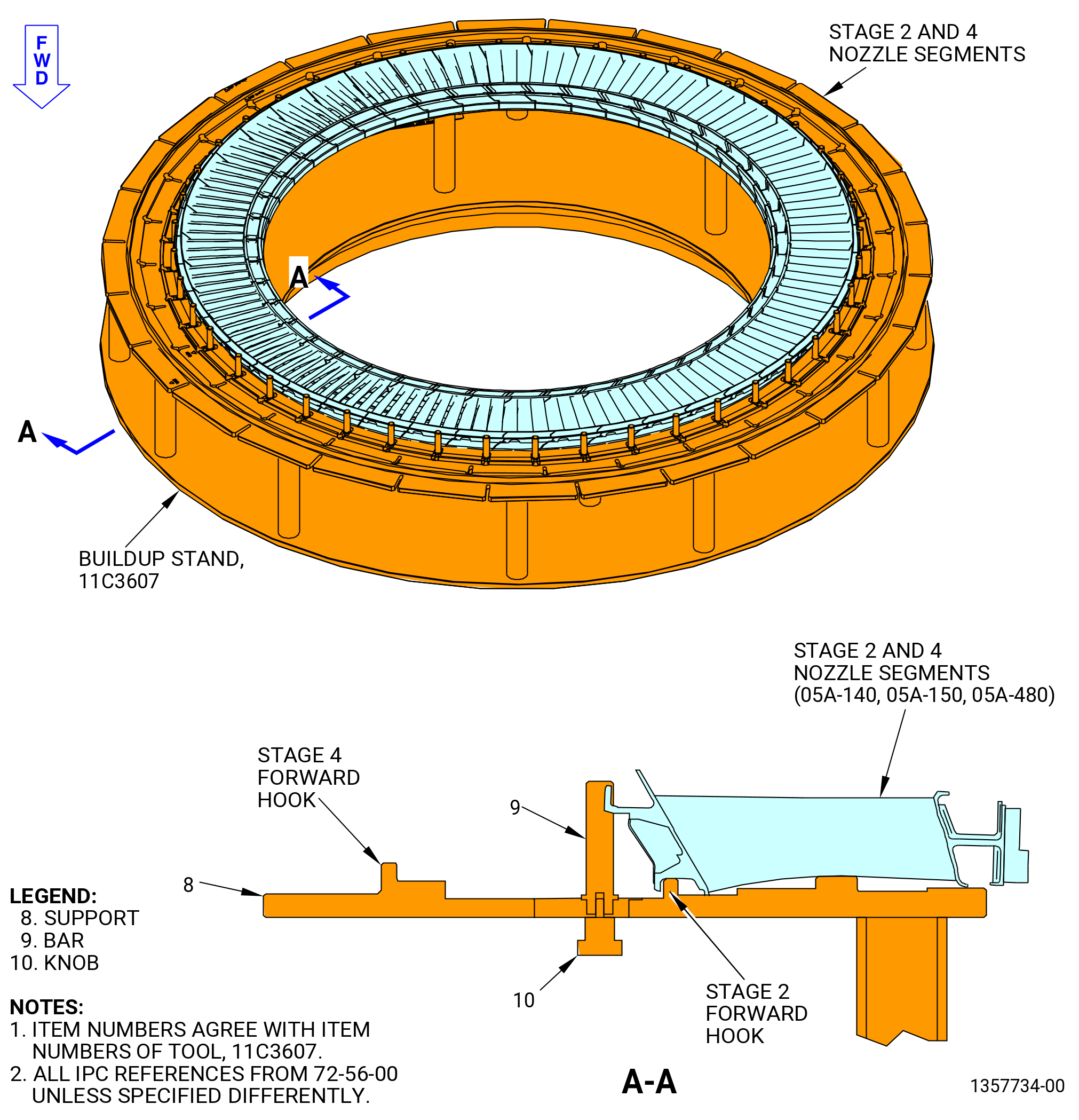
| (1) | Put the 11C3607 buildup stand on a safe work table. |
| (2) | Install the LPT stage 2 nozzle segments on the 11C3607 buildup stand as follows: |
| (a) | Apply C01-027 synthetic adhesive, C02-033 lubricant , C10-109 utility wax, or C10-154 beeswax into the inner and outer spline seal slots on one end of each LPT stage 2 nozzle segment. Make sure that the wax is applied to the same end of each LPT stage 2 nozzle segment. |
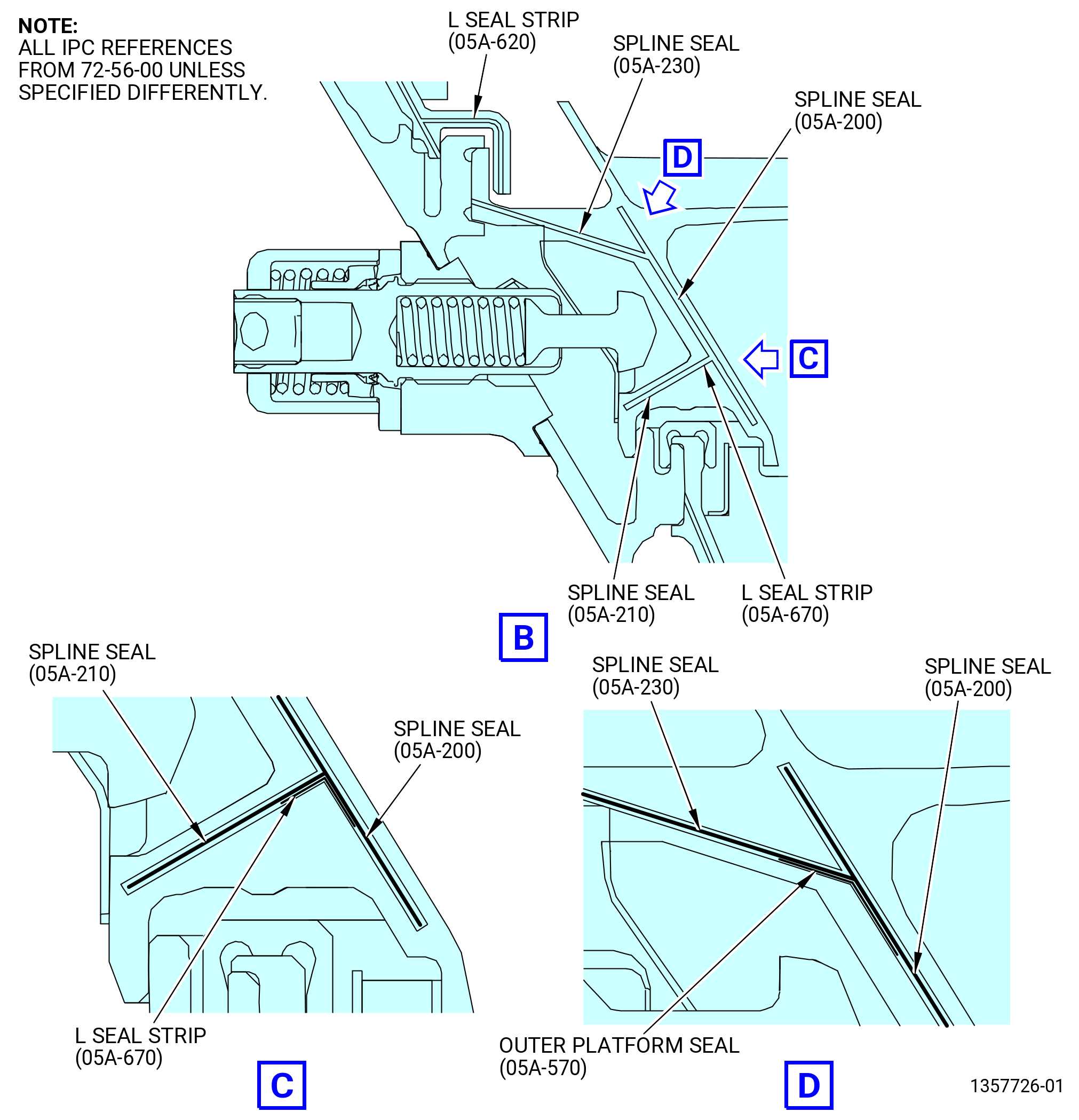
| (b) | Install the spline seals (outer) (05A-200) (SIN 935Y0), (05A-210) (SIN 935Y1), and (05A-230) (SIN 935Y3), outer platform seal (05A-570) (SIN 935YE), L seal strips (05A-630) (SIN 935T6), (05A-640) (SIN 935T7), and (05A-670) (SIN 935YH), and spline seals (inner) (05A-220) (SIN 935Y2) into each LPT stage 2 nozzle segment as follows. Refer to Figure 1017. |
| 1 | Make sure that the slant of the spline seals match the slant of the LPT stage 2 nozzle segment and adjacent seal. |
| 2 | Put the outer platform seal (05A-570) (935YE) on the upper and forward side of the spline seals (05A-200) (SIN 935Y0) and (05A-230) (935Y3). |
| 3 | Put the L seal strip (05A-670) (SIN 935YH) on the upper and forward side of the spline seals (05A-200) (SIN 935Y0) and (05A-210) (SIN 935Y1). |
| (c) | Install the LPT stage 2 nozzle segment (05A-150), aft end up, at the stage 2 borescope hole on the 11C3607 buildup stand with the aft end up. Refer to Figure 1018. |
| (d) | Continue this procedure to install all the stage 2 nozzle segments (05A-140), adjacent to the previous LPT stage 2 nozzle segment, into the 11C3607 buildup stand. Make sure that the spline seals are fully engaged as each adjacent LPT stage 2 nozzle segment is installed. |
| (e) | Rotate the knob (item 10) to put the bar (item 9) on the nozzle segment. |
| Subtask 72-56-00-440-220 |
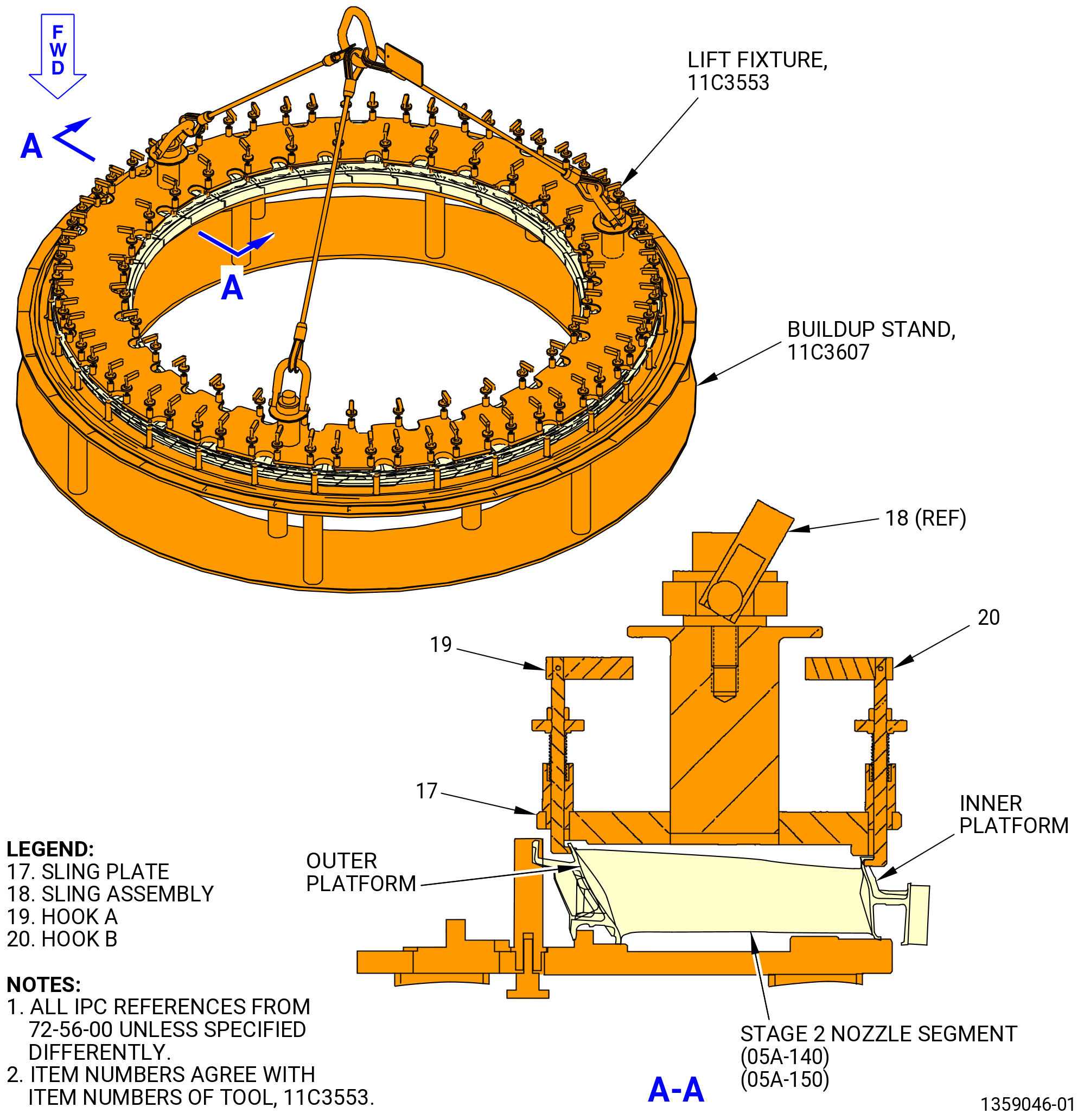
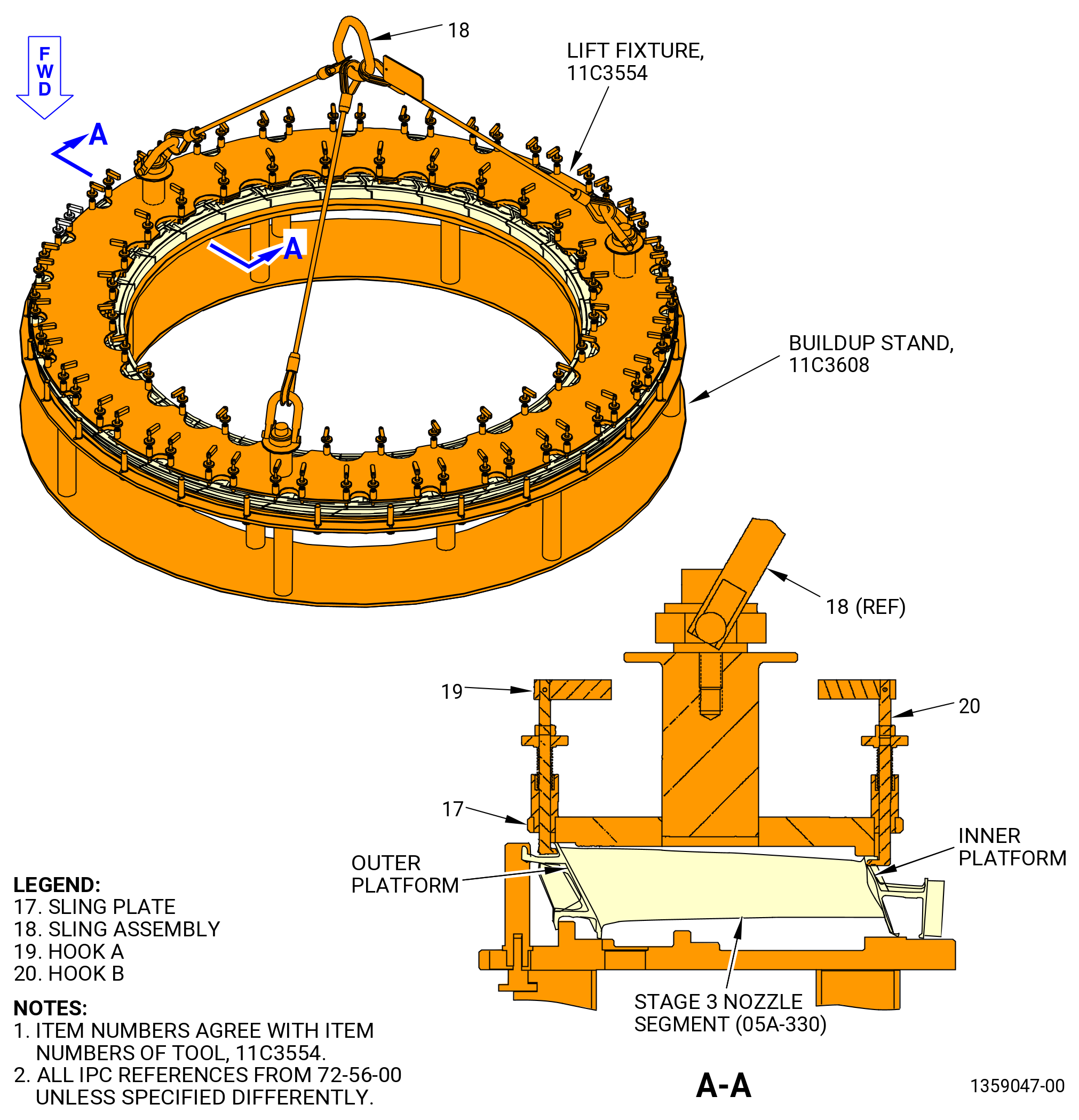
| (3) | Attach the 11C3553 lift fixture to the LPT stage 2 nozzle segments as follows. Refer to Figure 1019. |
| WARNING: |
|
| (a) | Lift the sling plate (item 17) and put it into position on the LPT stage 2 nozzle segments. |
| (b) | Make sure that the TOP vertical marks of the 11C3553 lift fixture and the 11C3607 buildup stand are aligned. |
| NOTE: |
|
| (c) | Turn hook A (item 19) at 62 locations to the LOCK position. Make sure that the hook is against the nozzle segment inner platform. |
| (d) | Turn hook B (item 20) at 31 locations to the LOCK position. Make sure the hook is under the nozzle segment outer platform. |
| (e) | Attach a hoist to the sling assembly (item 18). |
| (4) | Lift the LPT stage 2 nozzle segments and put them into position in the LPT case. |
| (5) | Make sure that the top vertical positions of the 11C3553 lift fixture and the LPT case are aligned. |
| (6) | Make sure that the stage 2 nozzle segment (05A-150) is aligned with the borescope hole in the LPT case. |
| CAUTION: |
|
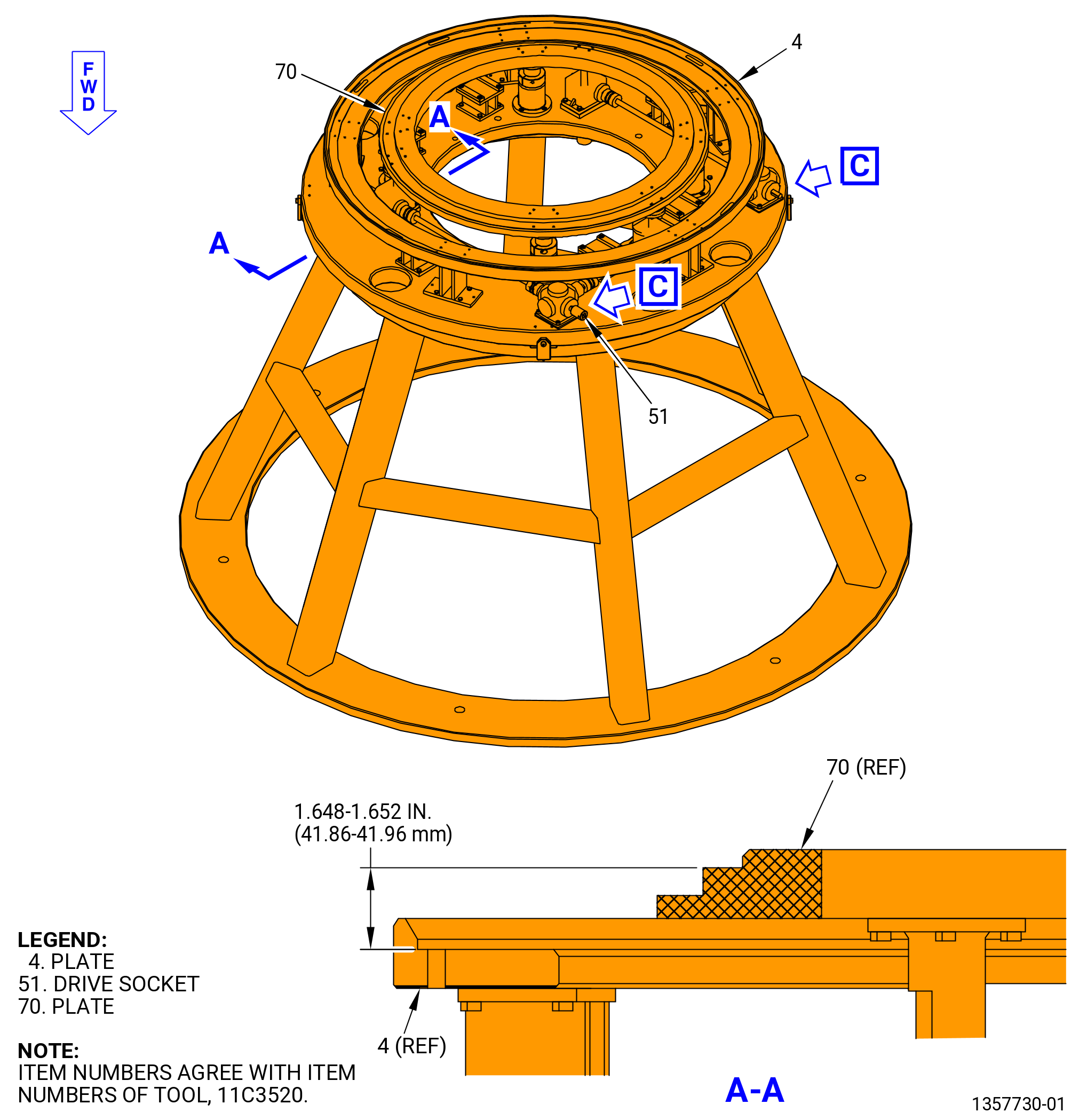
| (7) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor 0.295 inch (7.49 mm) forward of the NOMINAL position to help to install the LPT stage 2 nozzle segments. |
| (8) | Turn the hook B (item 20) of the 11C3553 lift fixture off the LOCK position at 31 locations. Make sure that the hook is inward away from the nozzle segment. |
| (9) | Turn the hook A (item 19) off the LOCK position at 62 locations. Make sure that the hook is outward away from the nozzle segment. |
| WARNING: |
|
| (10) | Lift the 11C3553 lift fixture out and away from the LPT case. Put the hoist and the fixture in a safe location. |
| (11) | Tap the LPT stage 2 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 2 nozzle segments into the LPT case. |
| CAUTION: |
|
| (12) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor to the NOMINAL position after the LPT stage 2 nozzle segments are installed. |
| (13) | Make sure that all of the spline seals are in the correct positions. |
| (14) | Make sure that the nozzle segments are seated radially outward and axially aft against the stops in the aft fan case (01-012). |
| (a) | Tap the LPT stage 2 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 2 nozzle segments into the LPT case. |
| Subtask 72-56-00-220-019 |
| L. | Do a visual inspection of the borescope plugs and ports. Refer to TASK 72-00-00-800-804 (72-00-00, SPECIAL PROCEDURE 004) (paragraph 5.A. and 5.B.). |
| Subtask 72-56-00-440-221 |
| M. | Install the borescope plug (01-020) on the LPT case (01-012) at the stage 2 nozzle segment as follows. Refer to Figure 1007. |
| Subtask 72-56-00-640-040 |
| (1) | Apply C02-071 anti-seize compound to the threads and the friction surfaces of the borescope plug that touch the LPT case. |
| (2) | Install the borescope plug in the correct position on the LPT case. |
| (3) | Torque the borescope plug to 150-168 lb in. (17-19 N.m). |
| (4) | Torque the borescope plug again to 150-168 lb in. (17-19 N.m). |
| (5) | After the plug has been torqued, perform a visual inspection of the plug and make sure that the locking feature is fully engaged with the lug on the borescope boss. Also make sure that the head of the borescope plug is fully seated against the borescope boss. If one of the two conditions are not met, the ratcheting feature of the plug can be seized or locked. Apply a penetrating oil directly in between the locking ring and the head of the plug. Re-apply torque to the plug until the plug begins to rotate freely. Tighten the plug from 150 to 168 lb in. (16.9 to 18.9 Nm). Do the visual inspection again before proceeding. If the conditions above cannot be met, replace the plug. Refer to Figure 1029. |
| Subtask 72-56-00-440-222 |
| N. | Assemble and install the stage 2 shrouds (05A-160) and the stage 2 shroud with the offset slot (05A-170) on the LPT case (01-012) as follows: |
| (1) | Apply C01-027 synthetic adhesive, C02-033 lubricant , C10-109 utility wax, or C10-154 beeswax into the spline seal slots on one end of each stage 2 shroud. Make sure that the wax is applied to the same end of each stage 2 shroud. Refer to Figure 1020. |
| (2) | Install the seal (05A-190) (SIN 935W2) and L seal strip (05A-620) (SIN 935T5) into the waxed slot of each stage 2 shroud. |
| (3) | The stage 2 shroud with the offset slot (05A-170) is installed at the 10:00 o'clock position (ALF). Make sure that the forward taps are offset of the shank nut on the LPT case. |
| (4) | Install the stage 2 shrouds (05A-160, 05A-170) as follows: |
| (a) | Align the forward lip of the stage 2 shroud with the groove in the LPT case. |
| (b) | Align the tab of the stage 2 shroud with the head of the first shouldered stud in the LPT case, CCW of the top vertical center line, ALF. |
| (c) | Install the stage 2 shroud into the LPT case. |
| (d) | Continue this procedure to install each remaining stage 2 shroud, adjacent to the previous stage 2 shroud, into the LPT case. |
| 1 | Make sure that the seals (05A-190) (SIN 935W2) and L seal strip (05A-620) (SIN 935T5) are fully engaged as each adjacent stage 2 shroud is installed. |
| NOTE: |
|
| (e) | Tap the aft end of the stage 2 shrouds axially forward and radially outward. Make sure that the stage 2 shrouds are completely installed into the LPT case. |
| CAUTION: |
|
| (5) | Install the stage 2 shroud clip (shroud clip) (05A-180) (SIN 935B8) on the stage 2 shrouds (05A-160, 05A-170). Refer to Figure 1020 and do as follows: |
| (a) | Lubricate the shroud clip (05A-180) with C02-033 lubricant. |
| Subtask 72-56-00-440-223 |
| (b) | Put a retaining clip between the tabs on each stage 2 shroud. Put the retaining clips in the LPT case stage 2 aft groove and over the aft lip of the stage 2 shroud. |
| 1 | Make sure that the curve of the retaining clips align with the curve of the stage 2 shroud. |
| (c) | Put a wood or phenolic block along the length of the retaining clips. Tap the blocks as necessary to install the retaining clips. |
| 1 | Make sure that the retaining clips are completely installed against the stage 2 shroud and the LPT case. |
| Subtask 72-56-00-440-224 |
| O. | Install the stage 2 disk (05A-120) and blade assembly on the stage 1 disk (05A-020) as follows: |
| (1) | Remove the four slave nuts and four slave bolts from the stage 2 seal (05A-130) and the stage 2 disk. |
| (2) | Remove the stage 2 seal from the stage 2 disk and put the stage 2 seal, forward end down, on the stage 1 disk. Refer to Figure 1007. |
| (3) | Prepare the 11C3542 lift and turn fixture to lift the stage 2 disk. Refer to Figure 1004 and Subtask 72-56-00-440-291 (paragraph 3.B.(4)). |
| (4) | Attach the 11C3542 lift and turn fixture to the stage 2 disk. Refer to Figure 1004 and Subtask 72-56-00-440-283 (paragraph 3.B.(5)). |
| (5) | Attach a hoist to the 11C3542 lift and turn fixture. |
| WARNING: |
|
| (6) | Lift the stage 2 disk and put it, forward end down, on the stage 2 seal and the stage 1 disk. Align the match marks of the stage 2 disk with the stage 2 seal. Refer to Figure 1007. |
| NOTE: |
|
| (7) | Remove the 11C3542 lift and turn fixture from the stage 2 disk. |
| (8) | Install the stage 2 disk on the stage 1 disk as follows. Refer to Figure 1007. |
| Subtask 72-56-00-640-041 |
| (a) | Apply C02-058 graphite to the threads and friction bearing surfaces of the bolts (05A-040) and nuts (05A-050). |
| NOTE: |
|
| Subtask 72-56-00-440-225 |
| (b) | Install the bolts (05A-040) through the stage 1 disk, stage 2 seal, and stage 2 disk. |
| (c) | Install the nuts (05A-050) on the bolts. |
| CAUTION: |
|
| (d) | Torque the nuts at 10 locations to 65 lb in. (7.3 Nm) (at 75 percent of full torque) at equally-spaced positions in a criss-cross pattern around the circumference of the stage 2 disk. Use the wrench (item 2) of the 11C3560 nut wrench to hold the bolt. |
| (e) | Torque all the nuts to 78 to 91 lb in. (8.8 to 10.3 Nm) in a circumferential order. |
| (f) | Do a torque inspection of every bolt again in a circumferential order. |
| (g) | Do a visual inspection to make sure that the nuts are tightened correctly (to make sure that the bolts protrude from the nut). |
| Subtask 72-56-00-440-226 |
| P. | Install the stage 3 nozzle segments (05A-330) in the LPT case (01-012) as follows. Refer to Figure 1008. |
| (1) | Put the 11C3608 buildup stand on a safe work table. |
| (2) | Install the stage 3 nozzle segments (05A-330) on the 11C3608 buildup stand as follows. Refer to Figure 1022. |
| (a) | Apply C01-027 synthetic adhesive, C02-033 lubricant , C10-109 utility wax, or C10-154 beeswax into the inner and outer spline seal slots on one end of each LPT stage 3 nozzle segment. Make sure that the wax is applied to the same end of each LPT stage 3 nozzle segment. |
| (b) | Install the spline seals (outer) (05A-370) (SIN 935W7), (05A-380) (SIN 935Y4), and (05A-390) (SIN 935Y5), the outer platform seal (05A-680) (SIN 935YJ), the L-seal strip (05A-690) (SIN 935YK), and spline seal (inner) (05A-400) (SIN 935Y6) into each LPT stage 3 nozzle segment. Refer to Figure 1008, Figure 1021, and as follows: |
| 1 | Make sure that the slant of the spline seals aligns with the slant of the LPT stage 3 nozzle segment and adjacent seal. |
| 2 | Put the outer platform seal (05A-680) (SIN 935YJ) on the upper and forward side of the spline seals (05A-380) (SIN 935Y4) and (05A-390) (SIN 935Y5). |
| 3 | Put the L-seal strip (05A-690) (SIN 935YK) on the upper and forward side of the spline seals (05A-380) (SIN 935Y4) and (05A-370) (SIN 935W7). |
| (c) | Continue this procedure to install all the stage 3 nozzle segments, adjacent to the previous LPT stage 3 nozzle segment, into the 11C3608 buildup stand. Make sure that the spline seals are fully engaged as each adjacent LPT stage 3 nozzle segment is installed. |
| (d) | Rotate the knob (item 10) to put the bar (item 9) on the LPT stage 3 nozzle segments. |
| (3) | Attach the 11C3554 lift fixture to the LPT stage 3 nozzle segments as follows. Refer to Figure 1023. |
| (a) | Attach a hoist to the sling assembly (item 18). |
| WARNING: |
|
| (b) | Lift the sling plate (item 17) and put it into position on the LPT stage 3 nozzle segments. |
| (c) | Make sure that the TOP vertical marks of the 11C3554 lift fixture and the 11C3608 buildup stand are aligned. |
| (d) | Turn hook A (item 19) at 56 locations to the LOCK position. Make sure that the hook is under the nozzle segment outer platform. |
| (e) | Turn hook B (item 20) at 28 locations to the LOCK position. Make sure that the hook is against the nozzle segment inner platform. |
| Subtask 72-56-00-440-227 |
| WARNING: |
|
| (4) | Lift the LPT stage 3 nozzle segments from the 11C3608 buildup stand and put them into position in the LPT case. Refer to Figure 1008. |
| (5) | Make sure that the top vertical positions of the 11C3554 lift fixture and the LPT case are aligned. |
| CAUTION: |
|
| (6) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor 0.295 inch (7.49 mm) forward of the NOMINAL position to help install the LPT stage 3 nozzle segments. |
| (7) | Turn the hook B (item 20) of the 11C3554 lift fixture off the LOCK positions at 28 locations. Make sure that the hook is inward away from the nozzle segment. |
| (8) | Turn hook A (item 19) at 56 locations off the LOCK position. Make sure that the hook is outward away from the nozzle segment. |
| WARNING: |
|
| (9) | Lift the 11C3554 lift fixture out and away from the LPT case. Put the hoist and the fixture in a safe location. |
| (10) | Tap the LPT stage 3 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 3 nozzle segments into the LPT case. |
| (11) | Make sure that all of the spline seals are in the correct positions. |
| (12) | Make sure that the nozzle segments are seated radially outward and axially aft against the stops in the LPT case (01-012). |
| (a) | Tap the LPT stage 3 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 3 nozzle segments into the LPT case. |
| CAUTION: |
|
| (13) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor to the NOMINAL position after the LPT stage 3 nozzle segments are installed. |
| Subtask 72-56-00-440-228 |
| Q. | Assemble and install the stage 3 shrouds (05A-340) on the LPT case (01-012) as follows: |
| WARNING: |
|
| (1) | Apply C01-027 adhesive, C02-033 lubricant, C10-109 utility wax, or C10-154 beeswax into the spline seal slots on one end of each stage 3 shroud. Refer to Figure 1024. |
| (a) | Make sure that the wax is applied to the same end of each stage 3 shroud. |
| (2) | Install the seal (05A-360) (SIN 935W3) and L seal strip (05A-610) (SIN 935T4) into the waxed slot of each stage 3 shroud. |
| (3) | Install the stage 3 shrouds (05A-340) (SIN 935B3) as follows: |
| (a) | Align the forward lip of the stage 3 shroud with the groove in the LPT case. |
| (b) | Align the slot of the stage 3 shroud with the lug in the LPT case, CCW of the top vertical center line, ALF. |
| (c) | Install the stage 3 shroud into the groove of the LPT case. |
| (d) | Continue this procedure to install each remaining stage 3 shroud, adjacent to the previous stage 3 shroud, into the LPT case. |
| 1 | Make sure that the seals (05A-360) (SIN 935W3) and L seal strip (05A-610) (SIN 935T4) are fully engaged as each adjacent stage 3 shroud is installed. |
| 2 | Make sure that the end tab of the stage 3 shroud is radially inward of each adjacent stage 3 shroud. |
| NOTE: |
|
| (e) | Tap the aft end of the stage 3 shrouds axially forward and radially outward with a mallet and nylon bar, as necessary, to make sure that the stage 3 shrouds are completely installed into the LPT case. |
| NOTE: |
|
| (4) | Apply C01-027 synthetic adhesive to each stage 3 shroud where the aft outer surface touches the LPT case. |
| CAUTION: |
|
| (5) | Install the stage 3 shroud clip (shroud clip) (05A-350) (SIN 935B9) on the stage 3 shrouds (05A-340) as follows: |
| (a) | Lubricate the shroud clip with C02-033 lubricant. |
| (b) | Put a retaining clip between the tabs on each stage 3 shroud. Put the retaining clips in the LPT case stage 3 aft groove and on the aft lip of the stage 3 shroud. |
| 1 | Make sure that the curve of the retaining clips align with the curve of the stage 3 shroud. |
| (c) | Put a wood or phenolic block along the length of the retaining clips. Tap the blocks as necessary to install the retaining clips. |
| 1 | Make sure that the retaining clips are completely installed against the stage 3 shroud and the LPT case. |
| Subtask 72-56-00-440-229 |
| R. | Install the stage 3 disk (05A-290) and blade assembly on the stage 2 disk (05A-120) as follows. Refer to Figure 1008. |
| (1) | Remove the four slave nuts and four slave bolts from the stage 3 seal (05A-300) and the stage 3 disk (05A-290). |
| (2) | Remove the stage 3 seal from the stage 3 disk and put the stage 3 seal, forward end down, on the stage 2 disk. |
| (3) | Prepare the 11C3542 lift and turn fixture to lift the stage 3 disk. Refer to Figure 1004 and Subtask 72-56-00-440-292 (paragraph 3.C.(4)). |
| (4) | Attach the 11C3542 lift and turn fixture to the stage 3 disk. Refer to Figure 1004 and Subtask 72-56-00-440-284 (paragraph 3.C.(5)). |
| (5) | Attach a hoist to the 11C3542 lift and turn fixture. |
| WARNING: |
|
| (6) | Lift the stage 3 disk and put it, forward end down, on the stage 3 seal and the stage 2 disk. Align the match marks of the stage 3 disk with the stage 3 seal. Refer to Figure 1008. |
| NOTE: |
|
| (7) | Remove the 11C3542 lift and turn fixture from the stage 3 disk. |
| (8) | Attach the stage 3 disk on the stage 2 disk as follows. |
| Subtask 72-56-00-640-042 |
| (a) | Apply C02-058 graphite to the threads and friction bearing surfaces of the bolts (05A-310) and nuts (05A-320). |
| NOTE: |
|
| Subtask 72-56-00-440-230 |
| (b) | Install the bolts (05A-310) through the stage 2 disk, stage 3 seal, and stage 3 disk. |
| (c) | Install the nuts (05A-320) on the bolts. |
| CAUTION: |
|
| (d) | Torque the nuts at 12 locations to 65 lb in. (7.3 Nm) (at 75 percent of full torque) at equally-spaced positions in a criss-cross pattern around the circumference of the stage 3 disk. |
| (e) | Torque all the nuts (05A-320) (SIN 930K2) to 78 to 91 lb in. (8.8 to 10.3 Nm) in a circumferential order. Use the wrench (item 2) of the 11C3560 nut wrench to hold the bolt (05A-310) (SIN 930F2). |
| (f) | Do a torque inspection of every bolt again in a circumferential order. |
| (g) | Do a visual inspection to make sure that the nuts are tightened correctly (to make sure that the bolts protrude from the nut). |
| Subtask 72-56-00-440-231 |
| S. | Install the stage 4 nozzle segments (05A-480, 05A-490) in the LPT case (01-012) as follows. Refer to Figure 1009. |
| (1) | Put the 11C3607 buildup stand on a safe work table. |
| (2) | Install the LPT stage 4 nozzle segments on the 11C3607 buildup stand as follows. Refer to Figure 1025. |
| (a) | Apply C01-027 synthetic adhesive, C02-033 lubricant , C10-109 utility wax, or C10-154 beeswax into the inner and outer spline seal slots on one end of each LPT stage 4 nozzle segment. Make sure that the wax is applied to the same end of each LPT stage 4 nozzle segment. |
| (b) | Install the spline seals (outer) (05A-520) (SIN 935Y7), (05A-530) (SIN 935Y8), and (05A-550) (SIN 935YA), the outer platform seal (05A-650) (SIN 935YF), the L-seal strip (05A-660) (SIN 935YG), and the spline seal (inner) (05A-540) (SIN 935Y9) into each LPT stage 4 nozzle segment. Refer to Figure 1009 and as follows: |
| 1 | Make sure that the slant of the spline seals aligns with the slant of the LPT stage 4 nozzle segment and adjacent seal. |
| 2 | Put the outer platform seal (05A-650) (SIN 935YF) on the upper and forward side of the spline seals (05A-550) (SIN 935YA) and (05A-530) (SIN 935Y8). |
| 3 | Put the L-seal strip (05A-660) (SIN 935YG) on the upper and forward side of the spline seals (05A-550) (SIN 935YA) and (05A-520) (SIN 935Y7). |
| (c) | Install the LPT stage 4 nozzle segment (05A-490) with the borescope hole, aft end up, at the 9:30 o'clock position (ALF) on the 11C3607 buildup stand. |
| (d) | Continue this procedure to install all the stage 4 nozzle segments (05A-480), adjacent to the previous LPT stage 4 nozzle segment, into the 11C3607 buildup stand. Make sure that the spline seals are fully engaged as each adjacent LPT stage 4 nozzle segment is installed. |
| (e) | Rotate the knob (item 4) at 22 locations to put the bar (item 3) on the nozzle segment. |
| (3) | Attach the 11C3555 lift fixture to the LPT stage 4 nozzle segments as follows. Refer to Figure 1026. |
| WARNING: |
|
| (a) | Lift the sling plate (item 24) and put it into position on the LPT stage 4 nozzle segments. |
| (b) | Make sure that the TOP vertical marks of the 11C3555 lift fixture and the 11C3607 buildup stand are aligned. |
| NOTE: |
|
| (c) | Turn hook D (item 26) of the 11C3555 lift fixture to the LOCK position at 22 locations. Make sure that the hook D is in the inner platform. |
| (d) | Turn hook C (item 25) of the 11C3555 lift fixture to the LOCK position at 44 locations. Make sure that the hook C is in the outer platform. |
| (e) | Attach a hoist to the sling assembly (item 18). |
| WARNING: |
|
| (4) | Lift the LPT stage 4 nozzle segments from the 11C3607 buildup stand and put them into position in the LPT case. Refer to Figure 1009. |
| (5) | Make sure that the top vertical positions of the 11C3555 lift fixture and the LPT case are aligned. |
| (6) | Make sure that the LPT stage 4 nozzle segment (05A-490) is aligned with the borescope hole in the LPT case. |
| CAUTION: |
|
| (7) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor 0.295 inch (7.49 mm) forward of the NOMINAL position to help to install the LPT stage 4 nozzle segments. |
| Subtask 72-56-00-440-232 |
| (8) | Turn hook D (item 26) of the 11C3555 lift fixture off the LOCK position at 22 locations. Make sure that the hook is inward away from the nozzle segment. |
| (9) | Turn hook C (item 25) off the LOCK position at 44 locations. Make sure that the hook is outward away from the nozzle segment. |
| WARNING: |
|
| (10) | Lift the 11C3555 lift fixture out and away from the LPT case. Put the hoist and the fixture in a safe location. |
| (11) | Tap the LPT stage 4 nozzle segments (05A-480, 05A-490) with a mallet and a nylon bar, as necessary, to install the LPT stage 4 nozzle segments into the LPT case. |
| CAUTION: |
|
| (12) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor to the NOMINAL position after the LPT stage 4 nozzle segments are installed. |
| (13) | Make sure that all of the spline seals are in the correct positions. |
| (14) | Make sure that the nozzle segments are seated radially outward and axially aft against the stops in the LPT case (01-012). |
| (a) | Tap the LPT stage 4 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 4 nozzle segments into the LPT case. |
| Subtask 72-56-00-220-020 |
| T. | Do a visual inspection of the borescope plugs and ports. Refer to TASK 72-00-00-800-804 (72-00-00, SPECIAL PROCEDURE 004) (paragraph 5.A. and 5.B.). |
| Subtask 72-56-00-440-233 |
| U. | Install the borescope plug (01-030) on the LPT case (01-012) at the stage 4 nozzle segment as follows. Refer to Figure 1009. |
| Subtask 72-56-00-640-043 |
| (1) | Apply C02-071 anti-seize compound to the threads and the friction surfaces of the borescope plug that touch the LPT case. |
| Subtask 72-56-00-440-234 |
| (2) | Install the borescope plug in the correct position on the LPT case. |
| (3) | Torque the borescope plug to 150-168 lb in. (17-19 N.m). |
| (4) | Torque the borescope plug again to 150-168 lb in. (17-19 N.m). |
| (5) | After the plug has been torqued, perform a visual inspection of the plug and make sure that the locking feature is fully engaged with the lug on the borescope boss. Also make sure that the head of the borescope plug is fully seated against the borescope boss. If one of the two conditions are not met, the ratcheting feature of the plug can be seized or locked. Apply a penetrating oil directly in between the locking ring and the head of the plug. Re-apply torque to the plug until the plug begins to rotate freely. Tighten the plug from 150 to 168 lb in. (16.9 to 18.9 Nm). Do the visual inspection again before proceeding. If the conditions above cannot be met, replace the plug. Refer to Figure 1029. |
| Subtask 72-56-00-440-235 |
| V. | Assemble and install the stage 4 shrouds (05A-500) (SIN 935B4) and stage 4 shroud with the offset slot (05A-510) (SIN 935BF) on the LPT case (01-012) (935C1) as follows. Refer to Figure 1009. |
| (1) | Apply C01-027 synthetic adhesive, C02-033 lubricant , C10-109 utility wax, or C10-154 beeswax into the spline seal slots on one end of each stage 4 shroud. Make sure that the wax is applied to the same end of each stage 4 shroud. Refer to Figure 1027. |
| (2) | Install the seal (05A-560) (SIN 935YC) into the waxed slot of each stage 4 shroud. |
| (3) | The stage 4 shroud with the offset slot (05A-510) is installed at the 9:30 o'clock (ALF) position of the LPT case. Make sure that the forward taps are offset of the shank nut on the LPT case. |
| (4) | Install the stage 4 shrouds (05A-500) (SIN 935B4) and (05A-510) (SIN 935BF) as follows: |
| (a) | Align the forward lip of the stage 4 shroud with the groove in the LPT case. |
| (b) | Align the slot of the stage 4 shroud with the lug in the LPT case, CCW of the top vertical center line, ALF. |
| (c) | Install the stage 4 shroud into the groove of the LPT case. |
| (d) | Continue this procedure to install each remaining stage 4 shroud, adjacent to the previous stage 4 shroud, into the LPT case. |
| Subtask 72-56-00-440-302 |
| * * * PRE SB 72-0420( Old Design of Stage 4 Shrouds ) |
| 1 | Make sure that the seals (05A-560) (SIN 935YC) are fully engaged as each adjacent stage 4 shroud is installed. |
| NOTE: |
|
| * * * END PRE SB 72-0420 |
| Subtask 72-56-00-440-303 |
| 2 | Make sure that the end tab of the stage 4 shroud is radially inward of each adjacent stage 4 shroud. |
| NOTE: |
|
| (e) | Tap the aft end of the stage 4 shrouds axially forward and radially outward with a mallet and nylon bar, as necessary, to make sure that the stage 4 shrouds are completely installed into the LPT case. |
| NOTE: |
|
|
|
| Subtask 72-56-00-440-236 |
| (5) | Apply C01-027 synthetic adhesive to each stage 4 shroud where the aft outer surface touches the LPT case. |
| Subtask 72-56-00-440-237 |
| W. | Install the LPT rotor stage 4 disk (stage 4 disk) (05A-420) and blade assembly on the stage 3 disk (05A-290) as follows: |
| (1) | Remove the four slave nuts and four slave bolts from the stage 4 seal (05A-430) (SIN 930C4) and stage 4 disk. |
| (2) | Remove the stage 4 seal (05A-430) from the stage 4 disk and put the stage 4 seal, forward end down, on the stage 3 disk. Refer to Figure 1009. |
| (3) | Prepare the 11C3542 lift and turn fixture to lift the stage 4 disk. Refer to Figure 1004 and Subtask 72-56-00-440-294 (paragraph 3.D.(4)). |
| (4) | Attach the 11C3542 lift and turn fixture to the stage 4 disk. Refer to Figure 1004 and Subtask 72-56-00-440-285 (paragraph 3.D.(5)). |
| (5) | Attach a hoist to the 11C3542 lift and turn fixture. |
| WARNING: |
|
| (6) | Lift the stage 4 disk and put it, forward end down, on the stage 4 seal and the stage 3 disk. Align the match marks of the stage 4 disk with the stage 4 seal. Refer to Figure 1009. |
| NOTE: |
|
| (7) | Remove the 11C3542 lift and turn fixture from the stage 4 disk. |
| (8) | Attach the stage 4 disk to the stage 3 disk as follows: |
| Subtask 72-56-00-640-044 |
| (a) | Apply C02-058 graphite to the threads and friction bearing surfaces of the bolts (05A-440) and nuts (05A-450). |
| NOTE: |
|
| Subtask 72-56-00-440-238 |
| (b) | Install the bolts (05A-440) through the stage 3 disk, stage 4 seal, and stage 4 disk. |
| (c) | Install the nuts (05A-450) on the bolts. |
| CAUTION: |
|
| (d) | Torque the nuts (05A-450) (SIN 930K3) at 12 locations to 65 lb in. (7.3 Nm) (at 75 percent of full torque) at equally-spaced positions in a criss-cross pattern around the circumference of the stage 4 disk. |
| (e) | Torque all the nuts to 78 to 91 lb in. (8.8 to 10.3 Nm) in a circumferential order. Use the wrench (item 2) of the 11C3560 nut wrench to hold the bolt (05A-440) (SIN 930F3). |
| (f) | Do a torque inspection of every bolt again in a circumferential order. |
| (g) | Do a visual inspection to make sure that the nuts are tightened correctly (to make sure that the bolts protrude from the nut). |
| Subtask 72-56-00-440-239 |
| X. | Install the stage 5 nozzle segments (10A-070) in the LPT case (01-012) as follows. Refer to Figure 1010. |
| Subtask 72-56-00-440-304 |
| * * * PRE SB 72-0459( Deleted ) |
| (1) | Deleted. |
| (a) | Deleted. |
| (b) | Deleted. |
| NOTE: |
|
| Subtask 72-56-00-440-305 |
| (2) | Put the forward edge of the stage 5 nozzle segment into the rail of the LPT case. |
| (3) | Move the stage 5 nozzle segment aft to engage the aft edge with the rail of the LPT case. |
| CAUTION: |
|
| (4) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor 0.295 inch (7.5 mm) forward to the DOWN POSITION. Refer to Figure 1014. |
| (5) | Continue to install all the stage 5 nozzle segments adjacent to the previous stage 5 nozzle segment. |
| Subtask 72-56-00-440-306 |
| * * * PRE SB 72-0459( Deleted ) |
| (6) | Deleted. |
| NOTE: |
|
| Subtask 72-56-00-440-307 |
| (7) | Make sure that the stage 5 nozzle segments (10A-070) are correctly seated radially outward and axially aft against the stops in the LPT case (01-012). |
| (a) | Tap the stage 5 nozzle segments with a mallet and nylon bar, as necessary, to install the LPT stage 5 nozzle segments onto the LPT case. |
| CAUTION: |
|
| (8) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor to the UP POSITION (NOMINAL) after the LPT stage 5 nozzle segments are installed. |
| Subtask 72-56-00-440-240 |
| Y. | Install the stage 5 shrouds (10A-080) in the LPT case (01-012) as follows. Refer to Figure 1028. |
| (1) | Align the forward lip of the stage 5 shroud with the groove in the LPT case. |
| (2) | Align the slot of the stage 5 shroud with the lug in the LPT case, CCW of the top vertical center line, ALF. |
| (3) | Install the stage 5 shroud into the groove of the LPT case. |
| (4) | Continue this procedure to install each remaining stage 5 shroud, adjacent to the previous stage 5 shroud, into the LPT case. |
| (a) | Make sure that the end tab of the stage 5 shroud is radially inward of each adjacent stage 5 shroud. |
| (5) | Tap the aft end of the stage 5 shrouds axially forward and radially outward with a mallet and nylon bar, as necessary, to make sure that the stage 5 shrouds are completely installed into the LPT case. |
| NOTE: |
|
| (6) | Apply C01-027 synthetic adhesive to each stage 5 shroud where the aft outer surface touches the LPT case. |
| Subtask 72-56-00-440-241 |
| Z. | Install the stage 5 disk (10A-020) and blade assembly on the stage 4 disk (05A-420) as follows: |
| (1) | Remove the four slave nuts and four slave bolts from the stage 5 seal (10A-030) and the stage 5 disk (10A-020). |
| (2) | Remove the stage 5 seal (10A-030) from the stage 5 disk (10A-020) and put the stage 5 seal, forward end down, on the stage 4 disk (05A-420). Refer to Figure 1010. |
| (3) | Prepare the 11C3542 lift and turn fixture to lift the stage 5 disk. Refer to Figure 1004 and Subtask 72-56-00-440-294 (paragraph 3.E.(4)). |
| (4) | Attach the 11C3542 lift and turn fixture to the stage 5 disk. Refer to Figure 1004 and Subtask 72-56-00-440-286 (paragraph 3.E.(5)). |
| (5) | Attach a hoist to the 11C3542 lift and turn fixture. |
| WARNING: |
|
| (6) | Lift the stage 5 disk (10A-020) and put it, forward end down, on the stage 5 seal (10A-030) and the stage 4 disk (05A-420). Align the match marks of the stage 5 disk with the stage 5 seal. Refer to Figure 1010. |
| NOTE: |
|
| (7) | Remove the 11C3542 lift and turn fixture from the stage 5 disk. Refer to Subtask 72-56-00-440-207 (paragraph 3.E.(7)). |
| (8) | Attach the stage 5 disk (10A-020) to the stage 4 disk (05A-420) as follows. Refer to Figure 1010. |
| Subtask 72-56-00-640-045 |
| (a) | Apply C02-058 graphite to the threads and friction bearing surfaces of the bolts (05A-460) and nuts (05A-470). |
| NOTE: |
|
| Subtask 72-56-00-440-242 |
| (b) | Install the bolts (05A-460) through the stage 4 disk, stage 5 seal, and stage 5 disk. |
| (c) | Install the nuts (05A-470) on the bolts. |
| CAUTION: |
|
| (d) | Torque the nuts (05A-470) (SIN 930K4) at 12 locations to 65 lb in. (7.3 Nm) (at 75 percent of full torque) at equally-spaced positions in a criss-cross pattern around the circumference of the stage 5 disk. |
| (e) | Torque all the nuts to 78 to 91 lb in. (8.8 to 10.3 Nm) in a circumferential order. Use the wrench (item 2) of the 11C3560 nut wrench to hold the bolt (05A-460) (SIN 930F4). |
| (f) | Do a torque inspection of every bolt again in a circumferential order. |
| (g) | Do a visual inspection to make sure that the nuts are tightened correctly (to make sure that the bolts protrude from the nut). |
| (h) | Deleted. |
| Subtask 72-56-00-440-243 |
| AA. | Install the stage 6 nozzle segments (10A-130) (SIN 935A6) and (10A-140) (SIN 935BC). Refer to Figure 1011 and do as follows: |
| (1) | Put the forward edge of the stage 6 nozzle segment into the rail of the LPT case. |
| (2) | Move the stage 6 nozzle segment aft to engage the aft edge with the rail of the LPT case. |
| CAUTION: |
|
| (3) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor 0.295 inch (7.49 mm) forward of the NOMINAL position to help to install the LPT stage 5 nozzle segments. |
| (4) | Continue to install all the stage 6 nozzle segments, adjacent to the previous stage 6 nozzle segment. |
| (5) | Install the stage 6 nozzle segment (10A-140) with the stage 6 borescope hole, aft end up, at the 9:30 o'clock position (ALF). |
| CAUTION: |
|
| (6) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor to the NOMINAL position after the LPT stage 6 nozzle segments are installed. |
| (7) | Make sure that the nozzle segments are seated radially outward and axially aft against the stops in the LPT case (01-012). |
| (a) | Tap the LPT stage 6 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 6 nozzle segments into the LPT case. |
| Subtask 72-56-00-440-244 |
| AB. | Install the stage 6 shrouds (10A-150, 10A-160) in the LPT case (01-012) as follows. Refer to Figure 1030. |
| (1) | Install the forward edge of a stage 6 shroud into the correct position in the LPT case. |
| (2) | The stage 6 shrouds (10A-150, 10A-160) is installed at the 9:30 o'clock (ALF) position of the LPT case on the stage 6 borescope plug hole. |
| (3) | Move the aft end of the stage 6 shroud radially out to engage the rail of the LPT case. |
| (4) | Continue this procedure until all of the stage 6 shrouds are installed. |
| (5) | Apply C01-027 synthetic adhesive to the aft outer surface of the stage 6 shroud that touches the LPT case. |
| (6) | Make sure that the aft edge of the stage 6 shrouds do not extend past the aft flange of the LPT case. |
| Subtask 72-56-00-220-021 |
| AC. | Do a visual inspection of the borescope plugs and ports. Refer to TASK 72-00-00-800-804 (72-00-00, SPECIAL PROCEDURE 004) (paragraph 5.A. and 5.B.). |
| Subtask 72-56-00-440-245 |
| AD. | Install the borescope plug (01-040) on the LPT case (01-012) at the stage 6 nozzle segment as follows. Refer to Figure 1011. |
| Subtask 72-56-00-640-046 |
| (1) | Apply C02-071 anti-seize compound to the threads and the friction surfaces of the borescope plug that touch the LPT case. |
| Subtask 72-56-00-440-246 |
| (2) | Install the borescope plug in the correct position on the LPT case. |
| (3) | Torque the borescope plug to 150-168 lb in. (17-19 N.m). |
| (4) | Torque the borescope plug again to 150-168 lb in. (17-19 N.m). |
| (5) | After the plug has been torqued, perform a visual inspection of the plug and make sure that the locking feature is fully engaged with the lug on the borescope boss. Also make sure that the head of the borescope plug is fully seated against the borescope boss. If one of the two conditions are not met, the ratcheting feature of the plug can be seized or locked. Apply a penetrating oil directly in between the locking ring and the head of the plug. Re-apply torque to the plug until the plug begins to rotate freely. Tighten the plug from 150 to 168 lb in. (16.9 to 18.9 Nm). Do the visual inspection again before proceeding. If the conditions above cannot be met, replace the plug. Refer to Figure 1029. |
| Subtask 72-56-00-440-247 |
| AE. | Install the rotating seal (01-060) on the LPT cone shaft (01-050) as follows: |
| (1) | Install the damper sleeve (01-070) (SIN 930W9) on the forward ring of the rotating seal (01-060) (SIN 930D4). Refer to Figure 1032. |
| (2) | Make sure that the damper sleeve tabs fully engage in the holes of the rotating seal (01-060) (SIN 930D4). |
| (3) | Install the 11C3531 lift and turn fixture on the forward end of the LPT cone shaft (01-050) (SIN 930D1). Refer to Figure 1031 and do as follows: |
| (a) | Put the base (item 7) in the forward end of the LPT cone shaft (01-050) (SIN 930D1). |
| (b) | Attach the base (item 7) with the ball-lock pins (item 4) at four locations. Make sure that the ball-lock pins are safe in the LPT cone shaft (01-050) (SIN 930D1). |
| WARNING: |
|
| (4) | Lift the LPT cone shaft (01-050) (SIN 930D1) and put the aft end down on a clean, safe work bench. |
| (5) | Remove the 11C3531 lift and turn fixture from the LPT cone shaft (01-050) (SIN 930D1). |
| Subtask 72-56-00-440-299 |
| WARNING: |
|
| (6) | Alternative Procedure Available. Heat the rotating seal (01-060) (SIN 930D4) in an oven at 356°F (180°C) for 15 minutes. Refer to Figure 1032. |
| Subtask 72-56-00-440-300 |
| WARNING: |
|
| (6).A. | Alternative Procedure. Apply dry ice to the forward bolt flange on the LPT cone shaft (01-050) (SIN 930D1) for 15 minutes. Refer to Figure 1032. |
| Subtask 72-56-00-440-301 |
| (7) | Install the rotating seal (01-060) (SIN 930D4) on the forward flange of the LPT cone shaft (01-050) (SIN 930D1). Make sure that the seal or the cone shaft are in the correct temperature. |
| Subtask 72-56-00-640-047 |
| (8) | Apply C02-058 graphite to the threads and friction surfaces of the bolts (01-111). |
| NOTE: |
|
| Subtask 72-56-00-440-248 |
| (9) | Install the bolts (01-111) and the nuts (01-120) on the rotating seal (01-060) and the LPT cone shaft (01-050). |
| (10) | Torque the nuts in a crisscross pattern to 110-120 lb in. (12.4-13.6 N.m). |
| NOTE: |
|
| (11) | Torque the nuts again in a crisscross pattern to 110-120 lb in. (12.4-13.6 N.m). |
| Subtask 72-56-00-220-014 |
| (12) | Measure the rotating seal (01-060) runout to make sure that the rotating seal is fully seated on the LPT cone shaft (01-050) as follows. |
| (a) | Install the forward end of the LPT cone shaft on the 11C3590 runout fixture. Refer to Figure 1033. |
| Subtask 72-56-00-440-249 |
| CAUTION: |
|
| (b) | Alternative Procedure Available. Measure the full indicator reading (FIR) from surface A-B to the outer surface of the rotating seal on the forward end. The maximum runout shall be 0.0039 inch (0.100 mm). Do not measure on the thermal sprayed rub surface on the forward shaft. Refer to Figure 1034. |
| Subtask 72-56-00-440-250 |
| (b).A. | Alternative Procedure. Measure the FIR from surface C-D to the outer surface of the rotating seal on the forward end. The maximum runout shall be 0.0030 inch (0.075 mm). Do not measure on the thermal sprayed rub surface on the forward shaft. |
| (c) | If the FIR is not within tolerance, remove and install the rotating seal (01-060) as follows: |
| 1 | Remove the rotating seal from the LPT cone shaft (01-050). Refer to (72-56-00, Disassembly 001). |
| 2 | Install the rotating seal on the LPT cone shaft in a position that will remove the maximum runout. Refer to Subtask 72-56-00-440-247 (paragraph 3.AB.). |
| Subtask 72-56-00-440-251 |
| AF. | Install the outer rotor seal (01-080) (SIN 0150J) on the LPT cone shaft (01-050) (SIN 930D1) as follows: |
| WARNING: |
|
| (1) | Lift the LPT cone shaft with the 11C3531 lift and turn fixture. |
| (2) | Install the 11C3524 lift cap on the aft shaft of the LPT cone shaft (01-050) as follows. Refer to Figure 1035. |
| (a) | Install the lift cap (item 91) on the aft shaft of the LPT cone shaft. |
| (b) | Attach the lift arm (item 14) to the clevis (item 13) with the ball-lock pin (item 8). |
| (3) | Lift and rotate the LPT cone shaft (01-050) with the 11C3531 lift and turn fixture and the 11C3524 lift cap to put the forward end down. |
| (4) | Remove the 11C3531 lift and turn fixture from the LPT cone shaft. |
| (5) | Lower the LPT cone shaft (01-050) onto a clean work bench. |
| (6) | Remove the 11C3524 lift cap from the LPT cone shaft (01-050). |
| Subtask 72-56-00-640-048 |
| WARNING: |
|
| (7) | Apply C02-058 graphite to the threads and friction surfaces of the bolts (01-101) (SIN 01527). |
| NOTE: |
|
| Subtask 72-56-00-440-252 |
| (8) | Install the D-head bolts (01-090) on the LPT cone shaft (01-050). Make sure that you put the D-head bolts in the correct position. Refer to Figure 1032. |
| WARNING: |
|
| (9) | Apply dry ice on the bolt flange of the outer rotor seal (01-080) for 20 minutes. |
| (10) | Install the outer rotor seal on the LPT cone shaft. |
| Subtask 72-56-00-440-253 |
| (11) | Install the bolts (01-100) on the outer rotor seal (01-080). |
| (12) | Torque the bolts to 110-120 lb in. (12.4-13.6 N.m) in a crisscross pattern. |
| (13) | Torque the bolts again to 110-120 lb in. (12.4-13.6 N.m) in a crisscross pattern. |
| Subtask 72-56-00-440-254 |
| AG. | Install the LPT cone shaft (01-050) into the LPT case (01-012) as follows: |
| (1) | Align the stage 6 seal (10A-120) (SIN 930C6) with the bolts (10A-040) (SIN 930F5) on the stage 5 disk (10A-020) (SIN 930B5) and install the stage 6 seal on the disk. |
| (2) | Install the 11C3524 lift cap on the aft shaft of the LPT cone shaft. Refer to Figure 1035. |
| WARNING: |
|
| (3) | Lift the LPT cone shaft with the 11C3524 lift cap and install in the LPT case on the stage 6 seal and the stage 5 disk. |
| (4) | Put a matchmark on the LPT cone shaft where the stage 6 seal (10A-100) is matchmarked for the stage 5 disk. Make sure that the matchmark will be seen when the stage 6 disk is installed. Refer to Figure 1036. |
| (5) | Attach eight self-locking slave nuts (0.3125-24UNJF-3B) and spacers (item 4) of the 11C3576 dummy bolt/spacer to every tenth bolt. |
| (6) | Torque the slave nuts to 220 lb in. (24.9 N.m) in a crisscross pattern. |
| Subtask 72-56-00-440-255 |
| AH. | Install the stage 6 disk (10A-110) in the LPT case (01-012) as follows. Refer to Figure 1011. |
| (1) | Remove the slave nuts and spacers from the aft flange of the LPT cone shaft. Make sure that you do not push the bolts (10A-040) from their boltholes. |
| (2) | Prepare the 11C3542 lift and turn fixture to lift the stage 6 disk. Refer to Figure 1004 and Subtask 72-56-00-440-295 (paragraph 3.F.(4)). |
| (3) | Attach the 11C3542 lift and turn fixture to the stage 6 disk. Refer to Figure 1004 and Subtask 72-56-00-440-285 (paragraph 3.F.(5)). |
| (4) | Attach a hoist to the 11C3542 lift and turn fixture. |
| WARNING: |
|
| (5) | Lift the stage 6 disk and put it, forward end down, on the LPT cone shaft (01-050) installed on the 11C3520 buildup stand. Align the match marks of the stage 6 disk with the LPT cone shaft. Refer to Figure 1011. |
| NOTE: |
|
| (6) | Remove the 11C3542 lift and turn fixture from the stage 6 disk. Refer to Figure 1004 and Subtask 72-56-00-440-288 (paragraph 3.F.(7)). |
| Subtask 72-56-00-640-049 |
| (7) | Install the stage 6 disk on the LPT cone shaft and the stage 5 disk as follows. Refer to Figure 1011. |
| (a) | Apply C02-058 graphite to the threads and friction bearing surfaces of the bolts (10A-040) and nuts (10A-050). |
| NOTE: |
|
| Subtask 72-56-00-440-256 |
| (b) | Install the nuts (10A-050) on the bolts (10A-040). |
| CAUTION: |
|
| (c) | Torque the nuts at 10 locations to 250 lb in. (28.6 Nm) (at 75 percent of full torque) at equally-spaced locations in a criss-cross pattern around the circumference of the stage 6 disk. Use the wrench (item 3) of the 11C3560 nut wrench to hold the bolt. |
| (d) | Torque all the nuts to 306 to 359 lb in. (34.6 to 40.6 Nm) in a circumferential order. |
| (e) | Do a torque inspection of every bolt again in a circumferential order. |
| (f) | Do a visual inspection to make sure that the nuts are tightened correctly (to make sure that the bolts protrude from the nut). |
| Subtask 72-56-00-440-257 |
| AI. | Install the LPT stage 7 nozzle segments (stage 7 nozzle segments) (10A-220) into the LPT case (01-012) as follows. Refer to Figure 1012. |
| (1) | Put the forward edge of the stage 7 nozzle segment into the rail of the LPT case. |
| (2) | Move the stage 7 nozzle segment aft to engage the aft edge with the rail of the LPT case. |
| CAUTION: |
|
| (3) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor 0.295 inch (7.49 mm) forward of the NOMINAL position to help to install the LPT stage 7 nozzle segments. |
| (4) | Tap the LPT stage 7 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 7 nozzle segments into the LPT case. |
| (5) | Continue this procedure to install all the stage 7 nozzle segments, adjacent to the previous stage 7 nozzle segment. |
| CAUTION: |
|
| (6) | Turn the drive socket (item 51) of the 11C3520 buildup stand to move the LPT rotor to the NOMINAL position after the LPT stage 7 nozzle segments are installed. |
| (7) | Make sure that the nozzle segments are seated radially outward and axially aft against the stops in the LPT case (01-012). |
| (a) | Tap the LPT stage 7 nozzle segments with a mallet and a nylon bar, as necessary, to install the LPT stage 7 nozzle segments into the LPT case. |
| CAUTION: |
|
| (8) | Return the plate (item 70) of the 11C3520 buildup stand to the nominal position. Do not allow the LPT rotor stator parts to touch. |
| Subtask 72-56-00-440-258 |
| AJ. | Install the stage 7 shrouds (10A-230) into the LPT case (01-012) as follows. Refer to Figure 1037. |
| (1) | Align the forward lip of the stage 7 shroud with the groove in the LPT case. |
| (2) | Align the slot of the stage 7 shroud with the lug in the LPT case, CCW of the top vertical center line, ALF. |
| (3) | Install the stage 7 shroud into the groove of the LPT case. |
| (4) | Continue this procedure to install each remaining stage 7 shroud, adjacent to the previous stage 7 shroud, into the LPT case. |
| (a) | Make sure that the end tab of the stage 7 shroud is radially inward of each adjacent stage 7 shroud. |
| (5) | Tap the aft end of the stage 7 shrouds axially forward and radially outward with a mallet and nylon bar, as necessary, to make sure that the stage 7 shrouds are completely installed into the LPT case. |
| NOTE: |
|
| (6) | Apply C01-027 synthetic adhesive to each stage 7 shroud where the aft outer surface touches the LPT case. |
| Subtask 72-56-00-440-259 |
| AK. | Install the LPT rotor stage 7 disk (stage 7 disk) (10A-200) and blade assembly on the stage 6 disk (10A-110) as follows. Refer to Figure 1012. |
| (1) | Remove the four slave nuts and four slave bolts from the stage 7 seal (10A-210) and the stage 7 disk. |
| (2) | Remove the stage 7 seal from the stage 7 disk and put the stage 7 seal, forward end down, on the stage 6 disk. |
| (3) | Prepare the 11C3542 lift and turn fixture to lift the stage 7 disk. Refer to Subtask 72-56-00-440-214 (paragraph 3.G.(1)) and Figure 1004. |
| (4) | Attach the 11C3542 lift and turn fixture to the stage 7 disk. Refer to Subtask 72-56-00-440-289 (paragraph 3.G.(2)) and Figure 1004. |
| (5) | Attach a hoist to the 11C3542 lift and turn fixture. |
| WARNING: |
|
| (6) | Lift the stage 7 disk and put it, forward end down, on the stage 7 seal and the stage 6 disk (10A-110). Make sure that you align the match marks of the stage 7 disk with the stage 7 seal. Refer to Figure 1012. |
| NOTE: |
|
| (7) | Remove the 11C3542 lift and turn fixture from the stage 7 disk. |
| (8) | Attach the stage 7 disk to the stage 6 disk as follows: |
| Subtask 72-56-00-640-050 |
| (a) | Apply C02-058 graphite to the threads and friction bearing surfaces of the bolts (05A-440) and nuts (05A-450). |
| NOTE: |
|
| Subtask 72-56-00-440-260 |
| (b) | Install the bolts (10A-170) through the stage 7 disk, stage 7 seal (10A-210), and stage 6 disk (10A-110). |
| (c) | Install the nuts (10A-180) on the bolts. |
| CAUTION: |
|
| (d) | Torque the nuts (10A-180) (SIN 930K6) at 12 locations to 65 lb in. (7.3 Nm) (75 percent of full torque) in a criss-cross pattern around the circumference of the stage 7 disk. Use the wrench (item 3) of the 11C3560 nut wrench to hold the bolts. |
| (e) | Torque all the nuts to 78 to 91 lb in. (8.8 to 10.3 Nm) in a circumferential order. |
| (f) | Do a torque check of every bolt again in circumferential order. |
| (g) | Do a visual inspection to make sure that the bolts are tightened correctly (to confirm that the bolts protrude from the nut). |
| Subtask 72-56-00-440-261 |
| AL. | Refer to the manufacturers instructions to dynamically balance the LPT rotor/stator assembly. Refer to Figure 1038. |
| (1) | Install the LPT rotor/stator assembly in the balance machine as follows: |
| CAUTION: |
|
| (a) | Make sure that the 11C3520 buildup stand is in the UP POSITION (NOMINAL). Refer to Figure 1014. |
| 1 | If necessary, adjust the drive socket (item 51) to move the plate (item 70). |
| (b) | Remove the LPT rotor/stator assembly from the 11C3520 buildup stand as follows: |
| 1 | Attach the dynamic balance tool to the LPT rotor/stator assembly. Refer to the manufacturer's instructions for installation. |
| 2 | Lift the LPT rotor/stator assembly from the buildup stand. |
| (c) | Install the LPT rotor/stator assembly in the balance machine. Refer to the manufacturer's instructions for installation. |
| (2) | Set up the balance machine to balance the LPT rotor/stator assembly. Refer to manufacturers instructions. |
| WARNING: |
|
| (3) | Turn the LPT rotor/stator assembly CCW, (ALF) at least 600 rpm about an axis through diameter AL and diameter AK. Refer to Figure 1038. |
| (4) | If the initial unbalance is more than 1000 gram-inches (25400 gram-mm) in either plane AA or plane AB, then rebuild the LPT rotor/stator assembly. |
| (5) | Balance the forward plane (plane AA) to less than 67 gram-inches (1702 gram-mm). |
| (a) | Use the balance weights (05A-240, 05A-250, 05A-260, 05A-270) to correct the unbalance condition for plane AA. |
| (b) | Install the balance weights under the nuts (05A-050) at the flanges of the stage 1 disk (05A-020) and the stage 2 disk (05A-120). |
| (c) | Torque all the nuts to 78-91 lb in. (8.8-10.3 N.m). Use the wrench (item 2 or item 4) of the 11C3560 nut wrench to hold the bolt (05A-040). |
| (d) | Torque the nuts (05A-050) again to 78-91 lb in. (8.8-10.3 N.m). |
| (e) | Less than two complete threads visible are permitted after installation of the balance weights. |
| (6) | Balance the aft plane (plane AB) to less than 67 gram-inches (1702 gram-mm). |
| (a) | Use the balance weights (10A-240, 10A-250, 10A-260, 10A-270) for plane AB to correct the unbalance conditions. |
| (b) | Install the balance weights (10A-240, 10A-250, 10A-260, 10A-270) under the nuts (10A-180) at the flanges of the stage 6 disk (10A-110) and the stage 7 disk (10A-200). |
| (c) | Torque all the nuts (10A-180) to 78-91 lb in. (8.8.0-10.3 N.m). Use the wrench (item 2 or item 4) of the 11C3560 nut wrench to hold the bolt (10A-170). |
| (d) | Torque all the nuts again to 78-91 lb in. (8.8.0-10.3 N.m). |
| (e) | Less than 2 complete threads visible are permitted after installation of the balance weights. |
| (7) | Make a record of all balance weights installed in each plane and the final unbalance of the LPT rotor/stator assembly. |
| (8) | Remove the studs from the forward flange and balance machine hardware. Refer to the manufacturer's instructions for removal. |
| (9) | Remove the LPT rotor/stator assembly from the balance machine. Refer to the manufacturer's instructions for removal. |
| (10) | Move the LPT rotor/stator assembly from the balance machine to the rotor support stand. Refer to the manufacturer's instructions for installation. |
| (11) | Remove the balance forward fixture and the rotor from the LPT rotor/stator assembly. |
| NOTE: |
|
| (12) | Deleted. |
| (13) | Deleted. |
| Subtask 72-56-00-220-015 |
| AM. | Measure Dim. L01 on the 11C3506 build stand as follows. Refer to Figure 1039. |
| (1) | Measure the Dim. L01 on the 11C3506 build stand as follows: |
| (a) | Measure from the base inner flange for the LPT case forward flange to the top of the seal support at eight locations. |
| (2) | Calculate the Dim. L01 average for the eight measurements. |
| (3) | The average for Dim. L01 must be 7.273-7.303 inch (184.73-185.50 mm). |
| (a) | Deleted. |
| (b) | Deleted. |
| Subtask 72-56-00-440-262 |
| AN. | Optional Procedure. Install the 11C3623 TRF dummy spacer and the 11C3509 rotor/TRF restrain fixture on the aft end of LPT rotor/stator assembly (01-010A , 72-00-04) (SIN 93000) as follows: |
| (1) | Attach the 11C3509 rotor/TRF restrain fixture to the 11C3623 TRF dummy spacer. Refer to Figure 1040 and do as follows: |
| (a) | Remove the pilot tube (item 37) from the 11C3509 rotor/TRF restrain fixture as follows: |
| 1 | Remove the ball-lock pin (item 36) from the pilot tube (item 37) and the adapter (item 38). |
| 2 | Remove the adapter (item 38) from the pilot tube (item 37). |
| 3 | Remove the capscrews (item 14) at six locations. |
| 4 | Remove the stop blocks (item 7) at three locations from the frame (item 20). |
| 5 | Remove the lock nut (item 5) and the adjustment nut (item 4) from the pilot tube (item 37). |
| 6 | Remove the pilot tube (item 37) from the frame (item 20). |
| WARNING: |
|
| (b) | Install the pilot tube (item 37) of the 11C3509 rotor/TRF restrain fixture to the LPT rotor stator assembly as follows: |
| 1 | Thread the adapter (item 38) manually onto the LPT cone shaft (01-050) (SIN 930D1). |
| 2 | Attach an overhead hoist to the hoist (item 24) on the pilot tube (item 37) and lift the pilot tube. |
| 3 | Lower the pilot tube (item 37) into the adapter (item 38). |
| 4 | Install the ball-lock pin (item 36) to attach firmly the pilot tube (item 37) and the adapter (item 38). |
| (c) | Attach an overhead hoist to the 11C3591 lift fixture and lift the fixture. |
| (d) | Attach the 11C3591 lift fixture to the hoist (item 23) of 11C3509 rotor/TRF restrain fixture at three locations and lift the restrain fixture. |
| (e) | Attach the 11C3509 rotor/TRF restrain fixture to the 11C3623 TRF dummy spacer as follows: |
| 1 | Align the TOP mark on the frame (item 2) of the 11C3623 TRF dummy spacer with the TOP mark of the 11C3509 rotor/TRF restrain fixture. |
| 2 | Align the ring (item 33) of the 11C3509 rotor/TRF restrain fixture to the pins (item 4) of the 11C3623 TRF dummy spacer. |
| (f) | Attach the ring (item 33) of the 11C3509 rotor/TRF restrain fixture to the frame (item 2) of the 11C3623 TRF dummy spacer with the capscrews (item 31) and the nuts (item 32) of the 11C3509 rotor/TRF restrain fixture at 12 locations. |
| (g) | Tighten the capscrews (item 31). |
| (2) | Install the 11C3623 TRF dummy spacer and the 11C3509 rotor/TRF restrain fixture on the LPT rotor/stator assembly (01-010A , 72-00-04) (SIN 93000). Refer to Figure 1040 and do as follows: |
| (a) | Lift the 11C3623 TRF dummy spacer and the 11C3509 rotor/TRF restrain fixture. |
| (b) | Align a hole of the frame (item 20) and the pilot tube (item 37) of the 11C3509 rotor/TRF restrain fixture that attach to the LPT cone shaft (01-050) (SIN 930D1). |
| (c) | Lower the 11C3623 TRF dummy spacer and the 11C3509 rotor/TRF restrain fixture onto the pilot tube (item 37) of the 11C3509 rotor/TRF restrain fixture that attach to the LPT cone shaft (01-050) (SIN 930D1). |
| (d) | Fix the forward end of the 11C3623 TRF dummy spacer to the LPT rotor/stator assembly with the capscrews (item 5) at 32 locations. |
| (e) | Install the adjustment nut (item 4) and the lock nut (item 5) to the pilot tube (item 37). |
| (f) | Install the stop blocks (item 7) at three locations on the frame (item 20) with the capscrews (item 14) at six locations. |
| Subtask 72-56-00-440-263 |
| AO. | Install the LPT rotor/stator assembly (01-010A , 72-00-04) (SIN 93000) on the 11C3506 build stand. Refer to Figure 1041 and do as follows: |
| CAUTION: |
|
| (1) | Lock the two castors (item 13). |
| WARNING: |
|
| (2) | Lift the LPT rotor/stator assembly from the rotor support stand. |
| (3) | Install the seal support (item 4) to the front side of the LPT cone shaft (01-050) (SIN 930D1) with four D-head bolts (01-090) (SIN 93020) and nuts (item 5) at equally spaced locations. |
| (4) | Lower the LPT rotor/stator assembly onto the 11C3506 build stand. |
| (5) | Remove the balance aft fixture and hardware from the aft side of the LPT cone shaft. |
| (6) | Continue to assemble the LPT module assembly (45-021 , 72-00-02) (SIN 00105) or (45-022 , 72-00-02) (SIN 00105). Refer to TASK 72-00-04-430-802 (72-00-04, ASSEMBLY 001, CONFIG 02). |
| Subtask 72-56-00-510-001 |
| AP. | If the LPT module is to be transported to another facility, put the module in the 11C4675 shipping container. Refer to Figure 1042 and do as follows: |
| NOTE: |
|
| (1) | Install the LPT and TRF assembly into the strong back and restrain fixture and lift and turn to a horizontal position with the center of gravity lift bar. Perform these steps, and refer to the appropriate tool technical data sheets (TDS) or by following the EM. |
| WARNING: |
|
| CAUTION: |
|
| (2) | Lift the stator adapter (item 6) onto the fwd flange of the LPT case and safety with the four washers and jam nuts (item 34 and item 40). |
| (3) | Install the rotor adapter (item 4) onto the fwd flange of the LPT cone shaft and safety with the four lock nuts (item 39). |
| WARNING: |
|
| (4) | Lift and turn the module back to a vertical fwd end down configuration with the center of gravity lift bar and strongback tooling. |
| (5) | Lower the LPT and TRF assembly with adapter rings (item 4 and 6) installed into the base assembly fwd end down and engage the outer diameter of the stator adapter (item 6) into the inner diameter of the base plate ring (item 2D). |
| (6) | Remove the strong back and restrain fixture from the LPT and TRF assembly. Perform these steps, and refer to the appropriate tool technical data sheets (TDS) or by following the EM. |
| (7) | The top hole will be used for the LPT and TRF assembly for the shipping container. |
| (8) | Refer to Subtask 72-56-00-510-001 (paragraph 3.AP.(14)) to complete the assembly of the Special Equipment (SE). |
| • |
|
| • |
|
|
| (9) | Install the dummy TRF spacer and restrain fixture onto the LPTRS module and use the lift fixture to move the assembly. |
| (10) | Set the stator adapter (item 6) onto a table rated to hold the weight of the LPTRS module and SE hardware. |
| WARNING: |
|
| CAUTION: |
|
| (11) | Lower the LPTRS module fwd end down with the lift fixture onto the stator adapter (item 6) and safety with four washers and jam nuts (item 34 and item 35). |
| (12) | Lift the assembly up off the table and slide wood blocks under the stator adapter (item 6) to permit access to install the rotor adapter (item 4). |
| (13) | Install the rotor adapter (item 4) onto the fwd flange of the LPT cone shaft and safety with four lock nuts (item 36). |
| (14) | Install the adapter mount (item 8) over the clamp plate post (item 7) into position for the correct engine configuration. Refer to Figure 1042. |
| (15) | Safety the adapter mount (item 8) to the clamp plate post (item 7) with the ball-lock pin (item 18). |
| (16) | Attach a hoist to the center mounted hoist ring (item 25) on the center post assembly and lower into the center of the module. |
| (17) | Thread the center post assembly onto the guide (item 3). |
| (18) | Use a four legged sling attached to the four hoist rings (item 25) on the clamp plate (item 9) to lower the assembly into place onto the module and over the clamp plate post (item 7). |
| NOTE: |
|
| (19) | Lower the clamp plate (item 9) until it rests on the aft flange of the module. |
| (20) | Thread the clamp plate nut (item 10) onto the adapter mount (item 8) and manually safety the clamp plate (item 9). |
| (21) | Engage the two toggle clamps (item 26) against the outer diameter of the clamp plate nut (item 9) to provide anti-rotational lock. |
| (22) | If not installed already, install the black rubber seal (item 23) onto the base assembly and make sure that it is fully seated around the diameter. |
| WARNING: |
|
| (23) | Lift and lower the container cover (item 19) over the installed engine hardware on the base assembly. |
| (24) | Install the swing clamps of the base (item 20) over the rim of the container cover (item 19) and tighten to complete the installation. |