| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 08/09/2021 | |
| CIR 72-00-53 , INSPECTION 001 | ||
| HIGH PRESSURE TURBINE ROTOR ASSEMBLY - INSPECTION 001 - CONFIGURATION 02 | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 08/09/2021 | |
| CIR 72-00-53 , INSPECTION 001 | ||
| HIGH PRESSURE TURBINE ROTOR ASSEMBLY - INSPECTION 001 - CONFIGURATION 02 | ||
| * * * FOR ALL PIP 2 |
| TASK 72-00-53-200-802 |
| 1 . | General. |
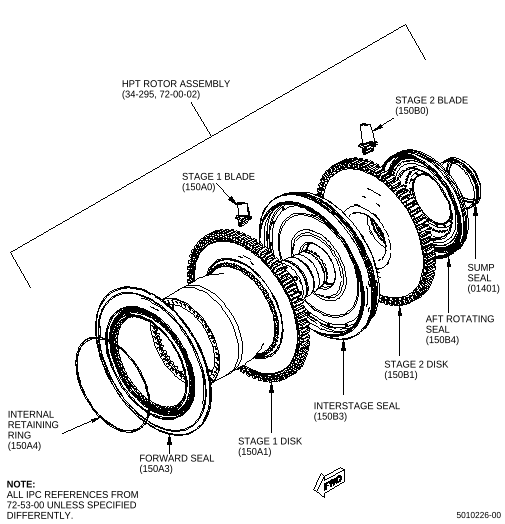
| A. | This procedure gives instructions to do an inspection of the high pressure turbine (HPT) rotor assembly (15000). Refer to Figure 801. |
| B. | Any sub-assembly or part removed for access or limited workscope must be inspected in accordance with criteria in this section. If there is no criteria, the sub-assembly or part must receive a general visual inspection (GVI) for continerviceability. Refer to TASK 72-00-00-200-805 (72-00-00, INSPECTION 001) . If required, the component can be hand-cleaned to do a visual inspection. Refer to TASK 70-21-01-110-001 (CLEANING METHOD 1 - SOLVENT DEGREASING) or TASK 70-21-03-160-001 (CLEANING METHOD 3 - STEAM CLEANING) . GVI can not be done to components identified in TASK 05-21-00-200-801 (05-21-00, LIFE LIMITS 001) that become piece part. These components must have their appropriate mandatory inspections done, unless stated differently in an applicable Service Bulletin. |
| C. | If you use this procedure and find that an assembly or part is unserviceable, refer to the applicable section of the engine manual for more disassembly and inspection procedures for the assembly or part. |
| D. | If you will completely disassemble the HPT rotor assembly, this inspection is not necessary. Refer to the applicable section of the engine manual for the inspection procedure for each part. |
| E. | The maintenance instructions in this Manual do not purport to cover all details or variations in equipment, nor do they provide for every possible contingency to be met in connection with installation, operation, maintenance, or GEAE certified repair facilities. The maintenance instructions are intended to be all-inclusive for a complete teardown and overhaul of the component or sub assembly. The individual procedures as written are one sequence based on General Electric experience. Alternate sequences to these maintenance instructions are at the discretion of the operator and/or overhaul shop provided the intent of the maintenance instructions is met. The operator and/or overhaul shop can select specific tasks to partially disassemble and assemble hardware or subassemblies based upon the on demand maintenance requirement of the individual engine work scope provided the final assembly configuration and requirements contained in the manual have been met. |
| F. | There are two configurations for the interstage seal as follows. |
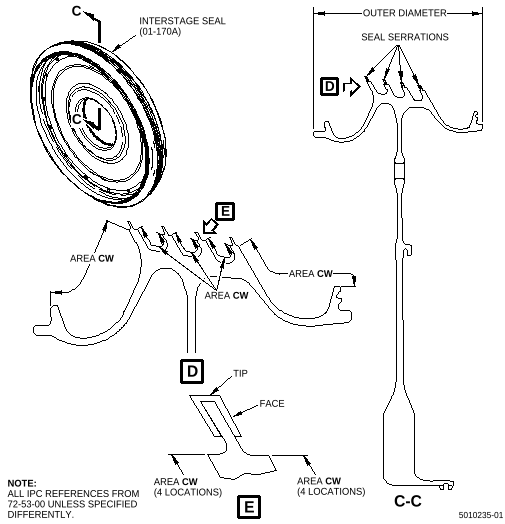
| (1) | Configuration 1 interstage seal (02-170A , 72-53-00) (SIN 150B3) (02-170B , 72-53-00) (SIN 150B3) does not have a corrosion resistant coating on the outer rim surfaces of the seal. |
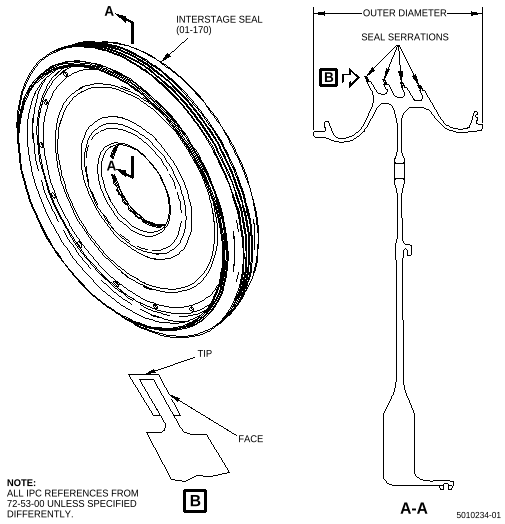
| (2) | Configuration 2 interstage seal (02-170 , 72-53-00) (SIN 150B3) and (02-170C , 72-53-00) (SIN 150B3) have a corrosion resistant coating on the outer rim surfaces of the interstage seal. |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. None. |
|
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
| 3 . | Visual Inspection. |
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
| NOTE: |
|
| Subtask 72-00-53-220-430 |
| A. | Visual inspection serviceable limits for wear, fretting, and galling are not applicable to HPT rotor interstage seal P/N 2383M85P04 with part serial numbers listed in GEnx-1B SB 72-0484 Table 6 and Table 7 and HPT rotor stage 2 disk P/N 2383M86P02 with part serial numbers listed in GEnx-1B SB 72-0484 Table 9 and Table 10. |
| Subtask 72-00-53-220-431 |
| B. | Visual inspection serviceable limits for nicks, dents, scratches, wear, fretting, and galling are not applicable to HPT rotor interstage seal P/N 2383M85P04 with part serial numbers listed in GEnx-1B SB 72-0484 Table 8 and HPT rotor stage 2 disk P/N 2383M86P02 with part serial numbers listed in GEnx-1B SB 72-0484 Table 11. |
| Subtask 72-00-53-220-209 |
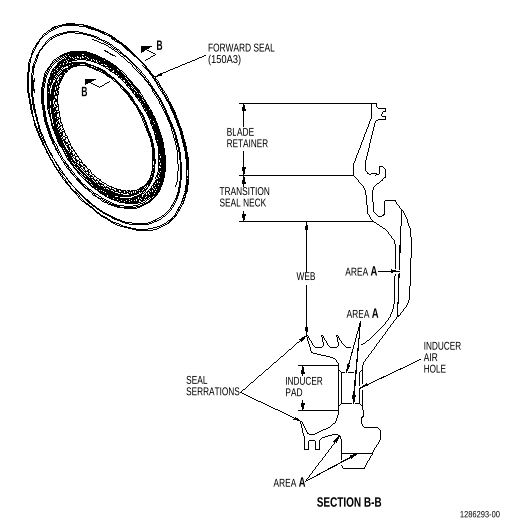
| C. | Do an inspection of all visible areas of the HPT rotor forward seal (forward seal) (150A3) (this does not include ID and OD seal serrations, inducer pad, area A, inducer air holes, web, blade retainer, and transition seal neck) as follows. Refer to Figure 802. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-210 |
| (2) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-211 |
| (3) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-212 |
| D. | Do an inspection of the seal serrations of the forward seal (150A3) as follows. Refer to Figure 802. |
| (1) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-213 |
| (2) | Crack or cracked out areas: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-214 |
| (3) | Bending: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-215 |
| (4) | Missing spray coat (aluminum oxide): |
| (a) | If the mating static forward seal honeycomb is re-used (not replaced): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-429 |
| (b) | If the mating static forward seal honeycomb is replaced: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-216 |
| E. | Do an inspection of area A of the forward seal (150A3) as follows. Refer to Figure 802. |
| (1) | Nicks, dents, scratches, or other damage: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-217 |
| F. | Do an inspection of the inducer air holes (62 holes) of the forward seal (150A3) as follows. Refer to Figure 802. |
| (1) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-218 |
| (2) | Damage at the edge radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-219 |
| G. | Do an inspection of the web, blade retainer, transition seal neck, and inducer pad of the forward seal (150A3) as follows. Refer to Figure 802. |
| (1) | Nicks, scratches, and fretting less than 0.250 inch (6.35 mm) from any fillet radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-220 |
| (2) | Nicks and scratches in other areas: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-221 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-222 |
| H. | Do an inspection of the internal retaining ring (150A4) as follows. Refer to Figure 801. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-223 |
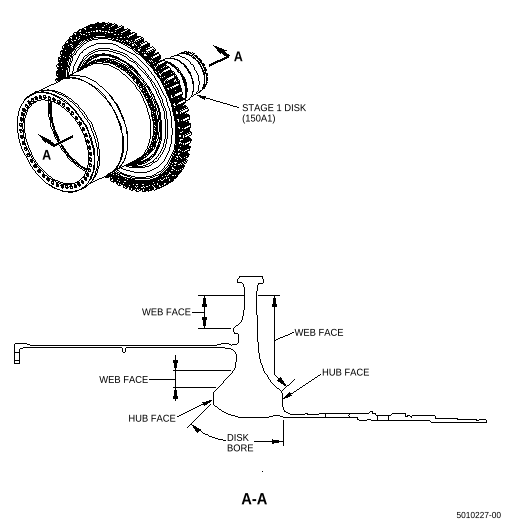
| I. | Do an inspection of the web and hub faces of the HPT rotor stage 1 disk (stage 1 disk) (150A1) as follows. Refer to Figure 803. |
| (1) | Nicks, scratches, and fretting less than 0.250 inch (6.35 mm) from any fillet radius: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-224 |
| (2) | Nicks and scratches in other areas: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-225 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-226 |
| J. | Do an inspection of the bore of the stage 1 disk (150A1) as follows. Refer to Figure 803. |
| (1) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-227 |
| (2) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-228 |
| (3) | Damage in the edge radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-229 |
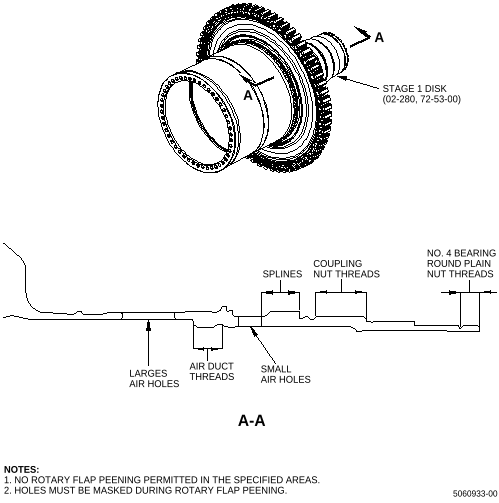
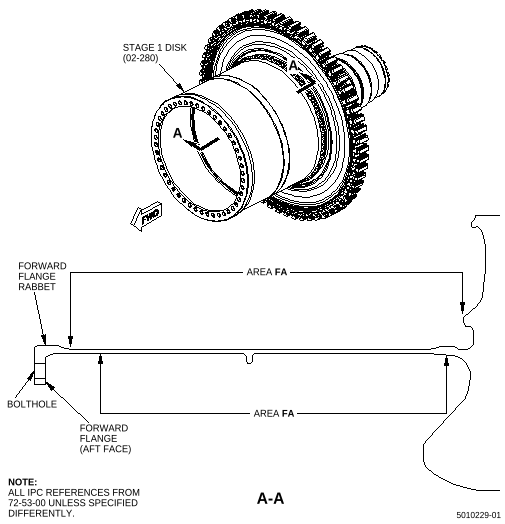
| K. | Do an inspection of the air duct rabbet/mate face of the stage 1 disk (02-280 , 72-53-00) (SIN 150A1). Refer to Figure 804 and as follows: |
| (1) | Fretting (pickup and high metal): |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-00-53-220-230 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-422 |
| L. | Do an inspection of the aft shaft tabs on the aft shaft of the stage 1 disk (02-280 , 72-53-00) (SIN 150A1). Refer to Figure 804 and as follows: |
| (1) | Fretting and wear: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-423 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-231 |
| M. | Do an inspection of the internal/external surfaces, area FB, on the aft shaft of the stage 1 disk (150A1) as follows. Refer to Figure 804. |
| (1) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-232 |
| (2) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-410 |
| N. | Do an inspection of the accessible internal/external surfaces, areas FC and FD, on the aft shaft of the stage 1 disk (02-280 , 72-53-00) (SIN 150A1). Refer to Figure 804 and as follows: |
| (1) | Nicks and dents in area FC, external surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-411 |
| (2) | Scratches in area FC, external surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-412 |
| (3) | Nicks and dents in area FC, internal surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-413 |
| (4) | Scratches in area FC, internal surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-414 |
| (5) | Nicks and dents in area FD, external surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-415 |
| (6) | Scratches in area FD, external surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-416 |
| (7) | Nicks and dents in area FD, internal surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-417 |
| (8) | Scratches in area FD, internal surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-233 |
| O. | Do an inspection of the heat shield pilots on the aft shaft of the stage 1 disk (150A1) as follows. Refer to Figure 804. |
| (1) | Pickup and high metal: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-234 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-235 |
| P. | Do an inspection of the No. 4 bearing journal surface on the aft shaft of the stage 1 disk (150A1) as follows. Refer to Figure 804. |
| (1) | Pickup and high metal: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-236 |
| (2) | Nicks, dents, scores, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-237 |
| (3) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-238 |
| Q. | Do an inspection of the air duct threads, coupling nut threads, and No. 4 bearing round plain nut threads on the aft shaft of the stage 1 disk (150A1) as follows. Refer to Figure 804. |
| (1) | Nicks, dents, pickup, or high metal: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-00-53-220-239 |
| (2) | Pitting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-240 |
| R. | Do an inspection of the No. 4 bearing radial oil scoop diameter on the aft shaft of the stage 1 disk (150A1) as follows. Refer to Figure 804. |
| (1) | Nicks, dents, scratches, and galling: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-241 |
| S. | Do an inspection of the boltholes on the forward shaft of the stage 1 disk (150A1) as follows. Refer to Figure 805. |
| (1) | Scratches, scoring, and fretting: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-242 |
| (2) | Damage in the edge radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-426 |
| T. | Do an inspection of the aft face of forward flange of the stage 1 disk (02-280 , 72-53-00) (SIN 150A1). Refer to Figure 805 and as follows: |
| (1) | Scratches, scoring, and fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-243 |
| U. | Do an inspection of the internal/external surfaces, area FA (critical), on the forward shaft of the stage 1 disk (150A1) as follows. Refer to Figure 805. |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-244 |
| V. | Do an inspection of the forward flange rabbet on the forward shaft of the stage 1 disk (150A1) as follows. Refer to Figure 805. |
| (1) | Fretting/wear: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-245 |
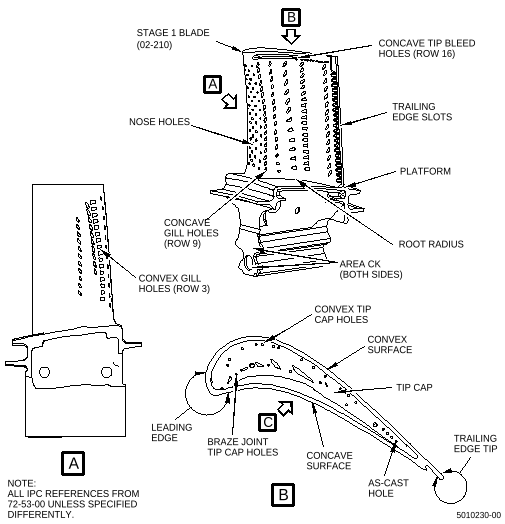
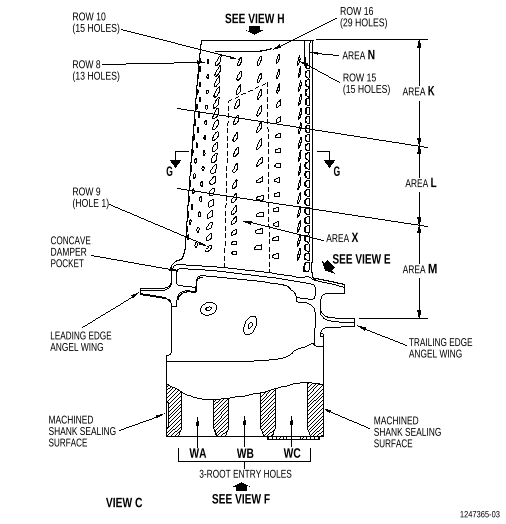
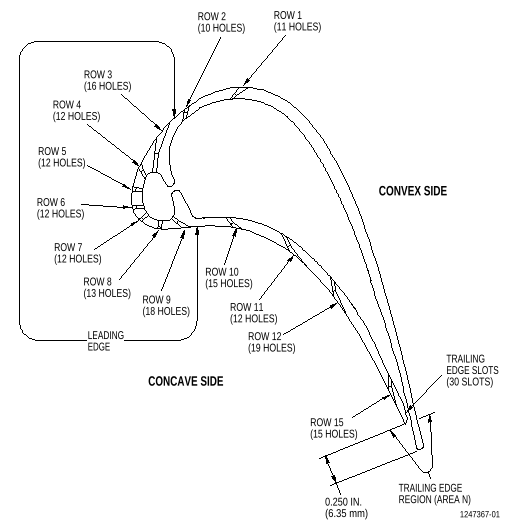
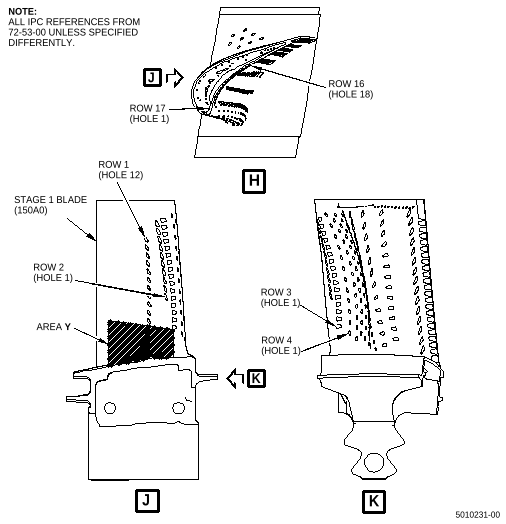
| W. | Do an inspection of the leading edge of each HPT blade (stage 1 blade) (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Blocked nose holes (rows 4 thru 8) in areas K, L, and M: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-246 |
| (2) | Blocked concave gill holes (row 9) in areas K, L, and M: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-247 |
| (3) | Blocked convex gill holes (row 3) in areas K, L, and M: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-248 |
| (4) | Radial cracks in the nose holes (rows 4 thru 8) in areas K, L, and M: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-249 |
| (5) | Axial cracks in the nose holes (rows 4 thru 8) in areas K, L, and M: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-250 |
| (6) | Radial cracks out of the concave and convex gill holes (rows 3 and 9) in areas K, L, and M: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-251 |
| (7) | All other cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-252 |
| (8) | Nicks and dents in areas K and L: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-253 |
| (9) | Nicks and dents in area M (this does not include the root fillet radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-254 |
| (10) | Nicks in the root fillet radius (root radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-255 |
| (11) | Pits and dents in the root fillet radius (root radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-256 |
| (12) | Tears in areas K, L, and M: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-257 |
| (13) | Missing environmental bond coating in areas K, L, and M: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-258 |
| X. | Do an inspection of the concave side of the airfoil of each stage 1 blade (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Blocked cooling holes in rows 10, 11, 12, and 15 in area M: |
| Maximum repairable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-259 |
| (2) | Blocked cooling holes in rows 10, 11, 12, 15, and 16 in areas K and L: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-260 |
| (3) | Cracks that start at the cooling holes in rows 10 thru 12 of area M: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-261 |
| (4) | Cracks that start at the cooling holes in rows 10 thru 12 of areas K and L: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-262 |
| (5) | Cracks that start at the cooling holes in row 15 of area L: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-263 |
| (6) | Cracks that start at the cooling holes in rows 15 of area K: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-264 |
| (7) | Radial cracks that start at the tip bleed holes (row 16): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-265 |
| (8) | All other cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-266 |
| (9) | Nicks and dents in areas K and L: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-267 |
| (10) | Nicks and dents in area M (this does not include the root fillet radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-268 |
| (11) | Nicks in the root fillet radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-269 |
| (12) | Pits and dents in the root fillet radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-270 |
| (13) | Distortion or evidence of burning or melting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-271 |
| (14) | Missing environmental bond coating in areas K, L, and M: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-272 |
| Y. | Do an inspection of the convex side of the airfoil of each stage 1 blade (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Blocked cooling holes in rows 1 and 2 in area M: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-273 |
| (2) | Blocked cooling holes in rows 1 and 2 in areas K and L: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-274 |
| (3) | Cracks that start at the cooling holes in rows 1 and 2 of areas K and L: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-275 |
| (4) | Cracks that start at the cooling holes in rows 1 and 2 in area M: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-276 |
| (5) | All other cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-277 |
| (6) | Nicks and dents in areas K and L: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-278 |
| (7) | Nicks and dents in area M (this does not include the root fillet radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-279 |
| (8) | Nicks in the root fillet radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-280 |
| (9) | Pits and dents in the root fillet radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-281 |
| (10) | Distortion or evidence of burning or melting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-282 |
| (11) | Missing environmental bond coating in areas K, L, and M: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-283 |
| Z. | Do an inspection of the trailing edge (this includes the area N root fillet radius) of each stage 1 blade (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-284 |
| (2) | Blocked or plugged air slots: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-285 |
| (3) | Oxidation (this does not include root fillet radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-286 |
| (4) | Oxidation in the root fillet radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-287 |
| (5) | Missing material: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-288 |
| (6) | Missing environmental bond coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-289 |
| AA. | Do an inspection of the blade tip area of each stage 1 blade (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Radial cracks that start at the concave or convex blade tip: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-290 |
| (2) | Bent or curled squealer tip material: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-291 |
| (3) | Missing squealer tip material: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-292 |
| (4) | Wear as a result of shroud rub: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-293 |
| (5) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-294 |
| (6) | Missing environmental bond coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-295 |
| (7) | Squealer tip oxidation/erosion: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-394 |
| (8) | Blocked cooling hole in row 16: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-296 |
| AB. | Do an inspection of the tip cap of each stage 1 blade (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Blocked cooling holes in row 17: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-297 |
| (2) | Bowing: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-298 |
| (3) | Cracks: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-299 |
| (4) | Oxidation/erosion of the tip cap braze alloy: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-300 |
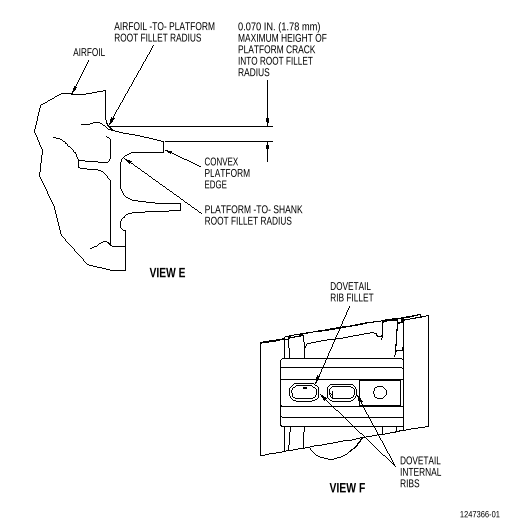
| AC. | Do an inspection of the top surface and edges of the platform (this does not include root fillet radius) of each stage 1 blade (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Missing environmental bond coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-301 |
| (2) | Nicks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-302 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-303 |
| (4) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-304 |
| (5) | Bowing of the concave platform edge: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-305 |
| AD. | Do an inspection of the each stage 1 blade (02-210 , 72-53-00) (SIN 150A0) as follows. Refer to Figure 806. |
| (1) | Bent or curled material on the trailing edge upper angel wing: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-307 |
| (2) | Circumferential wear groove on the top or bottom surfaces: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-308 |
| (3) | Circumferential rubs or wear below the leading edge angel wing: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-309 |
| (4) | Positive metal deposits on the upper and lower surfaces of the leading edge and both trailing edge angel wings as a result of rotor-to-stator rubs: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-310 |
| AE. | Do an inspection of all flowpath surfaces (concave and convex sides of the airfoil and the upper surface of the platform) for: |
| (1) | Metal splatter: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-311 |
| AF. | Do an inspection of the thermal barrier coating (TBC) areas for: |
| (1) | Concave and convex surfaces that have missing TBC outside of area X: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-312 |
| (2) | Concave surfaces that have missing TBC in area X: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-313 |
| (3) | Missing TBC at blade tip area |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-314 |
| (4) | TBC missing in 0.050 inch (1.27 mm) of the edge of the platform area (includes the angel wings and any location around edge of platform): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-315 |
| (5) | TBC missing on the platform (not related to platform edge): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-316 |
| (6) | Missing TBC in area Y (convex surface): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-317 |
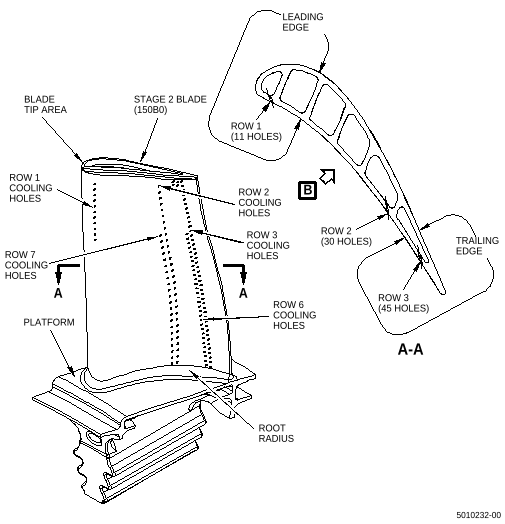
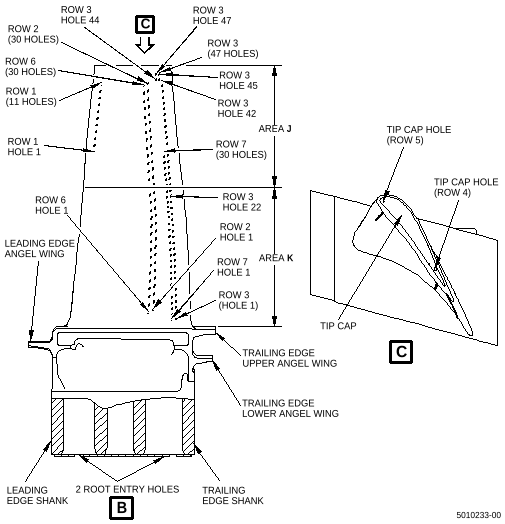
| AG. | Do an inspection of the cooling holes of each HPT rotor stage 2 blade (stage 2 blade) (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Blocked cooing holes |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-318 |
| (2) | Blocked tip cap holes: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-319 |
| AH. | Do an inspection of all airfoil surfaces of each stage 2 blade (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Metal splatter: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-320 |
| (2) | Burning: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-321 |
| (3) | Distortion or melting: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Subtask 72-00-53-220-322 |
| (4) | Corrosion (raised or discolored coating with smooth surface and/or blisters): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-323 |
| (5) | Chipped or missing platinum aluminide coating (no parent metal) on the surfaces adjacent to the cooling holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-325 |
| AI. | Do an inspection of the leading and trailing edges of each stage 2 blade (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-326 |
| (2) | Nicks and scratches in area J: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-327 |
| (3) | Nicks and scratches in area K: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-328 |
| (4) | Dents in area J: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-329 |
| (5) | Dents in area K (this includes the root radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-330 |
| (6) | Tears: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-331 |
| (7) | Chipped or missing platinum aluminide coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-332 |
| (8) | Missing trailing edge: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-334 |
| AJ. | Do an inspection of the concave and convex surfaces of each stage 2 blade (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-335 |
| (2) | Nicks in area J: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-336 |
| (3) | Nicks or scratches in area K (this includes the root radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-337 |
| (4) | Dents in area J: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-338 |
| (5) | Dents in area K (this includes the root radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-339 |
| (6) | Tears or broken metal: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-340 |
| (7) | Chipped or missing platinum aluminide coating (no parent metal) on the concave and convex surfaces (this does not include the airfoil root radius): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-341 |
| (8) | Chipped or missing platinum aluminide coating in the airfoil root radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-343 |
| AK. | Do an inspection of the tip area of each stage 2 blade (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-344 |
| (2) | Bent or curled tips: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-345 |
| (3) | Tears: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-346 |
| (4) | Chipped or missing platinum aluminide coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-348 |
| AL. | Do an inspection of the tip cap of each stage 2 blade (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-349 |
| AM. | Do an inspection of the top surface and edges of the platform (this does not include the root radius) of each stage 2 blade (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Cracks on the sides of the platform on the forward and aft edges: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-350 |
| (2) | Nicks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-351 |
| AN. | Do an inspection of the leading and trailing edge angel wings of each stage 2 blade (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-352 |
| (2) | Pits: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-353 |
| (3) | Circumferential wear groove: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-354 |
| AO. | Do an inspection of the top and bottom of the blade platform (concave side) of stage 2 blades (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0) as follows. Refer to Figure 807. |
| (1) | Pits: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-355 |
| (2) | Bowing: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-393 |
| NOTE: |
|
| AP. | Do an inspection of the root end metering plate of the stage 2 blades (02-110 , 72-53-00) (SIN 150B0) or (02-110A , 72-53-00) (SIN 150B0) or (02-110B , 72-53-00) (SIN 150B0). Refer to Figure 807 and do as follows: |
| (1) | Cracks in the root plate air entrance holes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-356 |
| AQ. | Do an inspection of the seal serrations of the HPT rotor interstage seal (interstage seal) (150B3) as follows. Refer to Figure 808. |
| (1) | Nicks, dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-357 |
| (2) | Cracks, or cracked out areas: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-358 |
| (3) | Bending: |
| Maximum serviceable limit: |
|
| Repair method: |
|
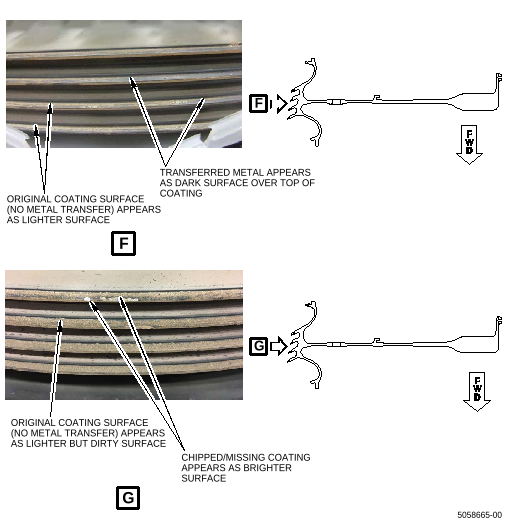
| Subtask 72-00-53-220-359 |
| (4) | Transferred metal on the seal tooth tips or faces: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-360 |
| (5) | Wear or missing coating on seal tooth tips and faces: |
| (a) | If the stage 2 nozzle honeycomb is not replaced: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-398 |
| (b) | If the stage 2 nozzle honeycomb is replaced with a pre-run honeycomb, or if the stage 2 nozzle honeycomb has pre-groove grinding performed: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-399 |
| (c) | If the stage 2 nozzle honeycomb is replaced with new honeycomb: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-361 |
| AR. | Do an inspection of all other areas on the OD of the interstage seal (150B3) as follows. Refer to Figure 808. |
| (1) | Nicks, dents, scratches, or other damage: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-362 |
| AS. | Do an inspection of the area CW on the outer rim surfaces of the interstage seal (01-170A , 72-53-00) (SIN 150B3) as follows. Refer to Figure 808. |
| (1) | Missing coating: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-00-53-220-363 |
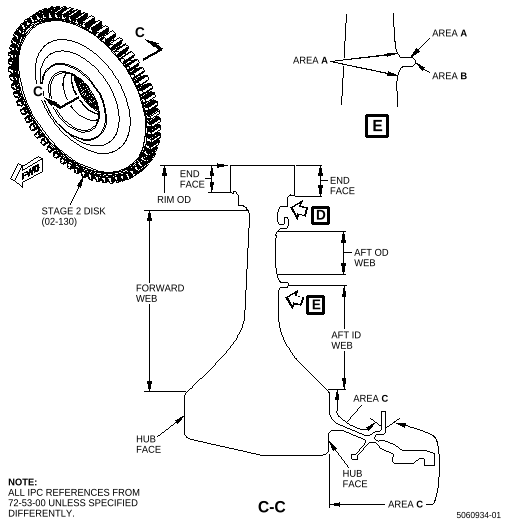
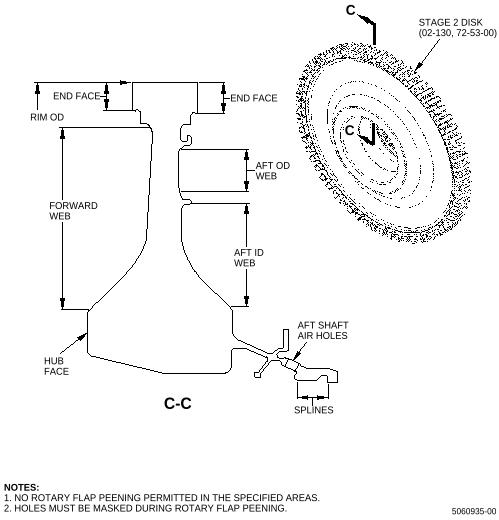
| AT. | Do an inspection of the rim OD and end faces of the HPT rotor stage 2 disk (stage 2 disk) (150B1) as follows. Refer to Figure 809. |
| (1) | Nicks: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-364 |
| (2) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit (for stage 2 disk part number 2383M86P02 with part serial numbers listed in GEnx-1B SB 72-0484 Table 11): |
|
| Maximum repairable limit: |
|
| Repair method (for stage 2 disk part number 2383M86P02 with part serial numbers listed in GEnx-1B SB 72-0484 Table 11): |
|
| Repair method: |
|
| Subtask 72-00-53-220-365 |
| (3) | Scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-366 |
| (4) | Galling and fretting: |
| Maximum serviceable limit (for stage 2 disk part number 2383M86P02 with part serial numbers listed in GEnx-1B SB 72-0484): |
|
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-367 |
| (5) | Pitting caused by silver corrosion: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-368 |
| AU. | Do an inspection of the web and hub faces of the stage 2 disk (150B1) as follows. Refer to Figure 809. |
| (1) | Nicks and scratches 0.25 inch (6.4 mm) or less from any fillet radius: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-369 |
| (2) | Nicks and scratches in other areas: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-370 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit (for stage 2 disk part number 2383M86P02 with part serial numbers listed in GEnx-1B SB 72-0484 Table 11): |
|
| Maximum repairable limit: |
|
| Repair method (for stage 2 disk part number 2383M86P02 with part serial numbers listed in GEnx-1B SB 72-0484 Table 11): |
|
| Repair method: |
|
| Subtask 72-00-53-220-371 |
| AV. | Do an inspection of area A and area B of the stage 2 disk (02-130 , 72-53-00) (SIN 150B1). Refer to Figure 809 and as follows: |
| (1) | Nicks, dents, scratches, or other damage: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-372 |
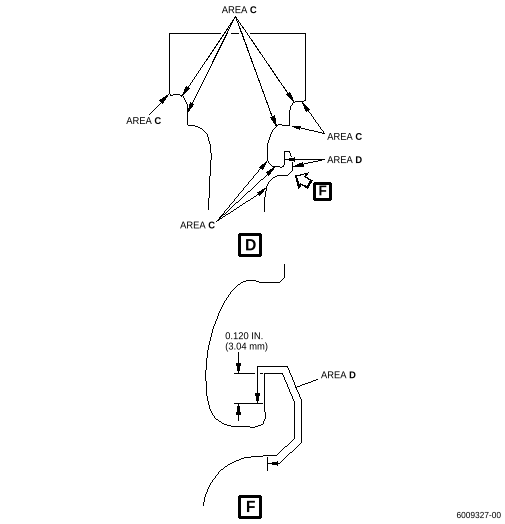
| AW. | Do an inspection of area C of the stage 2 disk (02-130 , 72-53-00) (SIN 150B1). Refer to Figure 809 and as follows: |
| (1) | Nicks, dents, scratches, or other damage: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-427 |
| AX. | Do an inspection of area D of the stage 2 disk (02-130 , 72-53-00) (SIN 150B1). Refer to Figure 809 and as follows: |
| (1) | Nicks, dents, scratches or other damage: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-373 |
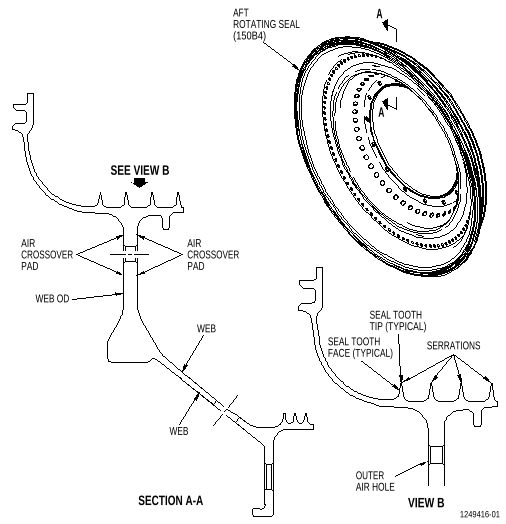
| AY. | Do an inspection of all areas of the HPT rotor aft rotating seal (aft rotating seal) (150B4) (this does not include the seal serrations and the air crossover pad) as follows. Refer to Figure 810. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-418 |
| AZ. | Do an inspection of the accessible internal/external surfaces, area C, on the aft shaft of the stage 2 disk (02-130 , 72-53-00) (SIN 150B1). Refer to Figure 809 and as follows: |
| (1) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-419 |
| (2) | Scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-374 |
| (3) | Scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-375 |
| (4) | Nicks and dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-376 |
| BA. | Do an inspection of the seal serrations of the aft rotating seal (150B4) as follows. Refer to Figure 810. |
| (1) | Nicks, dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-377 |
| (2) | Cracks, or cracked out areas: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-378 |
| (3) | Bending: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-379 |
| (4) | Wear or missing coating on tip: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-380 |
| (5) | Wear or missing coating on face: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-381 |
| BB. | Do an inspection of the outer air holes of the aft rotating seal (150B4) as follows. Refer to Figure 810. |
| (1) | Damage at the edge radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-382 |
| BC. | Do an inspection of the web of the aft rotating seal (150B4) as follows. Refer to Figure 810. |
| (1) | Nicks, scratches, and fretting less than 0.250 inch (6.35 mm) from any fillet radius: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-383 |
| (2) | Nicks and scratches in other areas: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-384 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-385 |
| BD. | Do an inspection of all other areas on the web OD of the aft rotating seal (150B4) as follows. Refer to Figure 810. |
| (1) | Nicks, dents, scratches, or other damage: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-386 |
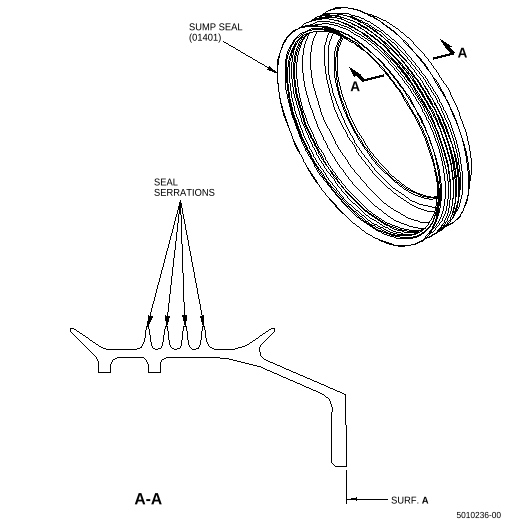
| BE. | Do an inspection of all areas of the HPT rotor sump seal (sump seal) (01401) as follows. Refer to Figure 811. |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-387 |
| BF. | Do an inspection of all seal serrations of the sump seal (01401) as follows. Refer to Figure 811. |
| (1) | Turned metal: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-388 |
| (2) | Nicks, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-389 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-00-53-220-390 |
| (4) | Bending: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-00-53-220-391 |
| BG. | Do an inspection of surface A of the sump seal (01401) as follows. Refer to Figure 811. |
| (1) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|