| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 02/27/2025 | |
| CIR 72-21-02 , INSPECTION 001 | ||
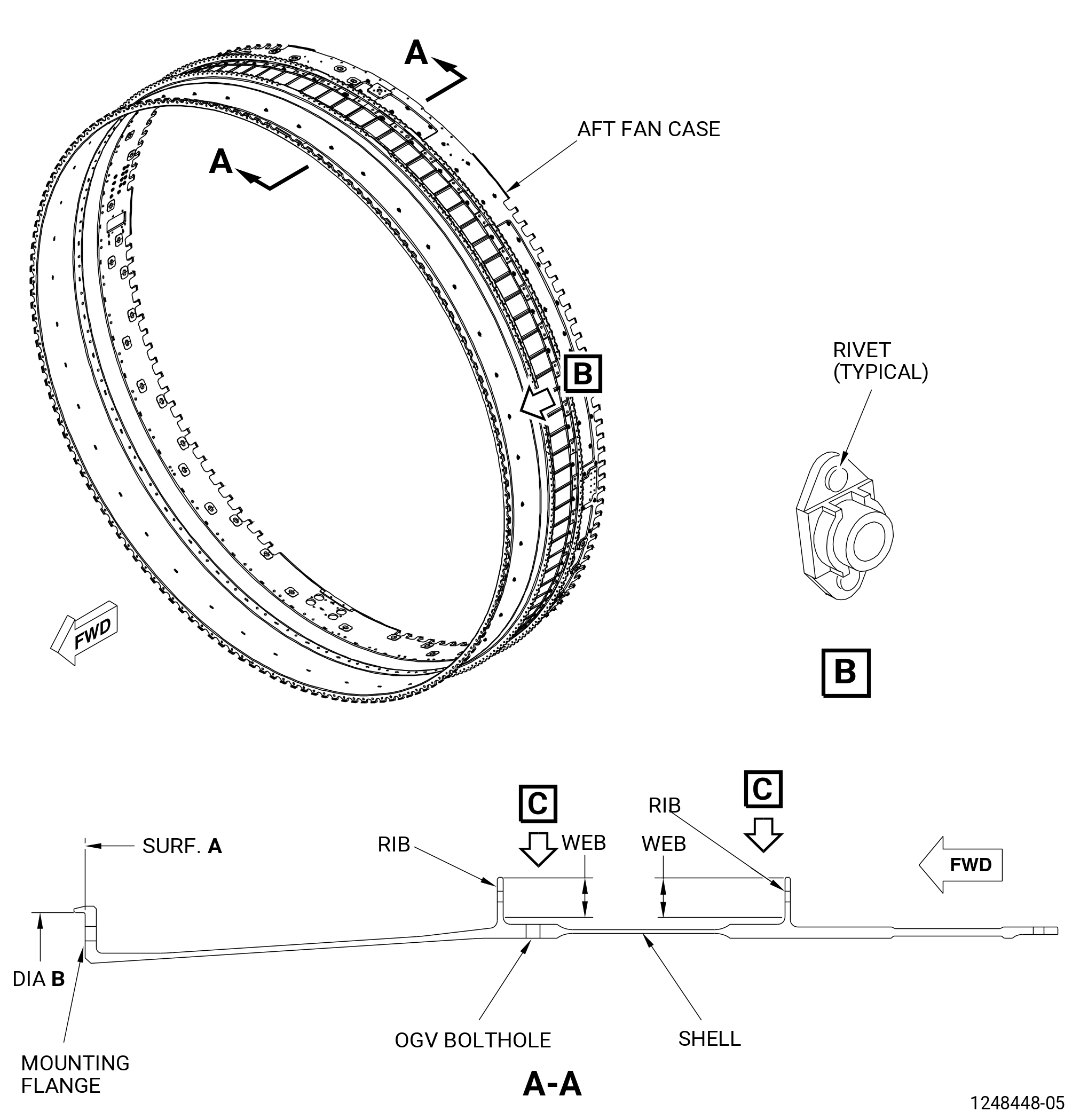
| AFT FAN CASE - INSPECTION | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 02/27/2025 | |
| CIR 72-21-02 , INSPECTION 001 | ||
| AFT FAN CASE - INSPECTION | ||
| * * * FOR ALL |
| TASK 72-21-02-200-801 |
| 1 . | General. |
| A. | This procedure gives instructions to do an inspection of the aft fan case. |
| • |
|
| • |
|
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
|
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
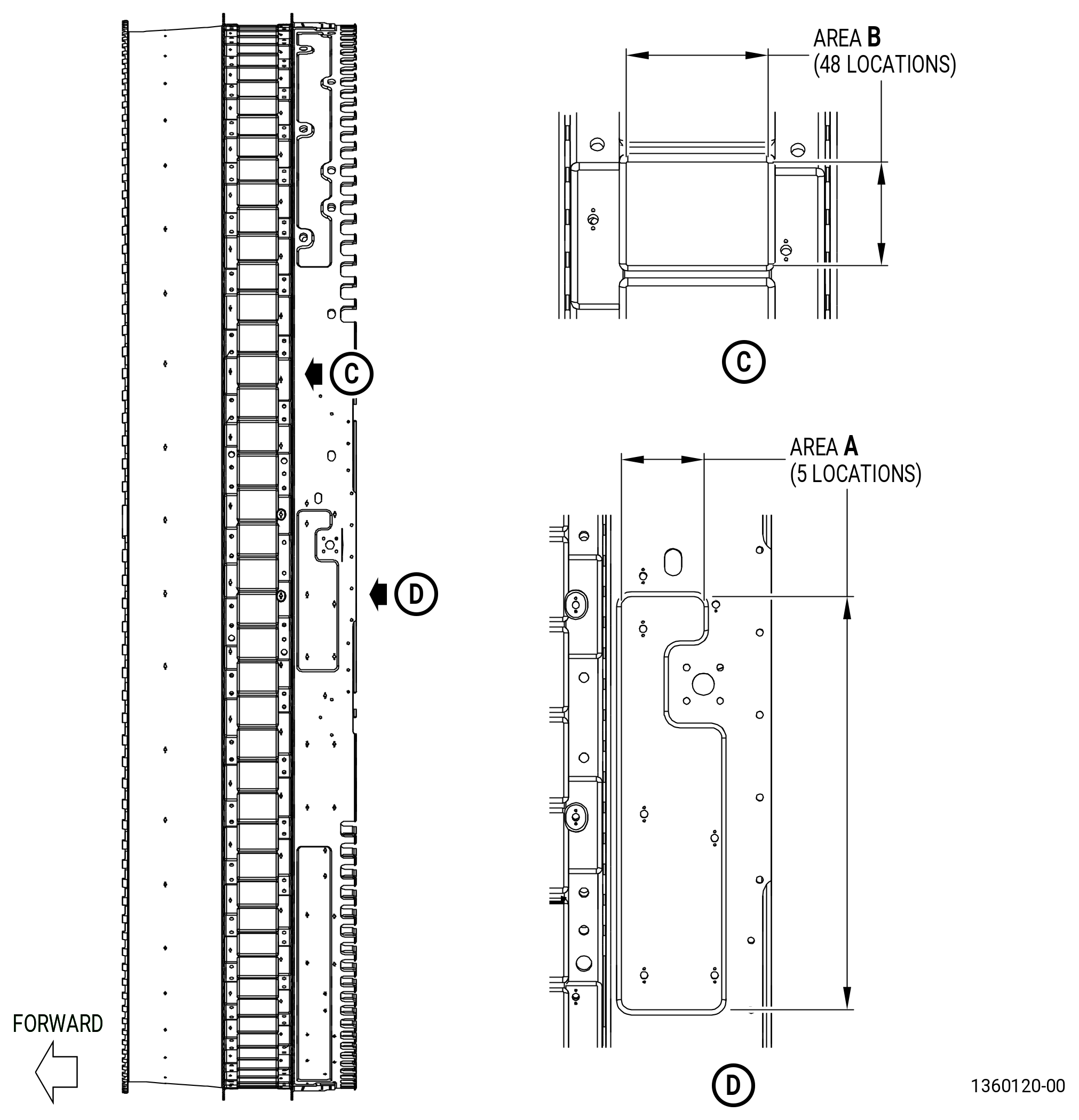
| 3 . | Visual Inspection. |
| Refer to Figure 801. |
| Subtask 72-21-02-220-001 |
| A. | Do an inspection of the aft fan case mounting flanges for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-002 |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-003 |
| (3) | Wear: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-004 |
| B. | Do an inspection of the aft fan case ribs for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-005 |
| (2) | Nicks and scratches in the web area: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-21-02-220-006 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-029 |
| (4) | Thread marks in rib bolt holes: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-007 |
| C. | Do an inspection of the aft fan case shell for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-025 |
| (2) | Nicks, scratches, and scores in boltholes: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-008 |
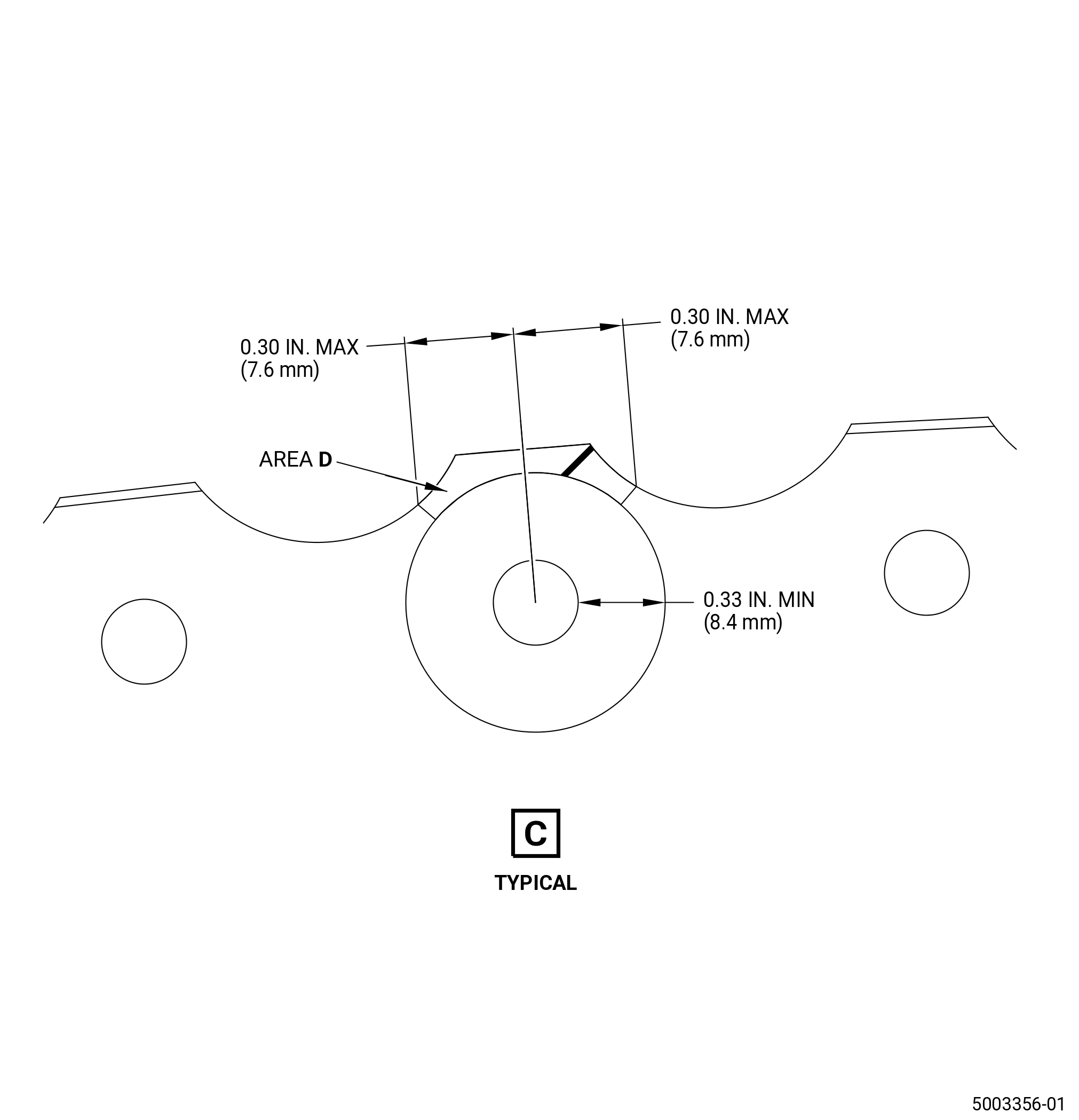
| (3) | Nicks and scratches around the OGV boltholes: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-21-02-220-010 |
| (4) | Nicks and scratches on all other areas: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-011 |
| (5) | Wear (all areas): |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-012 |
| (6) | Dents: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-013 |
| (7) | Loose or missing rivets: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-014 |
| (8) | Loss of the locking feature of the anchor nuts: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| NOTE: |
|
| (a) | Remove the anchor nuts. Refer to TASK 70-13-00-390-001 (RIVETED JOINTS). |
| (b) | Do an inspection of the aft fan case shell for corrosion and pitting. Refer to Subtask 72-21-02-220-024 (paragraph 3.C.(11)). |
| (c) | Apply coating in free state before the anchor installation. Refer to TASK 70-43-07-380-007 (CHEMICAL TOUCH-UP SURFACE REFINISHING PROCESS FOR ALUMINUM). |
| (d) | Apply C03-077 primer (for example, primer P/N 10P4-2NF/EC-117S ) to the aft fan case mating surface with the anchor nut. |
| (e) | Perform a wet installation of the replacement anchor nuts P/N MS21076L4N and rivets P/N 9025M79P06 as follows: |
| 1 | Use C03-001 primer for the installation of the rivets. |
| 2 | Rivet head must be within 0.0095-0.0105 inch (0.242-0.266 mm) below the surface of the aft fan case. |
| 3 | Do an inspection of the formed rivets. Refer to TASK 70-13-01-390-002 (ACCEPTABILITY LIMITS FOR FORMED RIVETS). |
| (f) | Install the mid outer liner bolt. Refer to TASK 72-00-01-430-803 (72-00-01, ASSEMBLY 001). |
| Subtask 72-21-02-220-015 |
| (9) | Damaged anchor nut cage: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| NOTE: |
|
| (a) | Remove the anchor nuts. Refer to TASK 70-13-00-390-001 (RIVETED JOINTS). |
| (b) | Do an inspection of the aft fan case shell for corrosion and pitting. Refer to Subtask 72-21-02-220-024 (paragraph 3.C.(11)). |
| (c) | Apply coating in free state before the anchor installation. Refer to TASK 70-43-07-380-007 (CHEMICAL TOUCH-UP SURFACE REFINISHING PROCESS FOR ALUMINUM). |
| (d) | Apply C03-077 primer (for example, primer P/N 10P4-2NF/EC-117S ) to the aft fan case mating surface with the anchor nut. |
| (e) | Perform a wet installation of the replacement anchor nuts P/N MS21076L4N and rivets P/N 9025M79P06 as follows: |
| 1 | Use C03-001 primer for the installation of the rivets. |
| 2 | Rivet head must be within 0.0095-0.0105 inch (0.242-0.266 mm) below the surface of the aft fan case. |
| 3 | Do an inspection of the formed rivets. Refer to TASK 70-13-01-390-002 (ACCEPTABILITY LIMITS FOR FORMED RIVETS). |
| (f) | Install the mid outer liner bolt. Refer to TASK 72-00-01-430- 803 (72-00-01, ASSEMBLY 001). |
| Subtask 72-21-02-220-016 |
| (10) | Missing primer: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-024 |
| (11) | Corrosion and pitting: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-027 |
| (12) | Corrosion and pitting of the anchor nut cages and rivets: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| NOTE: |
|
| (a) | Remove the anchor nuts. Refer to TASK 70-13-00-390-001 (RIVETED JOINTS). |
| (b) | Do an inspection of the aft fan case shell for corrosion and pitting. Refer to Subtask 72-21-02-220-024 (paragraph 3.C.(11)). |
| (c) | Blend to remove corrosion with pitting. Refer to TASK 70-42-00-350-002 (BLENDING AND REMOVAL OF HIGH METAL PROCEDURES) and as follows: |
| 1 | Maximum depth must not be more than 0.040 inch (1.02 mm). |
| 2 | Blend to a minimum radius of 0.250 inch (6.35 mm). |
| 3 | Blend minimum material thickness to completely remove pitting. |
| 4 | Do an inspection if there is any evidence of corrosion or pitting in boltholes. |
| 5 | Blend to make a smooth adjacent surface ensuring proper contact surface between aft fan case and anchor nut. |
| (d) | The gap between the anchor nut and the blended surface of the aft fan case, before the anchor installation in free state, must be not more than 0.015 inch (0.38 mm). |
| (e) | Apply coating in free state before the anchor installation. Refer to TASK 70-43-07-380-007 (CHEMICAL TOUCH-UP SURFACE REFINISHING PROCESS FOR ALUMINUM). |
| (f) | Apply C03-077 primer (for example, primer P/N 10P4-2NF/EC-117S ) to the aft fan case mating surface with the anchor nut. |
| (g) | Perform a wet installation of the replacement anchor nuts P/N MS21076L4N and rivets P/N 9025M79P06 as follows: |
| 1 | Use C03-001 primer for the installation of the rivets. |
| 2 | Rivet head must be within 0.0095-0.0105 inch (0.242-0.266 mm) below the surface of the aft fan case. |
| 3 | Do an inspection of the formed rivets. Refer to TASK 70-13-01-390-002 (ACCEPTABILITY LIMITS FOR FORMED RIVETS). |
| (h) | Install the mid outer liner bolt. Refer to TASK 72-00-01-430- 803 (72-00-01, ASSEMBLY 001). |
| Subtask 72-21-02-220-026 |
| D. | Do an inspection of the aft fan case peek wear pads for: |
| (1) | Wear or flaking: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-02-220-028 |
| E. | Do an inspection of the forward flange (interface with forward fan case) for: |
| (1) | Corrosion and pitting at and around the mounting flanges (forward and aft fan case) and case surfaces: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| (a) | Clean the aft fan case corrosion residue. Refer to TASK 72-21-02-100-801 (72-21-02, CLEANING 001). The use of C10-010 scotch brite is recommended to assist with the removal. Make sure not to use C10-010 scotch brite on the composite forward fan case. |
| (b) | Clean the composite forward fan case corrosion residue. Refer to TASK 72-21-01-100-801 (72-21-01, CLEANING 001). |
| (c) | Blend to remove corrosion to a radius of 0.250 inch (6.35 mm). Refer to TASK 70-42-00-350-002 (BLENDING AND REMOVAL OF HIGH METAL PROCEDURES). |
| (d) | Apply coating. Refer to TASK 70-43-07-380-007 (CHEMICAL TOUCH-UP SURFACE REFINISHING PROCESS FOR ALUMINUM). |
| (e) | Apply C03-077 primer or 44-GN-60 primer in accordance with manufacturer's instructions. |