| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 01/31/2025 | |
| CIR 72-58-40 , CLEANING 001 | ||
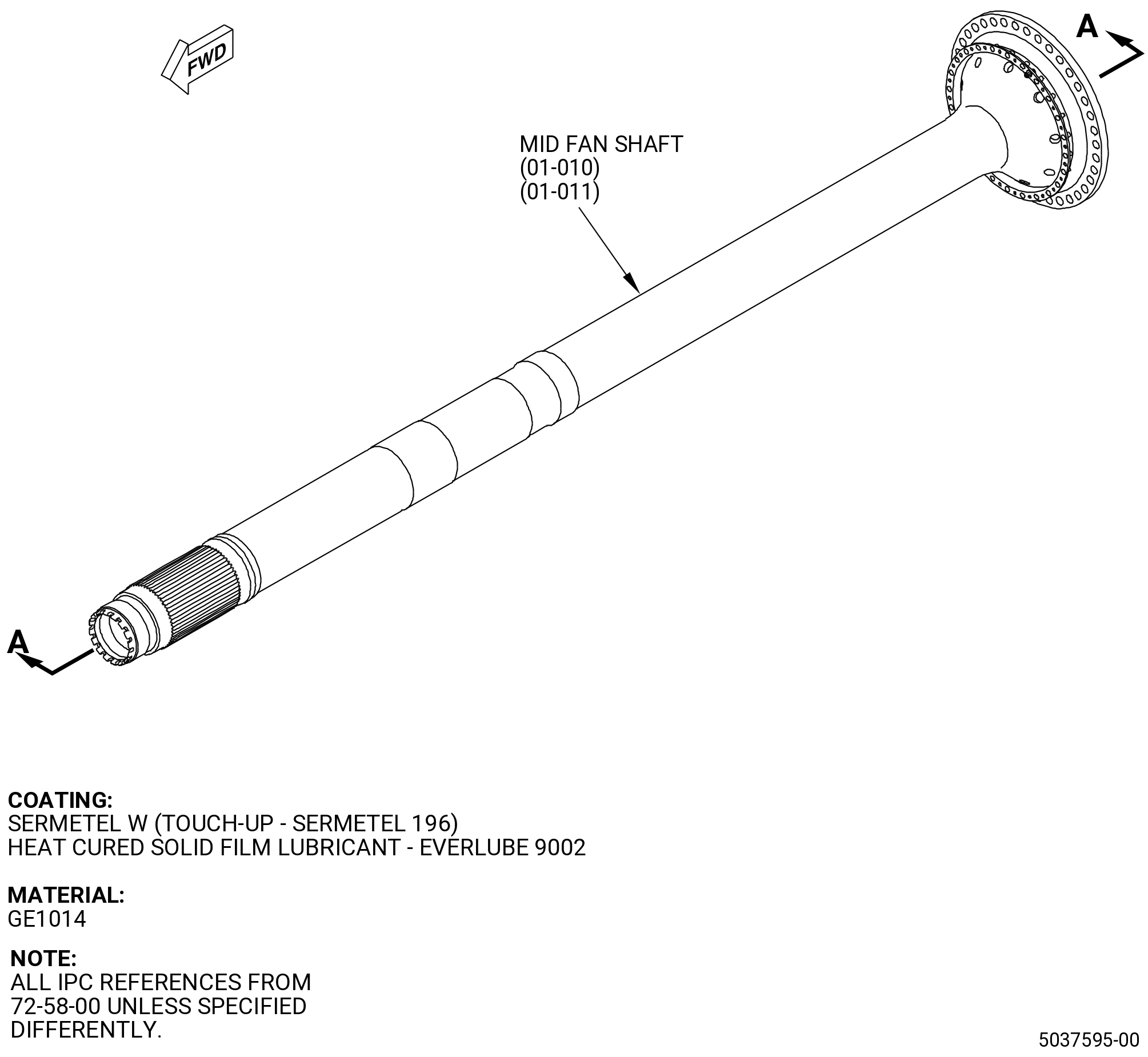
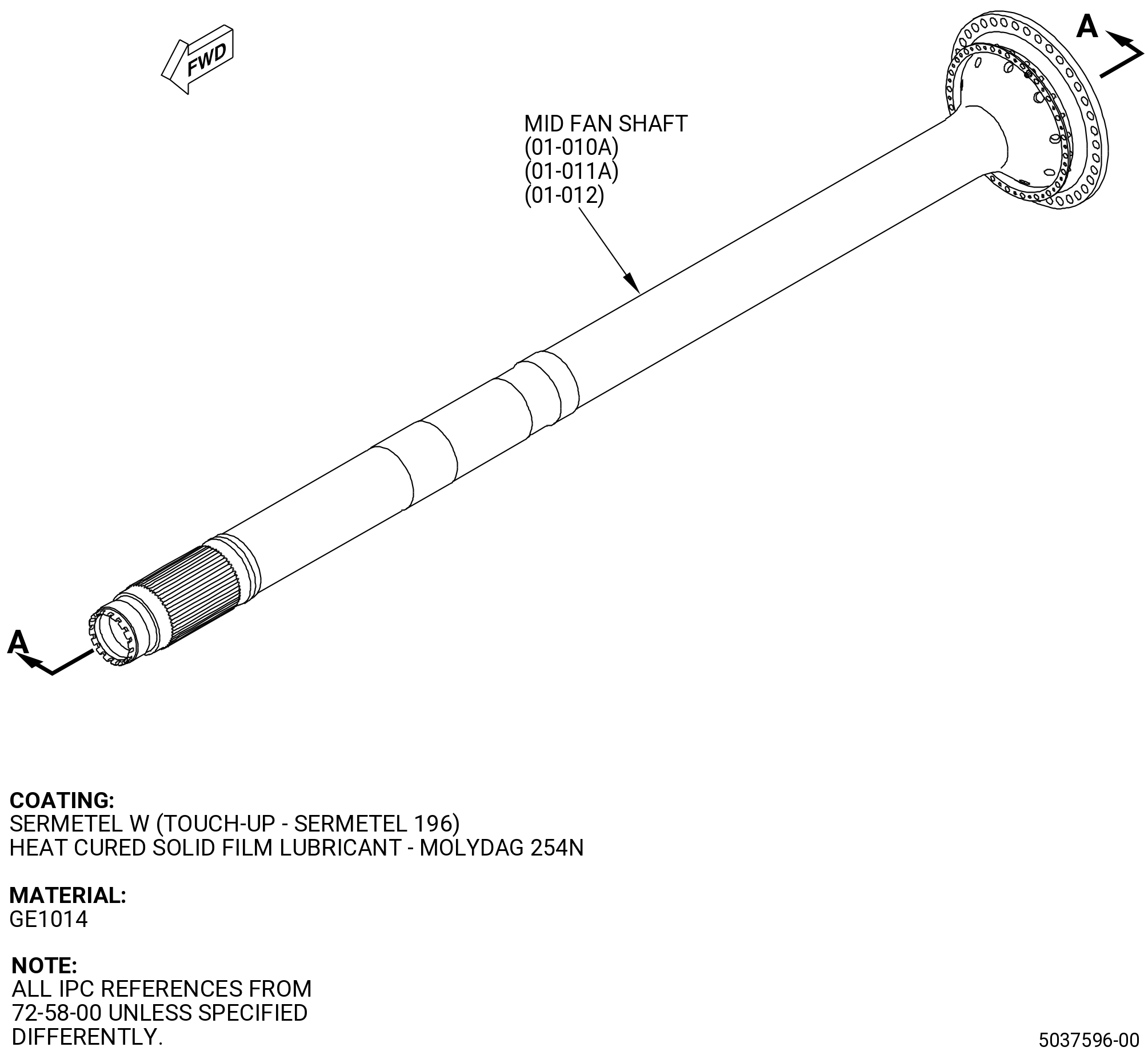
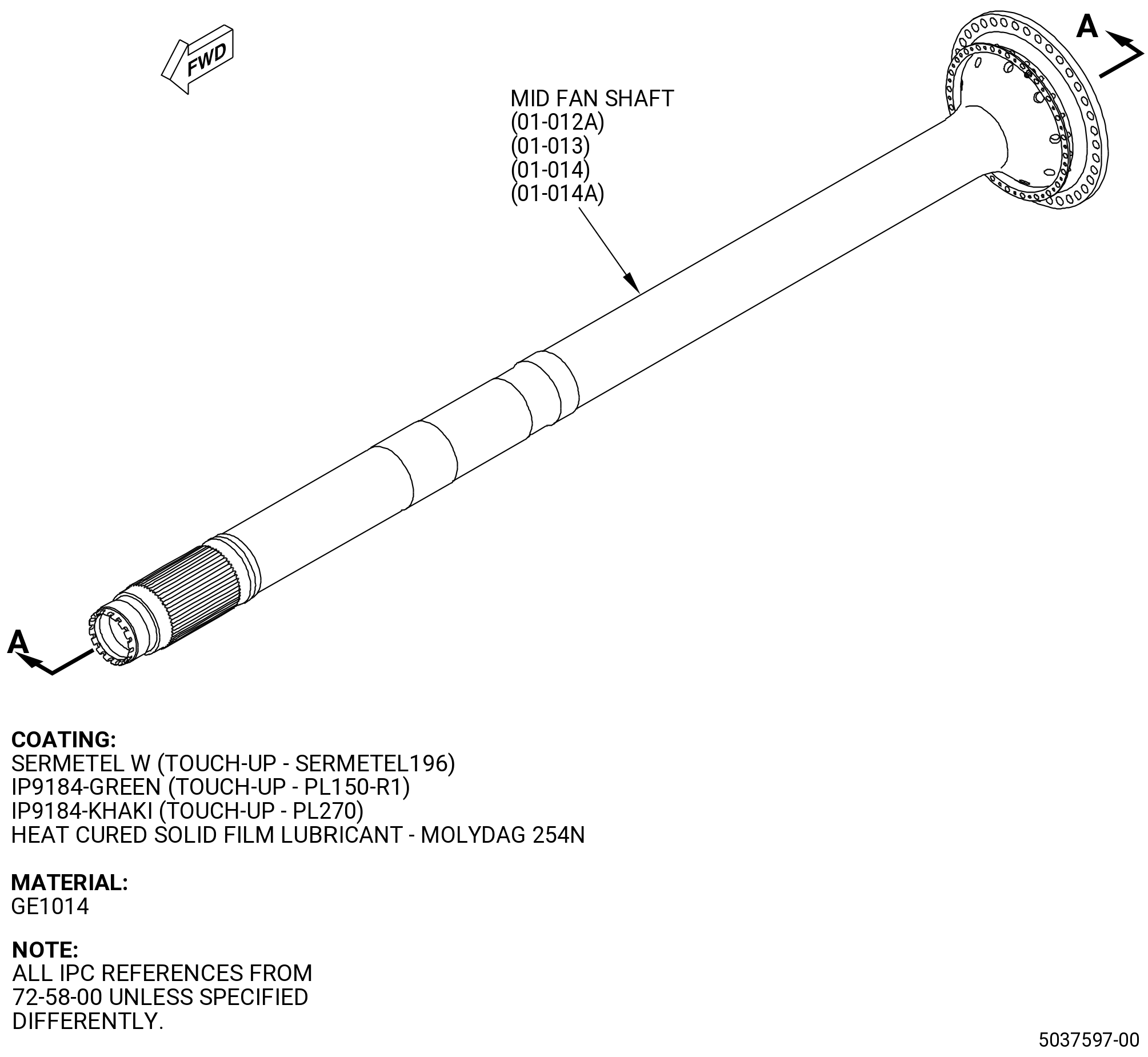
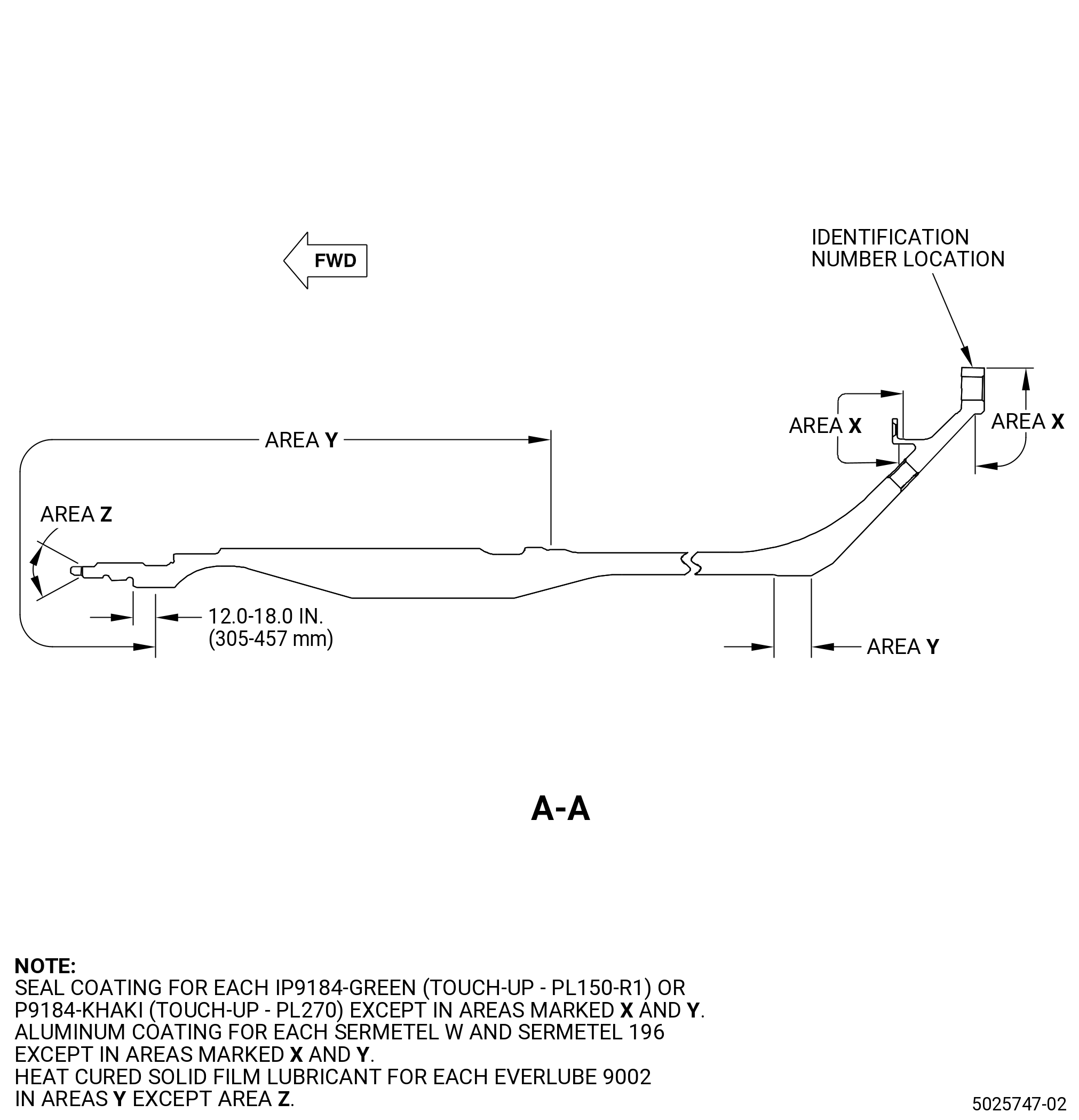
| MID FAN SHAFT - CLEANING | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 01/31/2025 | |
| CIR 72-58-40 , CLEANING 001 | ||
| MID FAN SHAFT - CLEANING | ||
| * * * FOR ALL |
| TASK 72-58-40-100-801 |
| 1 . | General. |
| A. | This procedure gives instructions to clean the mid fan shaft. Refer to Figure 601. |
| • |
|
| • |
|
| • |
|
| • |
|
| • |
|
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
|
| C. | Referenced Procedures. |
| D. | Expendable Parts. None. |
| 3 . | General Cleaning. |
| Subtask 72-58-40-160-001 |
| A. | Alternative Procedures Available. Steam clean the mid fan shaft. Refer to TASK 70-21-03-160-001 (CLEANING METHOD 3 - STEAM CLEANING). |
| Subtask 72-58-40-110-001 |
| A.A. | Alternative Procedure. Manually-assisted detergent clean the mid fan shaft. Refer to TASK 70-21-14-110-012 (CLEANING METHOD 14 - MANUALLY-ASSISTED DETERGENT CLEANING). |
| Subtask 72-58-40-110-002 |
| A.B. | Alternative Procedure. Light duty aqueous clean the mid fan shaft. Refer to TASK 70-21-22-110-042 (CLEANING METHOD 22 - LIGHT DUTY AQUEOUS CLEANING (Method 1)). |
| Subtask 72-58-40-110-003 |
| A.C. | Alternative Procedure. Light duty aqueous clean the mid fan shaft. Refer to TASK 70-21-22-110-050 (CLEANING METHOD 22 - LIGHT DUTY AQUEOUS CLEANING (Method 2)). |
| Subtask 72-58-40-120-004 |
| A.D. | Alternative Procedure. Dry abrasive blast clean the mid fan shaft with shells, rice hulls or wheat starch. Refer to TASK 70-21-04-120-B01 (DRY ABRASIVE BLAST CLEANING METHOD 4B). |
| Subtask 72-58-40-120-005 |
| A.E. | Alternative Procedure. Dry abrasive blast clean the mid fan shaft with shells, rice hulls or wheat starch. Refer to TASK 70-21-04-120-d01 (Dry Abrasive Blast Cleaning Method 4D). |
| Subtask 72-58-40-120-006 |
| A.F. | Alternative Procedure. Dry abrasive blast clean the mid fan shaft with plastic media. Refer to TASK 70-21-04-120-E01 (DRY ABRASIVE BLAST CLEANING METHOD 4E). |
| 4 . | Removal of Surface Coating For Magnetic Particle Inspection. |
| Refer to Figure 601. |
| Subtask 72-58-40-120-001 |
| A. | Alternative Procedures Available. Remove the dry film lubricant from the mid fan shaft with shells, rice hulls, or wheat starch. Refer to TASK 70-21-04-120-b01 (Dry Abrasive Blast Cleaning Method 4B). |
| Subtask 72-58-40-120-002 |
| A.A. | Alternative Procedure. Remove the dry film lubricant from the mid fan shaft with shells, rice hulls or wheat starch. Refer to TASK 70-21-04-120-d01 (Dry Abrasive Blast Cleaning Method 4D). |
| Subtask 72-58-40-120-003 |
| A.B. | Alternative Procedure. Remove the dry film lubricant from the mid fan shaft with plastic media. Refer to TASK 70-21-04-120-e01 (Dry Abrasive Blast Cleaning Method 4E). |
| NOTE: |
|
| Subtask 72-58-40-110-004 |
| * * * PRE SB 72-0300 |
| * * * PRE SB 72-0319 |
| CAUTION: |
|
| B. | Strip the aluminum coating from the mid fan shaft. Refer to TASK 70-23-02-110-019 (STRIPPING METHOD NO. 2 - STRIPPING INORGANIC BONDED ALUMINUM PAINT). |
| (1) | If necessary, apply masking to threaded and thermal sprayed areas. |
| (2) | Remove the aluminum coat from the shaft. |
| NOTE: |
|
| Subtask 72-58-40-120-009 |
| (3) | If residual coating is observed, use mechanical aids such as wire brush or polishing pad to assist the removal. Plastic media blasting is permitted. Refer to TASK 70-21-04-120-E01 (DRY ABRASIVE BLAST CLEANING METHOD 4E). |
| * * * END PRE SB 72-0300 |
| * * * END PRE SB 72-0319 |
| Subtask 72-58-40-120-010 |
| * * * SB 72-0300 |
| * * * SB 72-0319 |
| C. | Alternative Procedure Available. Strip the seal coat from the mid fan shaft. |
| (1) | Remove the seal coat by grit blasting. Refer to TASK 70-21-04-120-A01 (DRY ABRASIVE BLAST CLEANING METHOD 4A). |
| NOTE: |
|
| (a) | Apply masking to the adjacent threaded areas, spline thermal sprayed areas and surfaces that do not have coating to prevent damage to the threads, thermal sprayed coatings, and bare metal. |
| Subtask 72-58-40-120-011 |
| C.A. | Alternative Procedure. Strip the seal coat from the mid fan shaft. |
| (1) | Remove the seal coat by sanding or scraping. |
| NOTE: |
|
| Subtask 72-58-40-110-013 |
| CAUTION: |
|
| D. | Strip the aluminum coating from the mid fan shaft. Refer to TASK 70-23-02-110-019 (STRIPPING METHOD NO. 2 - STRIPPING INORGANIC BONDED ALUMINUM PAINT). |
| (1) | If necessary, apply masking to thermal sprayed areas. |
| (2) | Remove the aluminum coating from the shaft. |
| NOTE: |
|
| Subtask 72-58-40-120-012 |
| (3) | If residual coating is observed, use mechanical aids such as wire brush or polishing pad to assist the removal. Plastic media blasting is permitted. Refer to TASK 70-21-04-120-E01 (DRY ABRASIVE BLAST CLEANING METHOD 4E). |
| * * * END SB 72-0300 |
| * * * END SB 72-0319 |
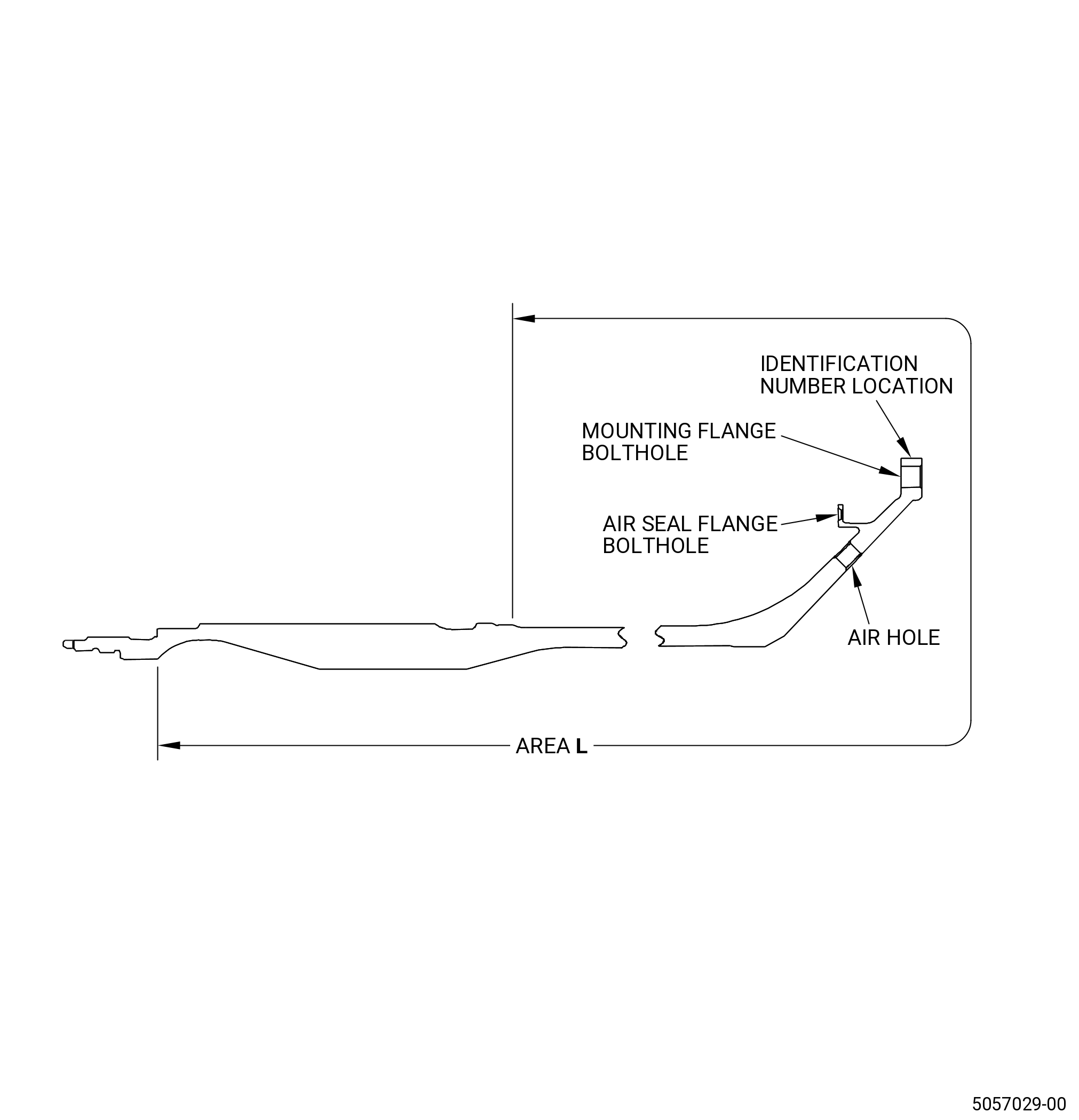
| 5 . | Cleaning of the fan mid shaft with corrosion rust on the Area L (including mounting flange bolthole, air seal flange bolthole, and air hole). |
| Refer to Figure 602. |
| Subtask 72-58-40-120-008 |
| CAUTION: |
|
| CAUTION: |
|
| A. | Dry abrasive blast clean the mid fan shaft with aluminum oxide. Refer to TASK 70-21-04-120-A01 (DRY ABRASIVE BLAST CLEANING METHOD 4A). |
| (1) | Apply C10-021 plastic tape to the threaded areas and adjacent surfaces that do not require blasting. |
| NOTE: |
|
| (2) | Grit blast the rust area. |
| NOTE: |
|
| NOTE: |
|