| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 12/15/2023 | |
| CIR 72-21-01 , INSPECTION 001 | ||
| FORWARD FAN CONTAINMENT CASE ASSEMBLY - INSPECTION | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 12/15/2023 | |
| CIR 72-21-01 , INSPECTION 001 | ||
| FORWARD FAN CONTAINMENT CASE ASSEMBLY - INSPECTION | ||
| * * * FOR ALL |
| TASK 72-21-01-200-801 |
| 1 . | General. |
| A. | This procedure gives instructions to do an inspection of the forward fan containment case assembly (forward fan case). |
| • |
|
| • |
|
| • |
|
| • |
|
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. None. |
|
| C. | Referenced Procedures. None. |
| D. | Expendable Parts. None. |
| 3 . | Specific Inspection Procedure. |
| Subtask 72-21-01-280-001 |
| A. | Do an inspection of the abradable shroud for looseness with a 0.375 inch (9.53 mm) diameter, 2.0 inches (51 mm) in length, round end rod as follows: |
| (1) | Tap on the shroud while you listen for a clicking sound. Refer to Subtask 72-21-01-220-013 (paragraph 4.G.). |
| 4 . | Visual Inspection. |
| Refer to Figure 801. |
| Subtask 72-21-01-220-001 |
| A. | Do an inspection of the fan case for: |
| (1) | Axial separations and cracks adjacent to the abradable panel joints: |
| Maximum serviceable limit: |
|
| Repair method: |
|
|
|
|
| Subtask 72-21-01-220-019 |
| (2) | Diagonal abradable panel joint separations and cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-21-01-220-060 |
| (3) | Pitting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-021 |
| B. | Do an inspection of the forward “A” and aft “B” flanges for: |
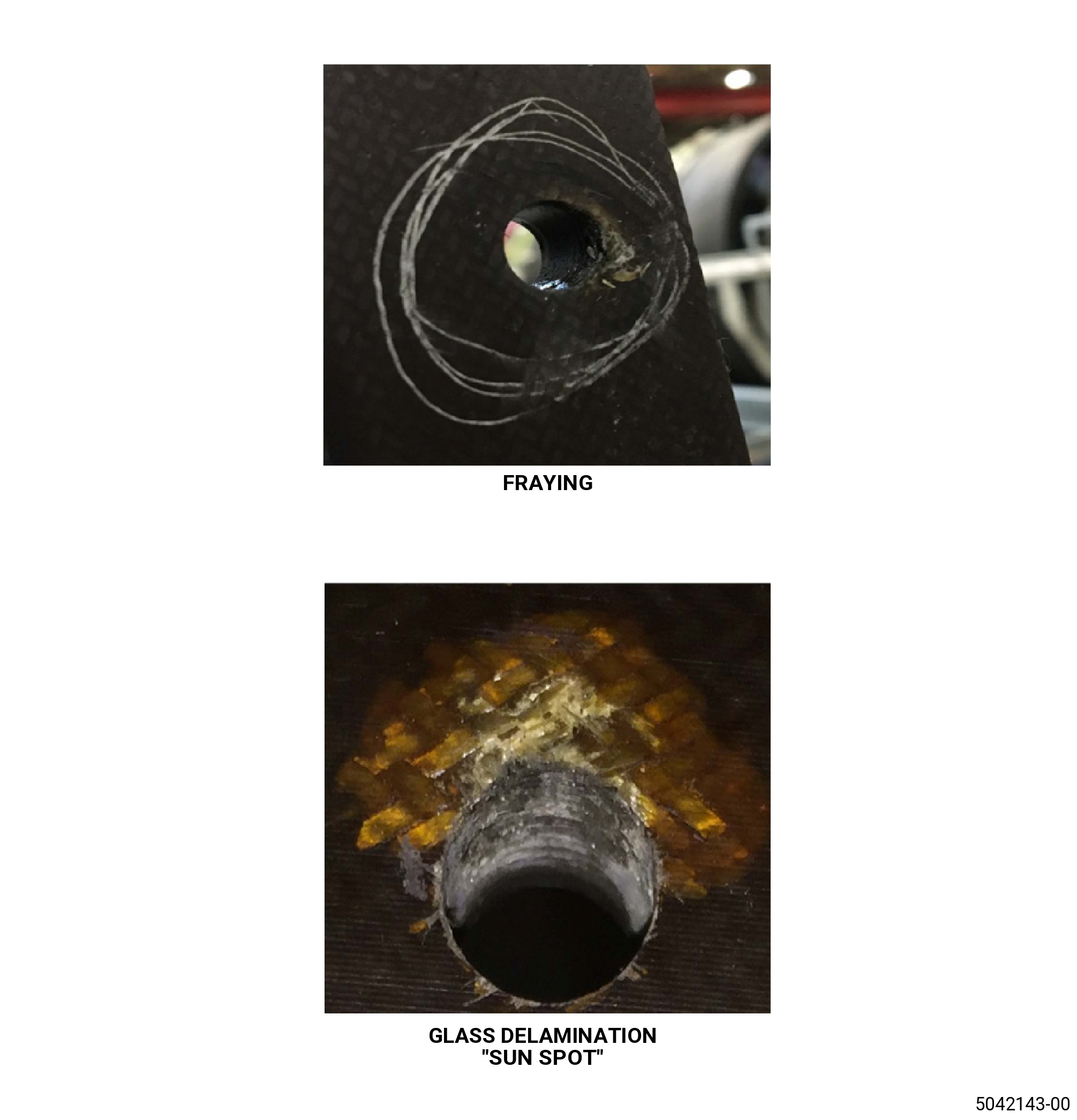
| (1) | Fraying at the bolthole edges: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-022 |
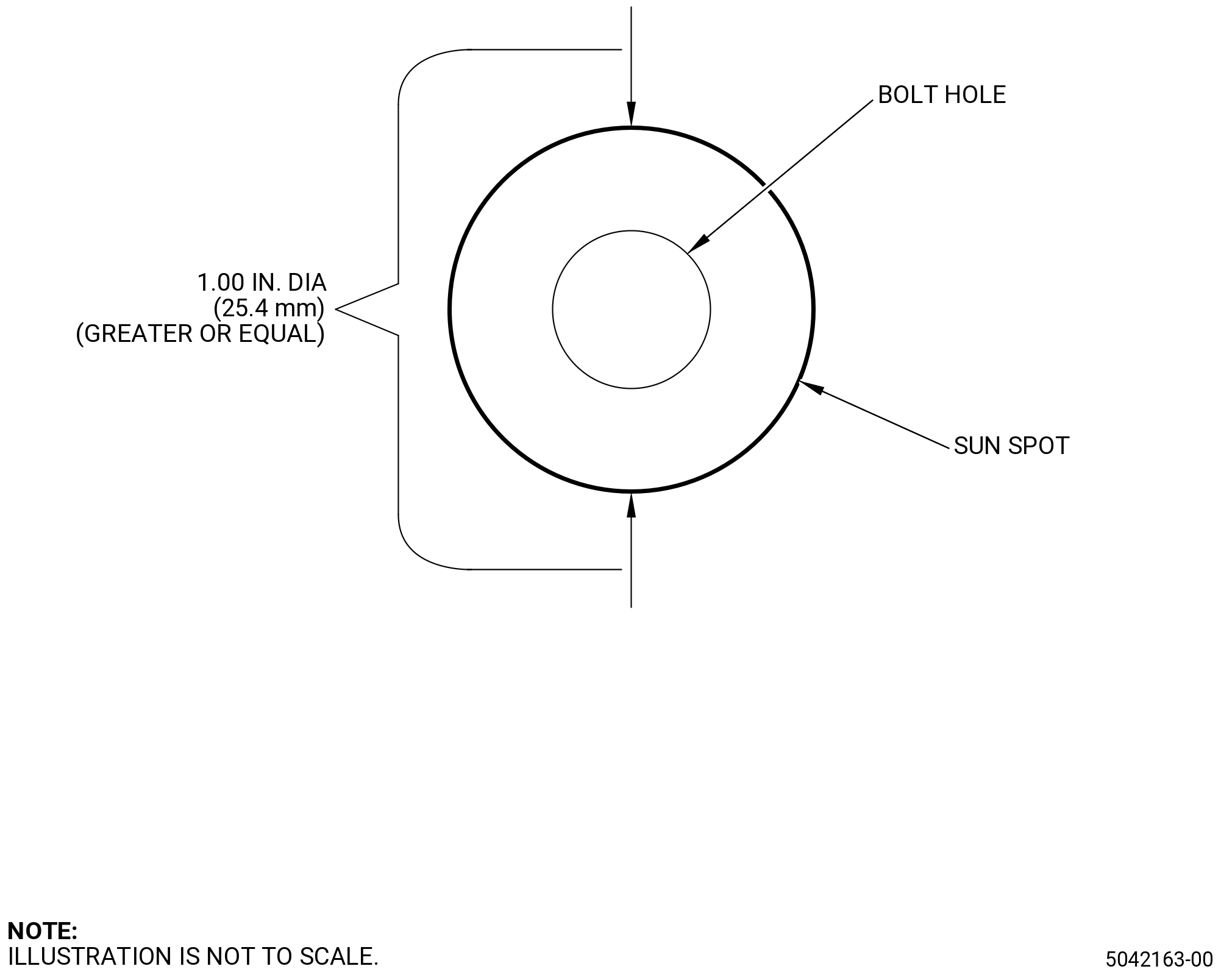
| (2) | Bolthole edge ply damage “sun spot”: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-21-01-220-023 |
| (3) | Missing glass plies or tear outs: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| Subtask 72-21-01-220-024 |
| (4) | Cracks on the outer diameter surface: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-062 |
| (5) | Crazing in resin rich areas: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-025 |
| (6) | Delaminations in the flanges: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-026 |
| (7) | Nicks, dents, scratches, rubs, and scuffs on flanges except the OD surface of flanges: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-067 |
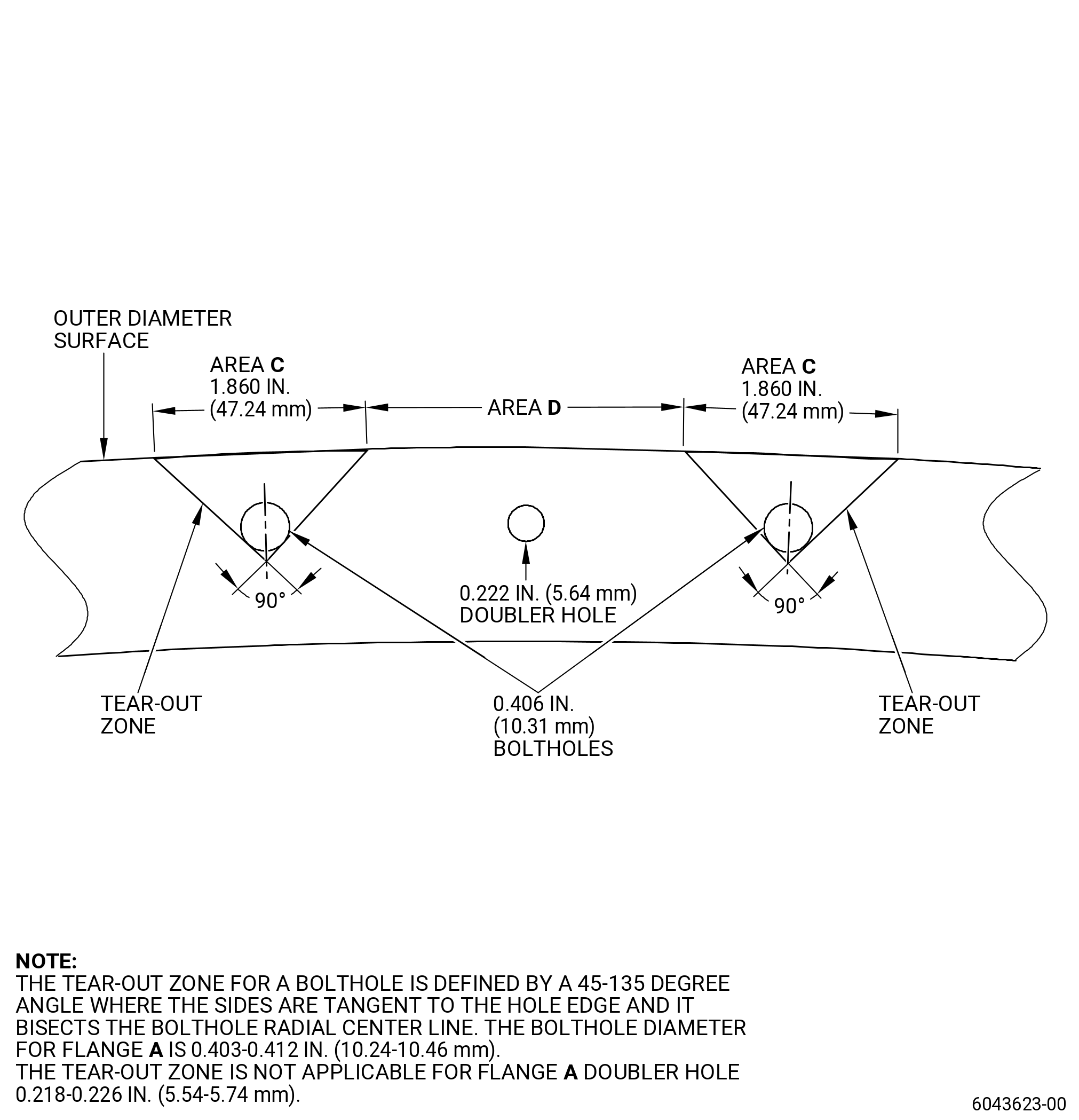
| (8) | Nicks, dents, scratches, rubs, scuffs, and fretting on the OD surface of flanges in area C (tear out zone). Refer to Figure 803 (Sheet 3) and Figure 803 (Sheet 4): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-068 |
| (9) | Nicks, dents, scratches, rubs, scuffs, and fretting on the OD surface of flanges in area D (outside of tear out zone). Refer to Figure 803 (Sheet 3) and Figure 803 (Sheet 4): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-053 |
| (10) | Pitting: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-069 |
| (11) | Missing epoxy resin: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-027 |
| C. | Do an inspection of casing shell inner and outer diameter for: |
| (1) | Nicks, dents, scratches, rubs, and scuffs: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-028 |
| (2) | Damage to the carbon fibers (below the protective plies, 0.016 inch (0.41 mm): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-054 |
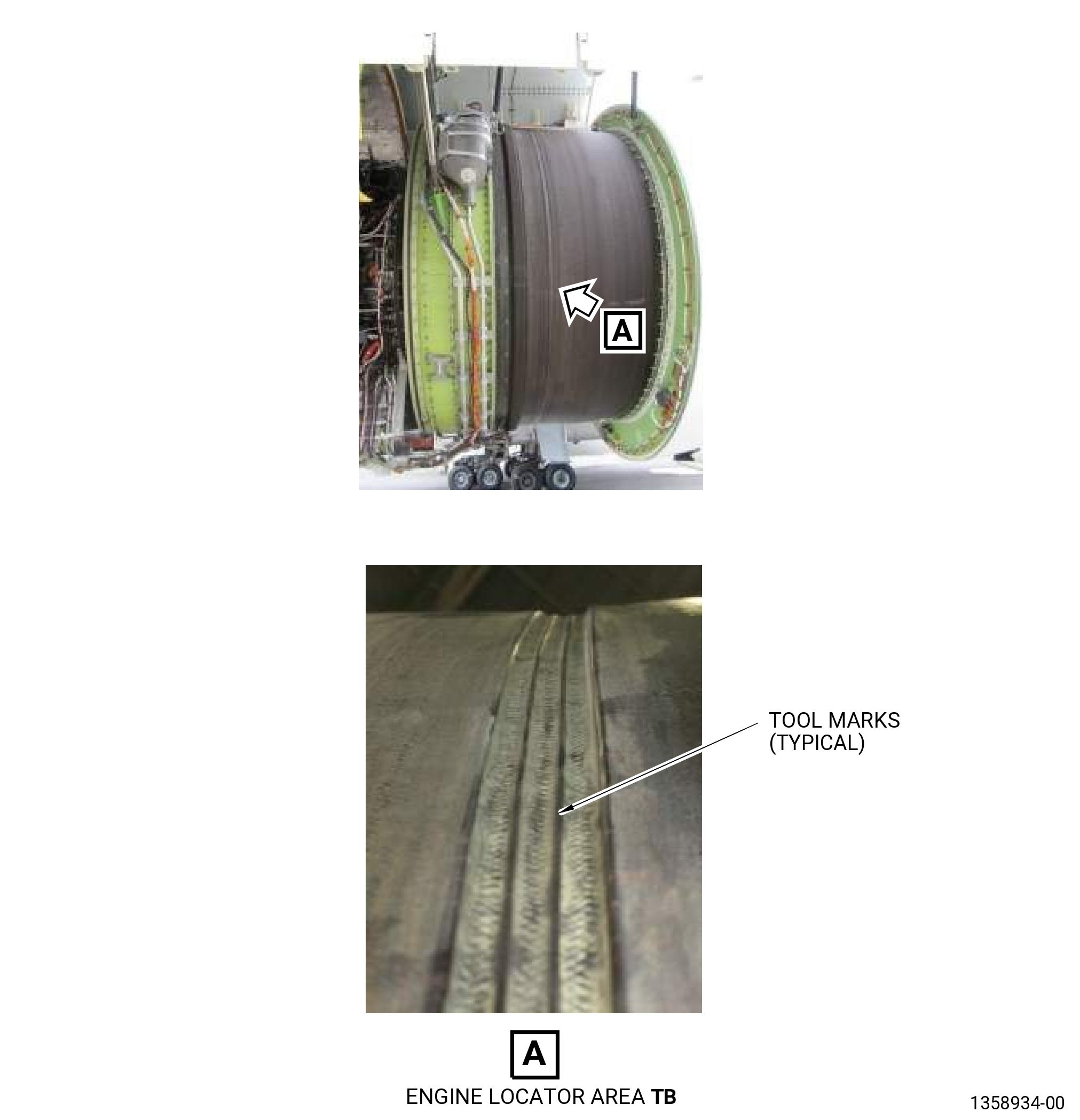
| (3) | Axial and circumferential shiny tool marks/steps near the forward flange: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Subtask 72-21-01-220-065 |
| (4) | Circumferential 360 degree channel located 19.0 inches (483 mm) forward of the aft flange: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-055 |
| (5) | In-plane wrinkles in the flanges and the casing shell: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-21-01-220-056 |
| (6) | Resin ridges in the casing shell: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-21-01-220-057 |
| (7) | Outer case surface crazing: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-21-01-220-058 |
| (8) | Outer case surface cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| NOTE: |
|
| Subtask 72-21-01-220-059 |
| (9) | Surface porosity: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-061 |
| (10) | Outer case variation in color: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| WARNING: |
|
| (a) | Remove any loose material with a C10-182 cleaning cloth and C04-035 isopropyl alcohol. |
| Subtask 72-21-01-220-070 |
| (11) | Missing epoxy resin: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-029 |
| D. | Do an inspection of stiffening hats for: |
| (1) | Nicks, dents, scratches, rubs, and scuffs: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| If a delamination is found, replace the forward fan case. |
| Subtask 72-21-01-220-030 |
| (2) | Disbonds between stiffening hats to casing shell: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-071 |
| (3) | Missing epoxy resin: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-031 |
| E. | Do an inspection of stiffening caps for: |
| (1) | Nicks, dents, scratches, rubs, and scuffs: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| If a delamination is found, replace the forward fan case. |
| Subtask 72-21-01-220-032 |
| (2) | Disbonds between stiffening caps to stiffening hats: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-072 |
| (3) | Missing epoxy resin: |
| NOTE: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-010 |
| F. | Do an inspection of the captive nut assemblies for: |
| (1) | Loose or missing rivets: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-011 |
| (2) | Loss of the locking feature of the captive nuts: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-012 |
| (3) | Damaged captive nut cage: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-013 |
| G. | Do an inspection of the abradable shroud for: |
| (1) | Voids, wear grooves, rubs, and areas not bonded to the facesheet: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-21-01-220-014 |
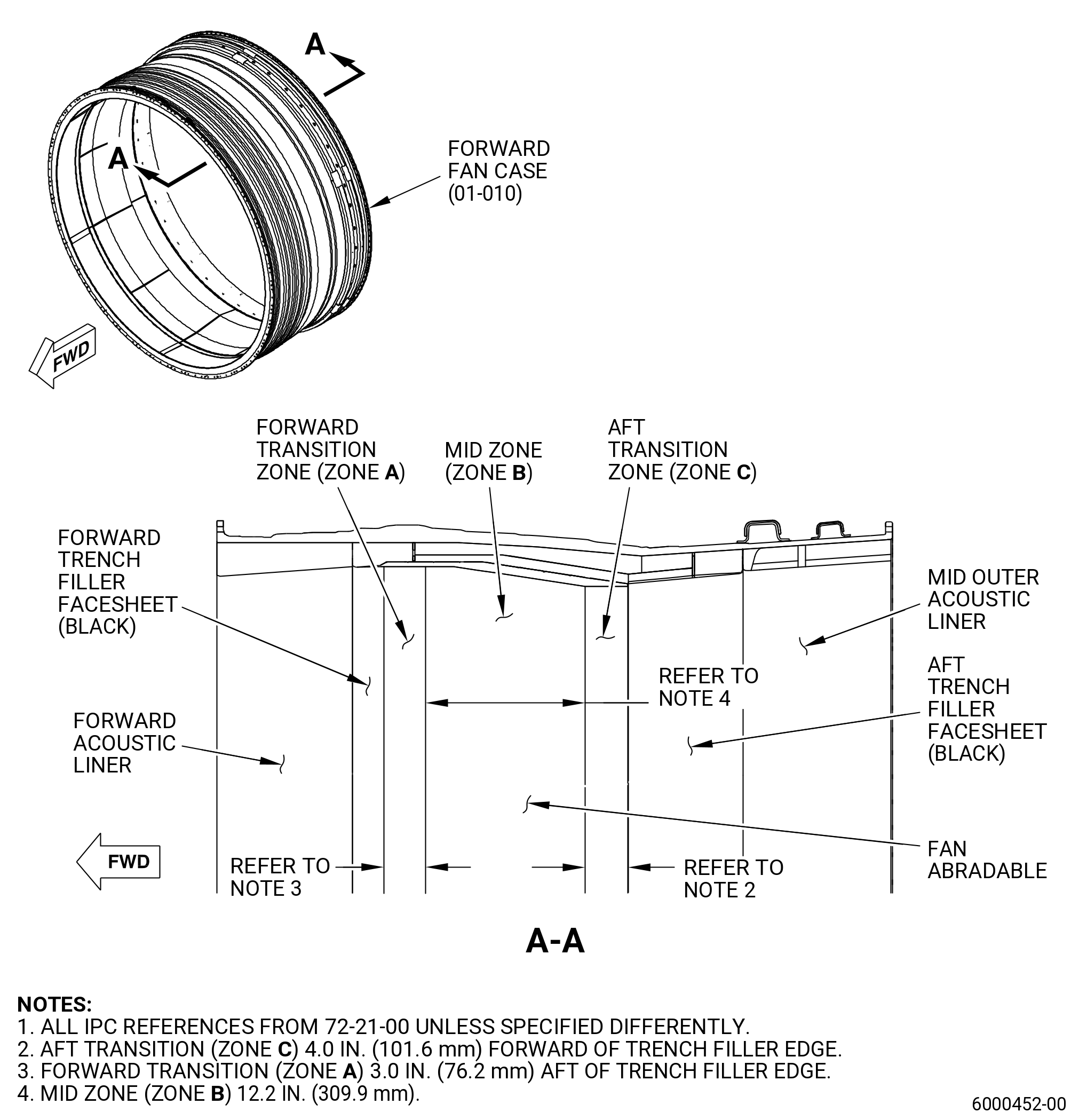
| (2) | Spalled, loose, or missing abradable material in the transition zones. Refer to Figure 804. |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-21-01-220-038 |
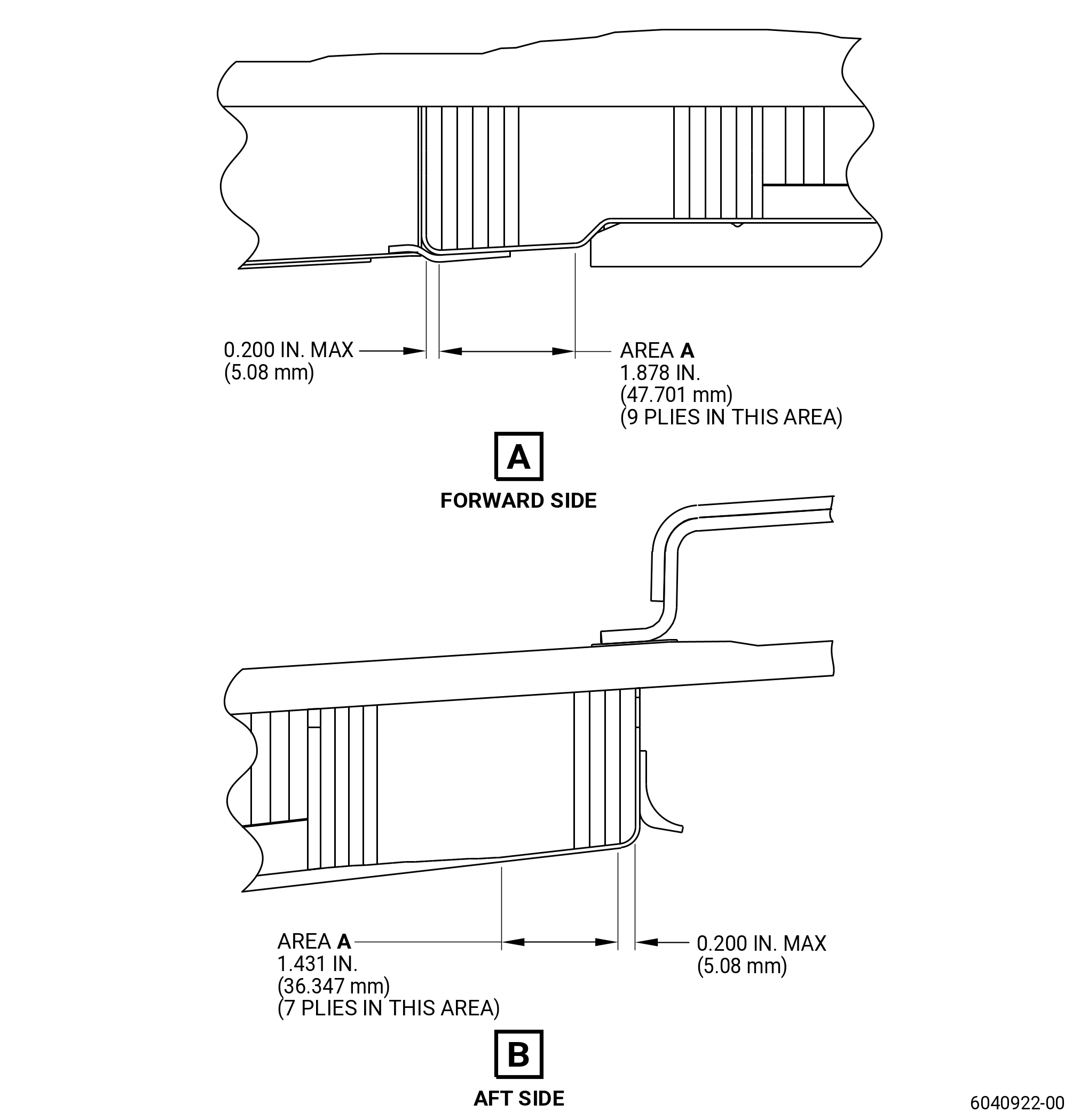
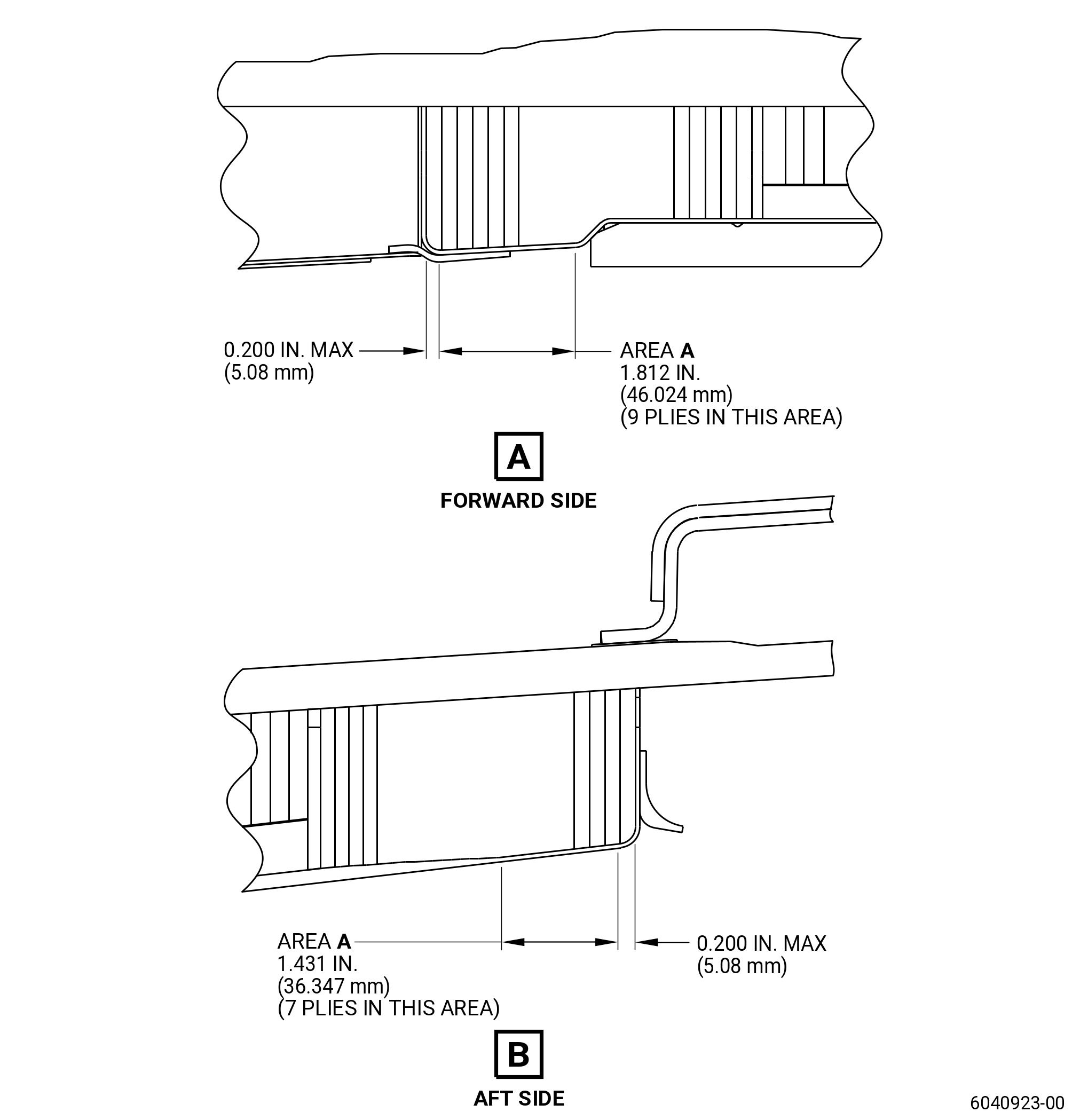
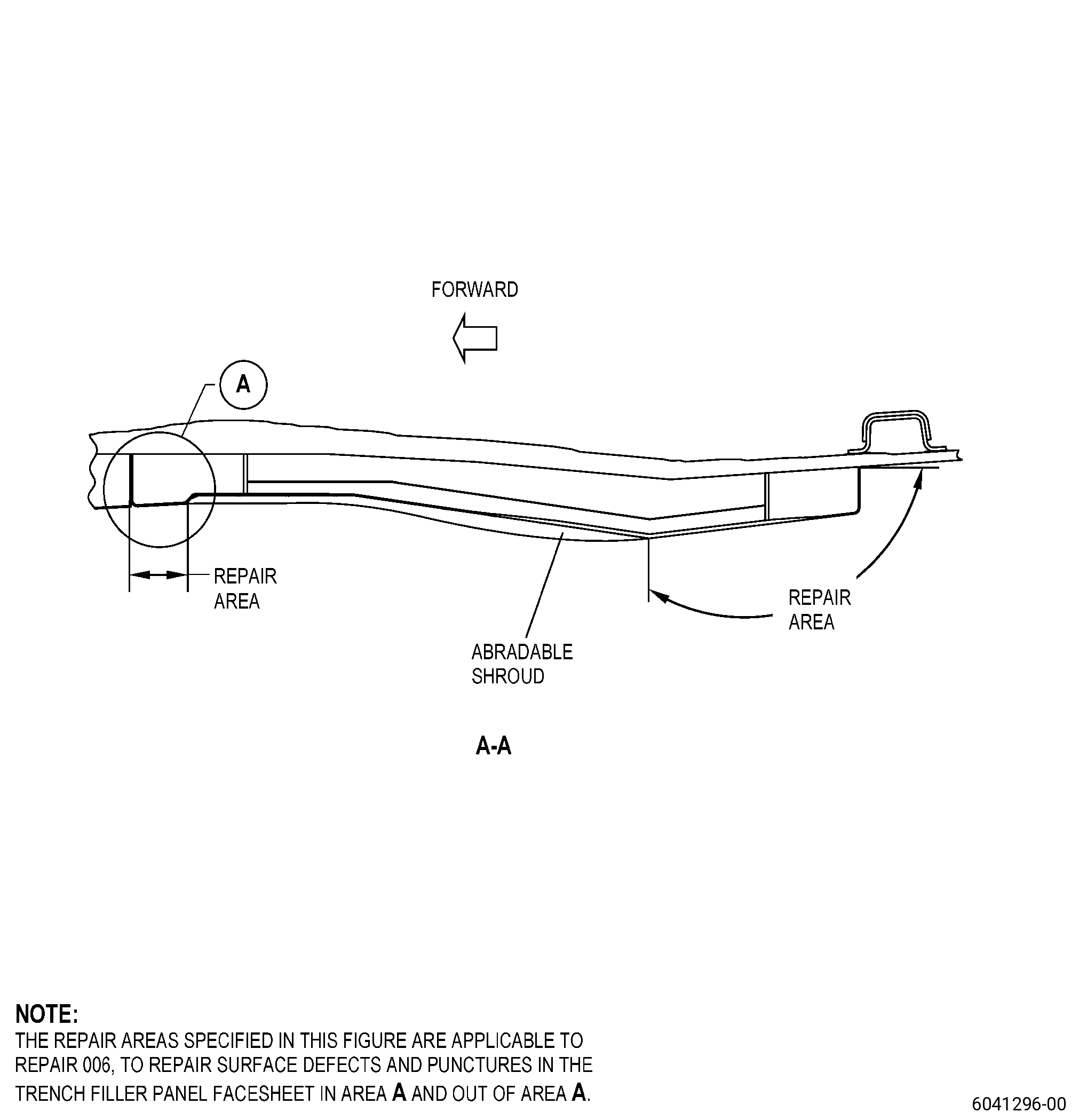
| (3) | Surface defects and punctures in the trenchfiller facesheet of area A. Refer to Figure 802, Figure 808, and Figure 809: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-073 |
| (4) | Surface defects and punctures in the trench filler facesheet outside of area A. Refer to Figure 802, Figure 808, and Figure 809: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-033 |
| H. | Do an inspection of the eight trench filler panel joints and eight abradable panel joints for: |
| (1) | Separations and cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-034 |
| I. | Do an inspection of the forward acoustic treatment for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-21-01-220-035 |
| (2) | Nicks and scratches on the facesheet: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-036 |
| (3) | Tears and cuts on the facesheet: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-037 |
| (4) | Delaminations on the facesheet: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-052 |
| (5) | Punctures and holes on the facesheet: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-074 |
| (6) | Missing closeout plies: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-075 |
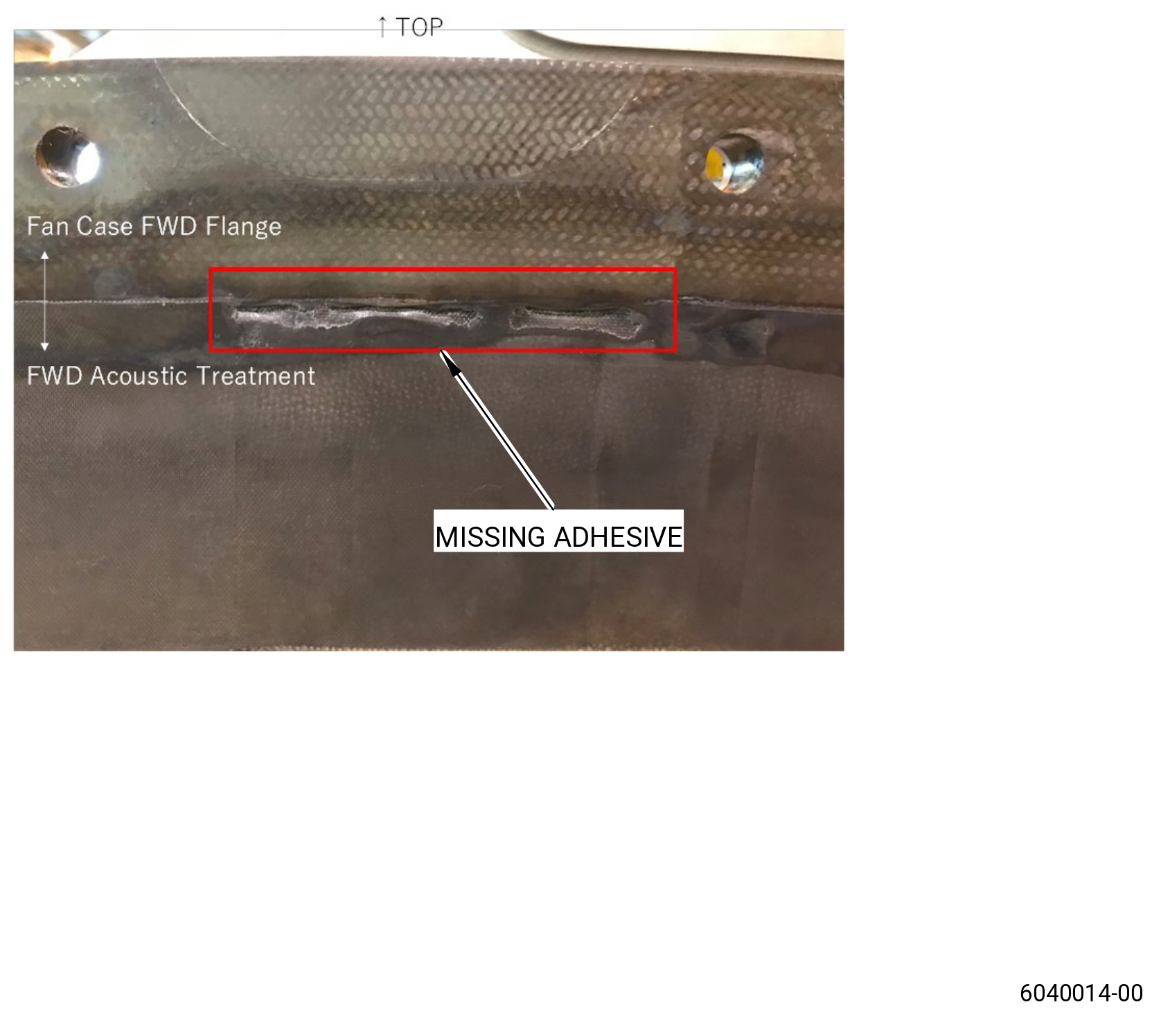
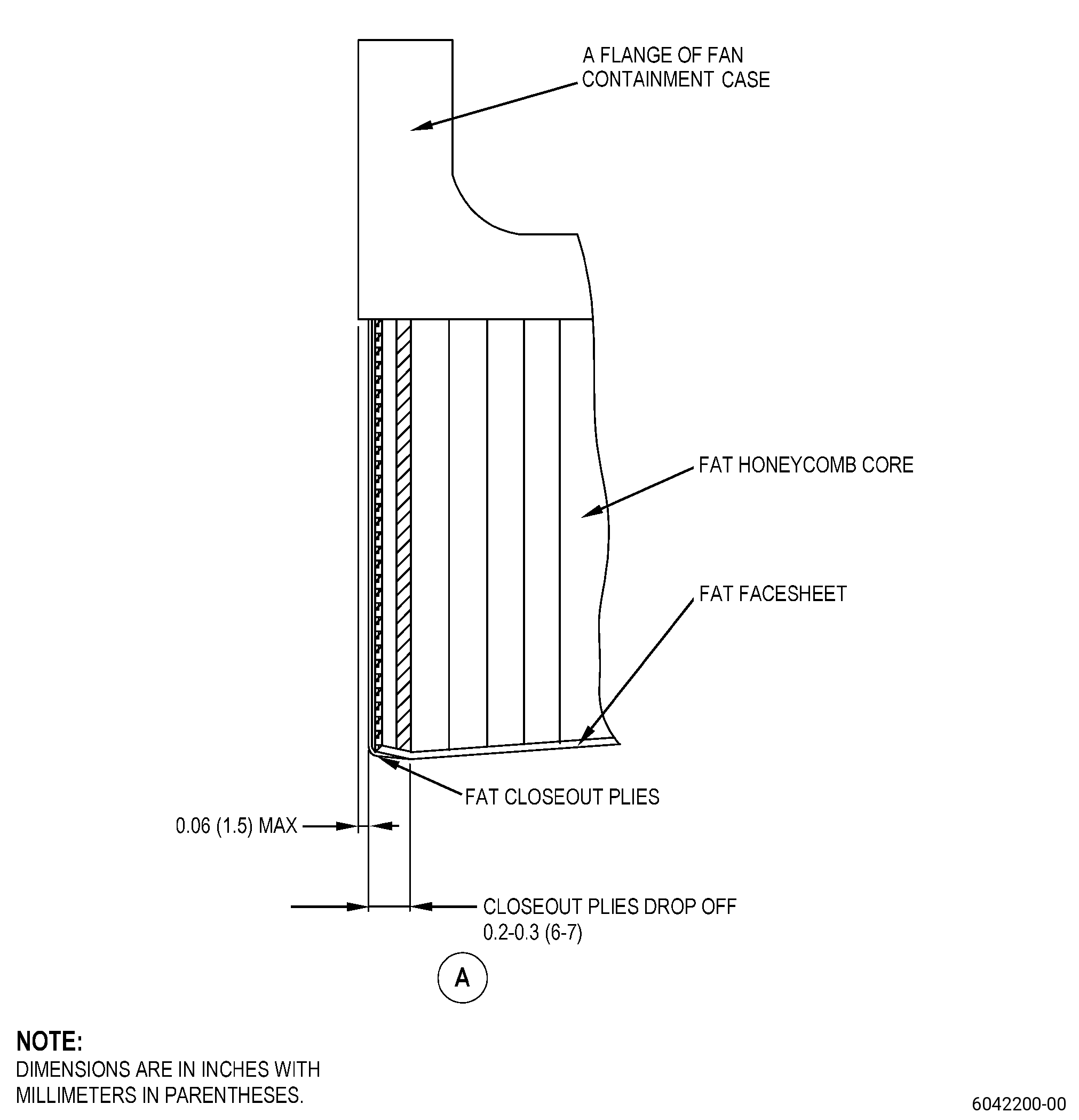
| (7) | Missing adhesive at the joint of the forward face with flange "A" and forward wall of the forward acoustic treatment. Refer to Figure 807. |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-086 |
| (8) | Delaminations on the closeout plies: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-21-01-220-087 |
| (9) | Cracks on the closeout plies: |
| Maximum serviceable limit: |
|
| Repair method: |
|
|
|