| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 11/18/2021 | |
| CIR 72-31-45 , REPAIR 002 | ||
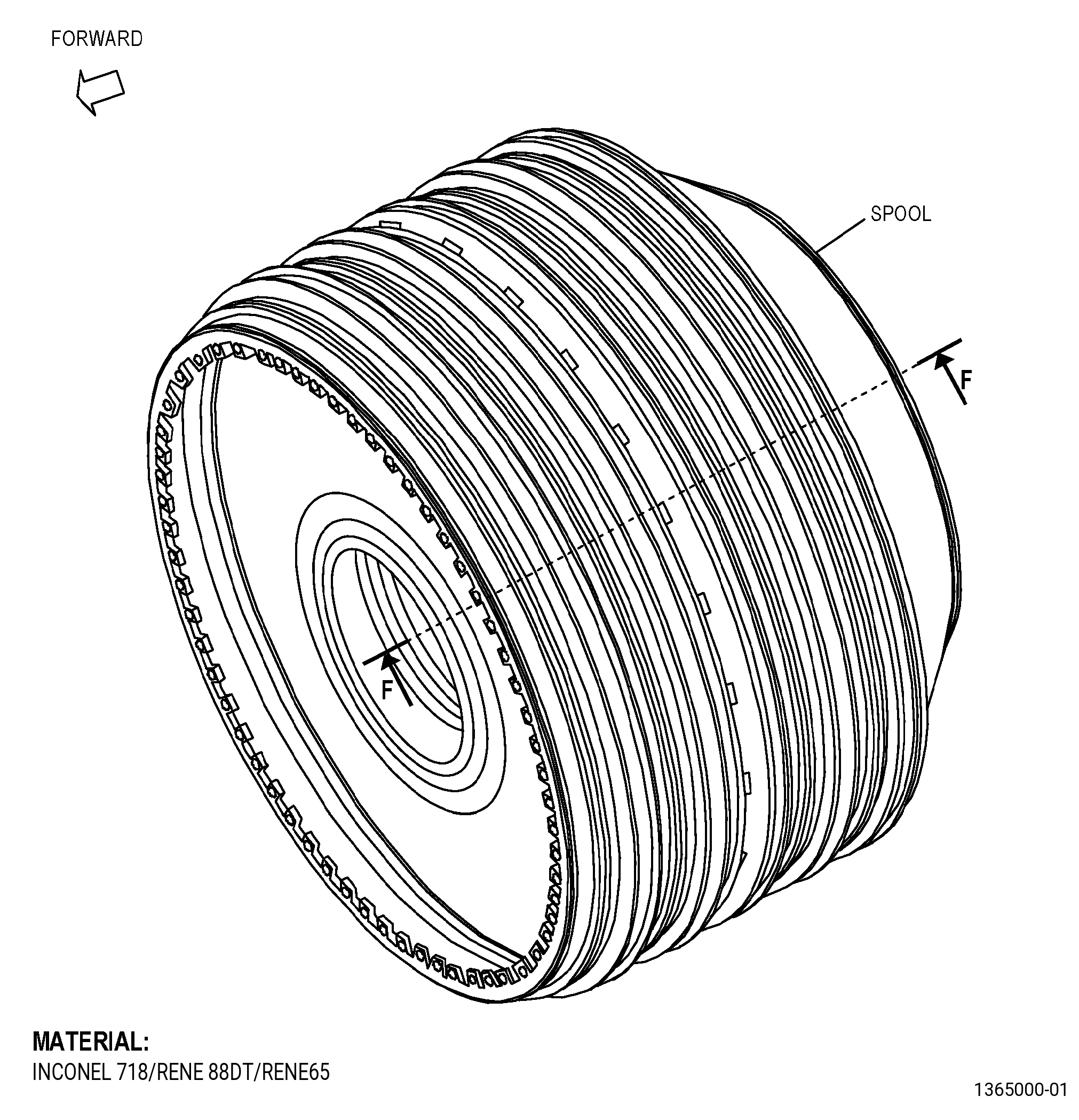
| HIGH PRESSURE COMPRESSOR ROTOR STAGE 6-10 SPOOL - REPAIR - SEAL TEETH STRIP AND RECOAT | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 11/18/2021 | |
| CIR 72-31-45 , REPAIR 002 | ||
| HIGH PRESSURE COMPRESSOR ROTOR STAGE 6-10 SPOOL - REPAIR - SEAL TEETH STRIP AND RECOAT | ||
| * * * FOR ALL |
| TASK 72-31-45-300-802 |
| 1 . | Seal Teeth Strip and Recoat |
| A. | This procedure gives instructions to repair high pressure compressor rotor stage 6-10 spool (spool) seal teeth by removing the existing coating and recoating. Refer to Figure 901. |
| B. | The following maximum repairable limits apply to this repair: |
| NOTE: |
|
| (4) | Visual Inspection. |
| (e) | Do an inspection of the interstage seal teeth for: |
| 2 | Chipped or missing coating after you apply the coating again: |
| Maximum repairable limit: |
|
| (6) | Dimensional Inspection. |
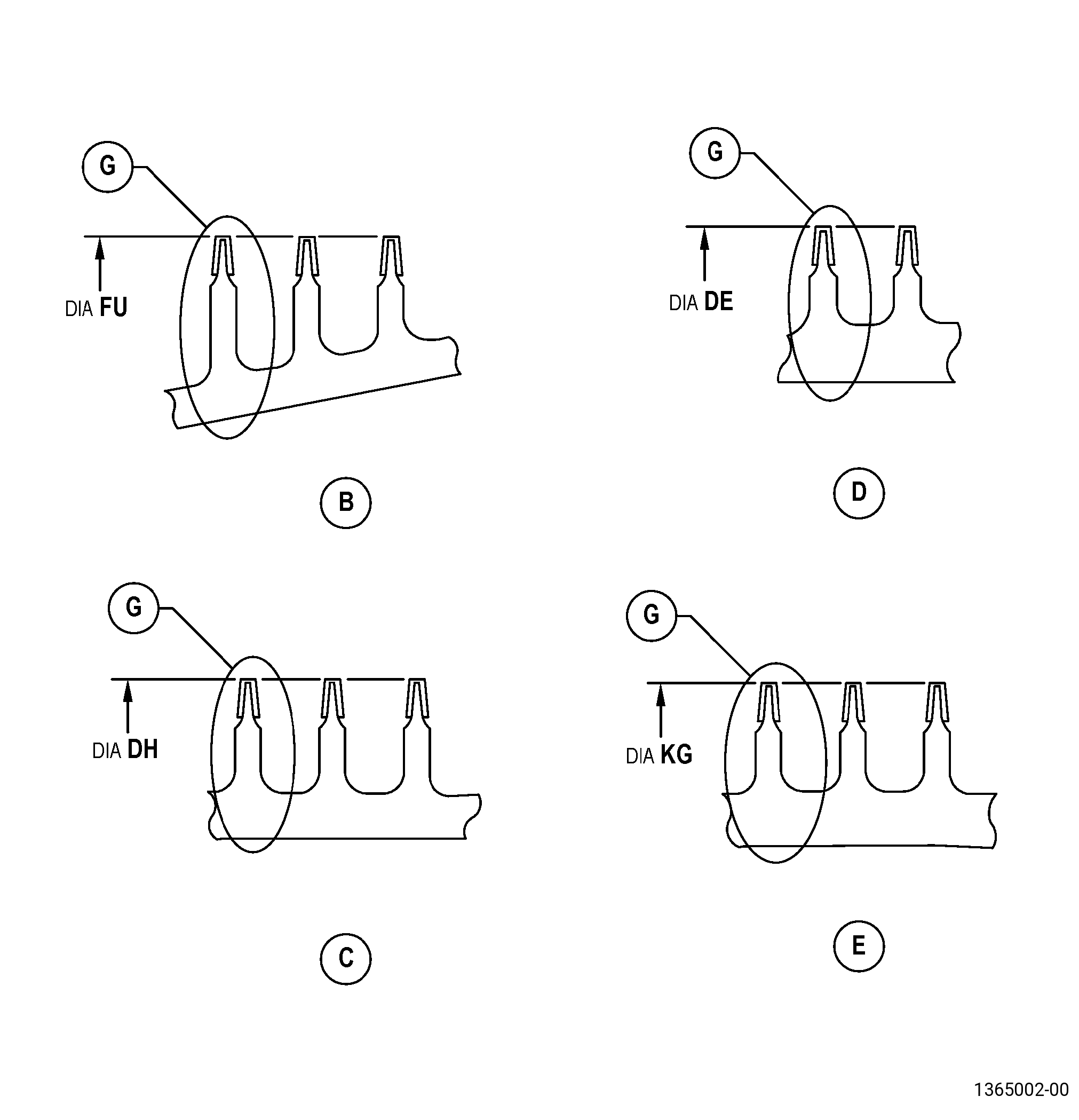
| (c) | Do an inspection of the interstage seal teeth diameters before you apply the coating for: |
| 1 | Diameter FU: |
| Maximum repairable limit: |
|
| 2 | Diameter DH: |
| Maximum repairable limit: |
|
| 3 | Diameter DE: |
| Maximum repairable limit: |
|
| 4 | Diameter KG: |
| Maximum repairable limit: |
|
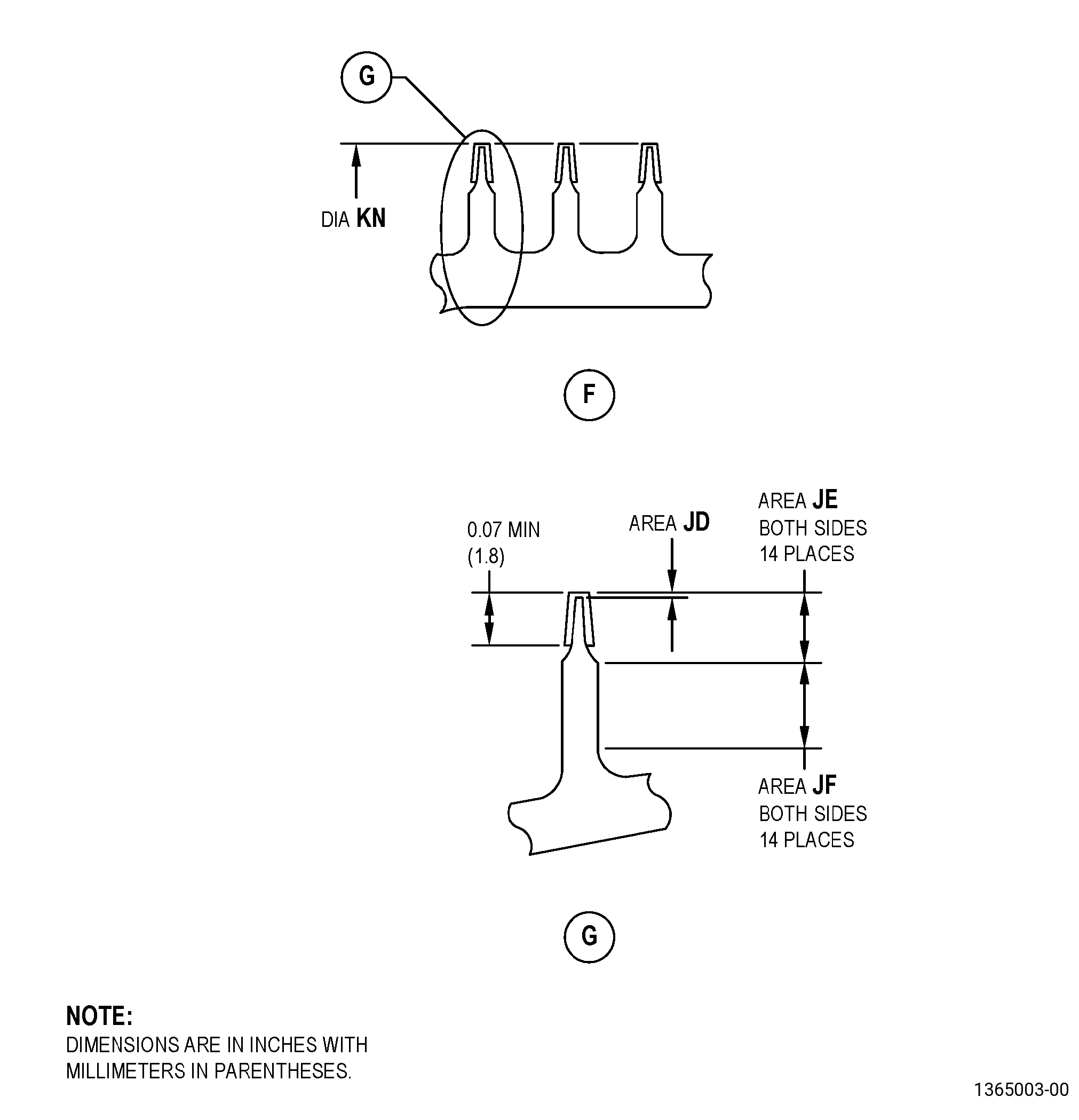
| 5 | Diameter KN: |
| Maximum repairable limit: |
|
| C. | The subsequent table gives a list of the part numbers that are applicable to this repair. All part numbers are applicable to all paragraphs unless specified differently. |
|
||||||||||||||||||||||||||||||||||||
| D. | Proprietary/Complex Process Statement. |
| (1) | None. |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. |
|
| B. | Consumable Materials. |
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
| E. | SPD Information. None. |
| F. | Special Solutions. None. |
| G. | Test Specimens. Refer to TASK 70-49-02-340-003 (THERMAL SPRAYING ALUMINUM OXIDE - ALUMINA (POWDER)) and TASK 70-49-10-340-011 (THERMAL SPRAYING NICKEL-ALUMINUM (POWDER)) . |
| 3 . | Dimensional Information. |
| Subtask 72-31-45-220-107 |
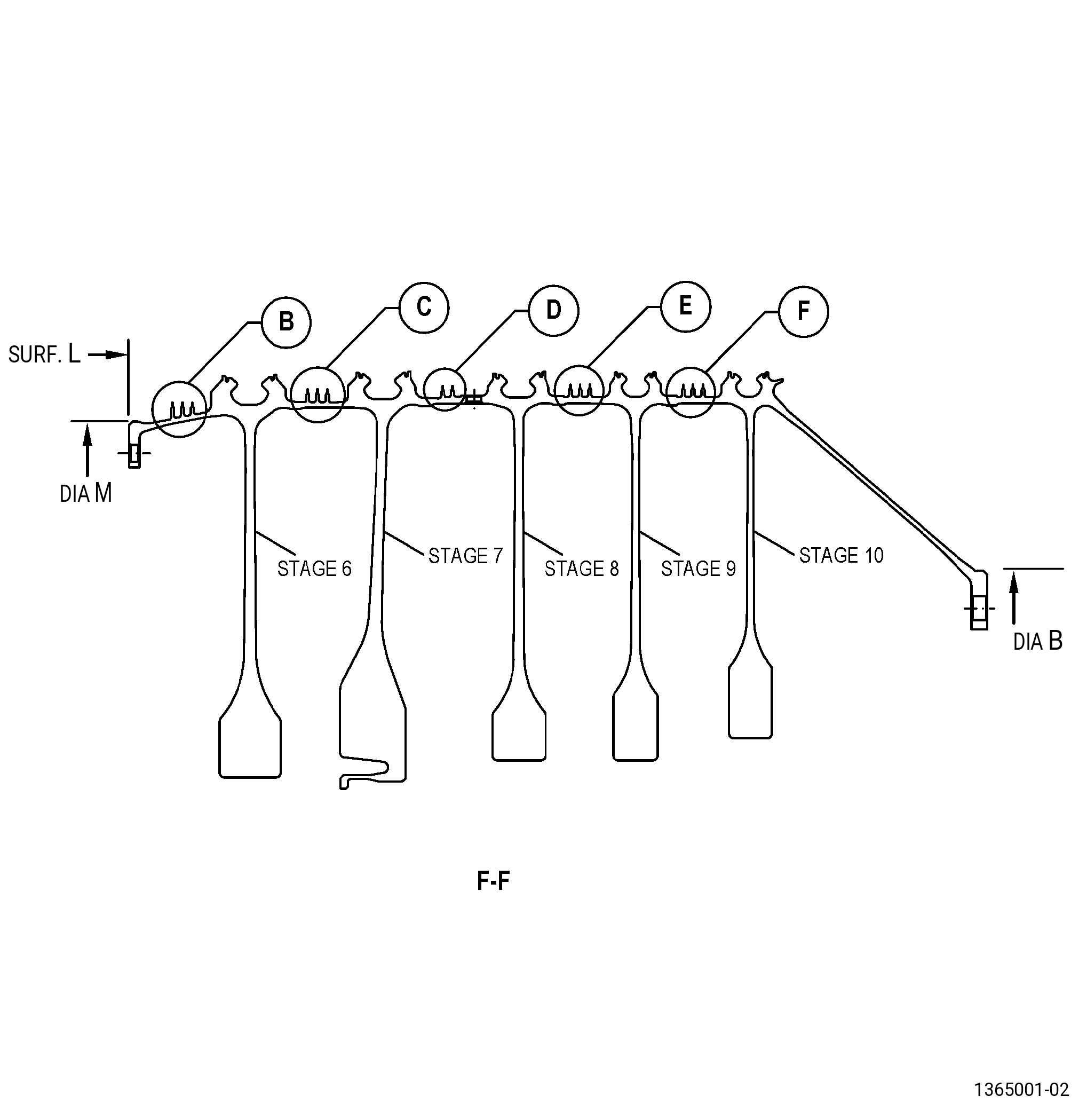
| A. | Refer to Figure 901 for specified dimensions and locations. |
| NOTE: |
|
|
| 4 . | Setup Information. |
| Subtask 72-31-45-930-001 |
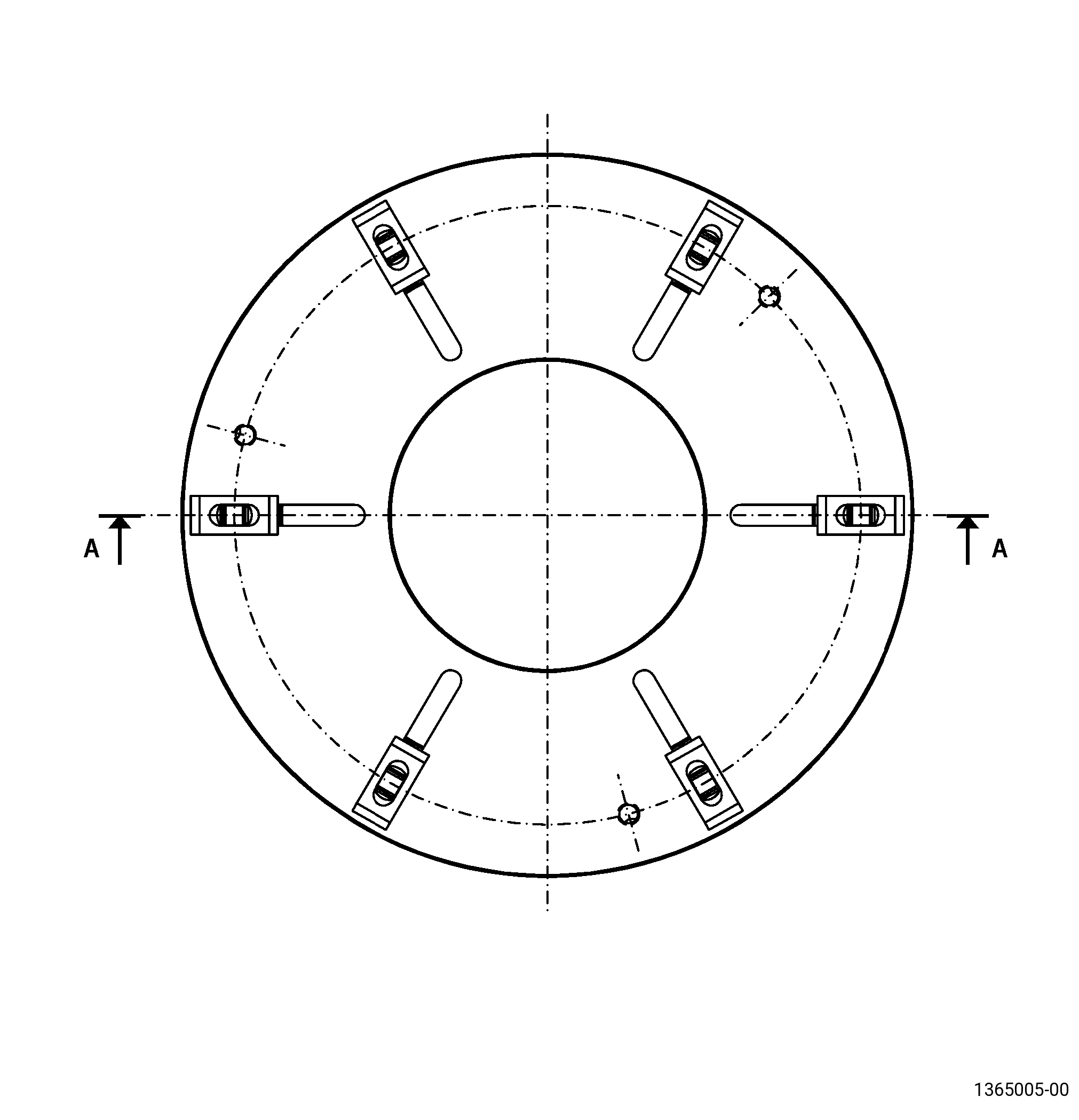
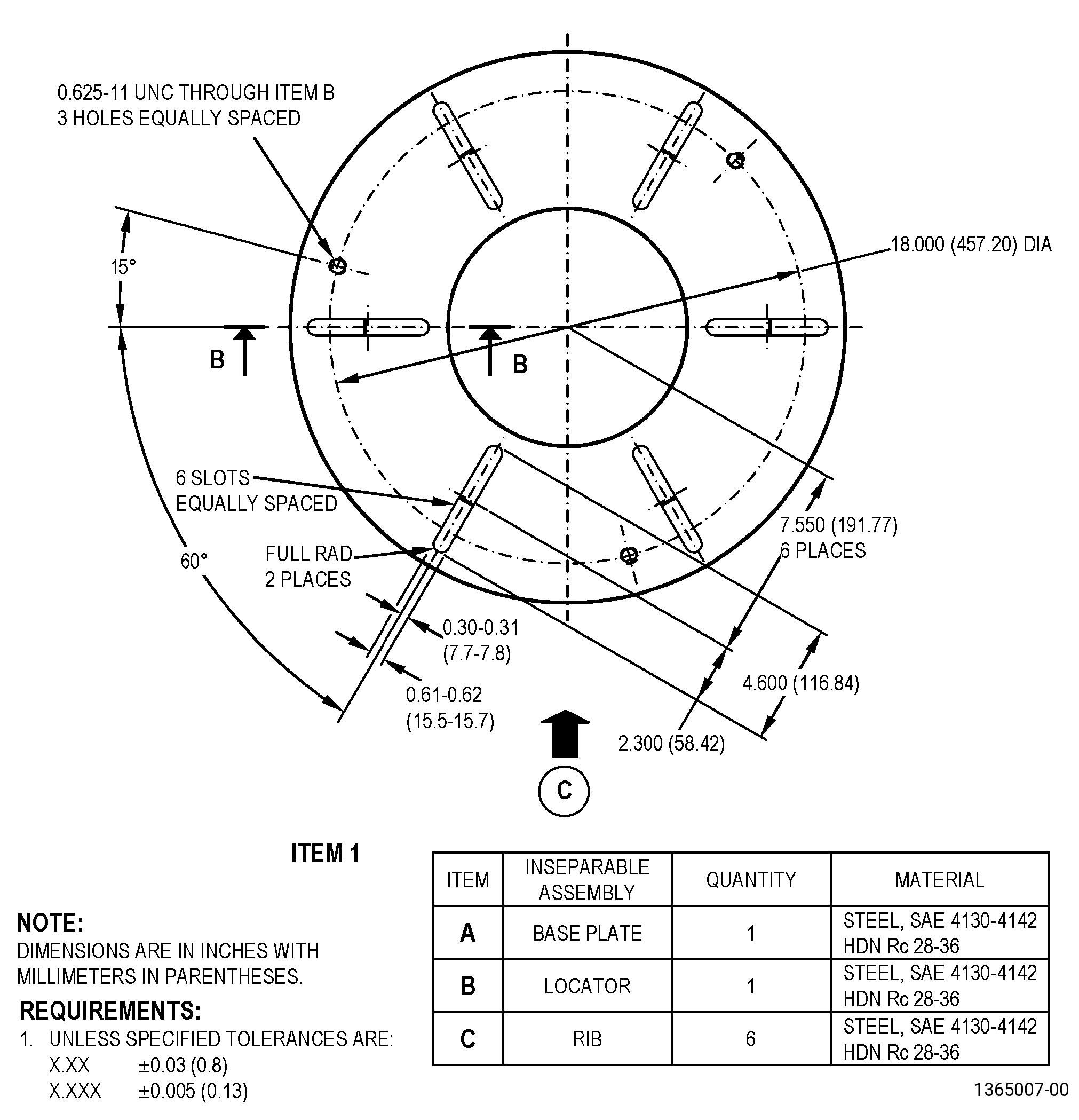
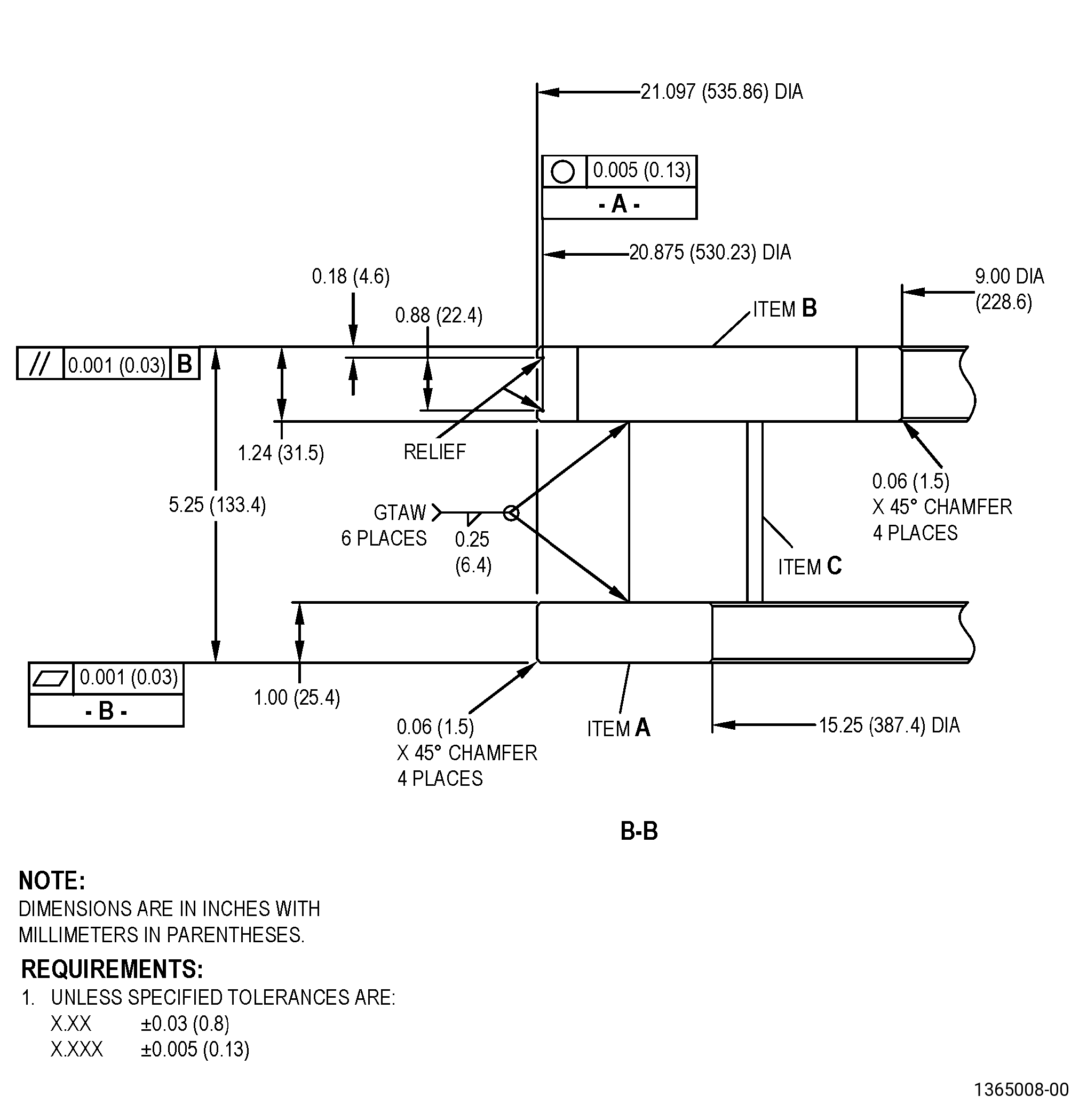
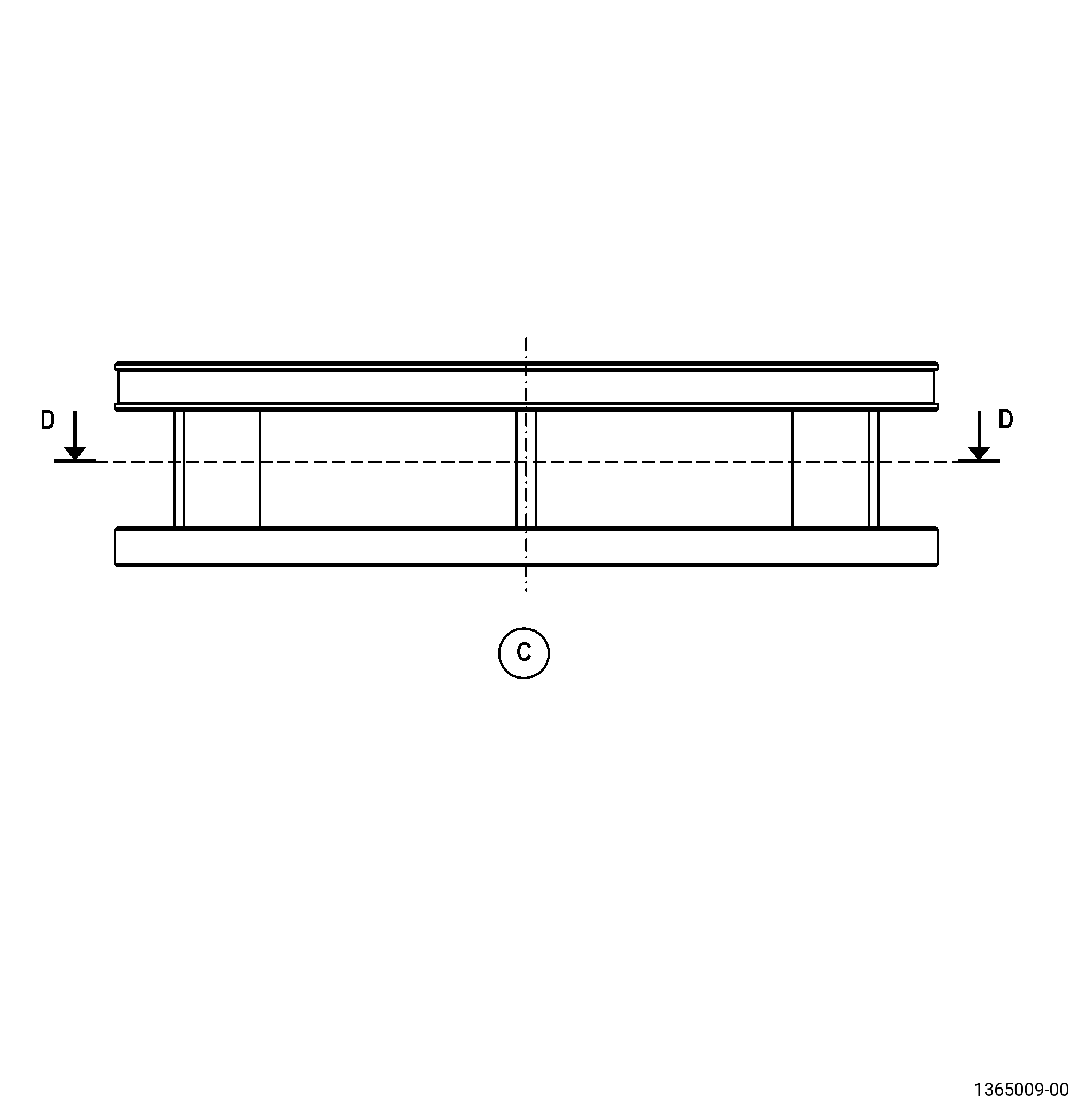
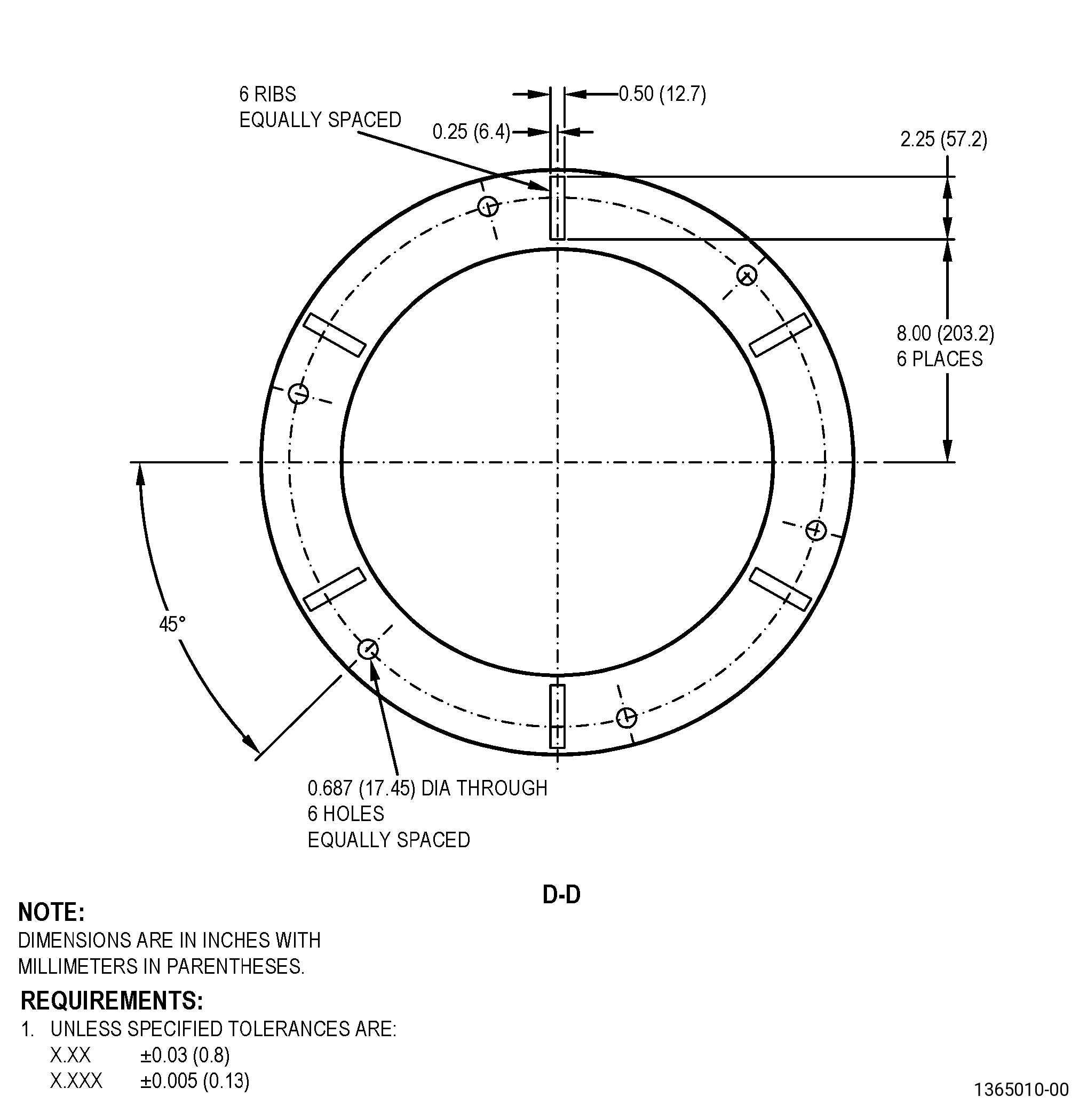
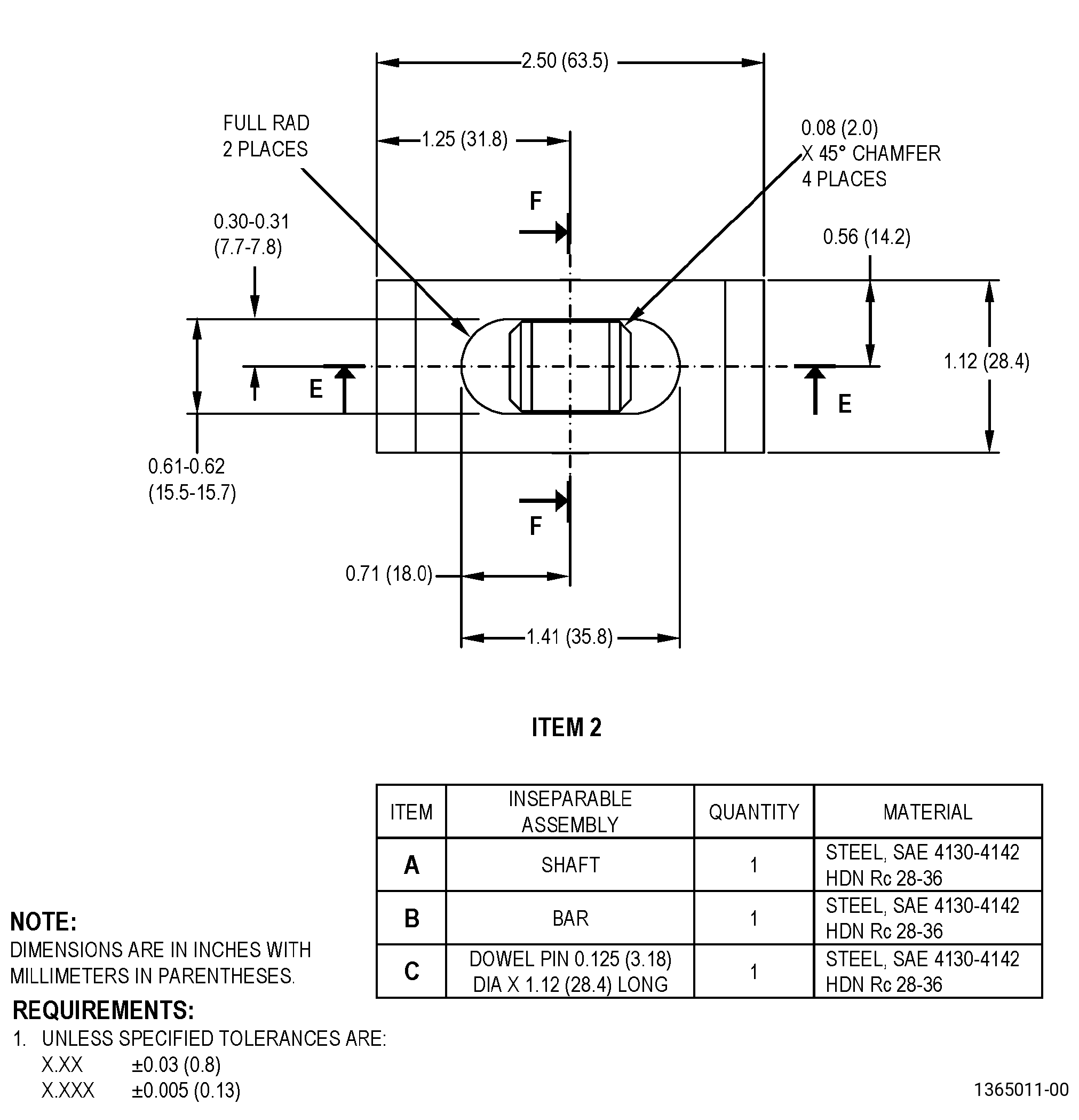
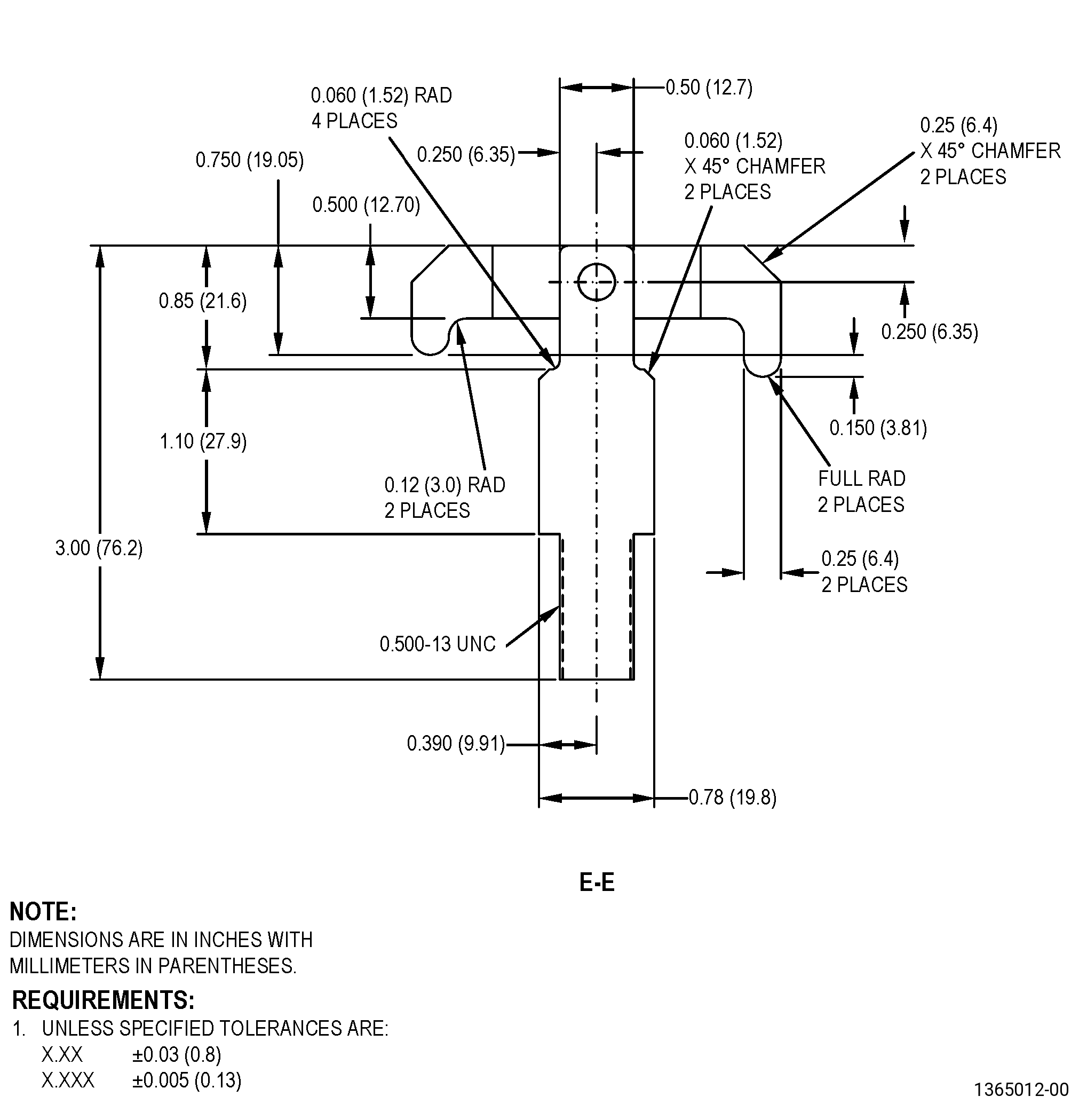
| A. | If necessary, make the machining fixture. Refer to Figure 905. |
| Subtask 72-31-45-350-009 |
| B. | Deleted. |
| Subtask 72-31-45-350-010 |
| C. | Set-up the spool for machining as follows: |
| (1) | Install the spool on the fixture aft end down. Refer to Figure 904 and as follows: |
| (a) | Surface L must be flat to 0.002 inch (0.05 mm) or less. |
| (b) | Diameter M must have a runout of 0.002 inch (0.05 mm) or less. |
| 5 . | Procedure. |
| Subtask 72-31-45-100-004 |
| A. | Alternative Procedure Available. Remove the coating from the seal teeth as follows: |
| (1) | Set-up the seal in the fixture. Refer to Subtask 72-31-45-930-001 (paragraph 4.A.), Setup Information. |
| (2) | Remove the thermal coating from the seal teeth. Refer to TASK 70-23-00-100-001 (STRIPPING PROCEDURES) and TASK 70-23-23-330-008 (REMOVAL OF COATINGS BY HIGH PRESSURE WATER STRIPPING). |
| Subtask 72-31-45-100-005 |
| A.A. | Alternative Procedure. Remove the coatings from the seal teeth as follows: |
| (1) | Remove the top coating and bond coating from the seal teeth. Refer to TASK 70-23-00-100-001 (STRIPPING PROCEDURES), TASK 70-21-04-120-001 (CLEANING METHOD NO. 4 - DRY ABRASIVE BLAST CLEANING), TASK 70-23-12-110-027 (STRIPPING THERMAL SPRAYED COATINGS), and as follows: |
| (a) | If necessary, grit-blast thermal spray coating to remove top coat. Refer to TASK 70-21-04-120-A01 (DRY ABRASIVE BLAST CLEANING METHOD 4A) and as follows: |
| 1 | Apply C10-012 tape to areas that you will not grit blast. |
| 2 | Use 220 mesh C04-113 aluminum oxide at 75-90 psia (517-621 kPa). |
| (b) | If necessary, apply C10-012 tape again. |
| (c) | Remove the bond coating. Refer to TASK 70-23-00-100-001 (STRIPPING PROCEDURES), TASK 70-23-12-110-027 (STRIPPING THERMAL SPRAYED COATINGS) or TASK 70-23-07-110-023 (STRIPPING OF THERMAL SPRAY ALUMINUM OXIDE, NON-FERROUS, AND BOND COATINGS). |
| (d) | Remove the plastic tape. |
| (e) | If necessary, remove the remaining coating residue with plastic media blast. Refer to TASK 70-21-04-120-E01 (DRY ABRASIVE BLAST CLEANING METHOD 4E). |
| (f) | If you used plastic media blast, clean to remove the plastic media residue. Refer to TASK 70-21-03-160-001 (CLEANING METHOD NO. 3 - STEAM CLEANING). |
| Subtask 72-31-45-220-108 |
| B. | Do a dimensional inspection of the repair diameters. Refer to Subtask 72-31-45-220-107 (paragraph 3.A.), Dimensional Information, Figure 902, and as follows: |
| (1) | Measure each diameter at 10 equally-spaced locations. Calculate the average diameter dimension. |
| (2) | If the repair diameter is within in-process dimensions and there is no damage on the surface refer to Subtask 72-31-45-200-002 (paragraph 5.G.). |
| (3) | If the repair diameter is within in-process dimensions but there are damages or remaining coating on the diameter surface or if the diameter is more than the maximum in-process dimension, machine the diameter. Refer to Subtask 72-31-45-320-003 (paragraph 5.C.). |
| (4) | If the repair diameter is less than the minimum in-process dimension, the spool is not repairable with this repair procedure. |
| Subtask 72-31-45-320-003 |
| C. | If necessary, machine the seal teeth. Refer to TASK 70-00-03-800-004 (MACHINING DATA), Subtask 72-31-45-220-107 (paragraph 3.A.), Dimensional Information, Figure 902, and as follows: |
| (1) | Set-up the seal for machining. Refer to Subtask 72-31-45-350-010 (paragraph 4.C.), Setup Information. |
| (2) | Machine the seal teeth to the in-process dimensions. |
| Subtask 72-31-45-350-011 |
| D. | If you machined the seal teeth, blend the burrs and rolled edges from the seal teeth. Refer to TASK 70-42-00-350-002 (BLENDING AND REMOVAL OF HIGH METAL PROCEDURES) and as follows: |
| (1) | Break all edges to 0.0050 inch (0.12 mm) maximum. |
| Subtask 72-31-45-100-006 |
| E. | Clean the spool. Refer to TASK 70-21-00-110-051 (CHEMICAL CLEANING) and TASK 70-21-03-160-001 (CLEANING METHOD 3 - STEAM CLEANING). |
| Subtask 72-31-45-110-007 |
| F. | Etch the repair area. Refer to TASK 70-24-00-110-033 (ETCHING PROCEDURES FOR FLUORESCENT-PENETRANT INSPECTION), TASK 70-24-01-110-034 (SWAB ETCHING PROCEDURE), and as follows: |
| (1) | Use Class C or Class G etchant. |
| Subtask 72-31-45-200-002 |
| G. | Do an inspection of the repair diameters. Refer to TASK 70-32-00-200-002 (INDIRECT INSPECTION METHODS), TASK 70-32-03-230-002 (SPOT-FLUORESCENT-PENETRANT INSPECTION), and as follows: |
| (1) | Use Class G penetrant. |
| (2) | Indications more than 0.015 inch (0.38 mm) are not permitted. |
| (3) | Linear indications are not permitted. |
| NOTE: |
|
| Subtask 72-31-45-380-002 |
| H. | Peen the seal teeth diameters. Refer to TASK 70-47-01-380-016 (SHOTPEENING) and as follows: |
| (1) | Set-up the seal in the fixture. Refer to Subtask 72-31-45-930-001 (paragraph 4.A.), Setup Information. |
| (2) | Apply C10-021 plastic tape to diameter M and diameter B. Refer to Figure 902. |
| (3) | Coverage must be a minimum of 125 percent. |
| (4) | Intensity verification necessary with a simulative fixture. |
| (5) | Use C04-166 CCW14 shot. |
| (6) | Intensity must be 0.006-0.012N. |
| (7) | Overspray is permitted. |
| (8) | Direct impingement required. |
| (9) | Remove all plastic tape. |
| Subtask 72-31-45-340-003 |
| I. | Thermal-spray the spool and the test specimens. Refer to TASK 70-49-00-340-001 (THERMAL SPRAYING), TASK 70-49-10-340-011 (THERMAL SPRAYING NICKEL-ALUMINUM (POWDER)), Figure 902, and as follows: |
| (1) | Deleted. |
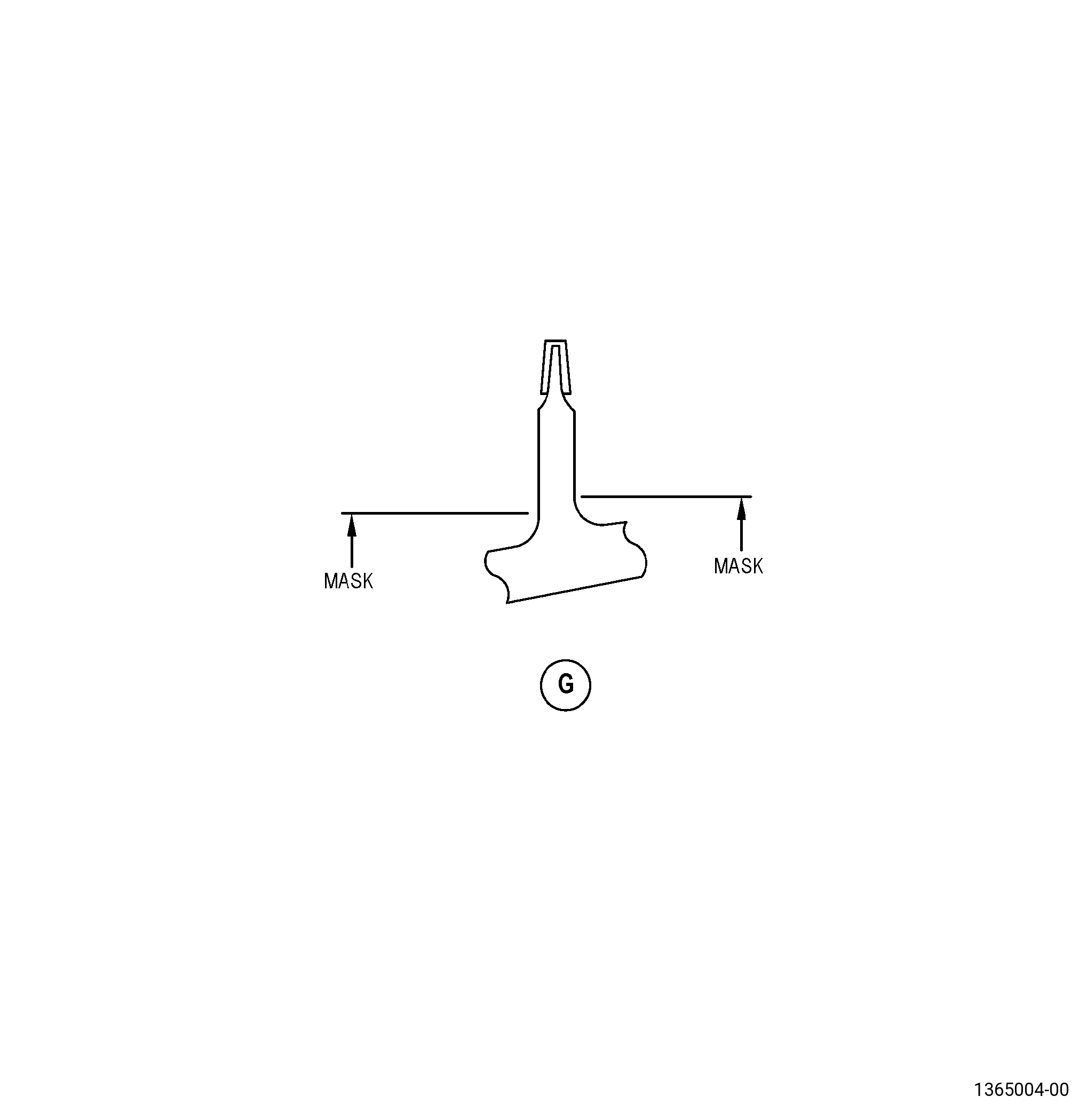
| (2) | Apply a mask to the part. Refer to Figure 904 and as follows: |
| (a) | Use C10-012 tape. |
| (3) | Grit blast area JD, area JE and the test specimens. Refer to Figure 904, and as follows: |
| (a) | The final surface finish must agree with nickel-base material. |
| Subtask 72-31-45-110-008 |
| (4) | Clean area JD, area JE and the test specimens. Refer to TASK 70-21-01-110-001 (CLEANING METHOD 1 - SOLVENT DEGREASING) and Figure 904. |
| Subtask 72-31-45-340-004 |
| (5) | Apply bond coat to areas JD and JE on each seal tooth, and to the test specimens. Refer to TASK 70-49-00-340-001 (THERMAL SPRAYING), TASK 70-49-10-340-011 (THERMAL SPRAYING NICKEL-ALUMINUM (POWDER)), Figure 902, and as follows: |
| NOTE: |
|
| (a) | Apply a mask to the part. Refer to Figure 904 and as follows: |
| 1 | Use C10-012 tape. |
| (b) | Overspray is permitted only in area JF. |
| (c) | The bond coating thickness in area JD must be 0.002-0.005 inch (0.06- 0.12 mm). |
| (d) | The bond coating thickness in area JE must be 0.002-0.008 inch (0.06- 0.20 mm). |
| (e) | Do the all the quality assurance tests specified in TASK 70-49-10-340-011 (THERMAL SPRAYING NICKEL-ALUMINUM (POWDER)). |
| (6) | Apply top coat to areas JD and JE on each seal tooth, and to the test specimens. Refer to TASK 70-49-00-340-001 (THERMAL SPRAYING), TASK 70-49-02-340-003 (THERMAL SPRAYING ALUMINUM OXIDE - ALUMINA (POWDER)), Figure 902, and as follows: |
| (a) | If necessary, apply a mask to the part again. Refer to Figure 904 and as follows: |
| 1 | Use C10-012 tape. |
| (b) | Overspray is permitted only in area JF. |
| (c) | The final machined top coating thickness in area JD must be 0.003- 0.013 inch (0.08-0.33 mm). |
| (d) | The final top coating thickness in area JE must be 0.003-0.013 inch (0.08-0.33 mm). |
| (e) | Do all the quality assurance tests specified in TASK 70-49-02-340-003 (THERMAL SPRAYING ALUMINUM OXIDE - ALUMINA (POWDER)). |
| 1 | The porosity for the top coat may be less than or equal to V-4. |
| Subtask 72-31-45-320-004 |
| J. | Machine the spool. Refer to TASK 70-00-03-800-004 (MACHINING DATA), Subtask 72-31-45-220-107 (paragraph 3.A.), Dimensional Information, Figure 902, and as follows: |
| (1) | Set-up the seal in the machining fixture. Refer to Subtask 72-31-45-930-001 (paragraph 4.A.), Setup Information and Subtask 72-31-45-350-010 (paragraph 4.C.), Setup Information. |
| (2) | Machine the repair diameters to the finish dimensions. |
| Subtask 72-31-45-100-007 |
| K. | Clean the spool. Refer to TASK 70-21-00-110-051 (CHEMICAL CLEANING) and TASK 70-21-03-160-001 (CLEANING METHOD 3 - STEAM CLEANING). |
| Subtask 72-31-45-220-109 |
| L. | Do a visual inspection of the machined coating on the seal teeth. Refer to TASK 72-31-45-200-807 (72-31-45, INSPECTION 001). |