| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 12/27/2022 | |
| SPM 70-46-01 MASKING AND CLEANING OF EPOXY AND POLYESTER MATRIX THERMOSETTING COMPOSITE MATERIALS | ||
| COMMERCIAL ENGINE STANDARD PRACTICES MANUAL | Dated: 12/27/2022 | |
| SPM 70-46-01 MASKING AND CLEANING OF EPOXY AND POLYESTER MATRIX THERMOSETTING COMPOSITE MATERIALS | ||
| TASK 70-46-01-350-030 |
| 1 . | General. |
| A. | Scope. |
| (1) | Procedure describes methods of masking and cleaning of commercial aircraft epoxy and polyester matrix composite parts prior to their entry into the composites shop, masking and cleaning of on-wing repair areas in preparation for carrying out repairs and wipe cleaning during repair and prior to bonding. This procedure also describes how to do a water break check. |
| NOTE: |
|
| (2) | The methods of masking and cleaning described in this document have specific limited application and are not interchangeable. The methods shall only be used when specified in a GEAE approved manual, a GEAE approved repair procedure or with the agreement of the regulatory authority. |
| B. | Purpose. |
| (1) | The purpose of this Standard Practice is to provide a set of standard methods for masking and cleaning of thermosetting composite materials that may be referenced in repair documents. |
| (2) | The methods in this document are the same as those in ARP 4916 in order to achieve industry wide standardization of composite repair techniques. It is intended that ARP 4916 be one of a number of ARPs that will cover other aspects of the techniques required to perform composite repairs. This will provide a suite of available repair techniques that are acceptable for use throughout the commercial aircraft industry. These ARPs will be put into the Standard Practices Manual as they become available and are approved. |
| (3) | The only changes will be the addition of GE consumable numbers to the materials described in generic form in the ARPs. Because all the sections of the ARP have been incorporated into this Standard Practice some sections are similar to Standard Practice Manual sections already in existence. These section are referenced. |
| NOTE: |
|
| (4) | This Standard Practice shall be used for composite materials only. |
| C. | Applicable Documents. |
| The following publications form a part of this Standard Practice to the extent specified herein. The latest issue of all SAE Technical Reports shall apply. |
| (1) | SAE Publications. |
| Available from SAE. Refer to the List of Suppliers in step 4 of 70-80-00. |
| (2) | ASTM Publications. |
| Available from ASTM. Refer to the List of Suppliers in step 4 of 70-80-00. |
|
| (3) | Military Publications. |
| Available from DODSSP. Refer to the List of Suppliers in step 4 of 70-80-00. |
|
| (4) | Other Publications. |
|
| (5) | Standard Practices Manual References. |
|
| 2 . | Tools, Equipment, and Consumable Materials. |
| Subtask 70-46-01-350-301 |
| A. | General Environmental and Health Aspects of Cleaning. |
| General guidelines are given regarding the relative hazards to the user and to the environment of the materials and equipment listed. However the user shall obtain the Material Safety Data Sheet (MSDS) from the supplier prior to using any of the materials. The relevant environmental health and safety organizations shall be consulted regarding safe use, transportation and disposal of the cleaners and the waste solutions. |
| The intention of the descriptions in this section is to describe materials and equipment generically in sufficient detail to allow a suitable commercial product to be purchased. It is not intended that the information provided be biased to any particular manufacturer and no commercial product is recommended in preference to any other. |
| B. | Equipment |
| (1) | Personal Protective Equipment (PPE). |
| Specific personal protective equipment required to handle a specific material safely should be outlined in the supplier's material and safety data sheet (MSDS). Material suppliers are also a good source of information in the safe use of their materials. Safe handling and use can also be determined by a qualified health and safety professional. |
| The exposure routes most frequently encountered when working with cleaning materials are the skin, eyes and respiratory tract. Guidance is given below on the kinds of equipment that may be required and typical uses. |
| Before using any type of safety equipment, training shall be given to ensure that the equipment is used safely and correctly. |
| It should be noted also that PPE such as gloves, as well as protecting the person performing the repair, protects the repair from contamination. Contamination of the repair area can cause a poor quality repair which if not detected may be a hazard to the aircraft and its passengers and crew. |
| (a) | Exhaust system, local. |
| 1 | Local exhaust systems shall be capable of providing a good flow of fresh air to personnel using solvents in confined spaces. The system shall be air operated or use flameproof motors if it is to be used in areas where fuel or other flammable vapors may be present. |
| 2 | A local exhaust system may be used as a method of providing a safe environment with solvent fume concentrations below the allowable limits in confined spaces where solvent vapors may accumulate. |
| (b) | Extraction/ventilation system for extracting and neutralizing vapors from steam cleaning. |
| 1 | Extraction systems for use with steam cleaners shall be capable of extracting vapors from the cleaner such that the levels of vapor are kept below the allowable limits for the cleaning vapor as defined on the material safety data sheet. If alkaline cleaners are used the condensate may require neutralizing prior to disposal. The exact disposal requirements shall be obtained from the cleaner supplier and the relevant regulatory authorities. |
| 2 | Extraction systems shall be used for fixed steam cleaning facilities and any steam clean operation where allowable concentrations may be exceeded. |
| (c) | Eye wash. |
| 1 | The eye wash facility shall conform to the local standards and shall be capable of hands free operation to allow the user to hold the eyelids open while operating the eye wash. |
| 2 | Eye wash facilities shall be used if eyes are exposed to cleaning materials or solvents. |
| (d) | Emergency showers. |
| 1 | The showers shall conform to the local standards and shall be capable of hands free operation. |
| 2 | Emergency showers shall be used if skin is exposed to aggressive concentrated cleaning materials or in the event of burns or scalds from steam or hot water cleaning equipment. |
| (e) | Processing plant for neutralizing waste and used steam and water wash solutions and/or recycling cleaning solutions: |
| 1 | Processing plant for neutralizing waste from steam and water wash cleaners shall be capable of recycling or neutralizing waste solutions prior to disposal. The exact disposal and recycling requirements shall be obtained from the cleaner supplier and the relevant regulatory authorities. |
| 2 | Systems shall be used for all steam cleaning and water washing facilities unless the cleaning material is approved for direct disposal by the appropriate regulatory authorities. |
| (2) | Protective clothing. |
| Protective clothing, gloves, shoes and face masks shall be capable of protecting against alkaline detergent, steam and water splashing. |
| Protective clothing shall be worn whenever steam or water wash equipment is being used. |
| (a) | Face shield, safety. |
| 1 | The face shield shall fit on the head comfortably and still allow the wearing of other related safety equipment. |
| 2 | A safety face shield shall be used when operating steam or hot water wash cleaning equipment and shall be used in addition to safety goggles. |
| (b) | Gloves, lint free cotton. |
| 1 | The gloves shall allow full hand dexterity and shall not be coated with any material that may contaminate cleaned parts. |
| 2 | Clean lint free cotton gloves shall be used whenever cleaned parts are being handled in order to prevent recontamination from oils or perspiration from the hands. |
| (c) | Gloves, disposable, neoprene or rubber. |
| 1 | These gloves are disposable and shall not have any lubrication materials or coating that may contaminate the parts being cleaned. |
| 2 | The gloves shall be used to protect hands from cleaning materials including solvents during hand wiping operations and to protect the parts from re-contamination from oils or perspiration from the hands. |
| (d) | Goggles, chemical safety. |
| 1 | The safety goggles shall conform to the local standards for chemical splash and impact resistant goggles and shall have sides that fit snugly around the face. |
| 2 | Safety goggles shall be used when handling solvents or concentrated cleaning materials and whenever called for by the material safety data sheet for the material being handled. |
| (e) | Respirator, chemical cartridge (with organic vapor cartridge). |
| 1 | These respirators can be disposable with the mask covering nose and mouth or of the permanent full face type. This type of respirator is not for use in atmospheres that are immediately dangerous to life and health. |
| 2 | When it is not practical to provide a safe breathable air environment, the respirators may be used as a method of providing a safe environment for a limited time, when using solvents in confined spaces or when the allowable vapor concentrations may be temporarily exceeded. If large concentrations or exposure times are anticipated a supplied air respirator shall be used. |
| (f) | Respirator, supplied air, with a full face mask. |
| 1 | This type of respirator is of the pressure demand type and is capable of being used in atmospheres that are immediately dangerous to life and health. |
| 2 | This type of respirators may be used as a method of providing a safe environment when using solvents in confined spaces or at any time when the allowable vapor concentrations may be exceeded. If anticipated allowable concentration exceedence is not large a chemical cartridge type respirator is more appropriate. The material safety data sheet and advice from the supplier will give guidance in the appropriate choice of respirator. |
| (3) | Steam Cleaning Equipment. |
| The steam cleaning equipment specified here includes special requirements and settings for steam cleaning of composite parts. Equipment for steam cleaning other parts is described in TASK 70-21-03-160-001, Cleaning Method 3 - Steam Cleaning. In most cases the same equipment may be adjusted so that it may be used on both types of part. All types of steam cleaning equipment shall be set up and used such that the temperature of the part being washed does not exceed 122°F (50°C). |
| (a) | Steam cleaning equipment. |
| 1 | Safety equipment shall consist of eye wash, emergency showers and protective clothing, gloves, shoes, face masks and safety glasses to protect against alkaline detergent, steam and hot water splashing. |
| 2 | Processing plant for neutralizing waste and used solutions. |
| 3 | Efficient extraction/ventilation system for extracting and neutralizing vapors. |
| (b) | Portable Steam Cleaning Equipment. |
| 1 | Portable steam cleaning equipment contains all the necessary steam cleaning equipment on a cart or trolley that can be wheeled to convenient locations. Some types require an external electric power supply others use power from an LP gas cylinder mounted on the trolley. The potential use of the equipment should be determined to decide the type and capacity of the equipment. All types should, however, have tanks for water and detergent solutions. They should contain a heat source to generate steam and controls for temperature and flow mixing, to supply steam at up to 90-100 psi (600-700 kPa) at a flow rate of 20-40 cu ft/hr (600-1200 1/hr.). |
| 2 | The operation of the equipment requires a source of power to generate the steam from the water contained within the equipment. Separate tanks of detergent solution are mixed with the steam by metering valve controls. The detergent solution is premixed in the tank to the desired concentration. The equipment produces either pure steam or a steam and solution mixture. |
| (c) | Fixed Steam Cleaning Equipment. |
| 1 | Fixed equipment makes use of existing plumbed in services and requires an external supply of water at 20 psi (140 kPa) minimum, and of steam at 40-150 psi (270-1040 kPa). Concentrated liquid detergent containers will be required. The equipment contains controls to mix the water, steam, and detergent in desired concentrations to regulate water temperature and cleaning action. |
| 2 | The operation of fixed equipment mixes steam, cold water and detergent and delivers hot detergent solution combined with vapor, under pressure through a spray gun, to the surface to be cleaned. Impingement is directly related to steam pressure. The concentrated detergent is mixed with incoming water by means of an injector and the concentration is controlled by orifice taps. The detergent supply line can be closed for hot water rinse without stopping flow of water and steam. |
| (4) | Hot water wash equipment. |
| CAUTION: |
|
| (a) | Steam cleaning equipment used for hot water washing. |
| Many types of steam cleaning equipment both portable and fixed are also capable of hot water washing. All the same descriptions apply. |
| (b) | Hot water wash equipment. |
| 1 | This equipment may be portable like the portable steam cleaners or may be fixed and attached to the building domestic hot water supply. Pressures of 30 psi (2 bars) and maximum temperatures of 160°F (71°C) are typical. Cleaning solution is drawn from a separate container through a mixing head. |
| 2 | All types of hot water wash equipment shall be set up and used such that the temperature of the part being washed does not exceed 122°F (50°C). |
| (c) | Manual hot water equipment. |
| When components cannot be brought to a convenient washing area hot water washing can be performed manually with simple buckets of cleaning solution and rinse water however care should be taken to use the correct cleaning cloths C10-182 . |
| (5) | Cold water wash equipment. |
| For cleaning solutions that do not require hot water, ambient temperature water can be used with all the types of wash equipment described for hot water washing above. High pressure washers shall not be used. |
| (6) | Vapor Degreasing Equipment. |
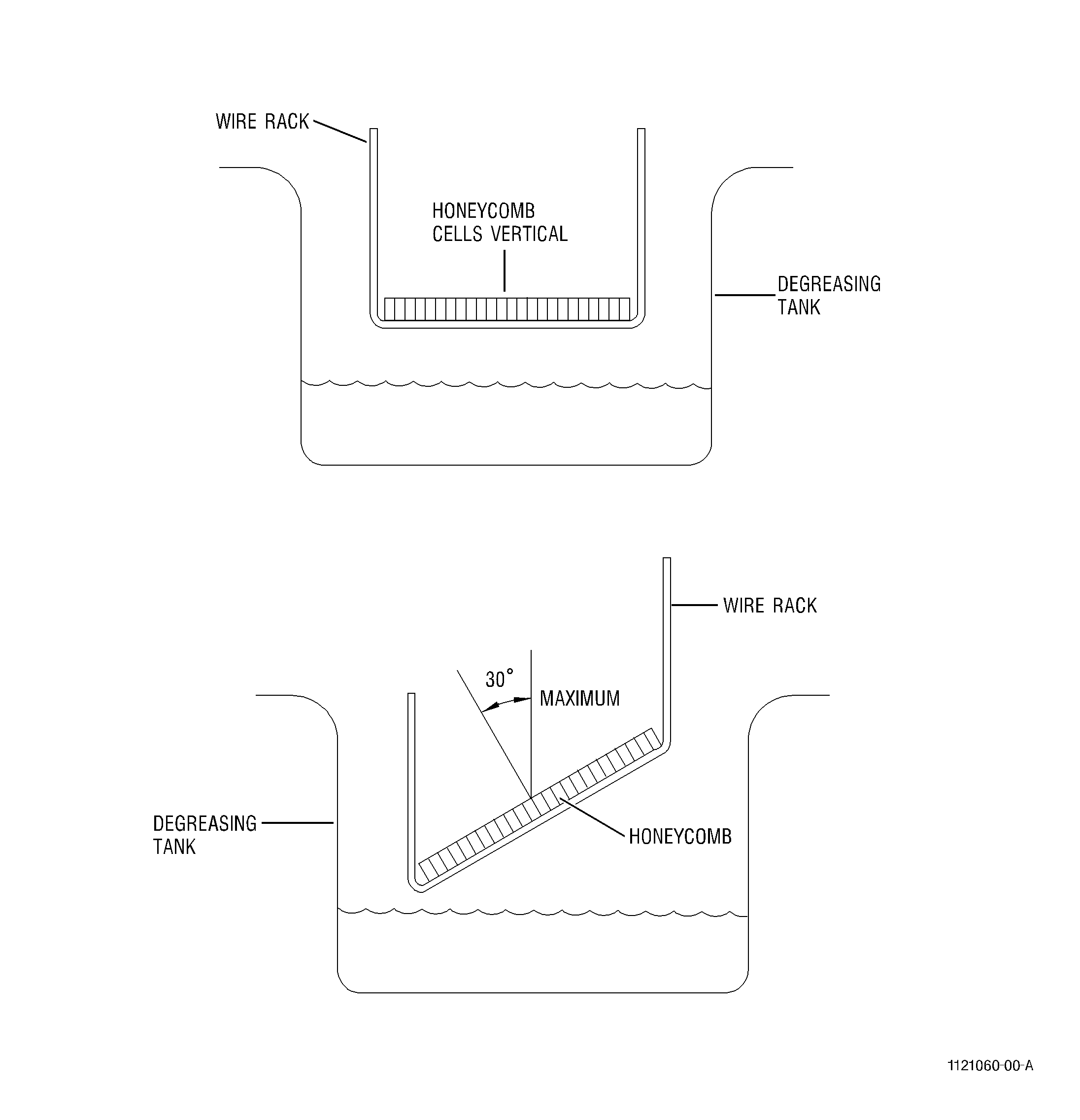
| (a) | The only application for vapor degreasing in composite repairs is the cleaning of repair plugs of aluminum honeycomb. The requirements of the equipment needed for this application are outlined below. However, it should be considered as a way of reviewing the suitability of existing equipment until alternative methods can be found, not as the initiation of a new procurement. |
| (b) | In order to vapor degrease honeycomb satisfactorily the cell walls should be as near vertical as possible to allow the condensate to run off the part. A maximum angle of 30° from the vertical is recommended. The basket shall be capable of supporting the honeycomb to prevent distortion during the cleaning cycle the degreaser should be of the type that condenses and recycles and should be fitted with covers to cover the tank at all times except during loading and unloading. |
| (c) | Processing plant is required for recycling used solvents and an efficient ventilation system for extracting and condensing vapors. |
| (d) | The safety equipment and devices required are an eye bath, emergency showers and protective clothing against hot solvents. |
| C. | Materials. |
| (1) | Masking and Surface Protection Materials. |
| Masking materials come in two basic types, film and pressure sensitive adhesive tape. Generally both are used in all the types of masking that is required to keep repair areas clean and to prevent moisture entering. |
| Apart from the masking that is required as a temporary repair to hardware that is going to continue to fly, the most common and the most practical masking materials are those consumable materials designed for use when doing composite cures. Therefore films designed as bagging or release films are very suitable and will withstand the heat applied during the repair's cure cycle. When using release film, however, care should be taken to choose the non perforated versions for masking. |
| (a) | Films. |
| The most common films available are polyethylene, polyester C10-142 , Fluorinated Ethylene Propylene (FEP), C10-133 and nylon C10-137 . All films used in masking shall be new and clean and have been stored such that no condensation can form on the film. |
| 1 | Polyethylene film. |
| Care should be taken if polyethylene film is to be used as a masking material as it will soften or melt if the part is subjected to heat during curing or steam cleaning. Rolls of polyethylene film used in a shop environment for protection from dust and paint do not always have the same level of cleanliness as films used for composite curing. |
| Clean polyethylene bags are readily available in a range of sizes and are useful for storing cleaned parts until they are needed in the repair. |
| 2 | Polyvinyl chloride (PVC) film (vinyl film). |
| The same cautionary notes apply to this film as to polyethylene film above with the additional concern that plasticisers used to improve the film's flexibility can migrate and cause contamination of bond lines, particularly if the film becomes warm. It is therefore not recommended for masking. |
| 3 | Polyester film C10-142 . |
| Polyester is the stiffest of the commonly available films and this should be taken into consideration when using this as a masking material. It has suitable temperature resistance for all types of epoxy cures. |
| 4 | Nylon film C10-137 . |
| Nylon films are commonly used for making vacuum bags and so are highly suitable for masking though again may be quite stiff. Like PVC film these may also be subject to plasticiser migration if they are not used in a controlled environment. |
| 5 | Fluorinated Perfluorethylene Propylene (FEP) film, C10-133 . |
| FEP films are used as release films for all types of epoxy cure and are light weight and easily conformable for masking. As both polyester and FEP films are commonly available in perforated form, care should be taken to select the non perforated type. |
| (b) | Tapes. |
| Tapes are used in all types of masking situations. Below is a description of different types of tape and the uses to which they are commonly put. All tapes used in masking shall be new and clean and have been stored such that no condensation can form on the tape. |
| 1 | Pressure sensitive adhesive tape. |
| Pressure sensitive adhesive tape, commonly known as flashbreaker tape, is used to hold down the edges of the film used for masking and can be obtained in heavier weights to provide a neat edge where resin may flow over the edge requiring the tape to break a thin layer of adhesive. The base of the tape may be polyester C10-136 , nylon or polytetrafluorethylene (PTFE) C10-040 and the adhesive may be a rubber base or a fully cured silicone. These types of tape can be used for any type of masking with the exception of the temporary flight repair. They are all capable of withstanding epoxy cure temperatures. |
| Tapes with silicones that are not fully cured shall not be used due to the risk of contamination from unreacted silicones. If there is any doubt about a silicone adhesive a test should be performed to check for residual contamination and effect on bond strength if these tapes are to be used directly on the bond surface. The test should consist of two sets of applicable bond test pieces processed identically with the exception that one has previously had the tape adhered to it for the envisioned time and temperature and then removed prior to bonding. |
| 2 | Metal foil tape. |
| This family of tapes usually consists of aluminum or stainless steel foil tape and is often referred to as speed tape. |
| It consists of a ductile metal foil with a pressure sensitive adhesive that is strong enough to resist the peel forces of the airflow when it is used as a temporary flight repair. This type of tape shall be used to mask damages to parts that are to continue in flight service to prevent moisture from entering the damage area prior to a repair being implemented. They may also be used if the part is to stand outside for a significant period of time prior to being brought into controlled conditions for repair. |
| (c) | Masking materials that should not be used. |
| There are a large number of materials that may appear suitable for masking. However most can, under some circumstances, cause problems. Some of the more common ones are listed below. |
| 1 | Used materials. |
| Although it may seem to be a cost saving to re-use masking materials the risk of contamination is such that they should be avoided if at all possible. An expensive repair may have to be repeated because of a small cost "saved". |
| 2 | Paper based materials. |
| Although in the past unwaxed Kraft paper and paper masking tape have been used in masking composite repairs they are not recommended due to their flammability when used in an oven or autoclave or with any form of hot cure. Also their absorbency can lead to moisture and oils being absorbed unnoticed. |
| 3 | Domestic or office supplies. |
| Tapes and films used in homes and offices often will not withstand the temperature of a hot cure and many of the adhesives used on the tapes can cause contamination and a poor bond when they are used as a maskant on a composite repair. Also some products are dissolved by the solvents commonly used for cleaning. |
| WARNING: |
|
| (2) | Cleaning Agents. |
| In the following table typical examples are given of the allowable concentrations of the solvents described in the following sections, as stipulated by the Occupational Safety and Health Administration (OSHA) of the U.S.A. and by Dutch Government requirements. |
| This information is correct at the time of writing and is for guidance only to the relative hazard of the materials. |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| (a) | Methyl Ethyl Ketone (M.E.K.), C04-001 . |
| Methyl Ethyl Ketone is a commonly used wipe solvent today. It is also used as a diluent in some sprayable epoxy adhesives and primers. Efforts are being made to replace it as a cleaner due to its rating of "serious flammability," with a flash point of 20°F (-7°C) and some evidence of toxicity in animals. For typical allowable concentration in air, see Table 1. Methyl Ethyl Ketone may be procured to ASTM D 740. |
| (b) | Methyl Isobutyl Ketone (M.I.B.K.), C04-170 . |
| Methyl Isobutyl Ketone is a less commonly used solvent similar to M.E.K. but with a higher flash point of 64°F (18°C) and a lower evaporation rate. |
| For typical allowable concentration in air, see Table 1. Methyl Isobutyl Ketone may be procured to ASTM D 1153. |
| (c) | Acetone, C04-003 . |
| Acetone is a commonly used wipe solvent today. Efforts are being made to replace it as a cleaner due to its rating of "serious flammability," with a flash point of -4°F (-20°C) and its very high evaporation rate. For typical allowable concentration in air, see Table 1. Acetone may be procured to ASTM D 329. |
| (d) | Isopropyl Alcohol (IPA), C04-035 . |
| Isopropyl Alcohol or Isopropanol is a wipe solvent used as a less hazardous replacement for MEK or Acetone. It is rated as flammable with a flash point of 53°F (11.7°C) and is toxic by inhalation and ingestion. For typical allowable concentration in air, see Table 1. Its slow evaporation rate can increase the time required to clean with it. Isopropyl Alcohol may be procured to TT-I-735A |
| (e) | Citrus based cleaners. |
| This is a group of cleaners that are based on the chemical dlimonene. Typically they do not contain any hazardous ingredients as defined by OSHA and are considered non toxic. |
| They have flash points in the range 130° - 140°F (54° - 60°C) so are considered combustible liquids and unused liquid is considered ignitable for disposal although some may be diluted in water to raise the flash point prior to disposal. Initial evaluation has shown this group to be very effective cleaners with the solvent dissolving organic contaminants and the water dissolving salts. Some cleaners may leave a residue particularly if used in concentrated form and not given a subsequent water rinse. They are not easily recyclable but provide easy disposal provided the contaminant that is removed is not hazardous. |
| Although some evaluation work has been carried out, these cleaners are not currently recommended for cleaning immediately prior to adhesive bonding. |
| (f) | Emulsion type cleaners. |
| This is a group of cleaners that contain a combination of emulsifiers and surfactants. The surfactants lift the oil off the surface to form a weak emulsion. Many contain some chemicals, usually glycol ethers or propylene glycol, which may have special waste disposal requirements. Initial evaluation has shown this group to be effective on light oil types of contamination. Some may leave surfactant residues. This group can be recycled by separation and ultra filtration to remove oil type contaminants. |
| Although some evaluation work has been carried out these cleaners are not currently recommended for cleaning immediately prior to adhesive bonding. |
| Cleaners conforming to AMS 1528 should be specified when using emulsion cleaners with pressure spray equipment |
| Cleaners conforming to AMS 1532 should be specified when using emulsion cleaners for hot or cold water, hand wipe cleaning. |
| (g) | Alkaline detergent cleaners. |
| This group of cleaners contains an aqueous solution of alkaline salts that form a stable emulsion with oil type contaminants. It is not easy to separate the contaminants for recycling and they are generally used until saturated and then disposed of as hazardous waste. Particular care should be taken in the use of this type of cleaner on parts with aluminum core or fittings, as residues of alkaline cleaners will cause corrosion of the aluminum. |
| Although some evaluation work has been carried out, these cleaners are not currently recommended for cleaning immediately prior to adhesive bonding. |
| Cleaners conforming to AMS 1526 C04-152 or C04-168 should be specified when using water miscible detergent cleaners with pressure spray equipment |
| Cleaners conforming to AMS 1530 C04-152 or C04-164 should be specified when using water miscible detergent cleaners for hot or cold water hand wipe cleaning. |
| (3) | Wipe Cleaning Cloths. |
| The choice of cloths used in wipe cleaning, especially that prior to bonding, is very important to the strength of the resulting repair. Cloths should be chosen with care and contaminated cloths shall be disposed of in an approved manner. Cloths soaked in solvent may be considered hazardous waste. |
| (a) | AMS 3819 cleaning cloths, C10-182 . |
| Cloths conforming to AMS 3819 are designed for wipe cleaning prior to bonding and are designed to be lint free and resistant to solvents. Cloth to this specification is highly recommended. Type 1 or type 2 cloths may be used. Grade A is good for all uses including final wipe cleaning operations before bonding or drying cleaned parts after water break test. Grade B may be used for most cleaning operations however grade A is recommended for final wiping prior to bonding. |
| (b) | Other cleaning cloths. |
| If cloths to AMS 3819 are not available clean, white, lint-free cotton cloths should be used for wipe cleaning operations. |
| As the repair area will be cleaned again prior to carrying out the repair, cloths used to assist in steam or water wash operations may be of a lesser quality. Care should be taken, however, to avoid any cloth that may contain abrasive materials which may scratch surrounding painted surfaces. For this reason cotton waste or torn up clothing items should be avoided. |
| (c) | Cotton swabs. |
| For cleaning small inaccessible places, cotton swabs are useful. Take care to use a type that is not impregnated with oils or creams such as lanolin as this will contaminate the part. The stick that holds the cotton shall be made of a material that is not dissolved or softened by the solvent being used. Wood sticks are resistant to the solvents specified. Other types shall be checked by immersing the whole swab in the solvent for at least 24 hours and checking for signs of softening when compared with a swab that has not been immersed. |
| An AMS 3819 cleaning cloth may be wrapped over the rounded end of a clean bare wooden stick as a substitute for the use of cotton swabs. |
| (d) | Cleaning brushes |
| Brushes used for removing dirt from parts that are being steam or water wash cleaned may be natural bristle C10-108 or have bristles made from nylon or polypropylene fibers. Brushes with any kind of metal bristles (wire brushes) shall not be used. |
| (4) | Water Types. |
| For more information on water types see TASK 70-00-05-800-006, Water Types. |
| (a) | Water used in cleaning operations. |
| For cleaning operations covered in this Standard Practice, the normal water supply is perfectly suitable. If locally captured rain or well water is to be used or if the quality of the water supply is doubtful the water shall be filtered to remove any particles that might contaminate the cleaning solution. |
| (b) | Water for water break testing. |
| When carrying out water break tests, use de-ionized or distilled water in order to ensure a controlled surface tension and to prevent contamination of the bonding surface. |
| (5) | Consumable Materials. |
|
| 3 . | Composite Masking Methods. |
| Subtask 70-46-01-350-302 |
| A. | Masking General. |
| (1) | The following sections describe methods of masking parts at various stages of the repair process. The methods are prefaced with the words Composite Masking Method No. 1, etc., so that they can be more easily referred to and will not be effected by renumbering of the sections of the document at future revisions. Method numbers will be controlled and if deleted will not be reassigned. |
| (2) | The methods are not interchangeable and shall only be used when specified in an approved repair procedure or with the agreement of the Original Equipment Manufacturer (OEM) or regulatory authority. |
| (3) | For complete descriptions of the materials and equipment referenced, refer to Subtask 70-46-01-350-301 , Tools, Equipment, and Consumable Materials. |
| NOTE: |
|
| B. | Composite Masking Method 1 |
| The procedure that follows is not interchangeable with the other methods. It is used to prevent dirt and moisture entering the damage during temporary continued service. |
| NOTE: |
|
| (1) | General. |
| (a) | This masking is a method of temporarily covering the damage to prevent moisture from entering the repair area and for restoring the aerodynamic smoothness prior to the part being scheduled for permanent repair. The fitness for continued service must be determined based on the OEM allowable damage size or the approval of the appropriate regulatory authority. The tape does not impart any significant strength or stiffness to the part and damages covered in this way shall be permanently repaired as soon as possible. |
| (b) | The strong adhesion of this type of tape makes it difficult to remove, compared to the kind of masking that is carried out for non flight applications and care must be taken to prevent further damage when it is removed. Of all methods of temporary covering or repair this restores the least strength to the part. |
| (c) | Despite the comments above this tape is easier to remove and does less secondary damage than any other method of temporary repair. |
| (d) | Metal foil tape shall not be used on the radome area or any other structure area that requires Radio Frequency (RF) microwave transparency. Compatibility of metal foil tape should be checked on areas that require electrical insulation for other reasons. |
| (e) | If the tape is covering an open hole such that there is air trapped behind it, for example in sealing off a sandwich panel that has had a skin puncture, the differential pressure at altitude can cause the tape patch to rupture. For this reason it is recommended that in these instances only, a small pinhole is put through the foil tape to equalize the pressure. The hole should be positioned with care and be small to minimize the entry of water or dirt. |
| (2) | Composite Masking Method No. 1 - Moisture Prevention during temporary Service procedure. |
| (a) | THIS MASKING OPERATION DOES NOT RESTORE THE STRENGTH OR STIFFNESS OF THE PART. IT MAY RESTORE AERODYNAMIC SMOOTHNESS. MAKE SURE THAT IT IS ALLOWED TO FLY WITH THIS MASKED DAMAGE. |
| Use a dry cloth C10-182 . Remove all the water you can see and as much dirt as you can from around the repair area. |
| (b) | Use Composite Cleaning Method 4 or 5 of this Standard Practice to clean where the tape will be put. |
| (c) | Get a roll of aluminum or stainless steel foil tape. |
| (d) | Cut a piece of tape that will make an overlap of the damage area of 1 inch (25 mm) minimum. Cut the corners to a 0.25 inch (6 mm) radius. See Figure 4. |
| (e) | Apply the tape across the repair area. |
| (f) | If the area is too large to be covered by one piece of tape. |
| 1 | Apply pieces of tape in equal lengths starting at one side of the repair. |
| 2 | Make an overlap of 0.5 inch (12 mm) with each piece of tape. |
| 3 | Put one piece of tape across each end of the overlapped pieces. See Figure 4. |
| (g) | Rub the surface of the tape firmly with your fingers or a soft plastic spatula. Push any air bubbles to the edge of the tape. Make sure all the edges are firmly pushed down. |
| (h) | If you have covered a hole with air inside it, for example if you covered a hole in the skin of a honeycomb sandwich laminate, put a small hole in the tape 0.020 - 0.040 inches (0.5-1.0 mm) diameter. |
| (3) | Tape Removal. |
| (a) | To remove the tape before you do a permanent repair. |
| CAUTION: |
|
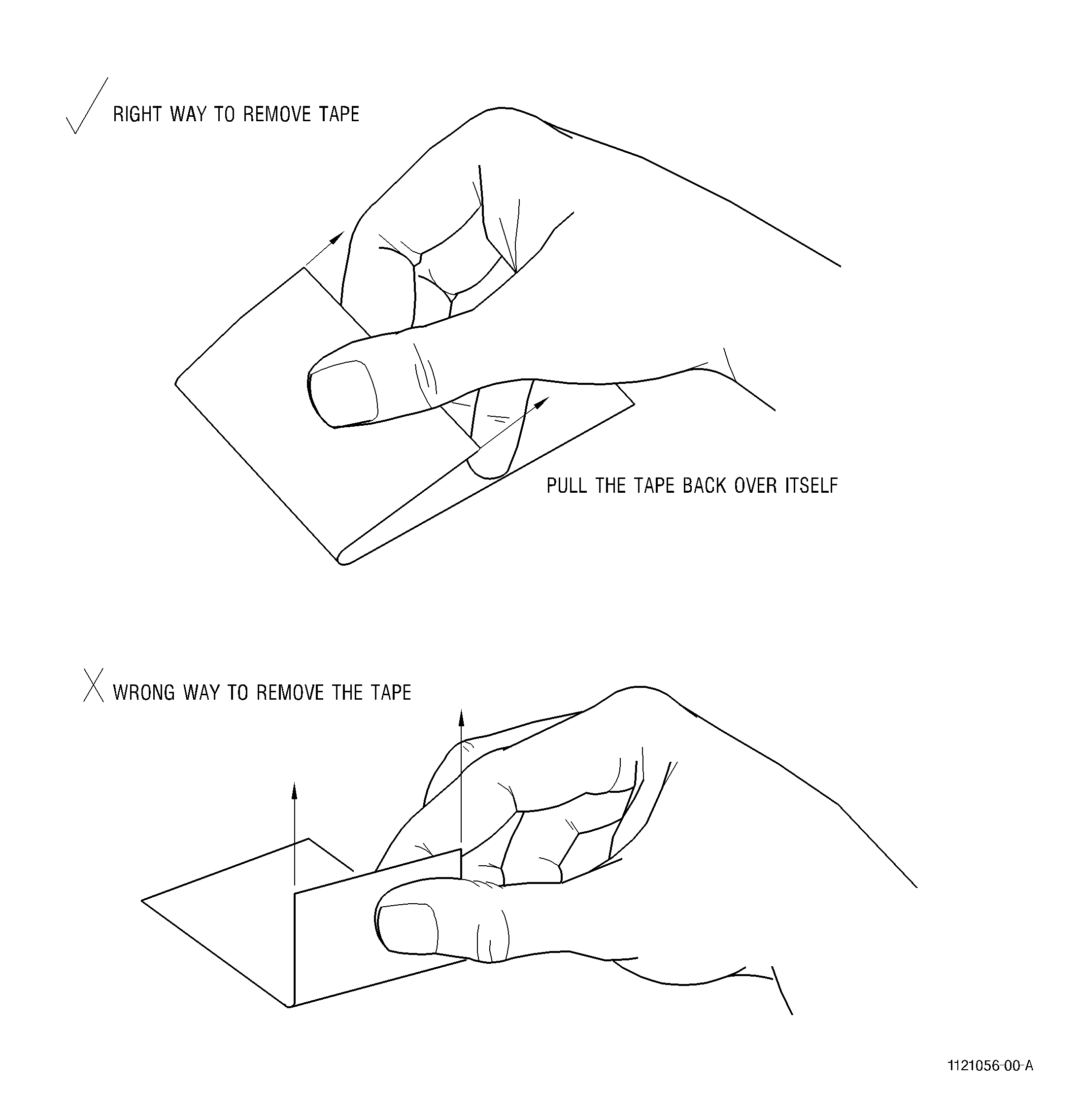
| 1 | Lift one corner and pull back on the tape, Figure 3. |
| 2 | Pull back all the edges around the outside. |
| 3 | Pull towards the center of the damage area. |
| (b) | To remove any remaining adhesive use Composite cleaning method 4 or 5 of this Standard Practice. |
| NOTE: |
|
| C. | Composite Masking Method 2. |
| The procedure that follows is not interchangeable with the other methods. It is used to prevent dirt and moisture entering the damage during storage, washing, or cleaning of the part. |
| NOTE: |
|
| (1) | General. |
| (a) | When masking prior to steam or hot water wash cleaning, the thicker grades of nylon or polyester film provide the best protection against accidental hose spray. This type of masking is also useful to prevent dirt and rain entering the damage area while the part is being transported between buildings. If the part is to spend a significant period of time outdoors or is to travel in bad weather, Masking Method 1 should be considered. |
| (2) | Composite Masking Method No. 2 - Moisture Prevention During Storage, Washing, or Cleaning procedure. |
| (a) | Use a dry cloth C10-182 . Remove all the water you can see and as much dirt as you can from around the repair area. |
| (b) | Measure the size and shape of the damage area. |
| (c) | Cut a piece of film C10-133 , C10-137 , or C10-142 at least 2.0 in. (51 mm) larger on each side than the damage area. |
| (d) | Make the film smooth over the damage area. |
| (e) | Hold the film at each corner with small pieces of tape C10-040 or C10-136 . |
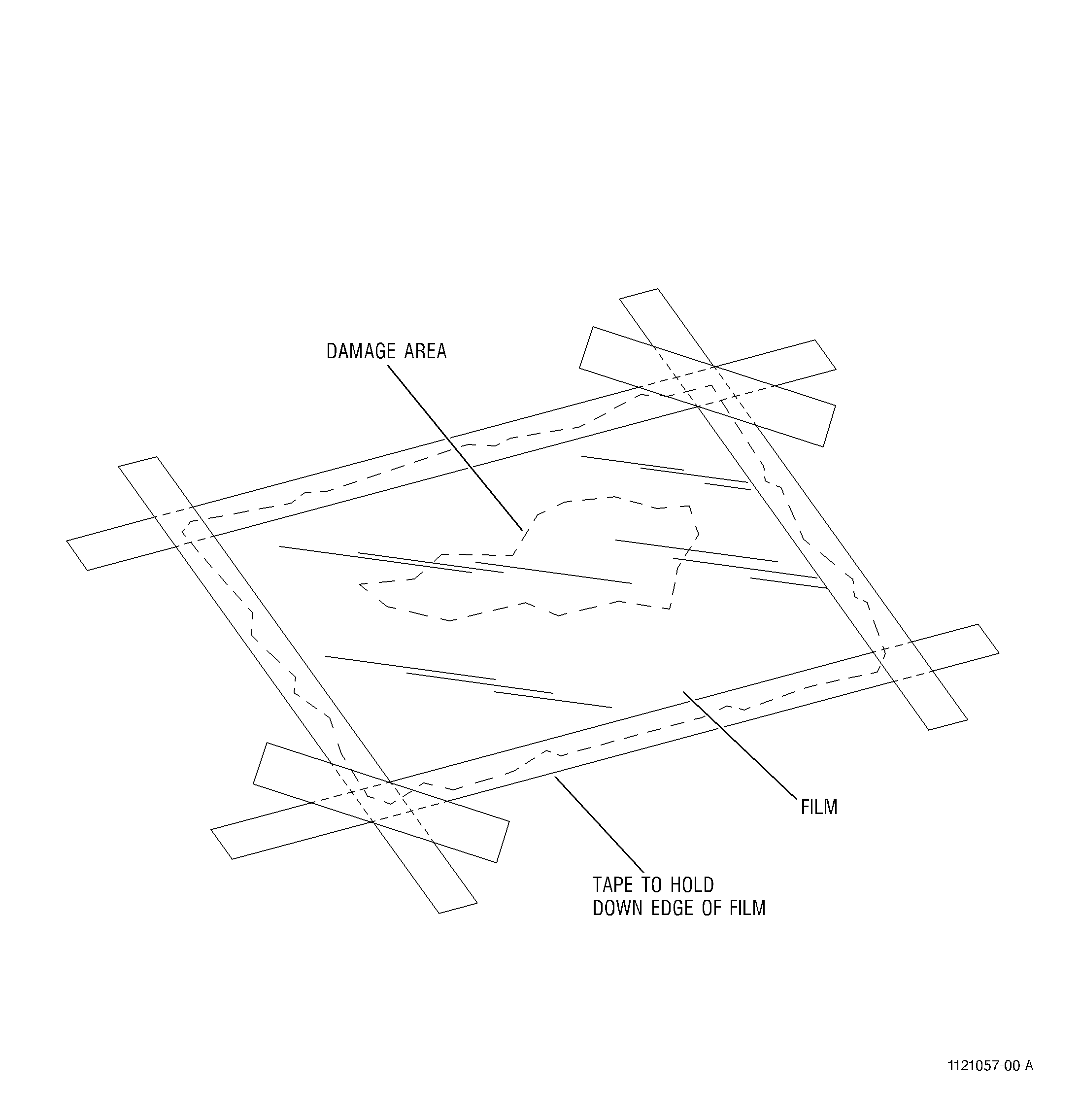
| (f) | Put tape along all the edges of the film. If the film is folded, hold the folds down with a piece of tape. Make sure that the tape around the edge covers the film edge at the fold. See Figure 2. |
| (g) | Rub the surface of the tape firmly with your fingers. Push any air bubbles to the edge of the tape. Make sure all edges are firmly pushed down. |
| (h) | Make sure all the edges are held down with tape so that no water can go in the damage area. |
| NOTE: |
|
| D. | Composite Masking Method 3. |
| This procedure gives instructions for masking around the damage on an uncleaned part to prevent contamination from uncleaned areas and to prevent resin spills. |
| (1) | General |
| (a) | This masking may be done for several different reasons. It may be that the part is large, or is still located on wing so that overall cleaning is not practical and the dirty area requires masking to prevent cross contamination. Also if a wet lay up repair is being performed or liquid or paste adhesives are used the remainder of the part will need to be protected from spills and drips. |
| (b) | It is necessary to estimate the size of the largest repair patch or ply that will be put on the outside so that the masking does not interfere with the accomplishment of the repair. If the masking proves to be too small it is a simple matter to increase the size. |
| (c) | How firmly the outer edge of the material needs to be held down depends on where the repair is performed. If the repair is being done outside and if there is a possibility of the wind blowing the film off, more secure fixing will be required. |
| (2) | Composite Masking Method No. 3 - Masking an Uncleaned Part to Prevent Contamination from uncleaned areas and to Prevent Resin Spills procedure. |
| (a) | Use a dry cloth C10-182 . Remove all the water you can see and as much dirt as you can from around the repair area. |
| (b) | Use Composite cleaning method 4 or 5 to clean where the film and tape will be put. |
| (c) | Measure the size and shape of the damage area. |
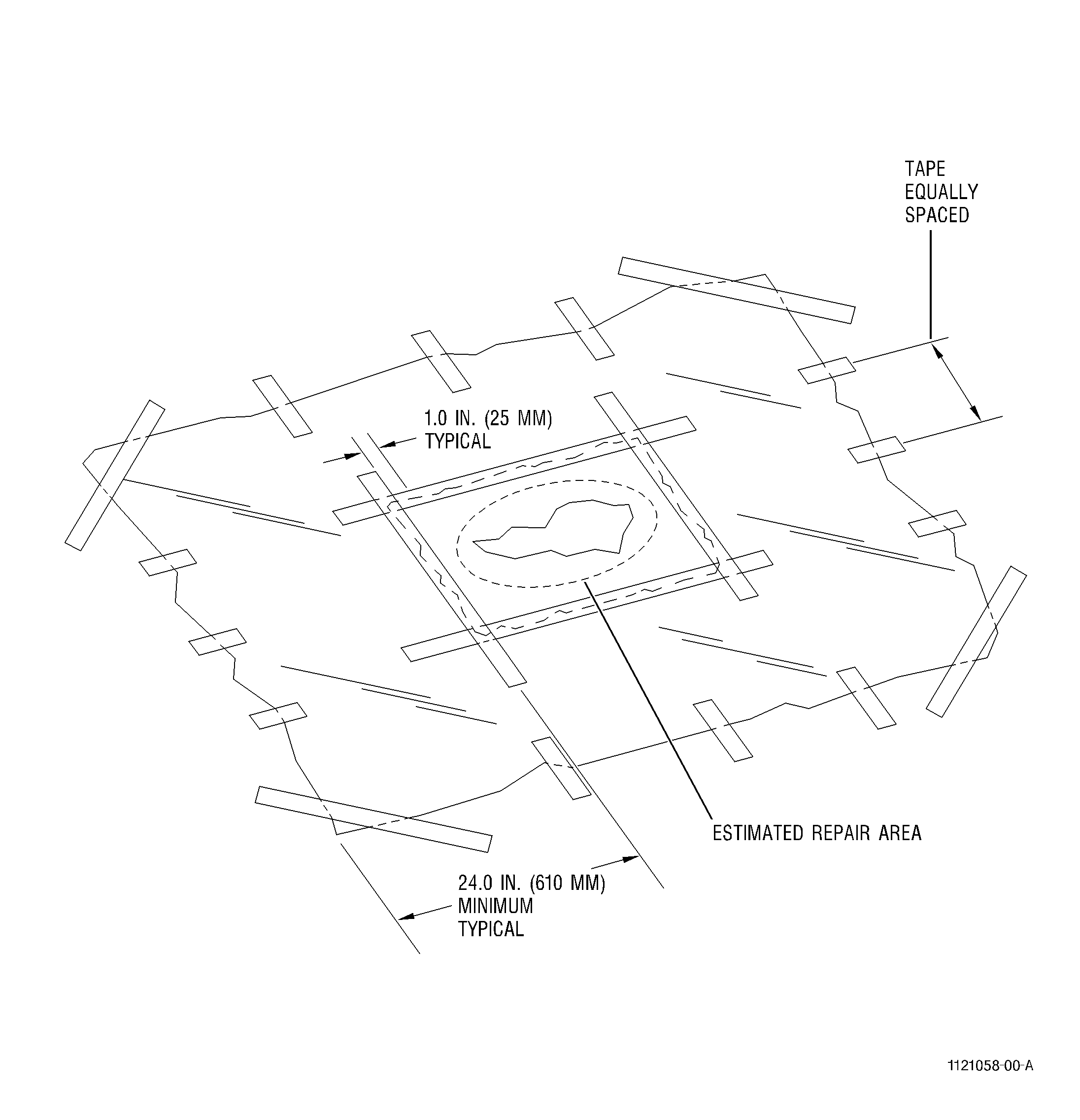
| (d) | Cut pieces of film C10-133 , C10-137 or C10-142 to fit around the repair area for at least 24 inches (610 mm) larger on each side than the damage area. Do not put film on the damage area so that you can do the repair. Make the inside edge 1.0 in. (25 mm) larger than the outside edge of the estimated repair area. |
| (e) | Make the film smooth over the area around the damage. |
| (f) | Hold the film at each corner with small pieces of tape C10-040 or C10-136 . |
| (g) | Put tape along all the edges of the film next to the repair area. If the film is folded, hold the folds down with a piece of tape. Make sure that the tape around the edge covers the film edge at the fold. See Figure 1. |
| (h) | Put tape on the outer edges of the film at equal distances as necessary to hold it in position. If the repair is in an open area, put tape along all the edges of the film. |
| (i) | Rub the surface of the tape firmly with your fingers. Push any air bubbles to the edge of the tape. Make sure all edges are firmly pushed down. |
| (j) | Make sure all the edges are held down with tape. |
| NOTE: |
|
| E. | Composite Masking Method 4 |
| This procedure gives instructions for masking of the prepared repair area when it is not being worked on. |
| (1) | General. |
| (a) | This masking is for shop or outdoor use and is to prevent airborne contamination from people working in adjacent areas and general atmospheric contamination. It also helps to prevent people from touching a prepared surface. This masking may be applied over the masking applied using Masking Method 3. In this case the tape should be attached to the existing masking. |
| (2) | Composite Masking Method 4 - Masking A Prepared Repair Area When it is Not Being Worked. |
| (a) | Cut a piece of film C10-133 , C10-137 , or C10-142 approximately 6.0 in. (150 mm) bigger all around than the exposed repair area. |
| (b) | Put the film over the repair and hold it in place with pieces of tape C10-040 or C10-136 . Put the tape at equal distances as necessary to hold it in position. |
| (c) | If the repair is out in an open area where wind, rain or dust could fall on it, put tape along all the edges of the film. If the film is folded, hold the folds down with a piece of tape. Make sure that the tape around the edge covers the film edge at the fold. |
| NOTE: |
|
| F. | Composite Masking Method 5. |
| This procedure gives instructions for masking to prevent excess resin being pushed onto the part during cure. |
| (1) | General. |
| (a) | If a lot of flash is expected a heavy duty flashbreaker tape should be used to prevent the tape being trapped under the repair adhesive. When bonding small details, all the non bonding surfaces of the detail should be covered in tape. |
| (2) | Composite Masking Method No. 5 - Masking to Prevent Excess Resin on Part During Cure procedure. |
| (a) | Make a decision where the resin or adhesive edge must be. Make an allowance for an adhesive fillet when making overlap joints. |
| (b) | Apply pieces of tape C10-040 or C10-136 along the edge to cover the part up to the surrounding masking. |
| 4 . | Composite Cleaning Methods. |
| Subtask 70-46-01-350-303 |
| A. | Composite Cleaning General. |
| (1) | The following sections describe methods of cleaning parts at various stages of the repair process. The methods are prefaced with the words Composite Cleaning Method 1, etc., so that they can be more easily referred to and will not be effected by renumbering of the sections of the document at future revisions. Method numbers will be controlled and if deleted will not be reassigned. |
| (2) | The methods are not interchangeable and shall only be used when specified in an approved repair procedure or with the agreement of the OEM or regulatory authority. |
| (3) | For complete descriptions of the materials and equipment referenced, refer to Subtask 70-46-01-350-301 , Tools, Equipment, and Consumable Materials. |
| NOTE: |
|
| B. | Composite Cleaning Method 1. |
| CAUTION: |
|
| (1) | General. |
| This procedure gives the instructions for steam cleaning of composites. |
| NOTE: |
|
| (a) | Steam cleaning combines the mechanical force of the spray jet with the chemical and physical action of the hot cleaning solution to remove oils, greases, and light soil from parts. |
| (b) | When setting up a steam cleaning operation to clean composites, do some trials on a part with thermocouples attached and record the temperature achieved. The temperature of the part should not exceed 122°F (50°C). |
| (c) | This method may be used for the cleaning of single skin composite components and sandwich panels with acoustically treated areas provided that the acoustic areas have perforated facesheets and are not covered with a wire mesh screen. This method is not recommended for the sandwich construction panels without perforated skins or adequate drainage paths where water may enter through the damage area or through porosity in thin skins and spread along at core to skin disbonds where it is almost impossible to remove. Particular care should be taken in the use of this cleaning method with parts with aluminum core or fittings, as residues of alkaline cleaners will cause corrosion of the aluminum. |
| (d) | The advantages of this method are its speed for the cleaning of large parts and its combination of physical and detergent cleaning action. The disadvantages are that the steam pressure and temperature must be carefully controlled in order to avoid damage to the composite and that drying is required after cleaning. Care is required to ensure that there are no residual chemical deposits after drying. |
| (e) | This method is only suitable for initial part cleaning and should not be used for cleaning of areas prepared for bonding. |
| (2) | Composite Cleaning Method No. 1 - Steam Cleaning Procedure. |
| WARNING: |
|
| (a) | Prepare the solution in the solution tank to TASK 70-00-99-801-025, Solution S1025. |
| WARNING: |
|
| (b) | Adjust the water, steam, solution and temperature controls to the required setting to get a wet spray and a temperature of160°-220°F (70°-105°C). |
| (c) | Hold the spray gun approximately 10.0-12.0 in. (250-300 mm) from surface and inclined at about 45 degrees to the surface. Move the spray head over the surface until the part is clean. The temperature of the part must not become greater than 122°F (50°C). If you are not sure what the temperature will be, do a test before you clean the part. |
| (d) | You may use a stiff bristle brush C10-108 to remove dirt that can not be removed with the spray. |
| (e) | Rinse the parts with hot water using the spray gun with the cleaning solution supply shut off. |
| (f) | Dry the part with cloths C10-182 to remove all the moisture that you can see. |
| WARNING: |
|
| (g) | Use clean, dry, compressed air that does not contain oil to remove any moisture that remains in areas that are difficult to get access to. |
| (h) | Make sure that the part is clean. Look for remaining dirt trapped in holes and areas that are difficult to get access to. If the part is not clean repeat steps (b) to (h). |
| (i) | Determine if further drying is required. |
| NOTE: |
|
| C. | Composite Cleaning Method 2. |
| This procedure gives instructions for hot or cold water wash pressure spray cleaning. |
| NOTE: |
|
| (1) | General. |
| (a) | All the same general points that apply to steam cleaning apply to this method, see Method 1 paragraph (1). Hot water washing does however subject the parts to lower temperatures during cleaning and water vapor is less likely to permeate the part. |
| (2) | Composite Cleaning Method 2 - Hot or Cold Water Wash Pressure Spray Cleaning procedure. |
| WARNING: |
|
| CAUTION: |
|
| CAUTION: |
|
| (a) | Prepare Turco 5948R C04-152 in the solution tank to TASK 70-00-99-801-142, Solution Sheets, Solution Sheet S1142. Alternatively, prepare Daraclean 282 C04-168 in the solution tank to TASK 70-00-99-801-145, Solution Sheets, Solution Sheet S1145. Alternatively, prepare Ardrox 6333A C04-163 in the solution tank to TASK 70-00-99-801-813 Solution Sheets, Solution Sheet S1214. |
| WARNING: |
|
| (b) | Adjust the water, solution and temperature controls to the required setting to get a constant, water and solution, mixed spray at a temperature of 160°-180°F (70°-82°C) for the Turco 5948R C04-152 or 120°-140°F (49°-60°C) for the Daraclean 282 C04-168 or 150°-160°F (65°-71°C) for the Ardrox 6333A C04-163. |
| (c) | Hold the spray gun approximately 10.0-12.0 in. (250-300 mm) from surface and inclined at about 45 degrees to the surface. Move the spray head over the surface until the part is clean. The temperature of the part must not become greater than 122°F (50°C). If you are not sure what the temperature will be, do a test before you clean the part. |
| (d) | You may use a stiff bristle brush to remove dirt that can not be removed with the spray. |
| (e) | Rinse the parts with water using the spray gun with the cleaning solution supply shut off. |
| (f) | Dry the part with cloths C10-182 to remove all the moisture that you can see. |
| WARNING: |
|
| (g) | Use clean, dry, compressed air that does not contain oil to remove any moisture that remains in areas that are difficult to get access to. |
| (h) | Make sure that the part is clean. Look for remaining dirt trapped in holes and areas that are difficult to get access to. If the part is not clean repeat steps (d) to (f). |
| (i) | Determine if further drying is required. |
| COMPOSITE CLEANING METHOD NO. 3 HOT OR COLD WATER HAND WASH CLEANING |
| D. | Composite Cleaning Method 3. |
| This procedure gives instructions for hot or cold water hand wash cleaning. |
| NOTE: |
|
| (1) | General. |
| (a) | Water hand wash cleaning combines hand rubbing with the chemical and physical action of the cleaning solution to remove oils, greases, and light soil from parts. |
| (b) | This method may be used for the cleaning of single skin composite components and sandwich panels with or without acoustically treated areas. Care should be taken not to apply more water than is necessary to clean and rinse the part especially with thin skinned honeycomb sandwich structures or where porosity is suspected. Particular care should be taken with parts with aluminum core or fittings, as residues of alkaline cleaners could cause corrosion of the aluminum. |
| (c) | The advantage of this method is its flexibility in that it can be performed with a minimum of equipment. The disadvantages are that it is labor intensive and is very reliant on the diligence of the operator to obtain good results. Care is required to ensure that there are no residual chemical deposits after drying. |
| (d) | This method is only suitable for initial part cleaning and should not be used for cleaning of prepared areas. |
| (2) | Composite Cleaning Method 3 - Hot or Cold Water Hand Wash Cleaning procedure. |
| WARNING: |
|
| (a) | Alternative Procedure Available. Prepare Turco 5948R C04-152 in a polypropylene bucket to TASK 70-00-99-801-142, Solution Sheets, Solution Sheet S1142 at a temperature of 160 to 180°F (70 to 82°C). Prepare a bucket of water at the same temperature as the diluted solution. |
| (a).A. | Alternative Procedure. Prepare Blue-Gold C04-164 in a polypropylene bucket to TASK 70-00-99-801-143, Solution Sheets, Solution Sheet S1143 at a temperature of 130 to 150°F (54 to 66°C). Prepare a bucket of water at the same temperature as the diluted solution. |
| (a).B. | Alternative Procedure. Prepare Ardrox 6333A C04-163 in a polypropylene bucket to TASK 70-00-99-801-141 , Solution Sheets, Solution Sheet S1141 at a temperature of 150 to 170°F (66 to 77°C). Prepare a bucket of water at the same temperature as the diluted solution. |
| (a).C. | Alternative Procedure. Prepare Cee-Bee A-7X7 C04-165 in a polypropylene bucket to TASK 70-00-99-801-144 , Solution Sheets, Solution Sheet S1144 at a temperature of 120 to 140°F (49 to 60°C). Prepare a bucket of water at the same temperature as the diluted solution. |
| (a).D. | Alternative Procedure. Prepare Ardrox 6376 C04-267 in a polypropylene bucket to TASK 70-00-99-801-801, Solution Sheets, Solution Sheet S1204 at a temperature of 150 to 170°F (66 to 77°C). Prepare a bucket of water at the same temperature as the diluted solution. |
| NOTE: |
|
| NOTE: |
|
| WARNING: |
|
| CAUTION: |
|
| (b) | Make a cloth C10-182 moist with the solution. Use the cloth to put the solution on the surface to remove the dirt and oil until the part is clean. |
| NOTE: |
|
| (c) | Make a clean cloth C10-182 moist with water and wipe over the surface to rinse the part. Take care not to put more water on the part than is necessary to remove the cleaning solution. |
| (d) | Dry the part with cloths C10-182 to remove all the moisture that you can see. |
| WARNING: |
|
| (e) | Use clean, dry, compressed air that does not contain oil to remove any moisture that remains in areas that get access to. |
| (f) | Make sure that the part is clean. Look for remaining dirt trapped in holes and areas that are difficult to get access to. If the part is not clean repeat steps (b) to (e). |
| NOTE: |
|
| E. | Composite Cleaning Method 4. |
| This procedure gives instructions for wipe cleaning with a commercial solvent - one cloth method. |
| (1) | General. |
| (a) | This method of cleaning is most commonly used in small local areas and for degreasing composite parts immediately prior to bonding. |
| (b) | The advantages of this method are that it can be carried out easily with no special equipment and has been widely used and shown to provide a reliable method of degreasing prior to bonding. No water is introduced onto the part surface so no further drying is required although care should be taken to ensure that all the solvent has had time to evaporate from the wiped surface. |
| (c) | The disadvantages of the method are that the solvents used are toxic and often highly flammable, some also contribute to the CFC emissions. The high volatility of some of the solvents can cause the solvent to evaporate prior to the next wipe so that the grease is spread over the surface instead of being lifted from it. |
| (2) | Composite Cleaning Method No. 4 - Wipe cleaning with a commercial solvent - One cloth method procedure. |
| (a) | Get some cloths C10-182 . |
| WARNING: |
|
| (b) | Get MEK C04-001 , MIBK C04-170 acetone C04-003 , or isopropyl alcohol C04-035 . |
| (c) | Put solvent on cloth C10-182 to make the cloth moist. Do not use so much solvent that drops of solvent fall from the cloth. |
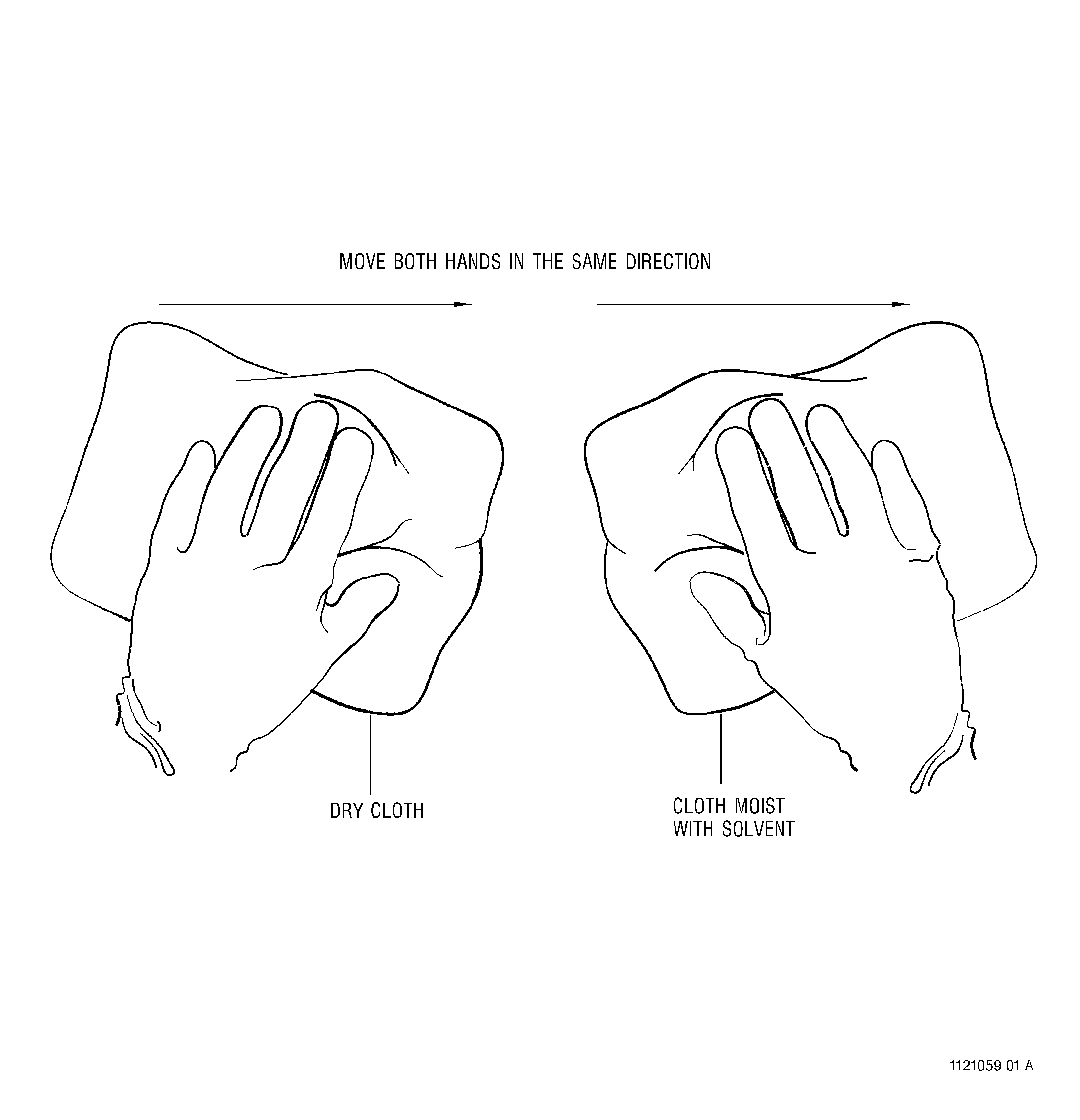
| (d) | Move the cloth lightly in one direction across the part that is to be cleaned. |
| (e) | Look at the cloth. If the cloth is dirty, turn the cloth to a clean area and wipe the area again. |
| (f) | Do this procedure until a clean area of the cloth stays clean. |
| (g) | Do the last wipe with a dry cloth before the solvent on the part dries. See Figure 5. |
| (h) | Use cotton swabs in the small areas to make sure that all areas are clean. |
| (i) | Let the part dry a minimum of 15 minutes. |
| NOTE: |
|
| F. | Composite Cleaning Method 5. |
| This procedure gives instruction for wipe cleaning with a commercial solvent - two cloth method. |
| (1) | General. |
| (a) | All the same general points that apply to the one cloth method apply to this method, see Composite Cleaning Method 4, paragraph (1). This method is preferred with the faster evaporating solvents as a way of wiping the surface before the solvent evaporates. |
| (2) | Composite Cleaning Method 5 - Wipe cleaning with a commercial solvent - Two cloth method procedure. |
| (a) | Get some cloths C10-182 . |
| WARNING: |
|
| (b) | Get MEK C04-001 , MIBK C04-170 acetone C04-003 , or isopropyl alcohol C04-035 . |
| (c) | Put solvent on a cloth C10-182 to make the cloth moist. Do not use so much solvent that drops of solvent fall from the cloth. |
| (d) | Move the first cloth lightly in one direction across the part that is to be cleaned. |
| (e) | Use a second dry cloth to wipe the part before the solvent on the part dries, see Figure 5. |
| (f) | Do this procedure until a clean part of the cloth stays clean. |
| (g) | Do the last wipe with a clean dry cloth before the solvent on the part dries. |
| (h) | Use cotton swabs in the small areas to make sure that all areas are clean. |
| (i) | Let the part dry a minimum of 15 minutes. |
| 5 . | Honeycomb Cleaning Methods. |
| Subtask 70-46-01-350-304 |
| A. | Cleaning Honeycomb Core General. |
| (1) | This section addresses the cleaning of the honeycomb core replacement plug that is used when replacing damaged or corroded core in a sandwich construction part and the cleaning of honeycomb exposed during the repair process. |
| (2) | Honeycomb Cleaning Methods 1 and 2 are for the cleaning of replacement core plugs. |
| (3) | Honeycomb Cleaning Methods 3 and 4 may also be used for the cleaning of existing core in the repair area from which the skin material has become disbonded or has been removed as part of the repair procedure. |
| (4) | Several types of honeycomb core are used in aircraft structure. The two most widely used types are aluminum honeycomb core and aramid fiber reinforced honeycomb core. Other types such as glass fiber or carbon fiber reinforced honeycomb core should be treated in the same way as described for aramid reinforced honeycomb core. |
| (5) | Satisfactory cleaning of honeycomb core is difficult and checking of the cleanliness by simple testing is not possible. One way of overcoming this problem is to buy honeycomb core that is clean and put the core in sealed polyethylene bags in a dust controlled room, which may be the clean room. The bagged core should be stored flat on racks in an area where the outside of the bags will not be contaminated with large amounts of dust or oils. When the honeycomb is required it is removed from the bag, the amount that is needed cut off and the remainder returned to the bag and resealed. All handling is with clean gloves. No oil or other cutting fluid is used when machining the core and the dust generated is drawn away with vacuum cleaning equipment. The prepared honeycomb is returned to polyethylene bags until it is required for bonding. If all these steps are carried out with care no further cleaning is required. |
| (6) | Some methods of cleaning contaminated honeycomb core are described below. No one method is universally applicable. Some solutions are only suitable for small pieces, others only make sense if there is sufficient quantity to justify the investment and environmental controls. |
| (7) | The following sections describe the methods of cleaning core. The methods are prefaced with the words Honeycomb Cleaning Method 1, etc., so that they can be more easily referred to and will not be effected by renumbering of the sections of the document at future revisions. Method numbers will be controlled and if deleted will not be reassigned. |
| (8) | The methods are not interchangeable and shall only be used when specified in an approved repair procedure or with the agreement of the OEM or regulatory authority. |
| NOTE: |
|
| B. | Honeycomb Cleaning Method 1 - Vapor degreasing |
| This procedure gives instructions for the cleaning of a honeycomb core replacement plug that is used when replacing damaged or corroded cores in a sandwich construction part and the cleaning of honeycomb exposed during the repair process. |
| NOTE: |
|
| (1) | General. |
| (a) | This method of cleaning is normally only used for aluminum honeycomb core and when large quantities need to be cleaned. |
| (2) | Honeycomb Cleaning Method 1 - Vapor degreasing procedure. Refer to TASK 70-21-02-110-002, Cleaning Method 2 Vapor Degreasing. |
| (a) | Put the core into a rack that can support the honeycomb. Make sure that the core can not bend and that the cell sides are vertical or at a maximum of 30 degrees from vertical. See Figure 7. |
| WARNING: |
|
| (b) | Lower the honeycomb into the solvent gas slowly. The rate shall not be more than 12 ft/minute (3 m/minute). |
| (c) | Keep the honeycomb in the gas until the gas does not make small drops of liquid form on the honeycomb. |
| (d) | Remove the honeycomb from the gas. Wait until all the solvent has drained from the honeycomb. |
| (e) | Look at the honeycomb. If the honeycomb is not clean, allow the honeycomb to cool, and repeat steps (b) to (d). |
| (f) | Allow the honeycomb to cool for 2 hours minimum. |
| (g) | Wear clean cotton gloves C10-139 to remove the cleaned honeycomb. |
| (h) | Put the honeycomb in a clean polyethylene bag and seal the bag. Keep the honeycomb in the bag until you are ready to use it. |
| NOTE: |
|
| C. | Honeycomb Cleaning Method 2 - Solvent edge dip. |
| (1) | General. |
| (a) | This method works well for all types of core in small sizes, typically less that 12 inch (300 mm) square. However the large surface area of solvent causes a solvent vapor hazard and a large quantity of solvent has to be disposed of for a small amount of cleaning. Clean solvent shall always be used as the cleaning action relies on the oil being dissolved into the solvent. Any oil on the surface will be coated onto the cell walls as the honeycomb is removed, unlike the vapor degrease where vapor condenses into clean solvent which runs off the honeycomb taking the contamination off the part. |
| (2) | Honeycomb Cleaning Method 2 - Solvent edge dip procedure. |
| (a) | Get a tray that is 1.0 in. (25 mm) deep minimum. |
| WARNING: |
|
| (b) | Get MEK C04-001 , MIBK C04-170 , acetone C04-003 or isopropyl alcohol C04-035 . |
| (c) | Put the solvent in the tray until it is 0.5 inch (12 mm) deep. |
| (d) | Wear clean cotton gloves C10-139 to hold the honeycomb. |
| (e) | Put the honeycomb in the tray with the cell walls vertical. The honeycomb must fit in the tray without being compressed or bent. |
| (f) | Move the honeycomb gently from side to side. |
| (g) | Carefully lift the honeycomb out of the tray and put the core on a wire rack. |
| (h) | Allow the honeycomb to drain for 30 minutes minimum. |
| (i) | Remove the solvent from the tray and discard it safely. |
| NOTE: |
|
| D. | Honeycomb Cleaning Method 3 - Solvent wipe. |
| (1) | General. |
| (a) | This method is not very good for cleaning aluminum honeycomb, however it can be used with success on aramid honeycomb. It also works on existing honeycomb that has had the skin removed and has the film adhesive still filleted on the cell walls. The bonding surface to be prepared in this case is actually the surface of the existing adhesive. Where it is possible to turn the part so that the open ends of the cell face down, honeycomb cleaning method 4 is preferred especially where there is no old filleted adhesive. |
| (2) | Honeycomb Cleaning Method 3 - Solvent wipe procedure. |
| (a) | Get a cloth C10-182 . |
| WARNING: |
|
| (b) | Get MEK C04-001 , MIBK C04-170 , acetone C04-003 or isopropyl alcohol C04-035 . |
| (c) | Put solvent on the cloth C10-182 to make the cloth moist. Do not use so much solvent that drops of solvent fall from the cloth. |
| (d) | Put the cloth on the edges of the honeycomb cells. |
| (e) | Put a dry cloth on the part to dry the area where the solvent was put. |
| (f) | Do this procedure until a clean part of the cloth stays clean after it is removed from the honeycomb. |
| (g) | Use a dry cloth last. |
| (h) | Let the honeycomb dry a minimum of 15 minutes. |
| NOTE: |
|
| E. | Honeycomb Cleaning Method 4 - Solvent spray. |
| (1) | General. |
| (a) | This method is good for cleaning honeycomb core plugs or honeycomb exposed during the repair, however it can only be used where it is possible to turn the part so that the open ends of the cell face down. If the honeycomb exposed during repair has the adhesive fillets remaining, honeycomb cleaning method 3 is preferred. |
| (2) | Honeycomb Cleaning Method 4 - Solvent spray procedure. |
| (a) | Get a spray bottle suitable for the solvent that you are going to use |
| WARNING: |
|
| (b) | Get MEK C04-001 , MIBK C04-170 , acetone C04-003 or isopropyl alcohol C04-035 . |
| (c) | Put the solvent in the spray bottle. |
| (d) | Turn the honeycomb so that the face of the cells is on the bottom and at an angle that lets you spray the cell walls. See Figure 6. |
| (e) | Spray the solvent up into the honeycomb and let the solvent drain out. |
| (f) | Turn the honeycomb and repeat step (e) until all the cell walls have been cleaned. |
| (g) | Let the honeycomb dry a minimum of 30 minutes with the open face of the cells on the bottom. |
| 6 . | Water Break Test. |
| Subtask 70-46-01-350-305 |
| A. | General. |
| A water break test is used to determine if any residual oils or greases remain on surfaces to be bonded. This test is normally used after all cleaning has been completed. |
| B. | General. |
| (1) | The water break test is a simple way of determining if a surface is grease free. It should be used with caution on bonding surfaces adjacent to honeycomb because water entering the honeycomb can be difficult remove. In these cases it is difficult to ensure that the repair area is thoroughly dry. |
| (2) | The test works well on normal composite abraded surfaces however if the surface is polished to a very smooth finish it can be difficult to pass the test even with a clean surface. Conversely if the surface is very rough the surface tension of the water film may be interrupted making assessment of the water breaks more difficult. Good sensitivity can be obtained in composite laminates abraded with grits in the range 80 to 400 grit. |
| C. | Water Break Test Procedure. |
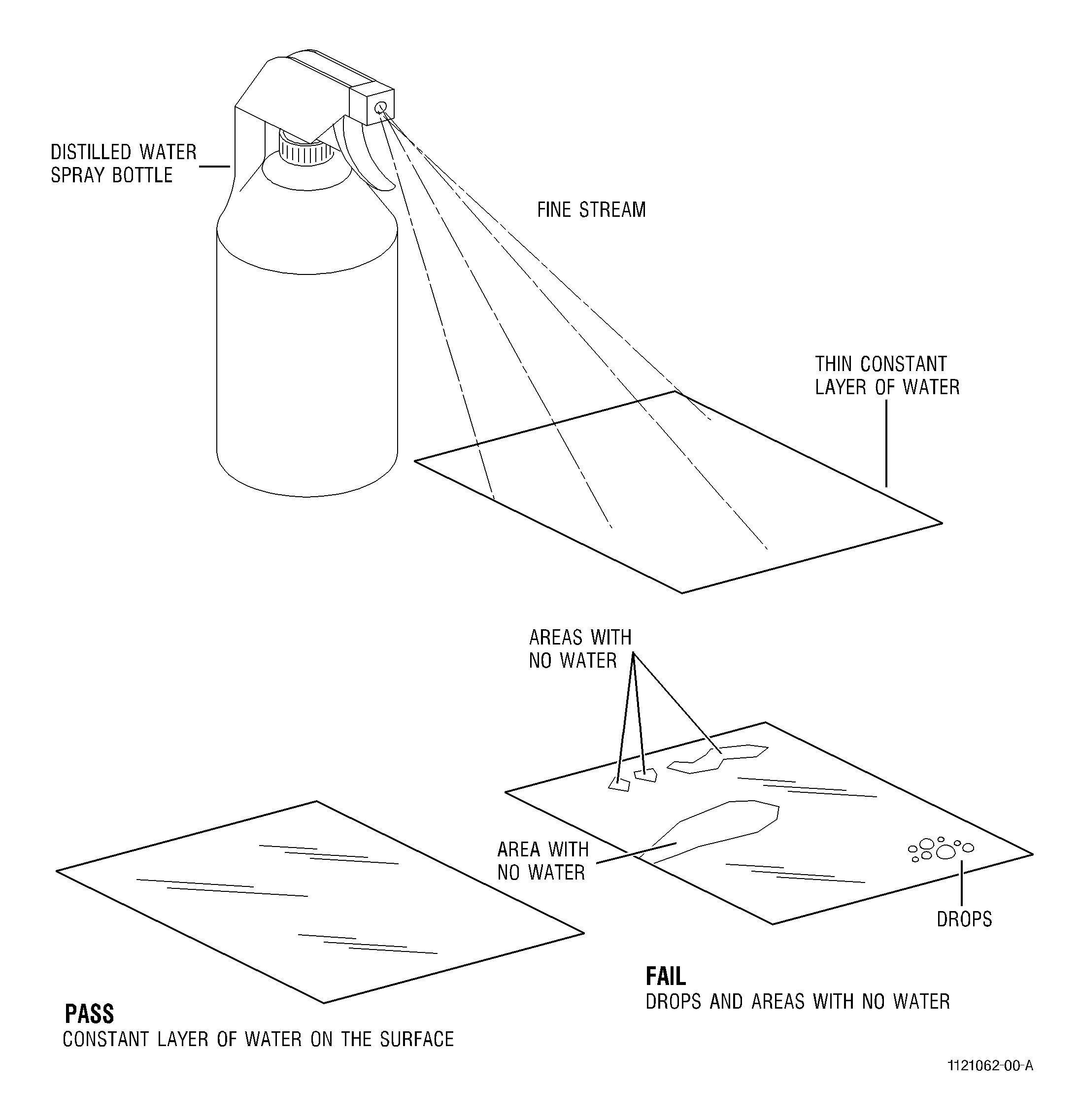
| (1) | Alternative procedure Available. Put de-ionized or distilled water in a clean polyethylene bottle with a small spray nozzle and spray the water onto the prepared surface until the surface is just covered. |
| (1).A. | Alternative procedure. Put de-ionized or distilled water on a clean cloth C10-182 and move the cloth across the surface to put a thin layer of water on the surface. |
| (2) | Look at the water on the surface. |
| (a) | The water shall form a thin layer over the surface with no areas where the surface tension causes the water to separate into drops or beads of water to form. |
| (b) | The water shall not leave any part of the surface uncovered. See Figure 8. |
| (3) | Leave the water on the surface for 30 seconds. The water shall remain on all of the surface. |
| (4) | If the water separates or drops or beads have formed within 30 seconds repeat the cleaning procedure and repeat the test. |
| (5) | After you do the test, dry the surface with a dry cloth C10-182 . |
| (6) | Allow the surface to dry for 30 minutes minimum before bonding. |