| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 05/26/2021 | |
| CIR 72-56-47 , INSPECTION 001 | ||
| LPT CONE SHAFT ASSEMBLY - INSPECTION | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 05/26/2021 | |
| CIR 72-56-47 , INSPECTION 001 | ||
| LPT CONE SHAFT ASSEMBLY - INSPECTION | ||
| * * * FOR ALL |
| TASK 72-56-47-200-801 |
| 1 . | General. |
| A. | This procedure gives instructions to do an inspection of the low pressure turbine (LPT) cone shaft assembly (LPT cone shaft) (01-050 , 72-56-00) (SIN 930D1). |
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. |
|
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
|
| C. | Referenced Procedures. |
| D. | Expendable Parts. None. |
| 3 . | Specific Inspection Procedure. |
| NOTE: |
|
| Subtask 72-56-47-230-001 |
| A. | Do a Class G fluorescent penetrant inspection of the LPT cone shaft. Refer to TASK 70-32-02-230-001 (FLUORESCENT PENETRANT INSPECTION). |
| (1) | Through indications are not permitted. |
| (2) | Linear indications are not permitted. |
| NOTE: |
|
| (3) | Indications that cross into corners are not permitted. |
| (4) | Indications are not permitted in the following areas: |
| (a) | Boltholes or within 0.25 inch (6.4 mm) from the boltholes. |
| (b) | Vent holes or within 0.25 inch (6.4 mm) from the vent holes. |
| (5) | Indications that are less than 0.020 inch (0.51 mm) in length are permitted if they are separated by 0.060 inch (1.52 mm) or more. |
| (6) | Indications that are less than 0.030 inch (0.76 mm) in length are permitted if they are separated by 0.750 inch (19.05 mm) or more. |
| 4 . | Visual Inspection. |
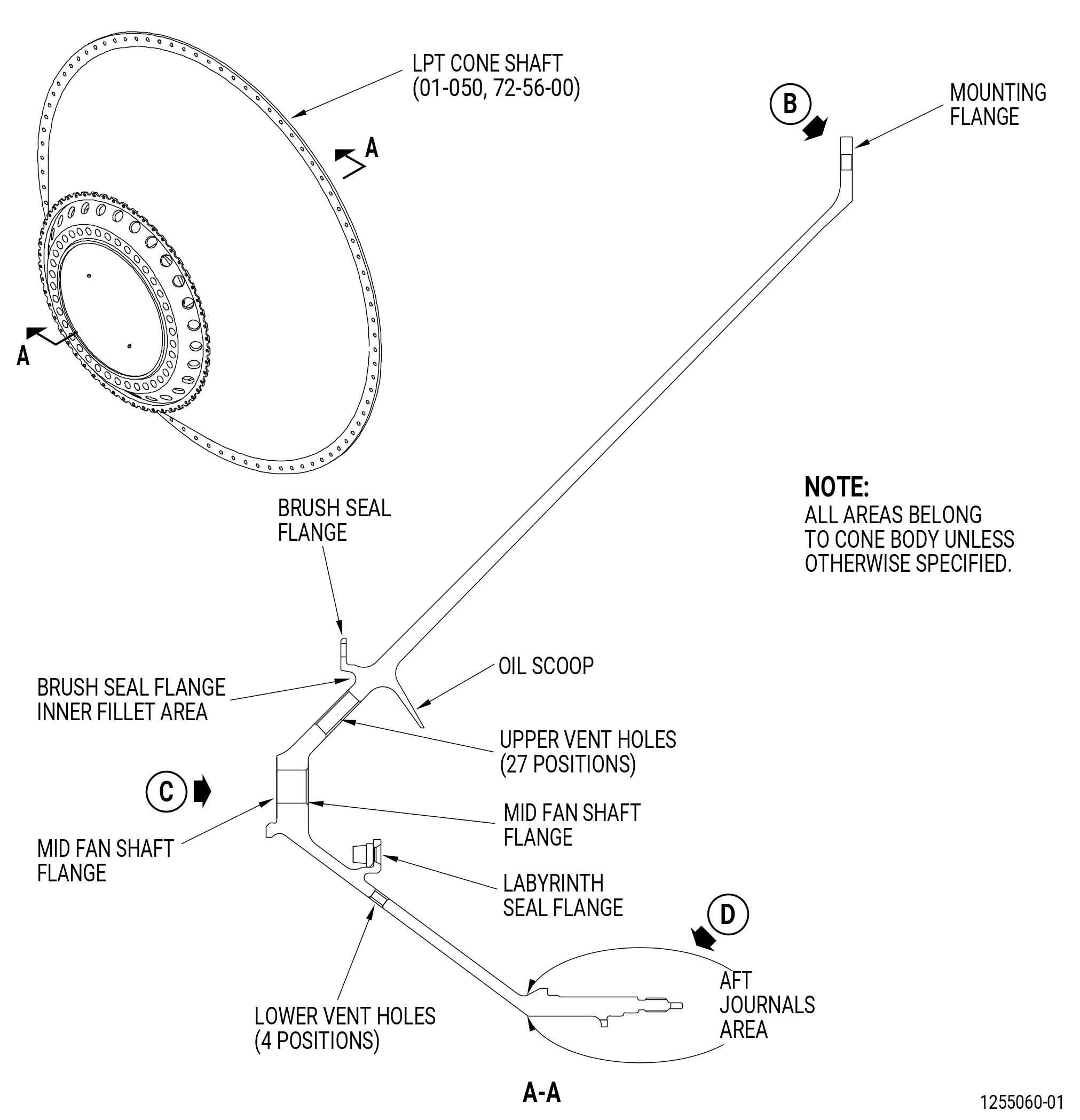
| Refer to Figure 801. |
| Subtask 72-56-47-220-001 |
| A. | Do an inspection of the cone body (except vent holes) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-002 |
| (2) | Nicks and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-003 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-004 |
| B. | Do an inspection of the vent holes for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-005 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-006 |
| C. | Do an inspection of the mounting flange (except boltholes) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-007 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-008 |
| (3) | Fretting or galling: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-009 |
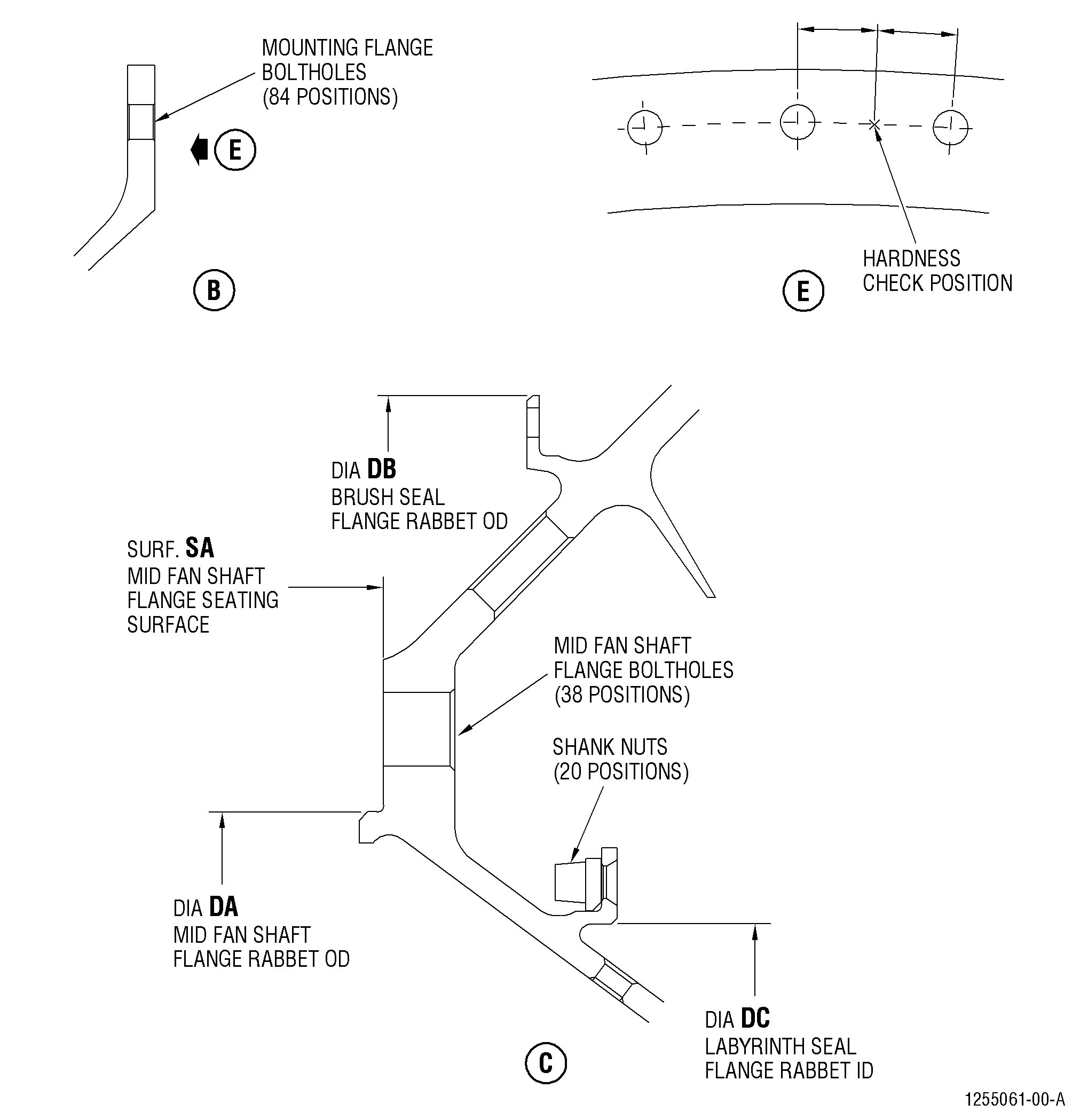
| D. | Do an inspection of the mounting flange boltholes for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-010 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-011 |
| E. | Do an inspection of the mid fan shaft flange (except boltholes) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-012 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-013 |
| (3) | Fretting or galling on the flange face: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-014 |
| (4) | Fretting or galling on the rabbet OD: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-015 |
| F. | Do an inspection of the mid fan shaft flange boltholes for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-016 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-017 |
| G. | Do an inspection of the brush seal flange (including boltholes) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-018 |
| (2) | Nicks, dents, and scratches in the inner fillet area: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-019 |
| (3) | Nicks, dents, and scratches in the other areas: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-020 |
| (4) | Fretting or galling on the flange face: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-021 |
| (5) | Fretting or galling on the rabbet OD : |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-022 |
| H. | Do an inspection of the labyrinth seal flange (except shank nuts) for; |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-023 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-024 |
| (3) | Fretting or galling on the flange face: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-025 |
| (4) | Fretting or galling on the rabbet ID: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-026 |
| I. | Do an inspection of the shank nuts for: |
| (1) | Missing: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-027 |
| (2) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-028 |
| (3) | Damaged threads: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-029 |
| (4) | Self-locking feature: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-030 |
| (5) | Looseness: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-031 |
| J. | Do an inspection of the oil scoop for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-032 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-033 |
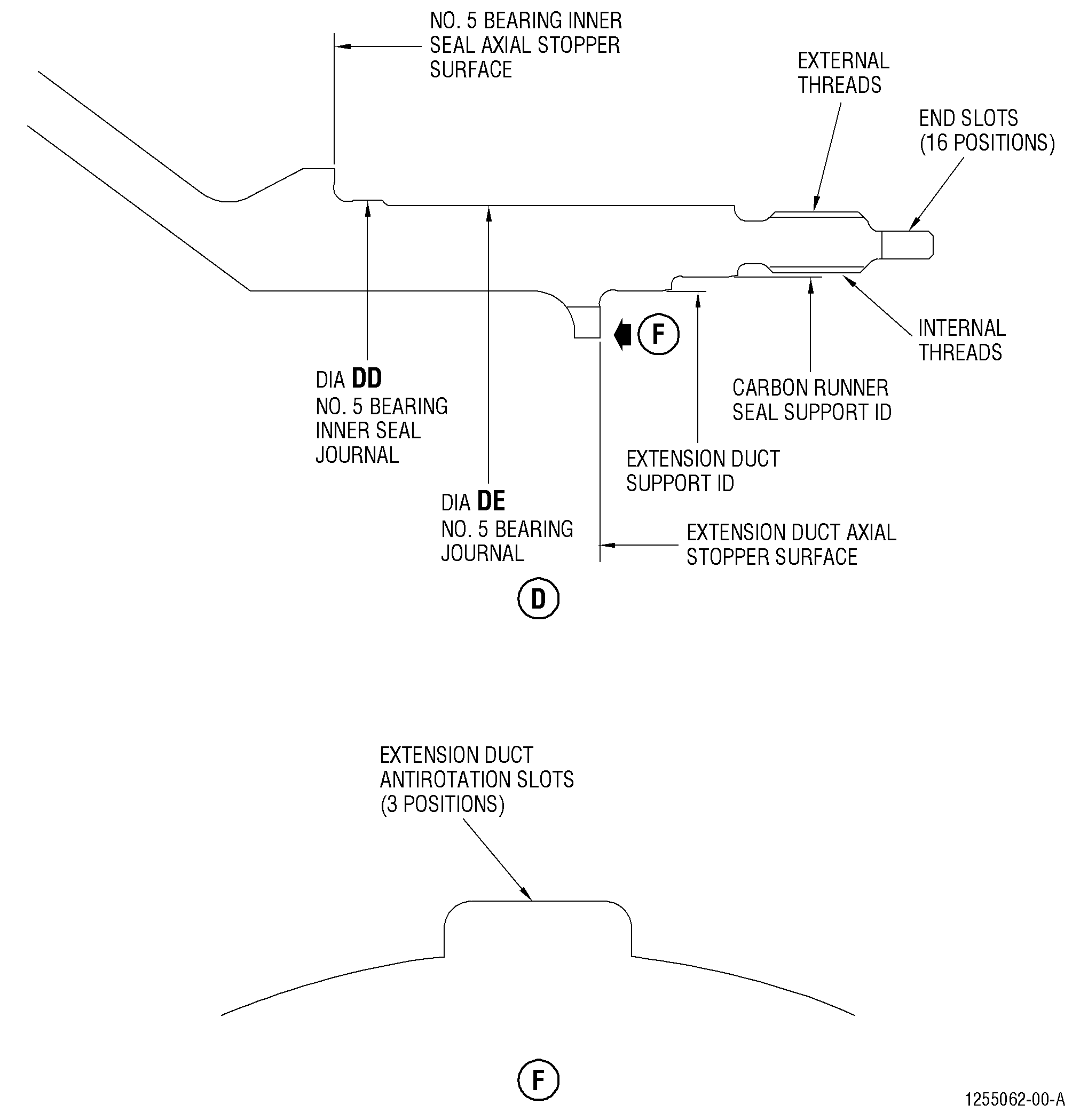
| K. | Do an inspection of the No. 5 bearing inner seal journal for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-034 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-035 |
| (3) | Fretting or galling: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-036 |
| L. | Do an inspection of the No. 5 bearing inner seal axial stopper surface for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-037 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-038 |
| (3) | Fretting or galling: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-039 |
| M. | Do an inspection of the No. 5 bearing journal for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-040 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-041 |
| (3) | Fretting or galling: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-042 |
| N. | Do an inspection of the threads for: |
| (1) | Damage: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-043 |
| O. | Do an inspection of the end slots for: |
| (1) | Cracks; |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-044 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-045 |
| P. | Do an inspection of the carbon runner seal support ID for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-046 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-047 |
| (3) | Fretting or galling: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-048 |
| Q. | Do an inspection of the extension duct support ID for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-049 |
| (2) | Nicks, dents, and scratches; |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-050 |
| (3) | Fretting or galling: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-051 |
| R. | Do an inspection of the extension duct axial stopper surface for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-052 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-053 |
| (3) | Fretting or galling; |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-054 |
| S. | Do an inspection of the extension duct antirotation slots for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-055 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-056 |
| (3) | Fretting or galling: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-057 |
| T. | Do an inspection of all other areas of aft journal area for; |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-058 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| 5 . | Dimensional Inspection. |
| Refer to Figure 801. |
| Subtask 72-56-47-220-059 |
| A. | Restrain the LPT cone shaft for dimensional inspection of diameter DB (brush seal flange rabbet OD) and diameter DC (labyrinth seal flange rabbet ID). |
| (1) | Alternative Procedure Available. Restrain the LPT cone shaft in the 11C4202 restraining fixture. Make sure that diameter DA is held round and that surface SA is held flat in the limits of 0.001 inch (0.03 mm) full indicator reading (FIR). |
| (1).A. | Alternative Procedure. Restrain the LPT cone shaft with surface SA held flat to not more than 0.001 inch (0.03 mm). |
| Subtask 72-56-47-220-060 |
| B. | Do a dimensional inspection of the LPT cone shaft. |
| (1) | Diameter DA (mid fan shaft flange rabbet OD): |
| (a) | Do this dimensional inspection only if the visual inspection shows that it is necessary. Refer to Subtask 72-56-47-220-001 (paragraph 4.). |
| (b) | Use the average of 10 equally spaced measurements to find the diameter. |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-061 |
| (2) | Diameter DB (brush seal flange rabbet OD): |
| (a) | Do this dimensional inspection only if the visual inspection shows that it is necessary. Refer to Subtask 72-56-47-220-001 (paragraph 4.). |
| (b) | Use the average of 10 equally spaced measurements to find the diameter. |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-062 |
| (3) | Diameter DC (labyrinth seal flange rabbet ID): |
| (a) | Do this dimensional inspection only if the visual inspection shows that it is necessary. Refer to Subtask 72-56-47-220-001 (paragraph 4.). |
| (b) | Use the average of 10 equally spaced measurements to find the diameter. |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-063 |
| (4) | Diameter DD (No. 5 bearing inner seal journal): |
| (a) | Do this dimensional inspection only if the visual inspection shows that it is necessary. Refer to Subtask 72-56-47-220-001 (paragraph 4.). |
| (b) | Use the average of 10 equally spaced measurements to find the diameter. |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-220-064 |
| (5) | Diameter DE (No. 5 bearing journal): |
| (a) | Do this dimensional inspection only if the visual inspection shows that it is necessary. Refer to Subtask 72-56-47-220-001 (paragraph 4.). |
| (b) | Use the average of 10 equally spaced measurements to find the diameter. |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| 6 . | Hardness Inspection. |
| Refer to Figure 801. |
| NOTE: |
|
| Subtask 72-56-47-280-001 |
| A. | Do the hardness inspection as follows: |
| (1) | Set the scale to limit the penetration depth to 0.006 inch (0.15 mm) maximum. |
| (2) | Measure the hardness at two locations 180 degrees apart in the same circumferential plane, midway between the boltholes on rear side of the mounting flange. Refer to TASK 70-34-04-220-010 (PORTABLE ROCKWELL HARDNESS TESTING). |
| Subtask 72-56-47-280-002 |
| (3) | Hardness: |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-56-47-350-004 |
| (4) | Blend to remove the minimum material so that the surface indentations made by the hardness checks can be eliminated. Refer to TASK 70-42-00-350-002 (BLENDING AND REMOVAL OF HIGH METAL PROCEDURES). |
| 7 . | Post Inspection Procedures. |
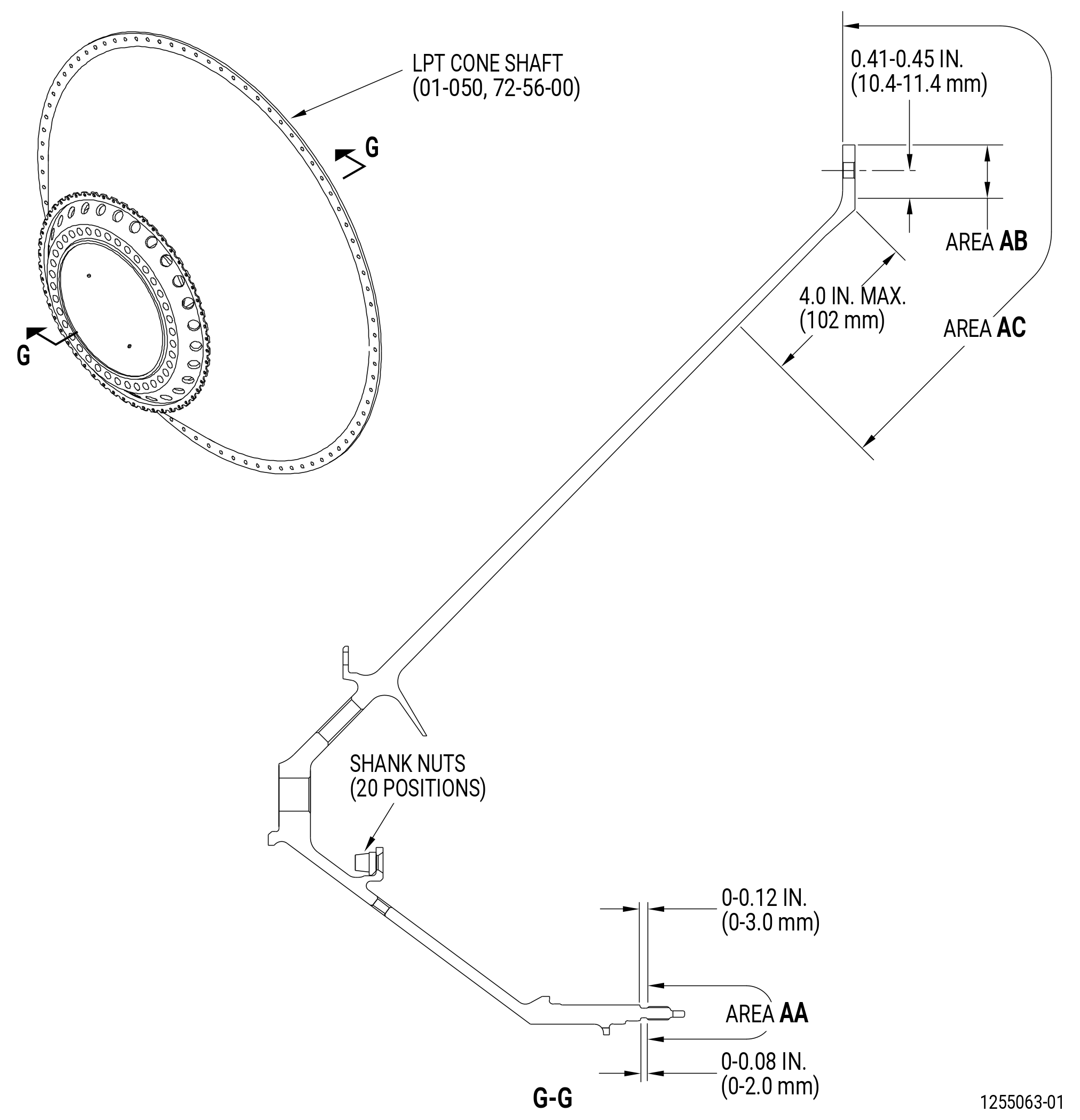
| Refer to Figure 802. |
| Subtask 72-56-47-350-001 |
| A. | Shotpeen the LPT cone shaft where the blend procedures have an effect. |
| (1) | If necessary, remove the shank nuts. Refer to TASK 70-48-13-350-024 (SHANK NUT REPAIR). |
| Subtask 72-56-47-380-001 |
| (2) | Shotpeen the blended area. |
| (a) | Mask around the area you will shotpeen with C10-021 Tape, Duct. Overspray is permitted except to area AA and the shank nuts. |
| Subtask 72-56-47-380-002 |
| (b) | Shotpeen the blended area. Use S-110 or S-130 cast steel shot to an intensity of 0.004A to 0.008A. Minimum of a 100 percent coverage is required. Refer to TASK 70-47-01-380-016 (SHOTPEENING). |
| Subtask 72-56-47-380-003 |
| (3) | If you shotpeen area AB, wet grit blast area AB. |
| (a) | Mask all the area except area AB with C10-021 Tape, Duct. Overspray is permitted to area AC. |
| Subtask 72-56-47-120-001 |
| (b) | Wet grit blast area AB. Refer to TASK 70-21-05-120-B02 (Wet Abrasive Blast Cleaning Method 5B) with the following exceptions. |
| 1 | Use 150-220 mesh aluminum oxide grit. |
| 2 | Abrasive content in water must be maintained at 30-40 percent by volume. |
| 3 | Maintain air pressure at 60-70 psi (414-483 kPa). |
| 4 | Nozzle must be held at a distance of 3.0-5.0 inches (76-127 mm) from the part and a angle of 40-60 degrees with the surface being blasted. |
| Subtask 72-56-47-350-002 |
| (4) | Remove all the masking. |
| Subtask 72-56-47-350-003 |
| (5) | If removed before, install the shank nuts. Refer to TASK 70-48-13-350-024 (SHANK NUT REPAIR). |
| Subtask 72-56-47-640-001 |
| B. | Apply dry film lubricant to the threads of the shank nuts. Refer to TASK 70-43-09-640-001 (REPLACEMENT OF DRY-FILM LUBRICANT). |