| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 01/31/2025 | |
| CIR 72-58-40 , INSPECTION 001 | ||
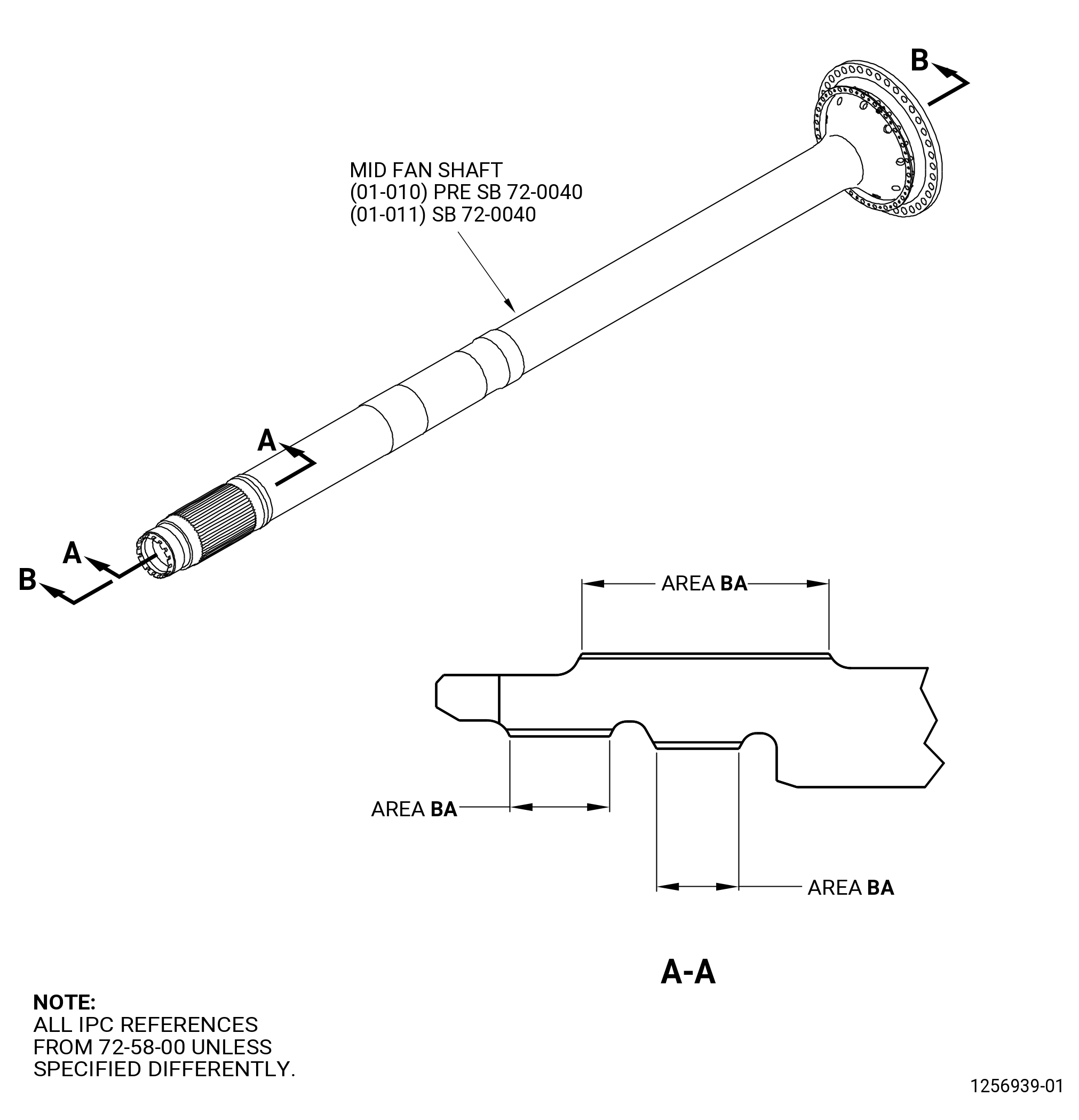
| MID FAN SHAFT - INSPECTION | ||
| GENX-1B CLEANING,INSPECTION,AND REPAIR MANUAL | Dated: 01/31/2025 | |
| CIR 72-58-40 , INSPECTION 001 | ||
| MID FAN SHAFT - INSPECTION | ||
| * * * FOR ALL |
| TASK 72-58-40-200-801 |
| 1 . | General. |
| A. | This procedure gives instructions to do an inspection of the mid fan shaft. |
| • |
|
| • |
|
| 2 . | Tools, Equipment, and Materials. |
| NOTE: |
|
| A. | Tools and Equipment. |
| (1) | Special Tools. None. |
| (2) | Standard Tools and Equipment. None. |
| (3) | Locally Manufactured Tools. None. |
| B. | Consumable Materials. |
| C. | Referenced Procedures. |
|
| D. | Expendable Parts. None. |
| 3 . | Specific Inspection Procedure. |
| Subtask 72-58-40-240-001 |
| CAUTION: |
|
| CAUTION: |
|
| NOTE: |
|
| A. | Do a magnetic-particle inspection of the mid fan shaft. Refer to TASK 70-32-01-240-001 (MAGNETIC-PARTICLE METHOD). |
| (1) | Remove the shank nuts. Refer to TASK 72-58-40-300-802 (72-58-40, REPAIR 004). |
| (2) | Make sure that the surface coating has been removed before you do the magnetic-particle inspection. Refer to TASK 72-58-40-100-801 (72-58-40, CLEANING 001). |
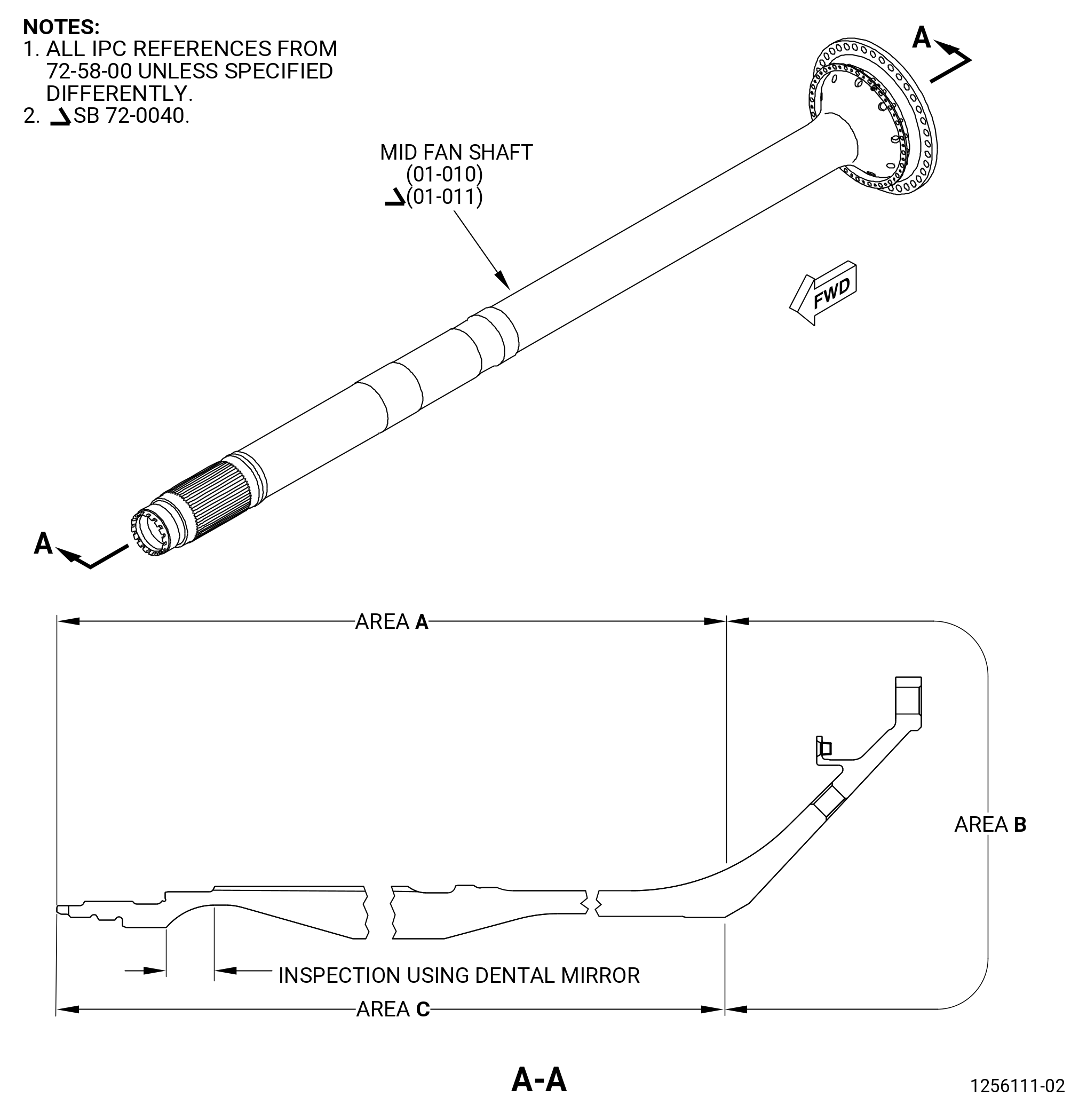
| (3) | Do a magnetic-particle inspection of the outer diameter surfaces (area A) of the mid fan shaft for longitudinal defects. Refer to Figure 801. |
| (a) | Use 1800 amperes to make a circular field. |
| (4) | Use a residual method of magnetic-particle inspection to examine the inner diameter (area C) of the mid fan shaft for longitudinal defects. Refer to Figure 801 and Figure 802. |
| (a) | Use 1800 amperes to make a circular field to magnetize. |
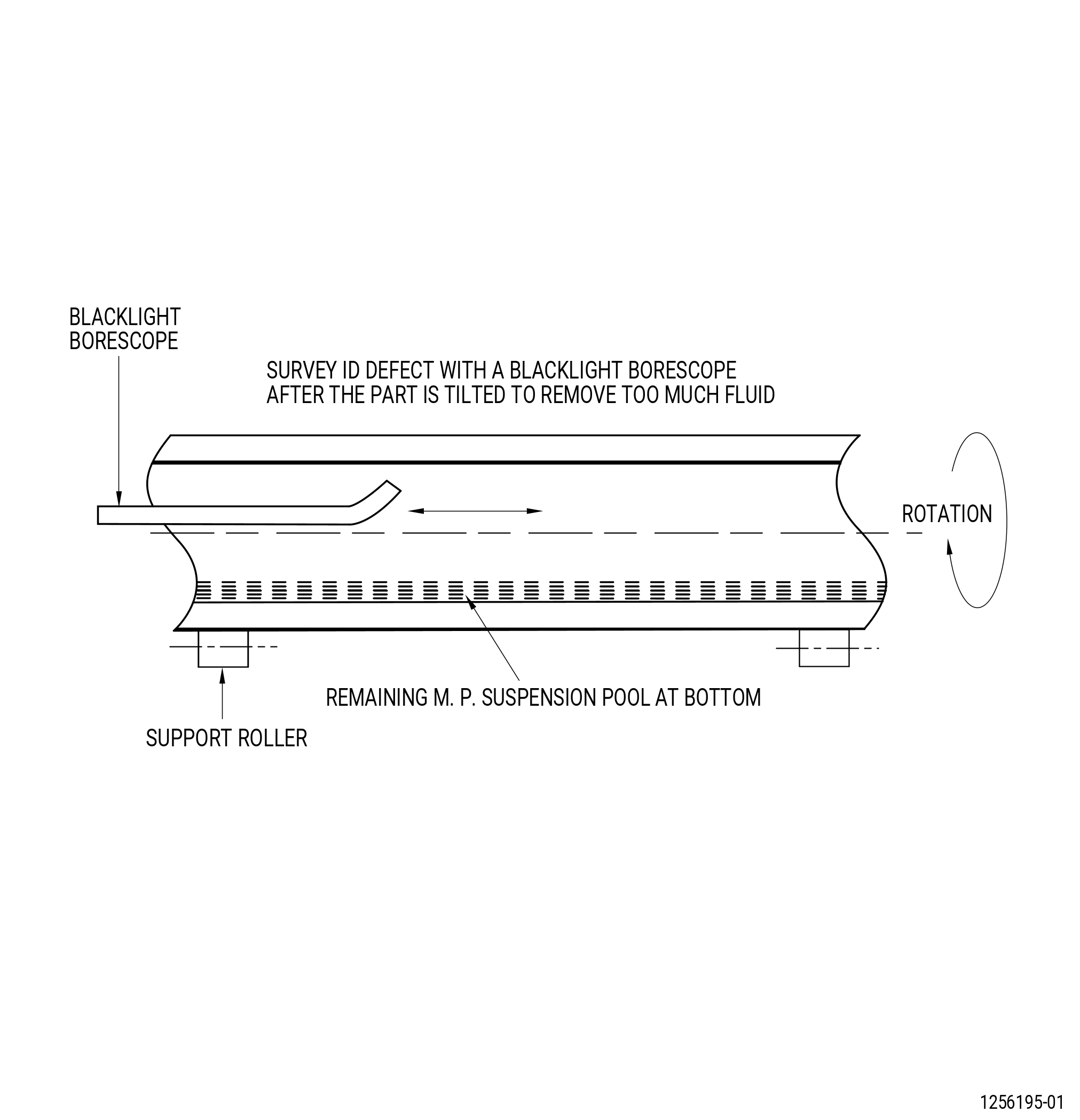
| (b) | Stop the electric current to let the suspension fluid flow slowly through the shaft. Turn the shaft to make sure 100 percent of the inner diameter is covered by the fluid. |
| (c) | Tilt the shaft slowly and remove unwanted fluid from the inner diameter. |
| (d) | Examine the inner diameter of the shaft with a black-light borescope. Indications interpreted as cracks are not permitted. Use a dental mirror or equivalent on the inside of the spline. |
| (5) | Do an MPI of area B of the mid fan shaft for longitudinal defects. Refer to Figure 801. |
| NOTE: |
|
| (a) | Use 4000 amperes to make a circular field. |
| (6) | Do a magnetic-particle inspection of the outer diameter surface and cone body surfaces of the mid fan shaft for circumferential defects. Refer to Figure 802. |
| (a) | Use 8000 ampere-turns to make a longitudinal field. |
| (7) | Use a residual method of magnetic-particle inspection to examine the inner diameter (area C) of the mid fan shaft for circumferential defects. Refer to Figure 802. |
| (a) | Use 8000 ampere-turns to make a longitudinal field to magnetize the mid fan shaft. |
| (b) | Stop the electric current to let the suspension fluid flow slowly through the mid fan shaft. Turn the shaft to make sure 100 percent of the inner diameter is covered by the fluid. |
| (c) | Tilt the mid fan shaft slowly and remove unwanted fluid from the inner diameter. |
| (d) | Examine the inner diameter of the mid fan shaft with a black-light borescope. Indications interpreted as cracks are not permitted. Use a dental mirror or equivalent on the inside of the spline. |
| (8) | Demagnetize the mid fan shaft. |
| Subtask 72-58-40-110-005 |
| B. | Remove the suspension fluid from the mid fan shaft. Refer to TASK 70-21-22-110-050 (CLEANING METHOD 22 - LIGHT DUTY AQUEOUS CLEANING (Method 2)). |
| Subtask 72-58-40-620-001 |
| C. | Do the procedure that follows to protect the shaft from corrosion during the inspection and repair process: |
| Subtask 72-58-40-620-002 |
| WARNING: |
|
| (1) | Alternative Procedure Available. Apply C02-019 lubricant or C02-025 preservation oil to the shaft, if the inspection or repair process cannot be completed in 24 hours or less. Refer to TASK 72-58-00-550-801 (75-58-00, STORAGE 001). |
| Subtask 72-58-40-620-003 |
| (1).A. | Alternative Procedure. Apply C10-252 VCI paper around the shaft, if the inspection or repair process cannot be completed in 24 hours or less, and as follows: |
| NOTE: |
|
| (a) | Wind C10-252 VCI paper around the shaft fully to protect all outer surfaces and the two ends of the shaft. If necessary, use C10-021 plastic tape to hold the C10-252 VCI paper. |
| (b) | Each time it is necessary to remove the C10-252 VCI paper to do inspection or repair on the shaft, do as follows: |
| 1 | Replace the C10-252 VCI paper with a new sheet if apparent signs of wear and damage appear. |
| 2 | If the same C10-252 VCI paper will be used on the shaft again, make sure that the paper is kept in a sealed polyethylene bag, or in accordance with the manufacturer's recommendation, when it is not applied on the shaft. Incorrect storage of the C10-252 VCI paper will cause it to lose its corrosion protective function. |
| 3 | Make sure to wait for a minimum of 15 minutes, immediately after the removal of C10-252 VCI paper, before protective coating/lubricant is applied on the shaft. |
| WARNING: |
|
| 4 | Clean the shaft surface with C04-035 isopropyl alcohol before the C10-252 VCI paper is applied again. |
| 5 | Make sure that the shaft is completely dry before the C10-252 VCI paper is applied again. Moisture can cause corrosion to the shaft. |
| (c) | Apply C10-252 VCI paper to the shaft for a maximum of 70 days only. If the inspection and repair process cannot be completed at the end of 70 days, do Subtask 72-58-40-620-002 (paragraph 3.C.(1)) to protect the shaft again with C02-019 engine oil or C02-025 preservation oil subsequently. |
| NOTE: |
|
| 4 . | Visual Inspection. |
| Refer to Figure 803. |
| Subtask 72-58-40-220-001 |
| A. | Do an inspection of the tang for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-002 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-003 |
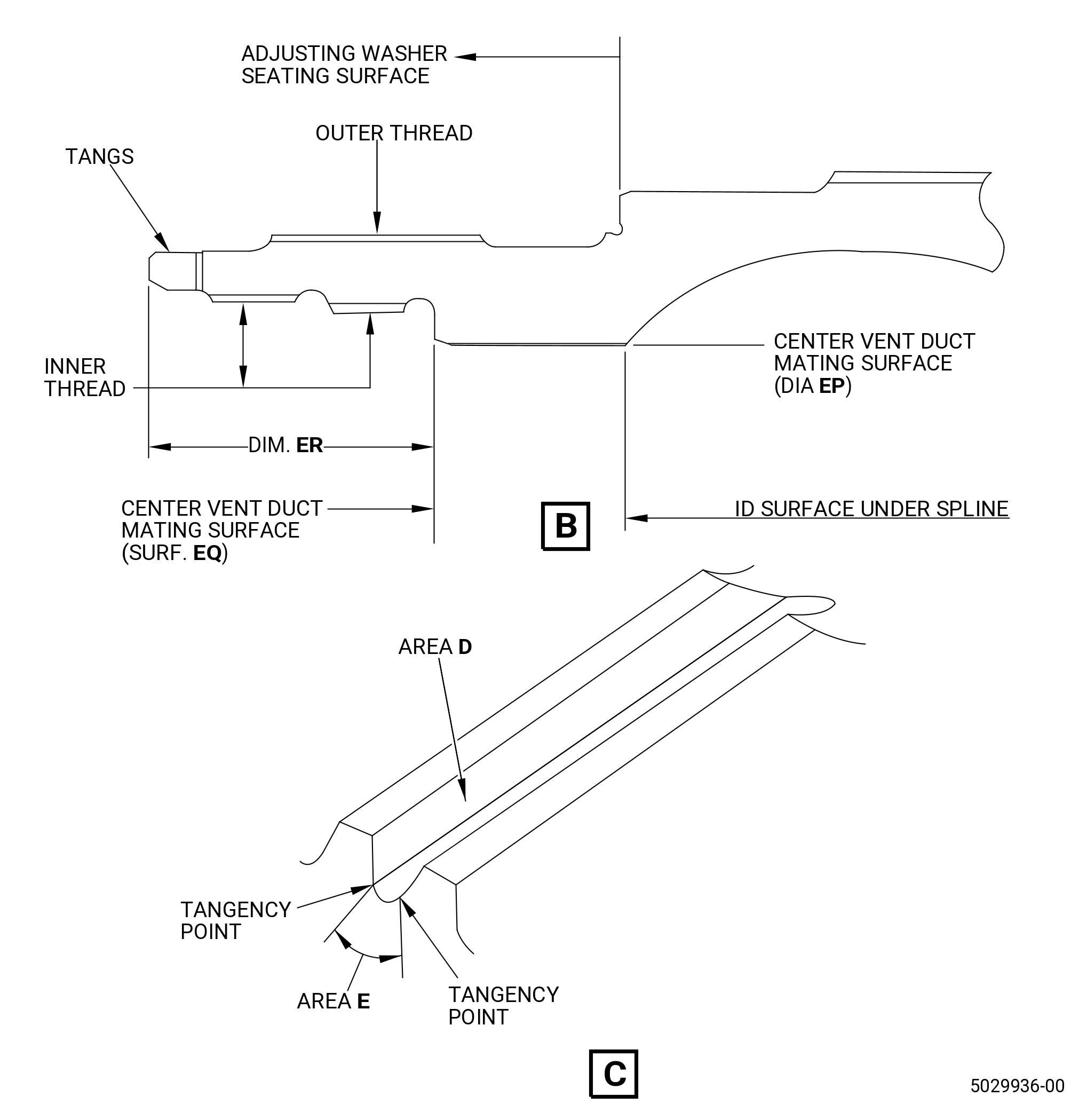
| B. | Do an inspection of the outer thread for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-004 |
| (1) | Damages or missing threads: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Subtask 72-58-40-220-005 |
| C. | Do an inspection of area D of the spline for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-006 |
| (1) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-007 |
| (1) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-008 |
| (1) | Contact marks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-009 |
| D. | Do an inspection of area E of the spline for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-010 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-011 |
| E. | Do an inspection of the outer diameter of the spline for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-012 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Subtask 72-58-40-220-013 |
| F. | Do an inspection of any other area of the spline for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-014 |
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-015 |
| G. | Do an inspection of the adjusting washer seating surface for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-016 |
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-017 |
| (3) | Fretting: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-018 |
| (4) | Contact marks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-019 |
| H. | Do an inspection of the forward pilot outer diameter for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-020 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-021 |
| (3) | Wear or galling: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-022 |
| I. | Do an inspection of the aft pilot outer diameter for: |
| (1) | Cracks: |
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-023 |
| CAUTION: |
|
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| NOTE: |
|
| Repair method: |
|
| Subtask 72-58-40-220-024 |
| CAUTION: |
|
| (3) | Wear or galling: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| NOTE: |
|
| Repair method: |
|
| Subtask 72-58-40-220-025 |
| J. | Do an inspection of the cone body for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-026 |
| (2) | Nicks or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-027 |
| (3) | Dents: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-028 |
| (4) | Nicks, dents, or scratches within 0.20 inch (5.1 mm) from the upper air hole: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-138 |
| (5) | Corrosion pit on area EW: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-157 |
| (6) | Corrosion pit on area H: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-139 |
| (7) | Corrosion pit in all other areas on the cone body: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-029 |
| K. | Do an inspection of the mounting flange (without boltholes) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-030 |
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-031 |
| (3) | Corrosion pit (area EX): |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Repair method: |
|
| Repair method: |
|
| Subtask 72-58-40-220-158 |
| (3).A. | Corrosion pit (surface EB, diameter EF, and area EV): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Repair method: |
|
| Subtask 72-58-40-220-140 |
| (3).B. | Corrosion pit on area EY: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Repair method: |
|
| Subtask 72-58-40-220-032 |
| (4) | Nicks, dents, or scratches on the flange face: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-067 |
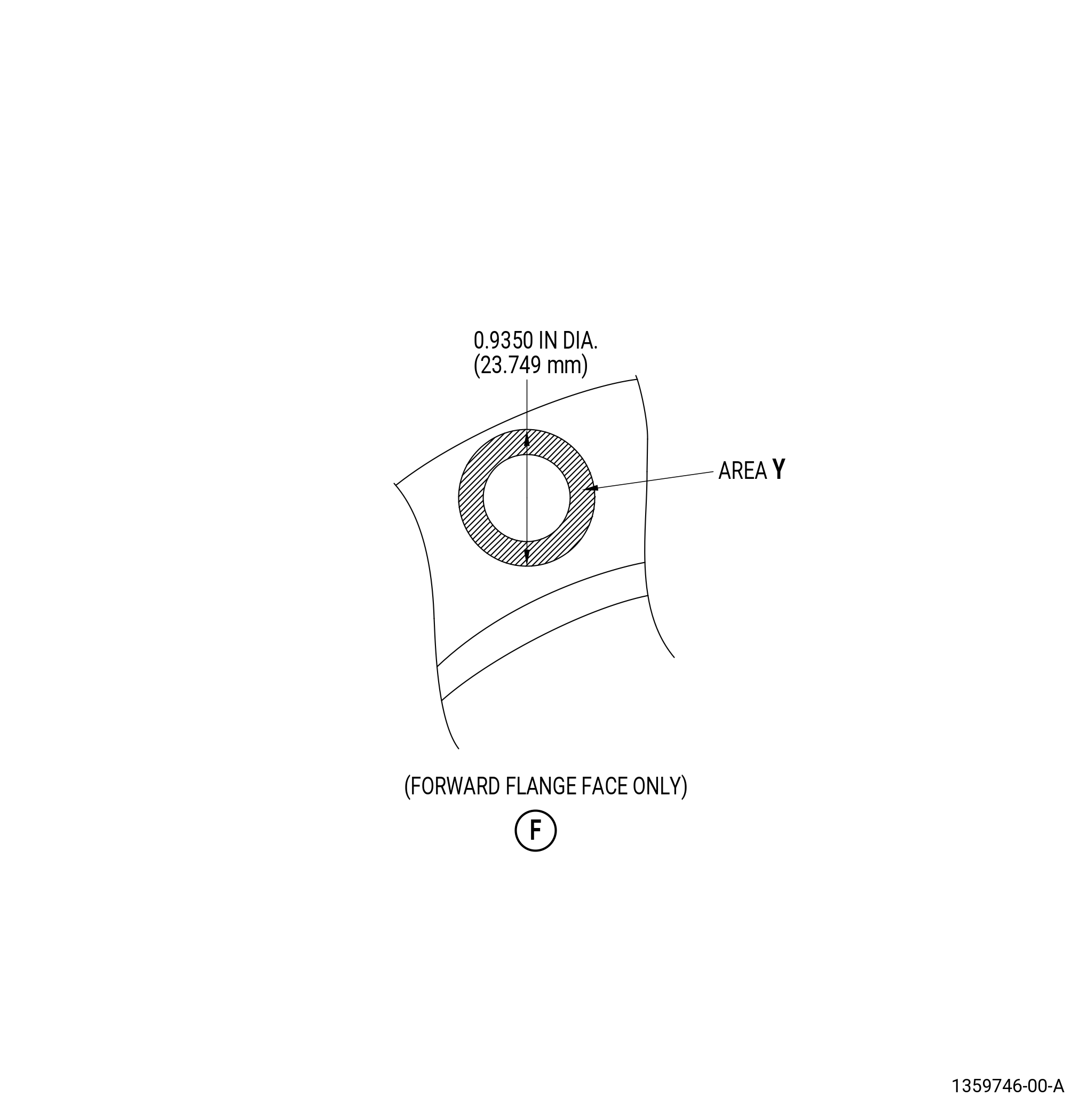
| (5) | Fretting or galling in Area Y on the forward flange face: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-068 |
| (6) | Fretting or galling in all other areas on the forward flange face: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-069 |
| (7) | Fretting or galling on the aft flange face: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-034 |
| (8) | Corrosion pit on the flange face (surface ED): |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Repair method: |
|
| Repair method: |
|
| Subtask 72-58-40-220-035 |
| (9) | Contact marks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-036 |
| L. | Do an inspection of the mounting flange boltholes for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-037 |
| (2) | Nicks, dents, scratches, or pits: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-038 |
| (3) | Corrosion pit: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Repair method: |
|
| Subtask 72-58-40-220-039 |
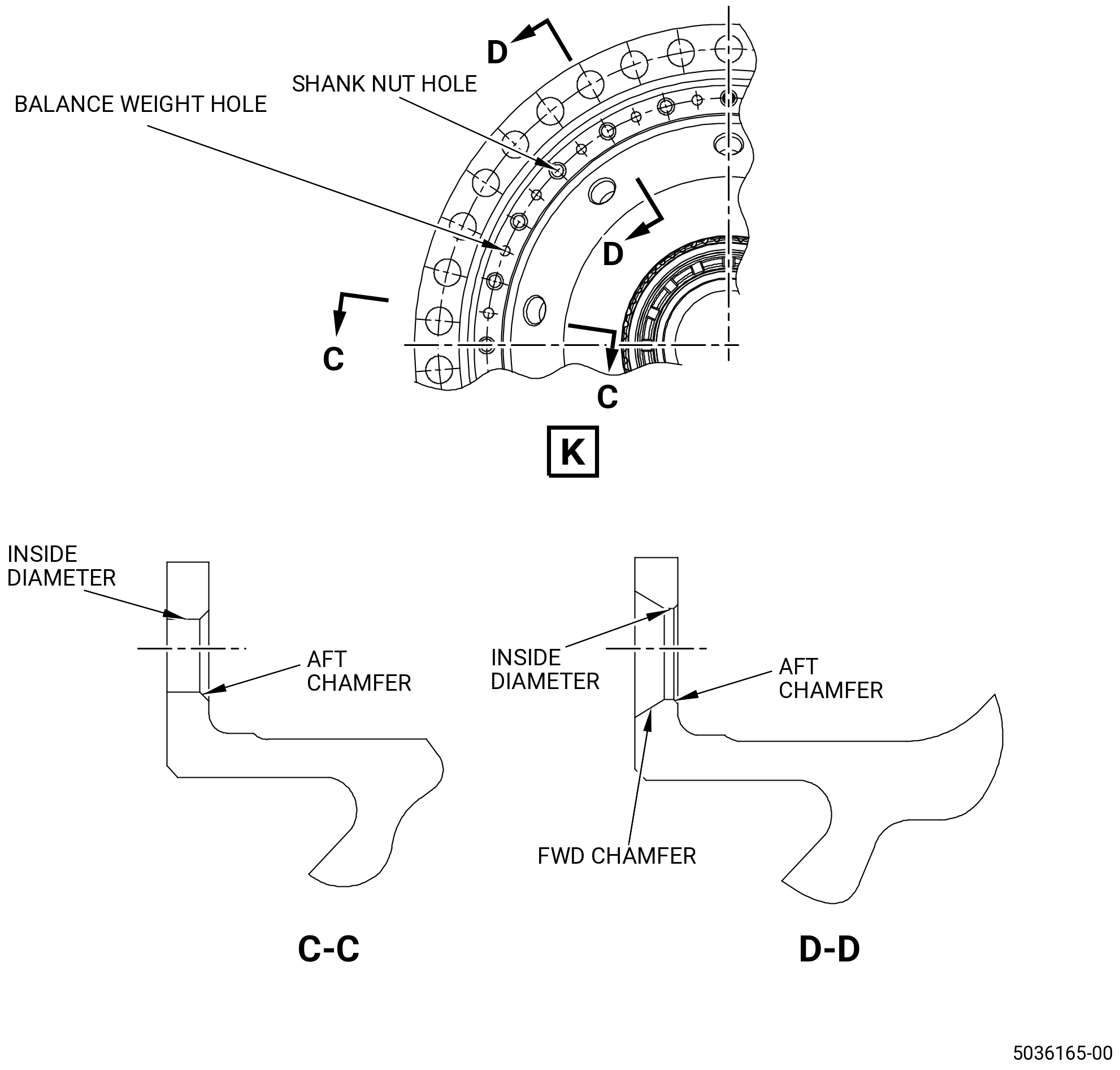
| M. | Do an inspection of the seal air flange (surface ET, surface EL, diameter EG, area EU, and area EZ) (without shank nut holes and balance weight holes) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-040 |
| (2) | Nicks, dents, and scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-043 |
| (3) | Corrosion pits: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Repair method: |
|
| Subtask 72-58-40-220-131 |
| M.A. | Do an inspection of the seal air flange shank nut holes for: |
| (1) | Nicks, dents, and scratches (including chamfer): |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-132 |
| (2) | Corrosion pits on inside diameter: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-133 |
| (3) | Corrosion pits on fwd chamfer: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-134 |
| (4) | Corrosion pits on aft chamfer: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-135 |
| M.B. | Do an inspection of the seal air flange balance weight holes for: |
| (1) | Nicks, dents, and scratches (including chamfer): |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-136 |
| (2) | Corrosion pits on inside diameter: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-137 |
| (3) | Corrosion pits on aft chamfer: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-044 |
| N. | Do an inspection of the internal threads for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-045 |
| (2) | Thread damage: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Subtask 72-58-40-220-046 |
| O. | Do an inspection of the ID surface (area C) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-047 |
| (2) | Nicks, dents, or scratches (do not include axial scratches with corrosion pits): |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-048 |
| * * * PRE SB 72-0401 |
| (3) | Corrosion pit on the area C that does not include the area G2: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| * * * END PRE SB 72-0401 |
| Subtask 72-58-40-220-141 |
| * * * SB 72-0401 |
| (3).A. | Corrosion pit on the area C that does not include the area G2: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0401 |
| Subtask 72-58-40-220-142 |
| * * * FOR ALL.ALL |
| * * * PRE SB 72-0401 |
| (4) | Corrosion pit on the area G2: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| Repair method: |
|
| * * * END PRE SB 72-0401 |
| Subtask 72-58-40-220-143 |
| * * * FOR ALL.ALL |
| * * * SB 72-0401 |
| (4).A. | Corrosion pit on the area G2: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0401 |
| Subtask 72-58-40-220-104 |
| * * * PRE SB 72-0401 |
| (5) | Axial scratches with corrosion pits on the area C that does not include the area G2. Refer to Figure 803 and Figure 806: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| * * * END PRE SB 72-0401 |
| Subtask 72-58-40-220-144 |
| * * * FOR ALL.ALL |
| * * * SB 72-0401 |
| (5).A. | Axial scratches with corrosion pits on the area C that does not include the area G2. Refer to Figure 803 and Figure 806: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0401 |
| Subtask 72-58-40-220-145 |
| * * * FOR ALL.ALL |
| * * * PRE SB 72-0401 |
| (6) | Axial scratches with corrosion pits on the area G2. Refer to Figure 803 and Figure 806: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| Repair method: |
|
| * * * END PRE SB 72-0401 |
| Subtask 72-58-40-220-146 |
| * * * FOR ALL.ALL |
| * * * SB 72-0401 |
| (6).A. | Axial scratches with corrosion pits on the area G2. Refer to Figure 803 and Figure 806: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0401 |
| Subtask 72-58-40-220-049 |
| P. | Do an inspection of the ID surface under the spline (area B2) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-050 |
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-051 |
| * * * PRE SB 72-0401 |
| (3) | Corrosion pit on the area B2 that does not include the area G1: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| * * * END PRE SB 72-0401 |
| Subtask 72-58-40-220-151 |
| * * * FOR ALL.ALL |
| * * * SB 72-0401 |
| (3).A. | Corrosion pit on the area B2 that does not include the area G1: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0401 |
| Subtask 72-58-40-220-152 |
| * * * FOR ALL.ALL |
| * * * PRE SB 72-0401 |
| (4) | Corrosion pit on the area G1: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| Repair method: |
|
| * * * END PRE SB 72-0401 |
| Subtask 72-58-40-220-153 |
| * * * FOR ALL.ALL |
| * * * SB 72-0401 |
| (4).A. | Corrosion pit on the area G1: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| * * * END SB 72-0401 |
| Subtask 72-58-40-220-097 |
| P.A. | Do an inspection of the ID surface under the spline (area B1) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-098 |
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-099 |
| (3) | Corrosion pit: |
| Maximum serviceable limit: |
|
| NOTE: |
|
| Repair method: |
|
| Subtask 72-58-40-220-052 |
| Q. | Do an inspection of the center vent duct mating surface (surface EQ) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-053 |
| CAUTION: |
|
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| NOTE: |
|
| Repair method: |
|
| Subtask 72-58-40-220-054 |
| (3) | Contact mark: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-055 |
| (4) | Fretting or corrosion pits: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-116 |
| Q.A. | Do an inspection of the center vent duct mating surface (diameter EP) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-117 |
| CAUTION: |
|
| (2) | Nicks, dents, or scratches on diameter EP: |
| Maximum serviceable limit: |
|
| • |
|
| NOTE: |
|
| Repair method: |
|
| Subtask 72-58-40-220-118 |
| (3) | Contact mark: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-119 |
| (4) | Fretting or corrosion pits: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-056 |
| R. | Deleted. |
| (1) | Deleted. |
| Subtask 72-58-40-220-057 |
| (2) | Deleted. |
| Subtask 72-58-40-220-100 |
| (3) | Deleted. |
| Subtask 72-58-40-220-101 |
| S. | Do an inspection of the OD surface (area F) for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-102 |
| (2) | Nicks and dents on area F but not in area F3: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-159 |
| (3) | Nicks and dents on area F3: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-147 |
| * * * FOR ALL.ALL |
| (4) | Scratches on area F but not in area F3: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-160 |
| (5) | Scratches on area F3: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-103 |
| (6) | Corrosion pit on area F1 that does not include all fillet radii: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-161 |
| (7) | Corrosion pit on area F2 and area F3 that does not include all fillet radii: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-162 |
| (8) | Corrosion pit on all fillet radii of the OD surface (area F): |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-154 |
| * * * FOR ALL.ALL |
| T. | Deleted. |
| (1) | Deleted. |
| Subtask 72-58-40-220-155 |
| (2) | Deleted. |
| Subtask 72-58-40-220-156 |
| * * * FOR ALL.ALL |
| (3) | Deleted. |
| Subtask 72-58-40-220-058 |
| U. | Do an inspection of any other area for: |
| (1) | Cracks: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-059 |
| (2) | Nicks, dents, or scratches: |
| Maximum serviceable limit: |
|
| • |
|
| • |
|
| • |
|
| • |
|
| Repair method: |
|
| Subtask 72-58-40-220-079 |
| V. | Do an inspection of the shank nut on the seal air flange for: |
| (1) | Loss of the self-locking quality: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-080 |
| (2) | Damaged threads: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-081 |
| (3) | Loose nut: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-082 |
| (4) | Cracks in the shank: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-083 |
| (5) | Missing shank nut: |
| Maximum serviceable limit: |
|
| Repair method: |
|
| Subtask 72-58-40-220-084 |
| (6) | Dry film lubricant missing on the thread of the shank nut: |
| Maximum serviceable limit: |
|
| Maximum repairable limit: |
|
| Repair method: |
|
| 5 . | Dimensional Inspection |
| Subtask 72-58-40-220-129 |
| A. | Do an inspection of the mounting flange boltholes for: |
| (1) | Inner diameter of the boltholes: |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| 6 . | Special Dimensional Inspection. |
| Refer to Figure 804. |
| Subtask 72-58-40-220-060 |
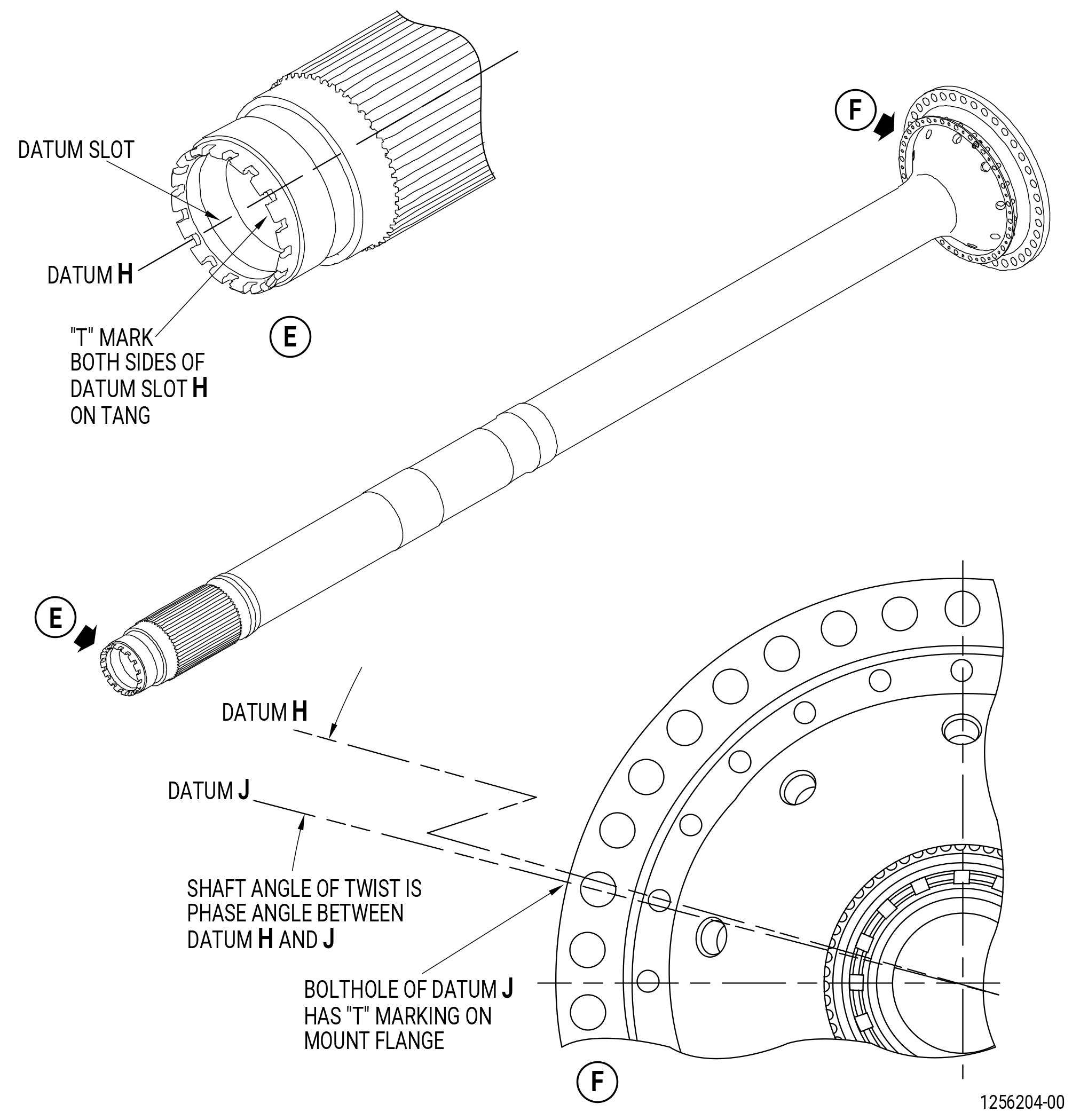
| A. | Do an inspection of the mid fan shaft for twist as follows: |
| NOTE: |
|
| (1) | Find the datum slot of the forward tang and datum bolthole of the mount flange. The datum slot and datum bolthole are identified by “T” mark on the adjacent area. |
| (a) | Determine datum H as a plane in the center of the datum slot of the forward tang. |
| (b) | Determine datum J as a plane in the center of the datum bolthole of the mount flange. |
| (2) | Measure the phase angle between datum H and J. |
| Subtask 72-58-40-220-061 |
| (3) | Mid fan shaft angle of twist: |
| Minimum serviceable limit: |
|
| Maximum serviceable limit: |
|
| Repair method: |
|
| 7 . | Post-Inspection Procedure. |
| Refer to Figure 805. |
| Subtask 72-58-40-220-062 |
| CAUTION: |
|
| A. | Shotpeen or rotary flap peen the mid fan shaft where the blend procedures have an effect. |
| (1) | Deleted. |
| Subtask 72-58-40-380-014 |
| (2) | Alternative Procedure Available. Peen the shaft repaired areas. Refer to TASK 70-47-01-380-016 (SHOTPEENING) and as follows: |
| (a) | Mask around the area you will shotpeen with C10-021 plastic tape. Overspray is permitted but not on area BA and the shank nuts. |
| (b) | Use C04-271 S170 cast steel shot. |
| (c) | Use an intensity of 0.010-0.015A. |
| (d) | A minimum of 100 percent coverage, including fade out to adjacent peened surfaces, is necessary. |
| Subtask 72-58-40-380-015 |
| (2).A. | Alternative Procedure. Peen the shaft repaired areas. Refer to TASK 70-47-04-380-019 (ROTARY FLAP PEENING) and as follows: |
| (a) | Mask around the area you will shotpeen with C10-021 plastic tape. Overspray is permitted but not on area BA and the shank nuts. |
| (b) | The maximum flapper shot size must be S330 or equivalent. |
| (c) | Use an intensity of 0.010-0.015A. |
| (d) | A minimum of 100 percent coverage, including fade out to adjacent peened surfaces, is necessary. |
| Subtask 72-58-40-350-037 |
| (3) | Remove all the masking. |
| (4) | Deleted. |
| Subtask 72-58-40-220-063 |
| * * * PRE SB 72-0300 |
| B. | Apply the aluminum protective paint to the mid fan shaft. Refer to TASK 72-58-40-300-803 (72-58-40, REPAIR 002). |
| * * * END PRE SB 72-0300 |
| Subtask 72-58-40-350-054 |
| * * * SB 72-0300 |
| B.A. | Apply the aluminum protective paint and the seal coat to the mid fan shaft. Refer to TASK 72-58-40-300-812 (72-58-40, REPAIR 013). |
| * * * END SB 72-0300 |
| Subtask 72-58-40-220-064 |
| C. | Apply solid film lubricant to the mid fan shaft. Refer to TASK 72-58-40-300-804 (72-58-40, REPAIR 003). |
| Subtask 72-58-40-300-003 |
| D. | If the position of the balance weight was not recorded at disassembly or is in doubt, do the balance inspection. Refer to TASK 72-58-40-300-801 (72-58-40, REPAIR 001). |
| Subtask 72-58-40-350-055 |
| E. | Install the shank nuts. Refer to TASK 72-58-40-300-802 (72-58-40, REPAIR 004). |
| Subtask 72-58-40-220-066 |
| F. | Alternative Procedure Available. Apply C02-059 Oil to the surface where lubricant or coating are not applied. |
| Subtask 72-58-40-220-109 |
| F.A. | Alternative Procedure. Apply preservation oil to the surface where lubricant or coating are not applied. Refer to TASK 72-58-00-550-801 (72-58-00, STORAGE 001). |